The Effect of Wood Ash as a Partial Cement Replacement Material for Making Wood-Cement Panels





Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Wood-Cement Mixtures
2.3. Preparation of Test Specimens
2.4. Test Methods
3. Results
3.1. Material Characterization
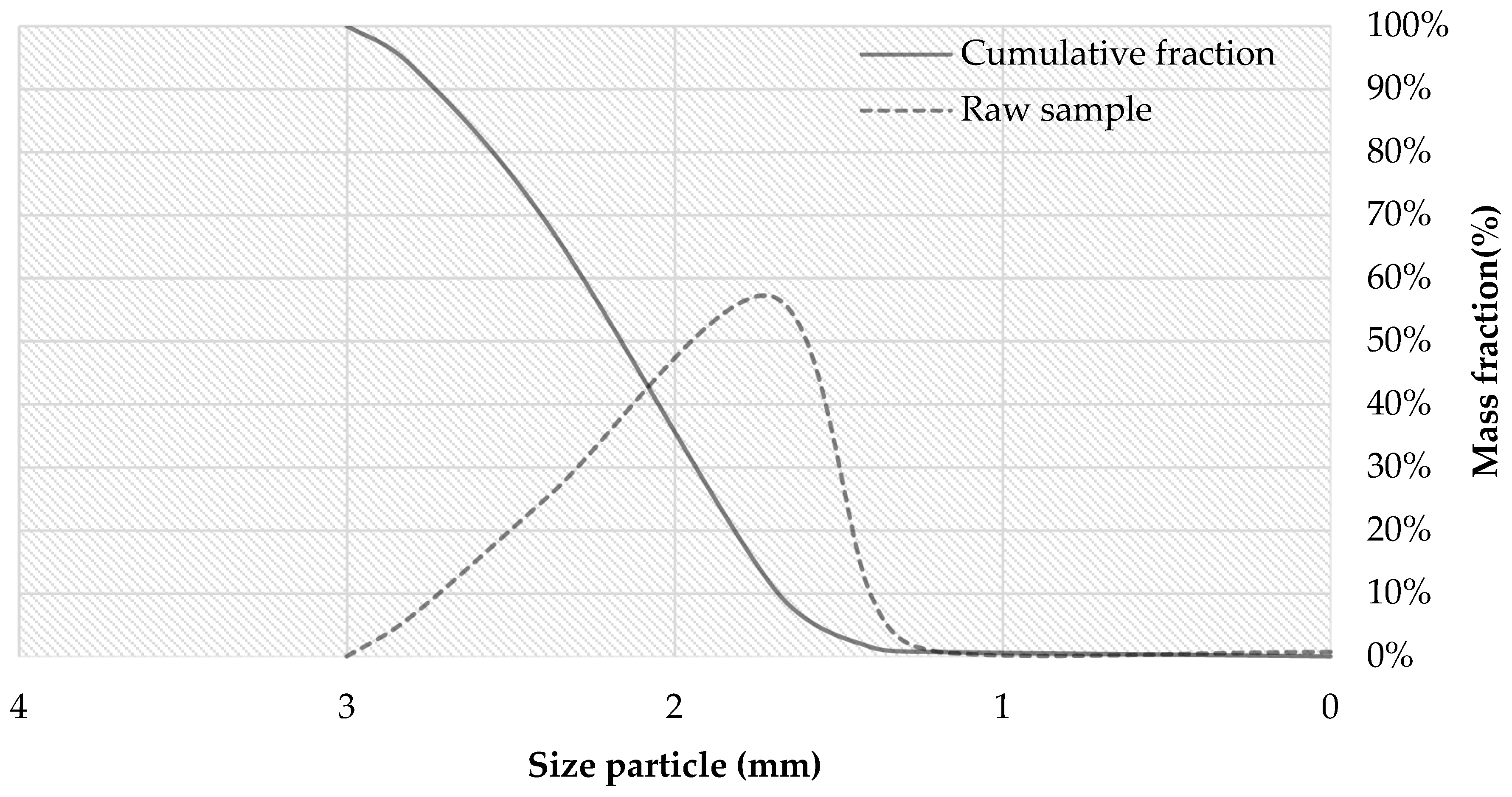
3.1.1. Wood Particles
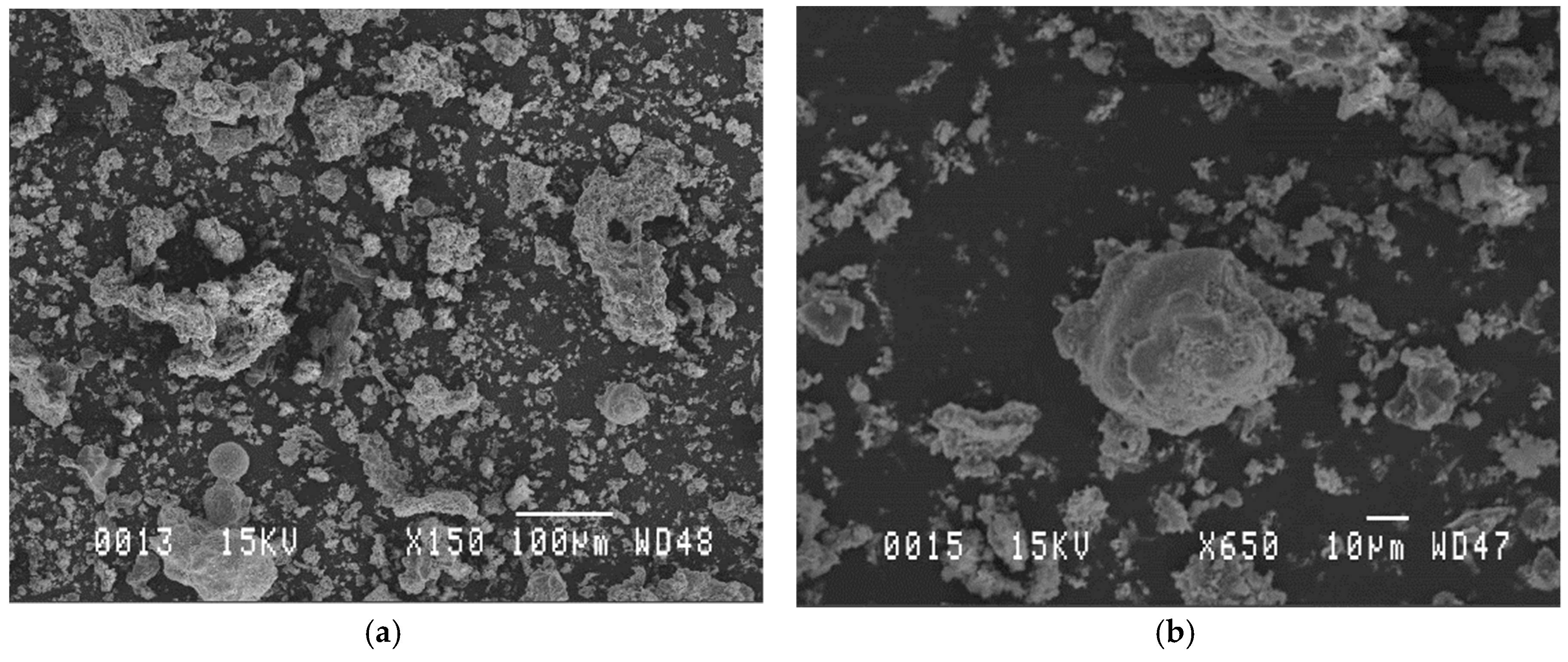
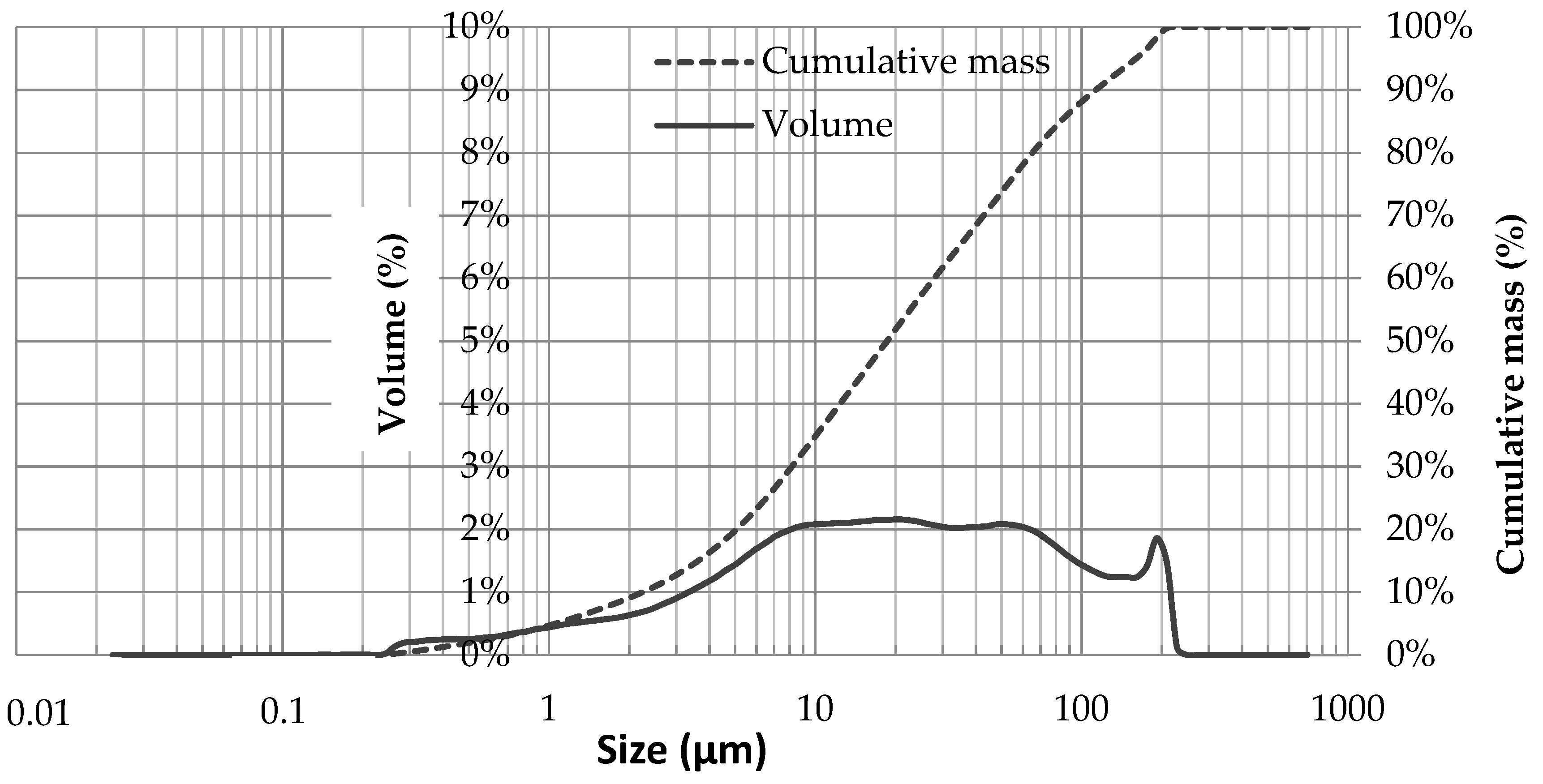
3.1.2. Wood Ash
Particle Size and Shape Analysis
Chemical Composition
Solubility Test
3.2. Change in Density
3.3. Workability
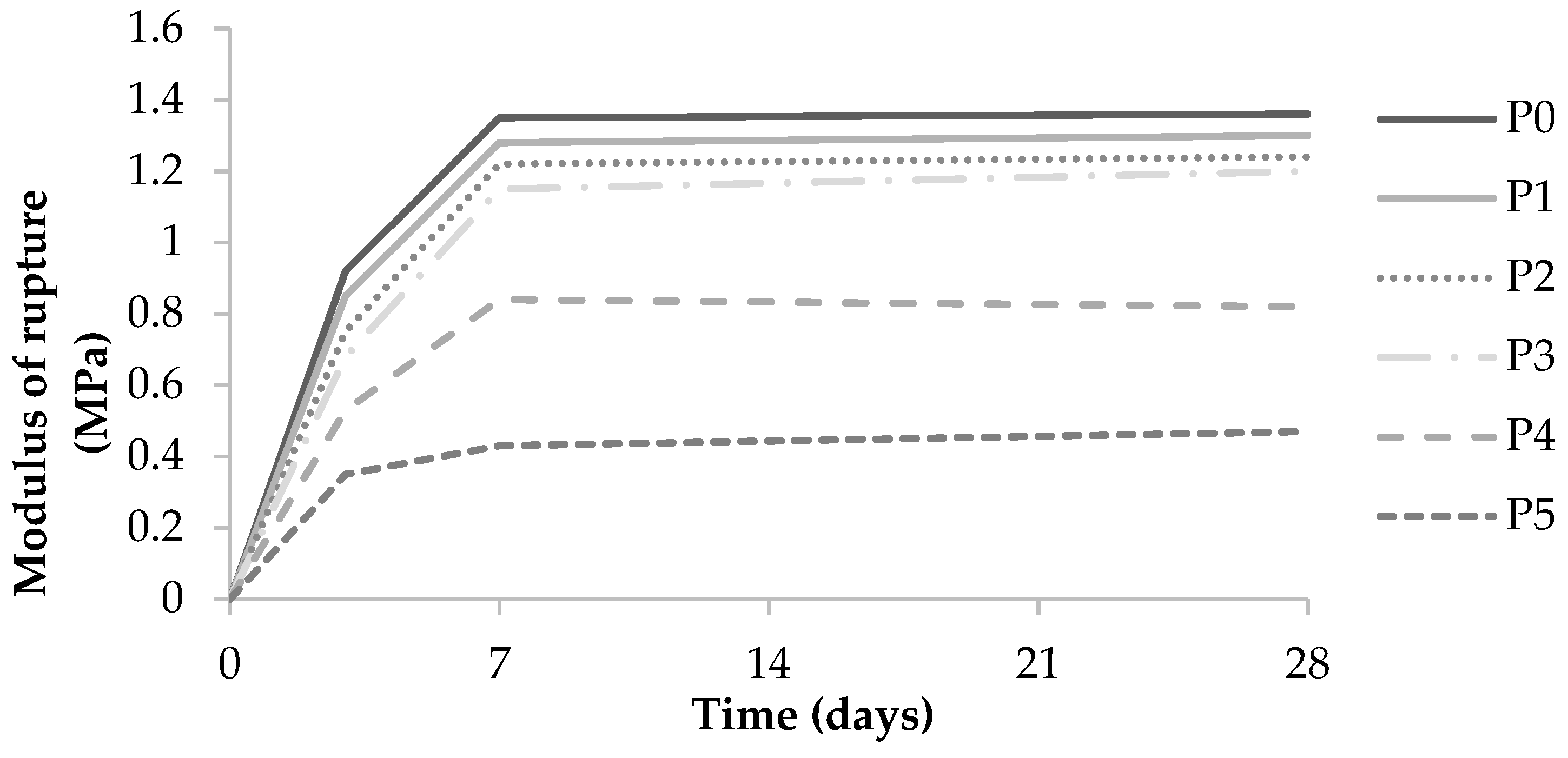
3.4. Bending Properties of the Raw Wood-Cement Particleboard
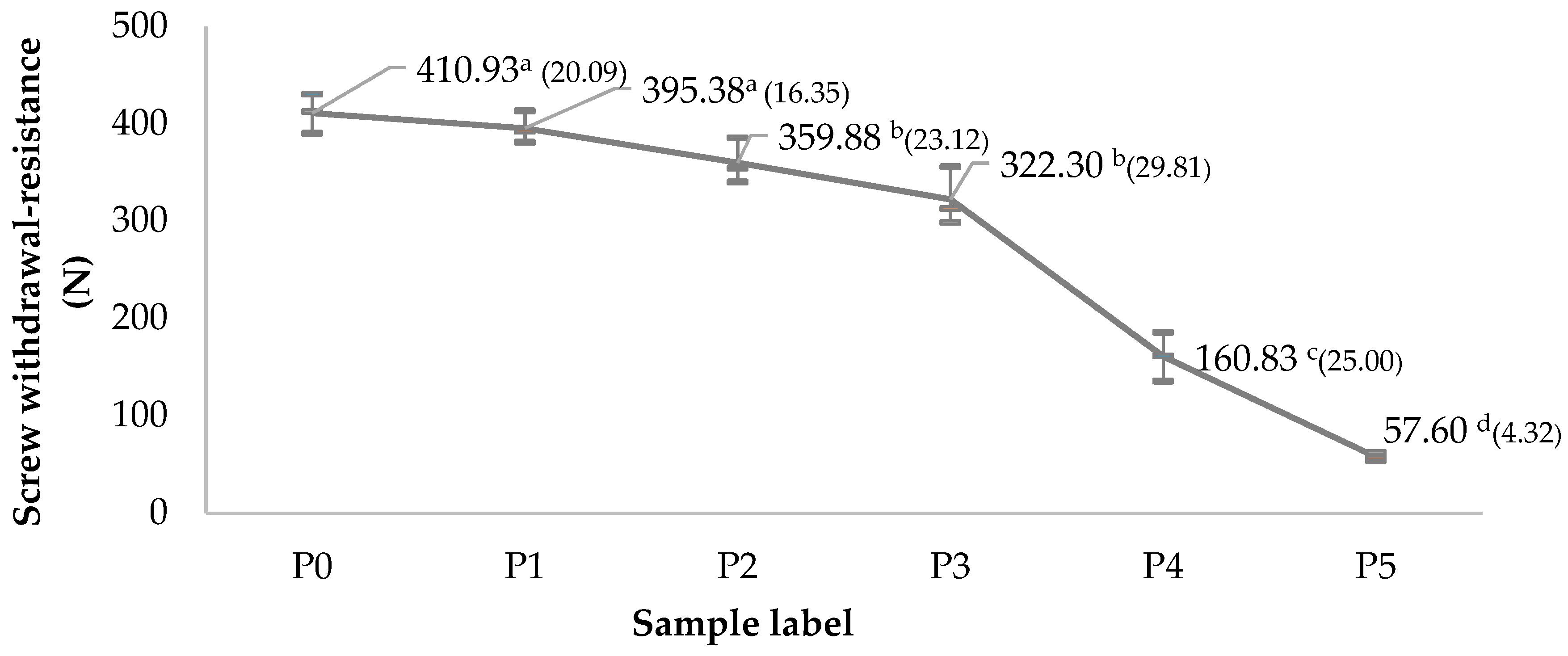
3.5. Screw-Withdrawal Resistance
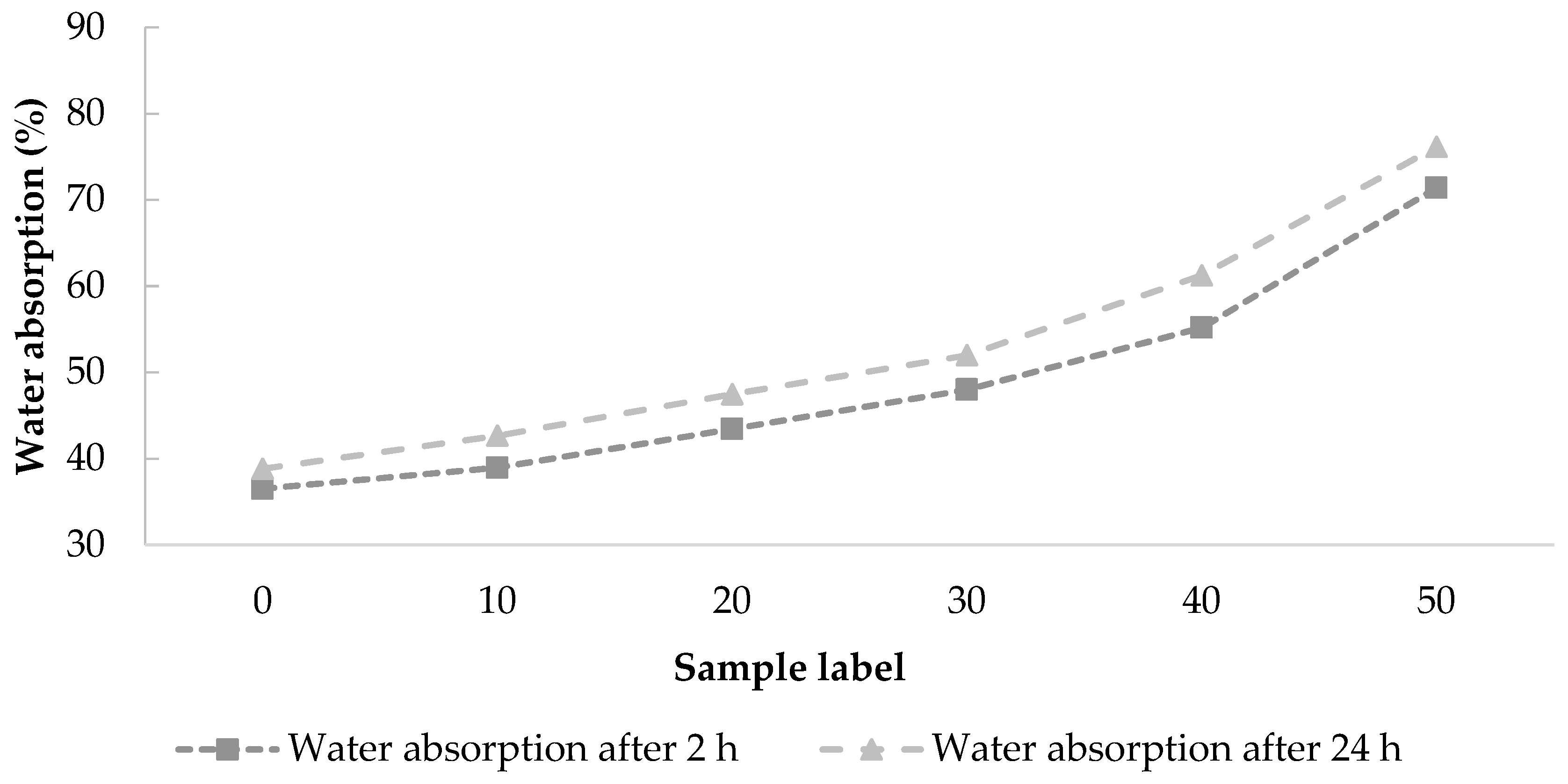
3.6. Water Absorption
3.7. Thermal Properties
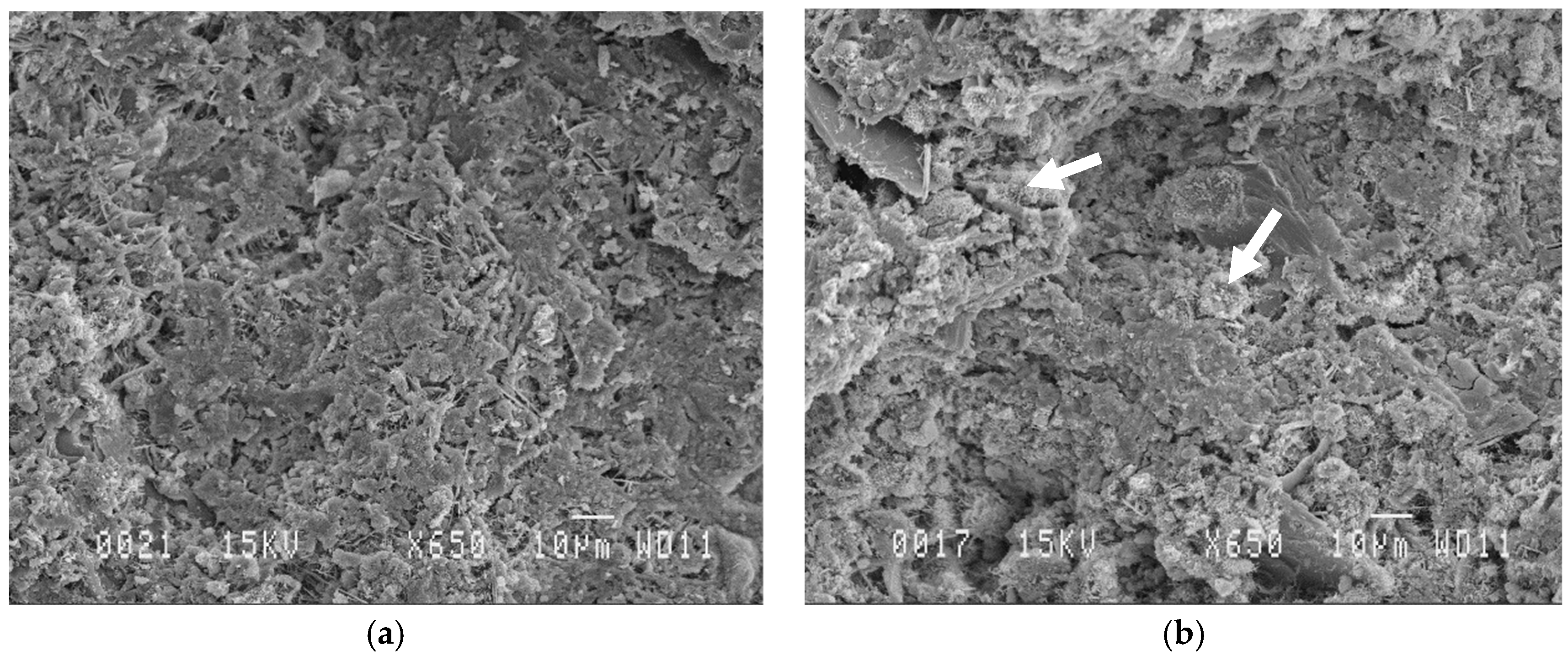
3.8. Microstructure of Mortars
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Sauvat, N.; Sell, R.; Mougel, E.; Zoulalian, A. A study of ordinary Portland cement hydration with wood by isothermal calorimetry. Holzforschung 1999, 53, 104–108. [Google Scholar] [CrossRef]
- Sha, W.; O’Neill, E.; Guo, Z. Differential scanning calorimetry study of ordinary Portland cement. Cem. Concr. Res. 1999, 29, 1487–1489. [Google Scholar] [CrossRef]
- Maurice, D.; Cloutier, A.; Bernard, R. Wood-cement compatibility of some Eastern Canadian woods by isothermal calorimetry. For. Prod. J. 2004, 10, 49. [Google Scholar]
- Tittelein, P.; Cloutier, A.; Bissonnette, B. Design of a low-density wood–cement particleboard for interior wall finish. Cem. Concr. Compos. 2012, 34, 218–222. [Google Scholar] [CrossRef]
- Rajamma, R.; Senff, L.; Ribeiro, M.J.; Labrincha, J.A.; Ball, R.J.; Allen, G.C.; Ferreira, V.M. Biomass fly ash effect on fresh and hardened state propeties of cement bases material. Compos. Part B Eng. 2015, 77, 1–9. [Google Scholar] [CrossRef]
- Barcelo, L.; Kline, J.; Walenta, G.; Gartner, E.M. Cement and carbon emissions. Mater. Struct. 2013, 47, 1055–1065. [Google Scholar] [CrossRef]
- AIFQ. Pourquoi Gaspiller nos Déchets; Association des Industries Forestières du Québec ltée: Québec, QC, Canada, 1990. [Google Scholar]
- Swaptik, C.; Mishra, M.; Om, S. The incorporation of wood waste ash as a partial cement replacement material for making structural grade concrete: An overview. Ain Shams Eng. J. 2015, 6, 429–437. [Google Scholar]
- Hébert, M.; Busset, G.; Groeneveld, E. Bilan 2007 De La Valorisation Des Matières Résiduelles Fertilisantes; Government of Quebec: Quebec, QC, Canada, 2008.
- Subramaniam, P.; Subasinghe, K.; Fonseka, W.R.K. Wood ash as an effective raw material for concrete blocks. Int. J. Res. Eng. Technol. 2015, 4, 228–233. [Google Scholar]
- Abdullahi, M. Characteristics of wood ash/OPC concrete. Leonardo Electron. J. Pract. Technol. 2006, 8, 9–16. [Google Scholar]
- Chowdhury, S.; Maniar, A.; Suganya, O. Strength development in concrete with wood ash blended cement and use of soft computing models to predict strength parameters. J. Adv. Res. 2015, 6, 907–913. [Google Scholar] [CrossRef] [PubMed]
- ASTMC143-15. Standard Test Method for Slump of Hydraulic-Cement Concrete, American Standard Test of Materials; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- ASTMD1037-12. Standard Test Method for Evaluating the Properties of Wood-Base Fiber and Particle Panel Materials, American Standard Test of Materials; ASTM International: West Conshohocken, PA, USA, 2012. [Google Scholar]
- ASTMC518-17. Standard Test Method for Steady-State Thermal Transmission Properties by Means of the Heat Flow Meter Apparatus, American Standard Test of Materials; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- ASTMC618-15. Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete American Standard Test on Materials; American Standard Test of Materials; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Step | Mixer Rotor Speed (rpm) | Cumulative Time (s) |
|---|---|---|
| 1. Addition of cement and wood ash | 140 | 0 |
| 2. Addition of water | 140 | 60 |
| 3. Addition of wood particles | 140 | 120 |
| 4. Change of speed | 285 | 180 |
| 5. End of mixing | 0 | 270 |
| Properties | Value | Chemical Composition (%) | |
|---|---|---|---|
| Conventional parameters | SiO2 | 7.80 | |
| Organic material (mg/kg) | <10 | Al2O3 | 2.25 |
| pH | 13 | Fe2O3 | 1.22 |
| MgO | 7.47 | ||
| Physical properties | CaO | 46.70 | |
| Density (kg/m3) | 2970 | Na2O | 0.86 |
| Specific surface (m2/kg) | 261 | K2O | 9.61 |
| TiO2 | 0.11 | ||
| MnO | 4.51 | ||
| P2O5 | 2.34 | ||
| Cr2O3 | <0.01 | ||
| V2O5 | <0.01 | ||
| ZrO2 | <0.02 | ||
| ZnO | 0.04 | ||
| Loss on ignition | 14.20 | ||
| Wood Ash (g) | Mass Loss (g) | Material Dissolved (%) | |
|---|---|---|---|
| 1 | 14.10 | 0.90 | 6.30 |
| 2 | 15.00 | 1.20 | 8.00 |
| 3 | 14.30 | 0.90 | 6.30 |
| Average | 6.90 |
| Mass Ratio | P0 | P1 | P2 | P3 | P4 | P5 |
|---|---|---|---|---|---|---|
| Wood ash/Cement | 0.00 | 0.10 | 0.20 | 0.30 | 0.40 | 0.50 |
| Wood/Binder | 0.35 | 0.35 | 0.35 | 0.35 | 0.35 | 0.35 |
| Water/Binder | 1.00 | 1.04 | 1.08 | 1.12 | 1.16 | 1.20 |
| P0 | P1 | P2 | P3 | P4 | P5 | ||
|---|---|---|---|---|---|---|---|
| 3 days | MOR (MPa) | 0.92(0.16) | 0.85(0.04) | 0.75(0.02) | 0.68(0.07) | 0.53(0.04) | 0.35(0.08) |
| MOE (GPa) | 1.04(0.21) | 0.90(0.21) | 0.84(0.24) | 0.75(0.08) | 0.58(0.07) | 0.54(0.08) | |
| 7 days | MOR (MPa) | 1.35(0.21) | 1.28(0.24) | 1.22(0.17) | 1.15(0.17) | 0.74(0.05) | 0.43(0.05) |
| MOE (GPa) | 1.12(0.14) | 1.12(0.15) | 1.05(0.13) | 1.01(0.18) | 0.87(0.03) | 0.70(0.08) | |
| 28 days | MOR (MPa) | 1.36(x)(0.32) | 1.30(x)(0.33) | 1.24(x)(0.21) | 1.20(x)(0.16) | 0.78(y)(0.25) | 0.47z)(0.21) |
| MOE (GPa) | 1.40(a)(0.17) | 1.39(a)(0.12) | 1.07(b)(0.07) | 1.12(b)(0.12) | 0.82(c)(0.14) | 0.50(d)(0.24) |
| P0 | P1 | P2 | P3 | P4 | P5 | ||
|---|---|---|---|---|---|---|---|
| Water absorption (%) | 2 h | 36.5 | 39.0 | 43.4 | 48.0 | 60.3 | 76.9 |
| 24 h | 38.8 | 42.7 | 47.5 | 52.0 | 61.6 | 76.1 | |
| Thickness swelling (%) | 2 h | 0.4 | 0.8 | 0.5 | 0.9 | 0.9 | 0.7 |
| 24 h | 2.0 | 0.9 | 0.7 | 1.6 | 1.6 | 0.8 |
| P0 | P1 | P2 | P3 | P4 | P5 | |
|---|---|---|---|---|---|---|
| Specific gravity | 0.63 | 0.61 | 0.59 | 0.57 | 0.43 | 0.39 |
| Thermal conductivity (W/m·K) | 0.13 | 0.12 | 0.12 | 0.11 | 0.08 | 0.07 |
| Heat capacity (J/g·K) | 1304 | 1334 | 1368 | 1390 | 1424 | 1470 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vu, V.-A.; Cloutier, A.; Bissonnette, B.; Blanchet, P.; Duchesne, J. The Effect of Wood Ash as a Partial Cement Replacement Material for Making Wood-Cement Panels. Materials 2019, 12, 2766. https://doi.org/10.3390/ma12172766
Vu V-A, Cloutier A, Bissonnette B, Blanchet P, Duchesne J. The Effect of Wood Ash as a Partial Cement Replacement Material for Making Wood-Cement Panels. Materials. 2019; 12(17):2766. https://doi.org/10.3390/ma12172766
Chicago/Turabian StyleVu, Viet-Anh, Alain Cloutier, Benoit Bissonnette, Pierre Blanchet, and Josée Duchesne. 2019. "The Effect of Wood Ash as a Partial Cement Replacement Material for Making Wood-Cement Panels" Materials 12, no. 17: 2766. https://doi.org/10.3390/ma12172766
APA StyleVu, V.-A., Cloutier, A., Bissonnette, B., Blanchet, P., & Duchesne, J. (2019). The Effect of Wood Ash as a Partial Cement Replacement Material for Making Wood-Cement Panels. Materials, 12(17), 2766. https://doi.org/10.3390/ma12172766