Improvement of Surface Roughness and Hydrophobicity in PETG Parts Manufactured via Fused Deposition Modeling (FDM): An Application in 3D Printed Self–Cleaning Parts



Abstract
1. Introduction
2. Materials and Methods
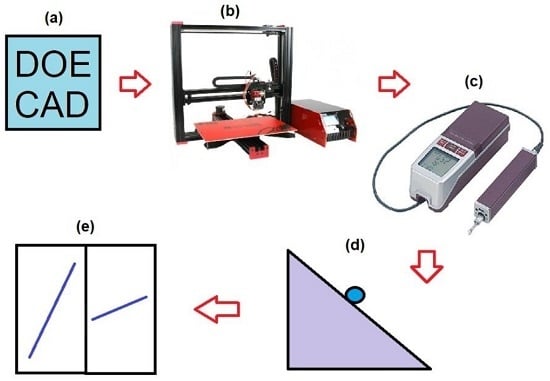
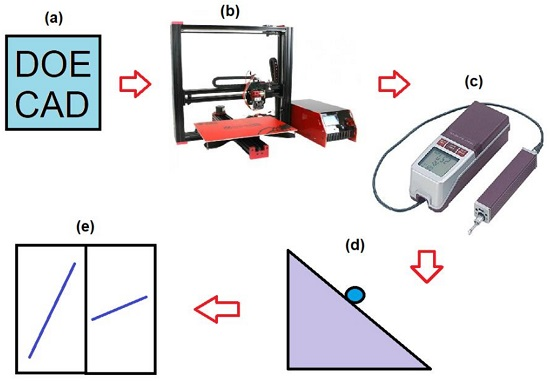
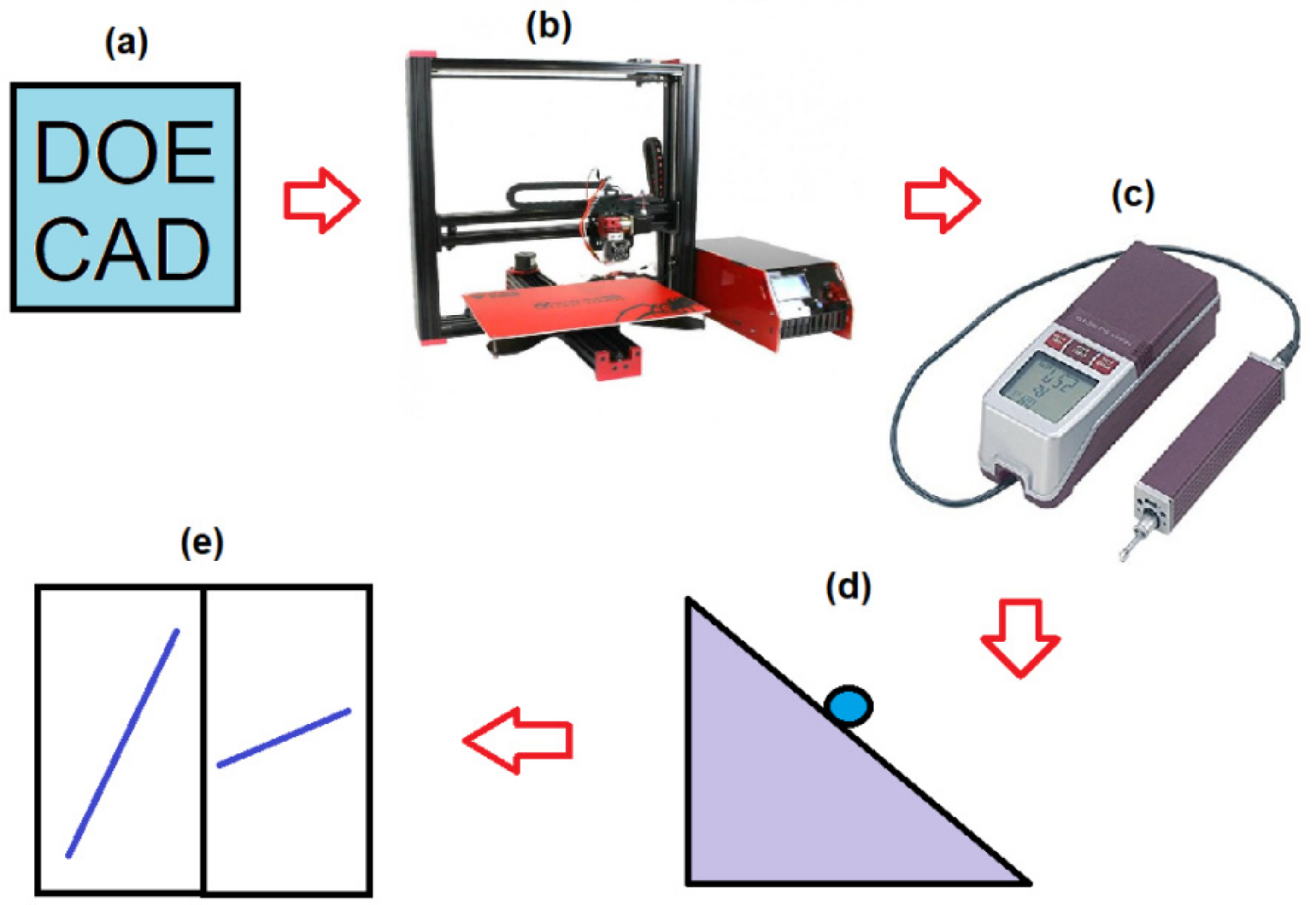
2.1. Design of Experiments and the CAD–CAM Process
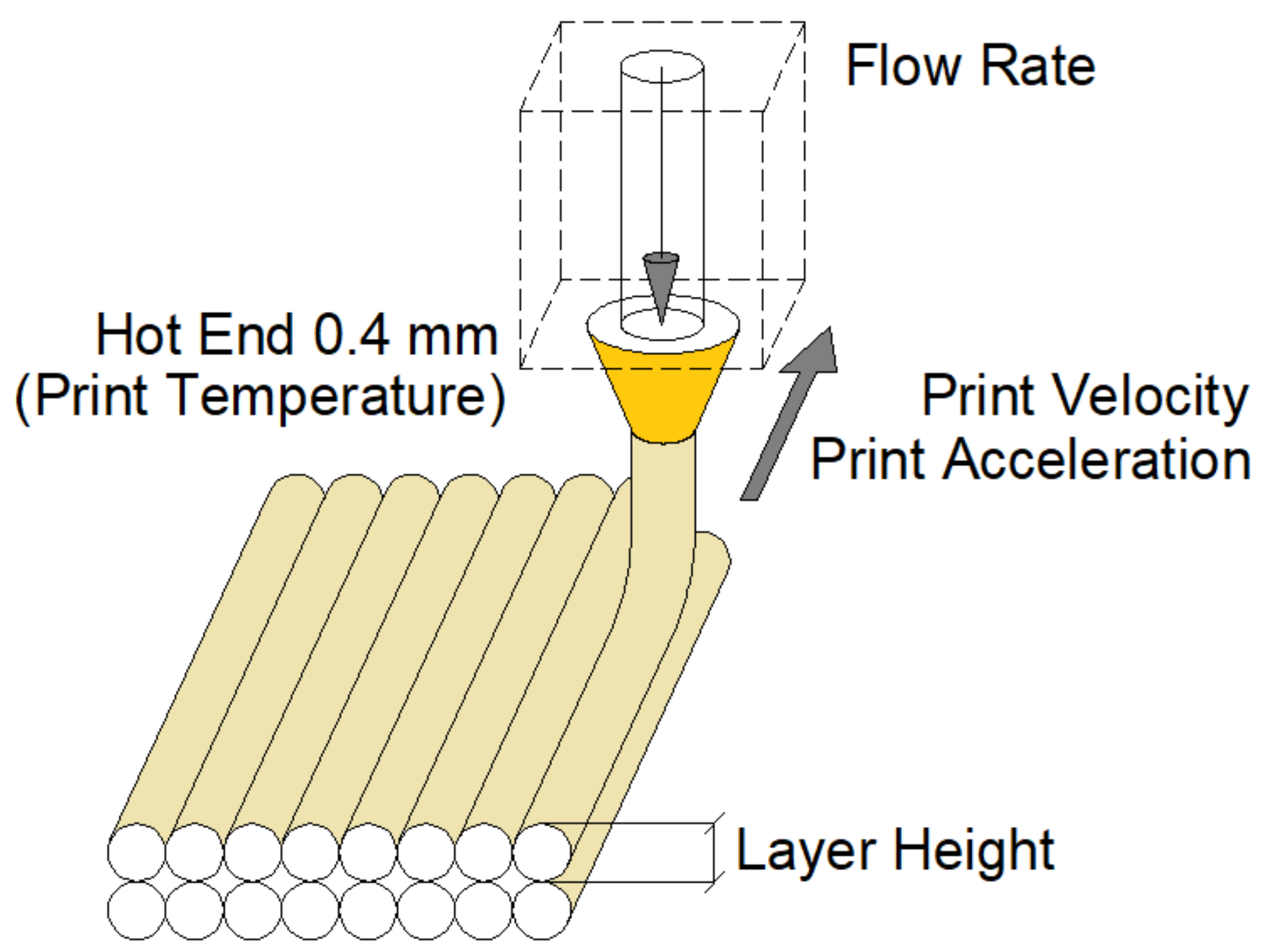
2.2. 3D Printing
2.3. Surface Roughness Measurements
2.4. Sliding and Contact Angle Measurements
2.5. Statistical Data Processing
3. Results
4. Discussion
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Mueller, B. Additive manufacturing technologies–Rapid prototyping to direct digital manufacturing. Assem. Autom. 2012, 32. [Google Scholar] [CrossRef]
- Ford, S.; Despeisse, M. Additive manufacturing and sustainability: an exploratory study of the advantages and challenges. J. Clean. Prod. 2016, 137, 1573–1587. [Google Scholar] [CrossRef]
- Attaran, M. The rise of 3–D printing: The advantages of additive manufacturing over traditional manufacturing. Bus. Horiz. 2017, 1–12. [Google Scholar] [CrossRef]
- Lee, J.Y.; An, J.; Chua, C.K. Fundamentals and applications of 3D printing for novel materials. Appl. Mater. Today. 2017, 7, 120–133. [Google Scholar] [CrossRef]
- Boparai, K.S.; Singh, R.; Singh, H. Development of rapid tooling using fused deposition modeling: a review. Rapid Prototyp. J. 2016, 22, 281–299. [Google Scholar] [CrossRef]
- Hwang, S.; Reyes, E.I.; Moon, K.; Rumpf, R.C.; Kim, N.S. Thermo–mechanical characterization of metal/polymer composite filaments and printing parameter study for fused deposition modeling in the 3D printing process. J. Electron. Mater. 2015, 44, 771–777. [Google Scholar] [CrossRef]
- Melocchi, A.; Parietti, F.; Maroni, A.; Foppoli, A.; Gazzaniga, A.; Zema, L. Hot-melt extruded filaments based on pharmaceutical grade polymers for 3D printing by Fused Deposition Modeling. Int. J. Pharm. 2016, 509, 255–263. [Google Scholar] [CrossRef] [PubMed]
- Gupta, B.; Revagade, N.; Hilborn, J. Poly (lactic acid) fiber: An overview. Prog.Polym.Sci. 2007, 32, 455–482. [Google Scholar] [CrossRef]
- Cantrell, J.T.; Rohde, S.; Damiani, D.; Gurnani, R.; Disandro, L.; Anton, J.; Young, A.; Jerez, A.; Steinbach, D.; Kroese, C.; et al. Experimental characterization of the mechanical properties of 3D Printed ABS and polycarbonate parts. Rapid Prototyp. J. 2017, 23, 811–824. [Google Scholar] [CrossRef]
- Smart Materials 3D Home Page. Available online: https://www.smartmaterials3d.com/en/ (accessed on 17 January 2019).
- Zaman, U.K.; Boesch, E.; Siadat, A.; Rivette, M.; Baqai, A.A. Impact of fused deposition modeling (FDM) process parameters on strength of built parts using Taguchi’s design of experiments. Int. J. Adv. Manuf. Technol. 2019, 101, 1215–1226. [Google Scholar] [CrossRef]
- Li, J.; Wang, Y.; He, J.; Liu, H.; Xiang, G. Rapid Production of Customised Electronic Systems via Multifunctional Additive Manufacturing Technology. In Proceedings of the 2018 IEEE 3rd International Conference on Integrated Circuits and Microsystems, Shanghai, China, 24–26 November 2018; IEEE: Piscataway, NJ, USA, 2018; pp. 298–301. [Google Scholar]
- Szykiedans, K.; Credo, W.; Osiński, D. Selected Mechanical Properties of PETG 3D Prints. Procedia Eng. 2017, 177, 455–461. [Google Scholar] [CrossRef]
- Klippstein, H.; Diaz de Cerio Sanchez, A.; Hassanin, H.; Zweiri, Y.; Seneviratne, L. Fused Deposition Modeling for Unmanned Aerial Vehicles (UAVs): A Review. Adv. Eng. Mater. 2017, 1700552, 1–17. [Google Scholar] [CrossRef]
- Willis, K.D.D.; Brockmeyer, E.; Hudson, S.E.; Poupyrev, I. Printed optics: 3D printing of embedded optical elements for interactive devices. In Proceeding, Proceeding of UIST ’12 Proceedings of the 25th annual ACM symposium on User interface software and technology, Cambridge, MA, USA, 7–10 October 2012; ACM: New York, NY, USA, 2012; pp. 589–598. [Google Scholar]
- Midtdal, K.; Petter, B. Self–cleaning glazing products: A state–of–the-art review and future research pathways. Sol. Energy Mater. Sol. Cells 2013, 109, 126–141. [Google Scholar] [CrossRef]
- Barthlott, W.; Neinhuis, C. Purity of the sacred lotus, or escape from contamination in biological surfaces. Planta 1997, 202, 1–8. [Google Scholar] [CrossRef]
- Parkin, I.P.; Palgrave, R.G. Self–cleaning coatings. J. Mater. Chem. 2005, 15, 1689–1695. [Google Scholar] [CrossRef]
- Lee, K.M.; Park, H.; Kim, J.; Chun, D. Fabrication of a superhydrophobic surface using a fused deposition modeling (FDM) 3D printer with poly lactic acid (PLA) filament and dip coating with silica nanoparticles. Appl. Surf. Sci. 2019, 467–468, 979–991. [Google Scholar] [CrossRef]
- Chohan, J.S.; Singh, R. Pre and post processing techniques to improve surface characteristics of FDM parts: a state of art review and future applications. Rapid Prototyp. J. 2017, 23. [Google Scholar] [CrossRef]
- Roy, R. A Primer on Taguchi Method, 2nd ed.; Society of Manufacturing Engineers (SME): Dearborn, MI, USA, 2010. [Google Scholar]
- Ultimaker Cura. Available online: https://ultimaker.com/en/products/ultimaker-cura-software (accessed on 6 July 2019).
- Tevo3D. Available online: https://tevo3dprinterstore.com/pages/about-us (accessed on 6 July 2019).
- Arduino. Available online: https://store.arduino.cc/arduino-mega-2560-rev3 (accessed on 6 July 2019).
- Turner, B.N.; Gold, S.A. A review of melt extrusion additive manufacturing processes: II. Materials, dimensional accuracy, and surface roughness. Rapid Prototyp. J. 2015, 21, 250–261. [Google Scholar] [CrossRef]
- Geometrical Product Specifications (GPS)–Surface Texture: Profile Method–Rules and Procedures for the Assessment of Surface Texture; ISO 4288:1996; International Organization for Standardization: Geneva, Switzerland, 1996.
- HOLEX Digital Inclinometer. Available online: https://www.hoffmann-group.com/GR/el/pangakis/Metrology/Rules%2C-spirit-levels/Digital-clinometer-HOLEX/p/467564- (accessed on 6 July 2019).
- Sood, A.K.; Ohdar, R.K.; Mahapatra, S.S. Improving dimensional accuracy of fused deposition modelling processed part using grey Taguchi method. Mater. Des. 2009, 30, 4243–4252. [Google Scholar] [CrossRef]
- Moza, Z.; Kitsakis, K.; Kechagias, J.; Mastorakis, N. Optimizing dimensional accuracy of fused filament fabrication using Taguchi design. In Proceedings of the 14th International Conference on Instrumentation, Measurement, Circuits and Systems (IMCAS-14), Salerno, Italy, 27–29 June 2015; pp. 110–114. [Google Scholar]
- Hsu, T.J.; Lai, W.H. Manufacturing parts optimization in the three–dimensional printing process by the Taguchi method. J. Chinese Inst. Eng. 2010, 33, 121–130. [Google Scholar] [CrossRef]
- Khan, R.M. Problem Solving and Data Analysis Using Minitab: A Clear and Easy Guide to Six Sigma Methodology, 2nd ed.; John Wiley & Sons Inc.: West Sussex, UK, 2013. [Google Scholar]
- Montgomery, D. Design and Analysis of Experiments, 8th ed.; John Wiley & Sons Inc.: Hoboken, NJ, USA, 2012. [Google Scholar]
- Bernasconi, R.; Natale, G.; Levi, M.; Tironi, M.; Magagnin, L. Electroless plating of PLA and PETG for 3D printed flexible substrates. ECS Trans. 2015, 66, 23–35. [Google Scholar] [CrossRef]
- Ahn, S.; Montero, M.; Odel, D.; Roundy, S.; Wright, P.K. Anisotropic material properties of fused deposition modeling ABS. Rapid Prototyp. J. 2002, 8, 248–257. [Google Scholar] [CrossRef]
- Hebda, M.; McIlroy, C.; Whiteside, B.; Canton-Rose, F.; Coates, P. A method for predicting geometric characteristics of polymer deposition during fused–filament-fabrication. Addit. Manuf. 2019, 27, 99–108. [Google Scholar] [CrossRef]
- Di Angelo, L.; Di Stefano, P.; Marzola, A. Surface quality prediction in FDM additive manufacturing. Int. J. Adv. Manuf. Technol. 2017, 93, 3655–3662. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Printing Parameter | Level 1 | Level 2 | Level 3 |
|---|---|---|---|
| Layer height (LH), mm | 0.16 | 0.20 | 0.24 |
| Temperature (T), °C | 240 | 245 | 250 |
| Printing speed (PS), mm/s | 40 | 50 | 60 |
| Printing acceleration (PA), mm/s2 | 500 | 1000 | 1500 |
| Flow rate (F), % | 90 | 100 | 110 |
| No. | LH (mm) | T (°C) | PS (mm/s) | PA (mm/s2) | F (%) | No. | LH (mm) | T (°C) | PS (mm/s) | PA (mm/s2) | F (%) |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 0.16 | 240 | 40 | 500 | 90 | 14 | 0.20 | 245 | 60 | 500 | 100 |
| 2 | 0.16 | 240 | 40 | 500 | 100 | 15 | 0.20 | 245 | 60 | 500 | 110 |
| 3 | 0.16 | 240 | 40 | 500 | 110 | 16 | 0.20 | 250 | 40 | 1000 | 110 |
| 4 | 0.16 | 245 | 50 | 1000 | 110 | 17 | 0.20 | 250 | 40 | 1000 | 90 |
| 5 | 0.16 | 245 | 50 | 1000 | 90 | 18 | 0.20 | 250 | 40 | 1000 | 100 |
| 6 | 0.16 | 245 | 50 | 1000 | 100 | 19 | 0.24 | 240 | 60 | 1000 | 110 |
| 7 | 0.16 | 250 | 60 | 1500 | 100 | 20 | 0.24 | 240 | 60 | 1000 | 90 |
| 8 | 0.16 | 250 | 60 | 1500 | 110 | 21 | 0.24 | 240 | 60 | 1000 | 100 |
| 9 | 0.16 | 250 | 60 | 1500 | 90 | 22 | 0.24 | 245 | 40 | 1500 | 100 |
| 10 | 0.20 | 240 | 50 | 1500 | 100 | 23 | 0.24 | 245 | 40 | 1500 | 110 |
| 11 | 0.20 | 240 | 50 | 1500 | 110 | 24 | 0.24 | 245 | 40 | 1500 | 90 |
| 12 | 0.20 | 240 | 50 | 1500 | 90 | 25 | 0.24 | 250 | 50 | 500 | 90 |
| 13 | 0.20 | 245 | 60 | 500 | 90 | 26 | 0.24 | 250 | 50 | 500 | 100 |
| 27 | 0.24 | 250 | 50 | 500 | 110 |
| Test | Ra,0 (µm) | Ra,90 (µm) | ||
|---|---|---|---|---|
| Mean | Std. Dev. | Mean | Std. Dev. | |
| 1 | 10.64 | 2.22 | 12.24 | 1.24 |
| 2 | 0.91 | 0.16 | 6.46 | 0.69 |
| 3 | 1.12 | 0.21 | 9.16 | 1.55 |
| 4 | 2.42 | 0.96 | 32.99 | 0.28 |
| 5 | 1.80 | 0.77 | 5.50 | 1.12 |
| 6 | 8.81 | 1.91 | 10.92 | 1.08 |
| 7 | 4.55 | 1.96 | 23.65 | 3.27 |
| 8 | 1.37 | 0.56 | 14.45 | 1.84 |
| 9 | 0.95 | 0.17 | 5.41 | 0.32 |
| 10 | 1.46 | 0.32 | 23.47 | 1.96 |
| 11 | 1.66 | 0.54 | 9.05 | 0.78 |
| 12 | 1.55 | 0.48 | 10.07 | 0.75 |
| 13 | 6.25 | 1.54 | 20.08 | 2.65 |
| 14 | 7.78 | 1.83 | 15.36 | 4.79 |
| 15 | 10.17 | 0.75 | 12.56 | 2.00 |
| 16 | 9.74 | 0.85 | 10.18 | 1.11 |
| 17 | 4.69 | 0.95 | 5.46 | 1.39 |
| 18 | 5.11 | 0.30 | 5.33 | 1.57 |
| 19 | 4.27 | 1.07 | 10.66 | 1.99 |
| 20 | 6.99 | 2.31 | 8.21 | 0.53 |
| 21 | 5.86 | 0.59 | 6.05 | 1.28 |
| 22 | 3.79 | 0.66 | 8.68 | 0.48 |
| 23 | 3.05 | 0.49 | 5.72 | 0.57 |
| 24 | 3.70 | 1.28 | 6.80 | 0.39 |
| 25 | 4.12 | 0.73 | 19.65 | 2.16 |
| 26 | 4.68 | 1.07 | 8.96 | 0.59 |
| 27 | 2.25 | 0.14 | 7.12 | 0.47 |
| Test | SA0 (°) | SA90 (°) | CA0 (°) | CA90 (°) | ||||
|---|---|---|---|---|---|---|---|---|
| Mean | Std. Dev. | Mean | Std. Dev. | Mean | Std. Dev. | Mean | Std. Dev. | |
| 1 | 16.76 | 2.05 | 33.08 | 2.97 | 68.75 | 5.52 | 83.43 | 11.18 |
| 2 | 9.40 | 0.93 | 26.31 | 2.75 | 50.84 | 7.64 | 81.03 | 9.32 |
| 3 | 14.18 | 1.60 | 18.12 | 3.39 | 57.91 | 4.78 | 85.71 | 3.57 |
| 4 | 11.24 | 1.69 | 41.93 | 4.52 | 80.33 | 3.49 | 100.42 | 2.81 |
| 5 | 15.56 | 2.50 | 18.20 | 2.19 | 30.66 | 0.80 | 52.03 | 7.72 |
| 6 | 16.28 | 4.13 | 29.91 | 4.55 | 78.65 | 1.40 | 85.95 | 7.98 |
| 7 | 12.68 | 0.75 | 39.90 | 2.88 | 77.24 | 3.22 | 107.68 | 6.54 |
| 8 | 14.64 | 0.83 | 35.88 | 2.09 | 68.24 | 5.60 | 107.91 | 2.10 |
| 9 | 14.68 | 3.28 | 30.32 | 4.07 | 70.56 | 2.53 | 96.01 | 6.52 |
| 10 | 13.00 | 1.29 | 44.32 | 2.63 | 86.42 | 4.28 | 101.50 | 10.38 |
| 11 | 11.74 | 2.21 | 27.38 | 3.34 | 66.25 | 1.73 | 71.16 | 6.11 |
| 12 | 13.08 | 0.94 | 37.94 | 1.41 | 85.33 | 4.43 | 91.29 | 2.97 |
| 13 | 15.92 | 2.02 | 46.80 | 3.94 | 70.29 | 1.34 | 98.02 | 6.00 |
| 14 | 8.33 | 0.92 | 31.40 | 4.41 | 66.70 | 4.91 | 91.29 | 2.96 |
| 15 | 16.57 | 1.09 | 26.96 | 0.86 | 38.25 | 11.73 | 37.59 | 7.12 |
| 16 | 20.29 | 3.87 | 27.10 | 4.82 | 67.39 | 10.23 | 85.15 | 5.38 |
| 17 | 20.08 | 3.03 | 24.72 | 5.76 | 72.52 | 3.94 | 87.04 | 1.78 |
| 18 | 20.24 | 2.55 | 22.38 | 2.49 | 64.44 | 1.92 | 73.09 | 1.81 |
| 19 | 10.66 | 0.82 | 34.28 | 1.37 | 42.29 | 3.44 | 62.53 | 4.93 |
| 20 | 12.36 | 4.27 | 39.60 | 3.69 | 65.92 | 6.09 | 79.86 | 4.67 |
| 21 | 11.64 | 3.05 | 27.56 | 2.23 | 66.67 | 13.20 | 74.61 | 2.90 |
| 22 | 14.46 | 2.10 | 36.52 | 6.41 | 73.42 | 3.53 | 105.36 | 9.58 |
| 23 | 12.72 | 3.45 | 19.32 | 1.74 | 53.39 | 7.77 | 64.83 | 4.55 |
| 24 | 9.02 | 1.21 | 33.25 | 4.65 | 56.03 | 5.47 | 79.60 | 3.20 |
| 25 | 7.46 | 1.02 | 36.96 | 3.05 | 75.71 | 8.47 | 95.77 | 3.50 |
| 26 | 14.72 | 3.84 | 32.08 | 2.14 | 56.46 | 3.99 | 89.78 | 1.87 |
| 27 | 12.15 | 2.27 | 25.76 | 3.75 | 62.43 | 4.63 | 88.89 | 3.76 |
| Source | Degree of Freedom | Sequential Sums of Squares | Contribution (%) | Adjusted Mean Squares | F–Value | p–Value |
|---|---|---|---|---|---|---|
| LH (mm) | 2 | 14.18 | 6.14 | 7.090 | 0.95 | 0.406 |
| T (°C) | 2 | 10.83 | 4.69 | 5.415 | 0.73 | 0.498 |
| PS (mm/s) | 2 | 22.36 | 9.68 | 11.182 | 1.50 | 0.252 |
| PA (mm/s2) | 2 | 53.14 | 23.00 | 26.569 | 3.57 | 0.052 |
| F (%) | 2 | 11.42 | 4.94 | 5.708 | 0.77 | 0.481 |
| Error | 16 | 119.06 | 51.54 | 7.441 | ||
| Total | 26 | 230.99 | 100.00 |
| Source | Degree of Freedom | Sequential Sums of Squares | Contribution (%) | Adjusted Mean Squares | F–Value | p–Value |
|---|---|---|---|---|---|---|
| LH (mm) | 2 | 91.94 | 7.44 | 45.972 | 2.12 | 0.152 |
| T (°C) | 2 | 33.42 | 2.70 | 16.709 | 0.77 | 0.479 |
| PS (mm/s) | 2 | 207.89 | 16.81 | 103.947 | 4.80 | 0.023 |
| PA (mm/s2) | 2 | 15.82 | 1.28 | 7.912 | 0.37 | 0.700 |
| F (%) | 2 | 540.90 | 43.74 | 270.451 | 12.48 | 0.001 |
| Error | 16 | 346.60 | 28.03 | 21.662 | ||
| Total | 26 | 1236.58 | 100.00 |
| Source | Degree of Freedom | Sequential Sums of Squares | Contribution (%) | Adjusted Mean Squares | F–Value | p–Value |
|---|---|---|---|---|---|---|
| LH (mm) | 2 | 37.141 | 10.90 | 18.570 | 2.14 | 0.150 |
| T (°C) | 2 | 48.502 | 14.23 | 24.251 | 2.80 | 0.091 |
| PS (mm/s) | 2 | 52.624 | 15.44 | 26.312 | 3.04 | 0.076 |
| PA (mm/s2) | 2 | 62.566 | 18.36 | 31.283 | 3.61 | 0.051 |
| F (%) | 2 | 1.218 | 0.36 | 0.609 | 0.07 | 0.932 |
| Error | 16 | 138.675 | 40.70 | 8.667 | ||
| Total | 26 | 340.727 | 100.00 |
| Source | Degree of Freedom | Sequential Sums of Squares | Contribution (%) | Adjusted Mean Squares | F–Value | p–Value |
|---|---|---|---|---|---|---|
| LH (mm) | 2 | 15.83 | 0.75 | 7.913 | 0.13 | 0.880 |
| T (°C) | 2 | 33.41 | 1.58 | 16.704 | 0.27 | 0.765 |
| PS (mm/s) | 2 | 205.87 | 9.76 | 102.934 | 1.68 | 0.218 |
| PA (mm/s2) | 2 | 142.75 | 6.77 | 71.376 | 1.16 | 0.337 |
| F (%) | 2 | 731.38 | 34.67 | 365.689 | 5.97 | 0.012 |
| Error | 16 | 980.49 | 46.47 | 61.280 | ||
| Total | 26 | 2109.72 | 100.00 |
| Source | Degree of Freedom | Sequential Sums of Squares | Contribution (%) | Adjusted Mean Squares | F–Value | p–Value |
|---|---|---|---|---|---|---|
| LH (mm) | 2 | 237.0 | 5.00 | 118.5 | 0.67 | 0.526 |
| T (°C) | 2 | 257.6 | 5.43 | 128.8 | 0.73 | 0.499 |
| PS (mm/s) | 2 | 239.3 | 5.05 | 119.6 | 0.68 | 0.523 |
| PA (mm/s2) | 2 | 485.5 | 10.24 | 242.7 | 1.37 | 0.282 |
| F (%) | 2 | 685.6 | 14.47 | 342.8 | 1.94 | 0.177 |
| Error | 16 | 2834.3 | 59.81 | 177.1 | ||
| Total | 26 | 4739.1 | 100.00 |
| Source | Degree of Freedom | Sequential Sums of Squares | Contribution (%) | Adjusted Mean Squares | F–Value | p–Value |
|---|---|---|---|---|---|---|
| LH (mm) | 2 | 281.43 | 3.88 | 140.71 | 0.55 | 0.585 |
| T (°C) | 2 | 881.62 | 12.17 | 440.81 | 1.74 | 0.207 |
| PS (mm/s) | 2 | 57.59 | 0.79 | 28.79 | 0.11 | 0.893 |
| PA (mm/s2) | 2 | 873.23 | 12.05 | 436.61 | 1.72 | 0.210 |
| F (%) | 2 | 1093.49 | 15.10 | 546.74 | 2.16 | 0.148 |
| Error | 16 | 4056.62 | 56.00 | 253.54 | ||
| Total | 26 | 7243.97 | 100.00 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Barrios, J.M.; Romero, P.E. Improvement of Surface Roughness and Hydrophobicity in PETG Parts Manufactured via Fused Deposition Modeling (FDM): An Application in 3D Printed Self–Cleaning Parts. Materials 2019, 12, 2499. https://doi.org/10.3390/ma12152499
Barrios JM, Romero PE. Improvement of Surface Roughness and Hydrophobicity in PETG Parts Manufactured via Fused Deposition Modeling (FDM): An Application in 3D Printed Self–Cleaning Parts. Materials. 2019; 12(15):2499. https://doi.org/10.3390/ma12152499
Chicago/Turabian StyleBarrios, Juan M., and Pablo E. Romero. 2019. "Improvement of Surface Roughness and Hydrophobicity in PETG Parts Manufactured via Fused Deposition Modeling (FDM): An Application in 3D Printed Self–Cleaning Parts" Materials 12, no. 15: 2499. https://doi.org/10.3390/ma12152499
APA StyleBarrios, J. M., & Romero, P. E. (2019). Improvement of Surface Roughness and Hydrophobicity in PETG Parts Manufactured via Fused Deposition Modeling (FDM): An Application in 3D Printed Self–Cleaning Parts. Materials, 12(15), 2499. https://doi.org/10.3390/ma12152499