Tool Wear Mechanism in Cutting of Stack CFRP/UNS A97075





Abstract
1. Introduction
1.1. Tool Wear Mechanisms in CFRP Drilling
- Direct. The particles of CF impact at high speed on the tool, producing a microblasting effect that reduces the cutting angle and the rigidity of the tool. When this action is combined with the cutting effect at the closest areas to the edge, dents can occur in the tool material, resulting in chipping or in a loss of sharpness of the tool material, also known as rounding [8,9,10].
1.2. Tool Wear Mechanisms in Aluminium Drilling
- Primary or direct adhesion. The particles of the tool are adhered to the chip being welded by the action of the forces developed in the tool–material interchange. In this case, when the yield stress of the chip is higher than the breakage limit of the adhered particles, these are pulled out of the tool and transported by the chip. This event can also promote abrasion on the release side due to the friction caused by these particles [15,16,17].
- Secondary or indirect adhesion. This occurs when the machined material is incorporated into the tool, modifying its initial conditions. Depending on where it is located in the cutting tool, it is called [17]:
- -
- Adhesion on the cutting edge or raised edge (BUE—built-up edge).
- -
- Adhesion on the release side (BUL—built-up layer).
2. Materials and Methods
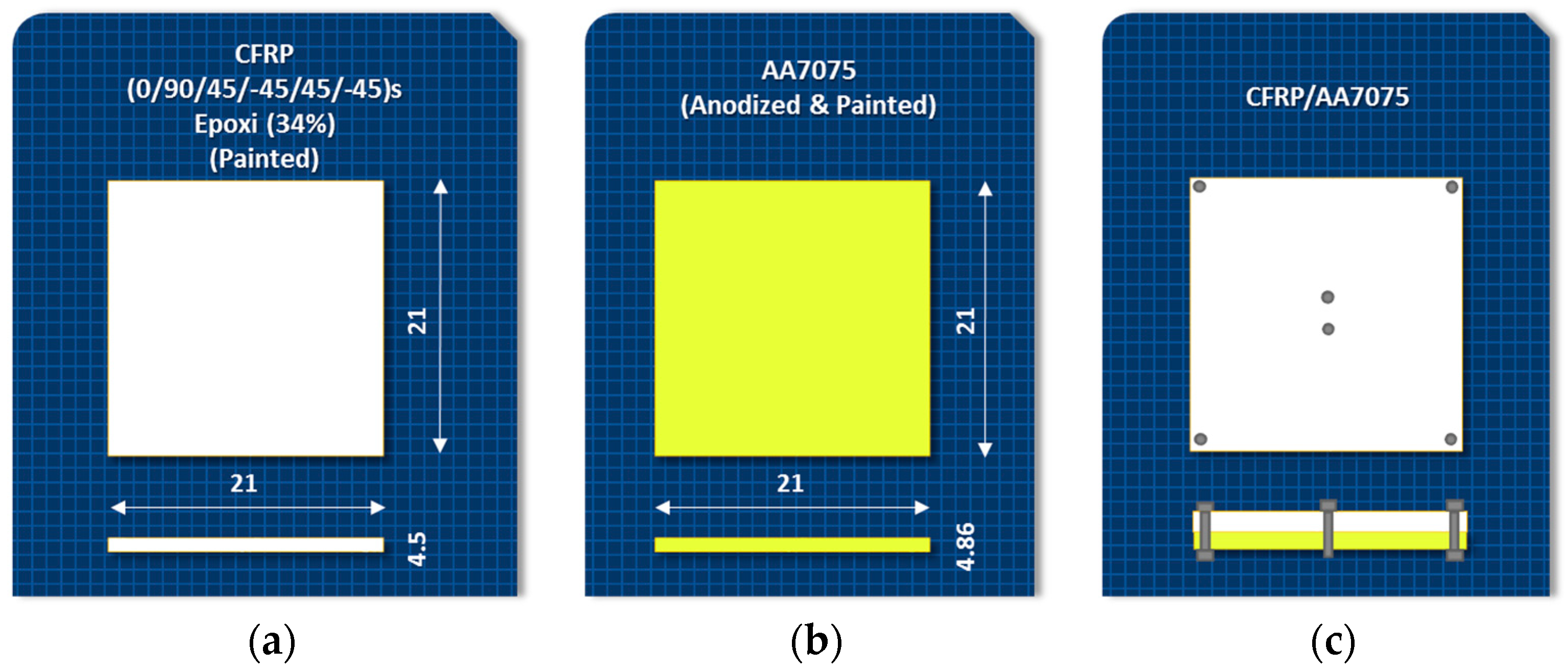
2.1. Materials
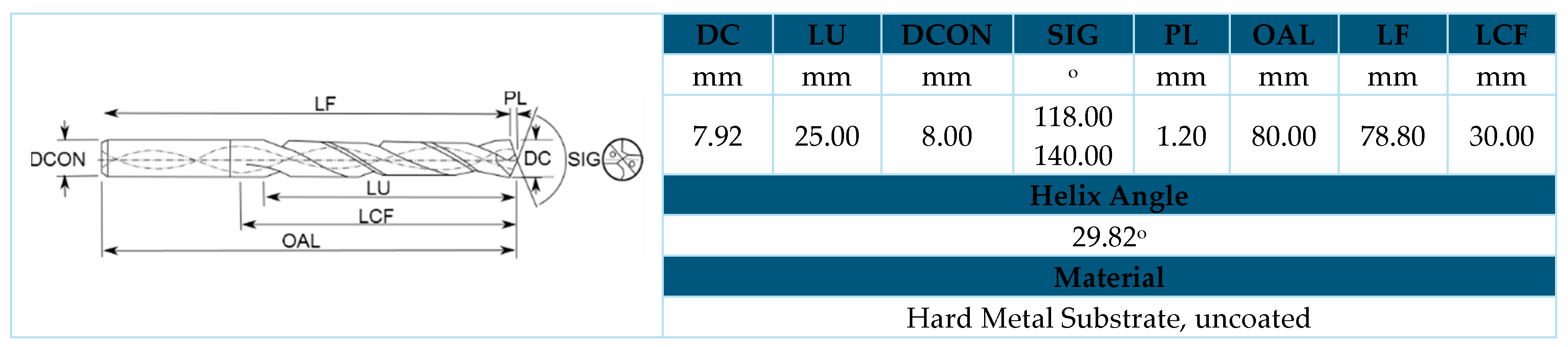
2.2. Tools
2.3. Equipment Used for the Operation and Evaluation of Drills
3. Results and Discussion
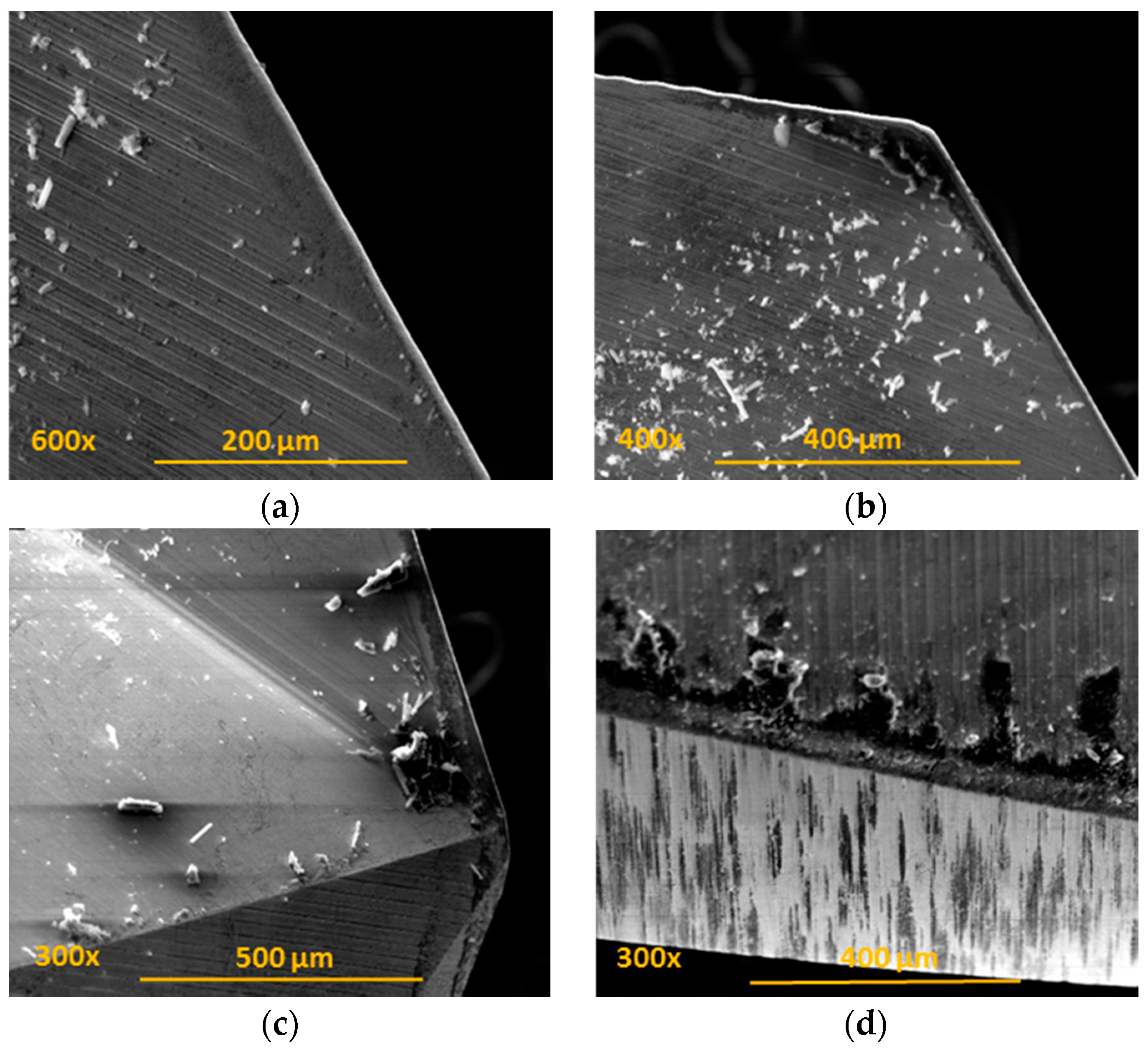
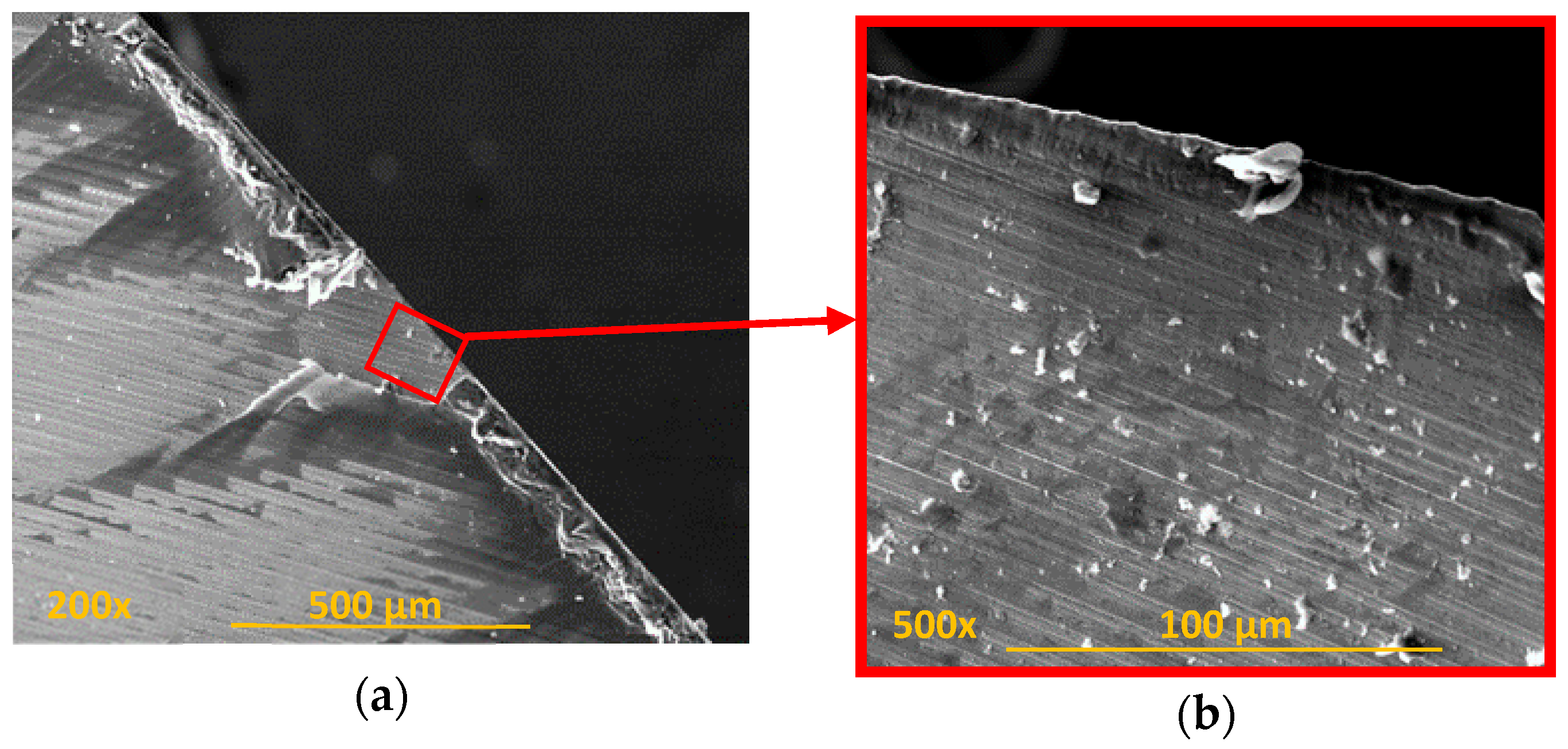
3.1. Tool Wear during CFRP Drilling
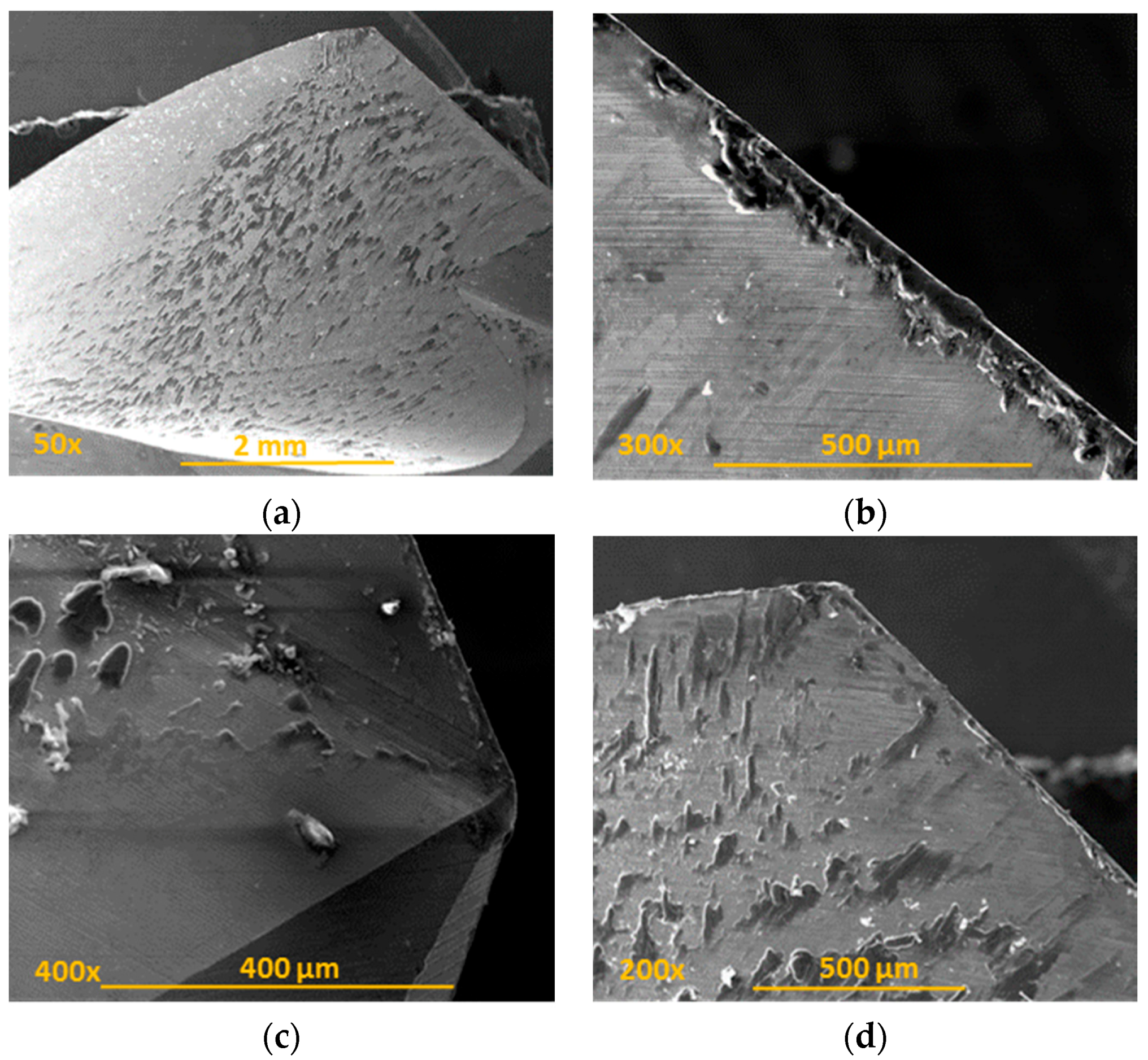
3.2. Tool Wear in Conventional Drilling UNS A97075
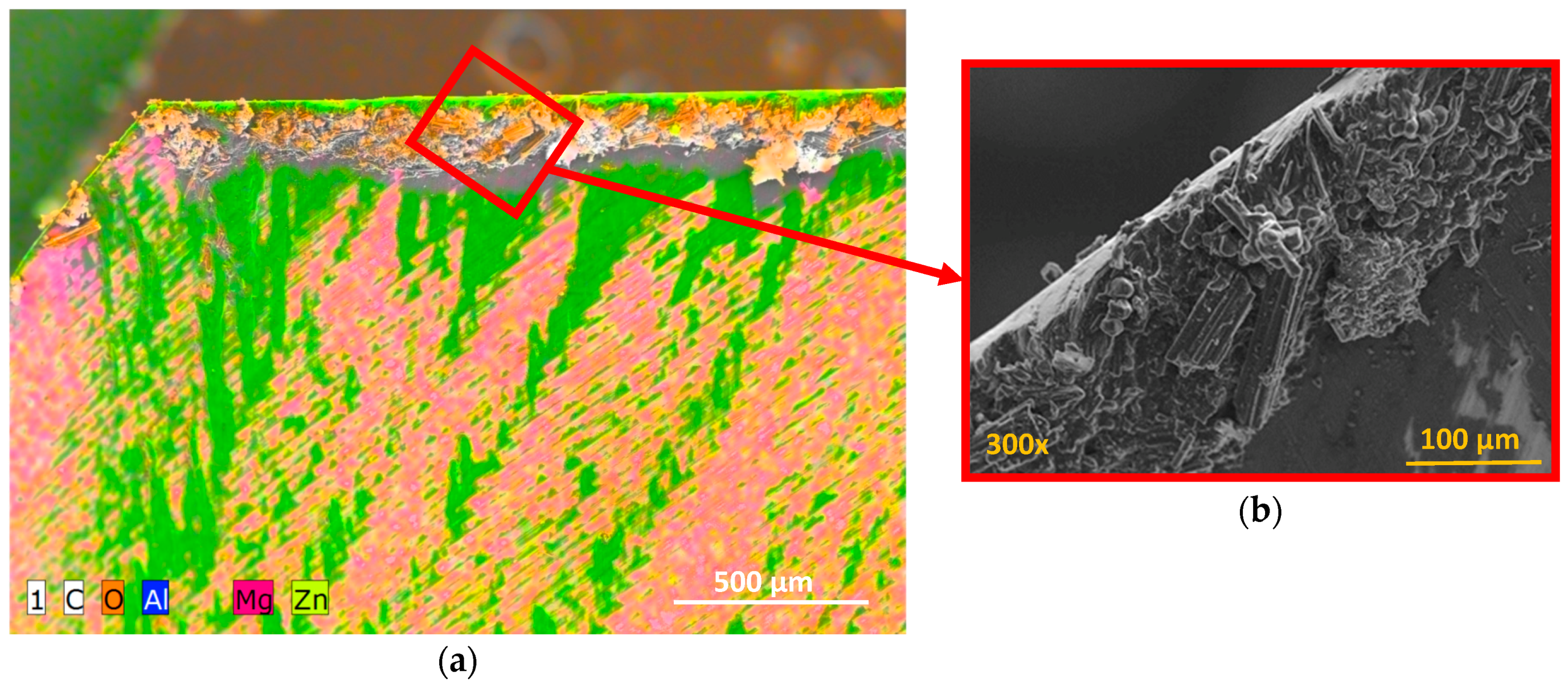
3.3. Tool Wear in Conventional Stack Drilling CFRP/UNS A97075
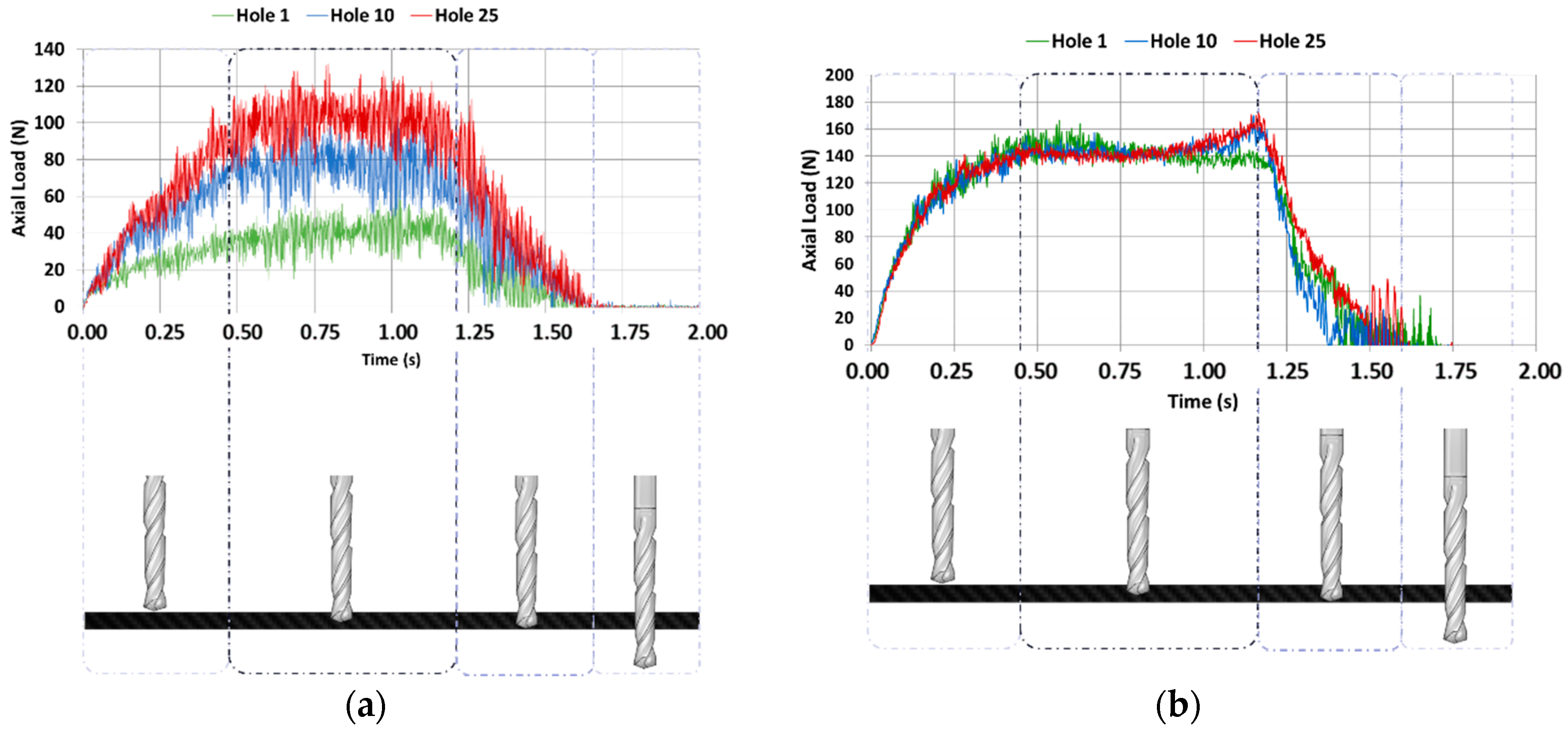
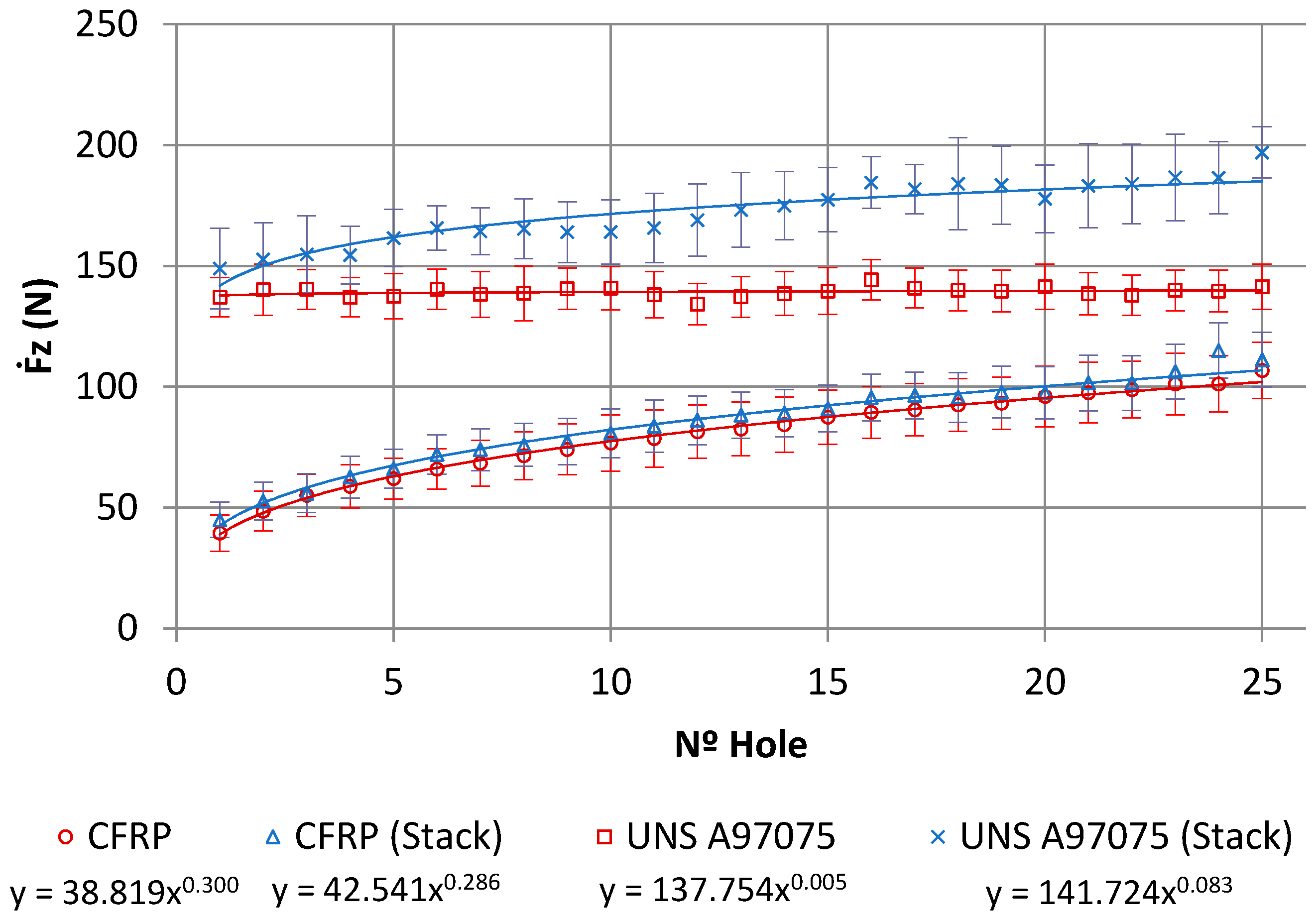
3.4. Driven Force in CFRP, UNS A97075 and CFRP/UNS A97075 Stacks
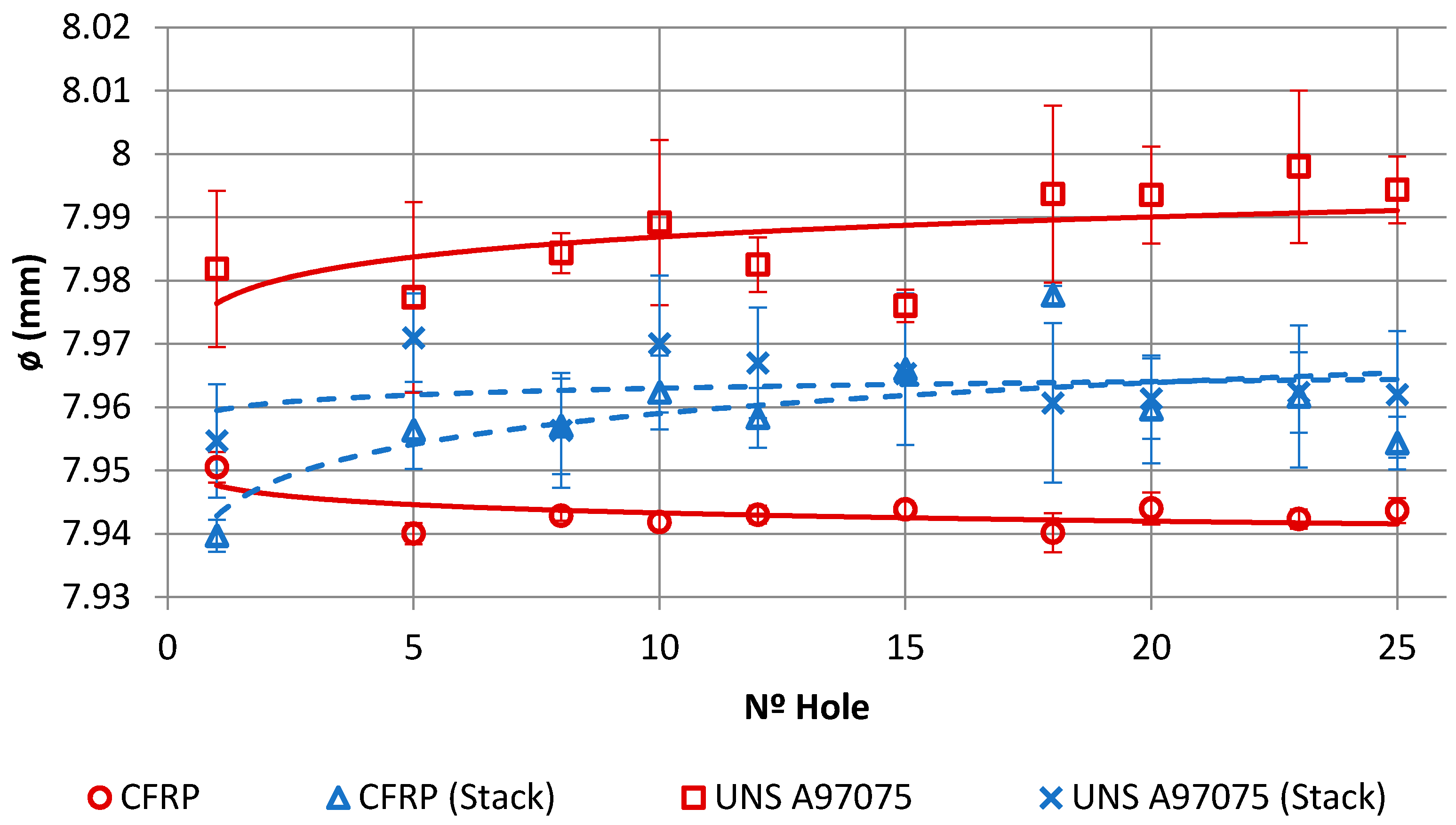
3.5. Hole Quality in Drilling: Diameter
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Cirillo, P.; Marino, A.; Natale, C.; Di Marino, E.; Chiacchio, P.; De Maria, G. A low-cost and flexible solution for one-shot cooperative robotic drilling of aeronautic stack materials. IFAC-PapersOnLine 2017, 50, 4602–4609. [Google Scholar] [CrossRef]
- Caggiano, A.; Rimpault, X.; Teti, R.; Balazinski, M.; Chatelain, J.-F.; Nele, L. Machine learning approach based on fractal analysis for optimal tool life exploitation in CFRP composite drilling for aeronautical assembly. CIRP Ann. 2018. [Google Scholar] [CrossRef]
- Fernández-Vidal, S.R.; Mayuet, P.; Rivero, A.; Salguero, J.; del Sol, I.; Marcos, M. Analysis of the Effects of Tool Wear on Dry Helical Milling of Ti6Al4V Alloy. Procedia Eng. 2015, 132, 593–599. [Google Scholar] [CrossRef]
- Tsao, C.C.; Hocheng, H. Effect of tool wear on delamination in drilling composite materials. Int. J. Mech. Sci. 2007, 49, 983–988. [Google Scholar] [CrossRef]
- Huang, X. Fabrication and Properties of Carbon Fibers. Materials 2009, 2, 2369–2403. [Google Scholar] [CrossRef]
- Brinksmeier, E.; Janssen, R. Drilling of Multi-Layer Composite Materials consisting of Carbon Fiber Reinforced Plastics (CFRP), Titanium and Aluminum Alloys. CIRP Ann. 2002, 51, 87–90. [Google Scholar] [CrossRef]
- Liu, D.; Tang, Y.; Cong, W.L. A review of mechanical drilling for composite laminates. Compos. Struct. 2012, 94, 1265–1279. [Google Scholar] [CrossRef]
- Feito, N.; Díaz-Álvarez, J.; Díaz-Álvarez, A.; Cantero, J.L.; Miguélez, M.H. Experimental Analysis of the Influence of Drill Point Angle and Wear on the Drilling of Woven CFRPs. Materials 2014, 7, 4258–4271. [Google Scholar] [CrossRef] [PubMed]
- Wang, X.; Kwon, P.Y.; Sturtevant, C.; Kim, D.; Lantrip, J. Tool wear of coated drills in drilling CFRP. J. Manuf. Proc. 2013, 15, 127–135. [Google Scholar] [CrossRef]
- Poulachon, G.; Outeiro, J.; Ramirez, C.; André, V.; Abrivard, G. Hole Surface Topography and Tool Wear in CFRP Drilling. Procedia CIRP 2016, 45, 35–38. [Google Scholar] [CrossRef]
- Raj, D.S.; Karunamoorthy, L. A new and comprehensive characterisation of tool wear in CFRP drilling using micro-geometry and topography studies on the cutting edge. J. Manuf. Proc. 2018, 32, 839–856. [Google Scholar] [CrossRef]
- Faraz, A.; Biermann, D.; Weinert, K. Cutting edge rounding: An innovative tool wear criterion in drilling CFRP composite laminates. Int. J. Mach. Tools Manuf. 2009, 49, 1185–1196. [Google Scholar] [CrossRef]
- Wang, F.; Qian, B.; Jia, Z.; Fu, R.; Cheng, D. Secondary cutting edge wear of one-shot drill bit in drilling CFRP and its impact on hole quality. Compos. Struct. 2017, 178, 341–352. [Google Scholar] [CrossRef]
- Nouari, M.; List, G.; Girot, F.; Géhin, D. Effect of machining parameters and coating on wear mechanisms in dry drilling of aluminium alloys. Int. J. Mach. Tools Manuf. 2005, 45, 1436–1442. [Google Scholar] [CrossRef]
- Naerheim, Y.; Trent, E.M. Diffusion wear of cemented carbide tools when cutting steel at high speeds. Met. Technol. 1977, 4, 548–556. [Google Scholar] [CrossRef]
- Trent, E.M.; Wright, P.K. Chapter 12—Modeling of metal cutting. In Metal Cutting (Fourth Edition); Butterworth-Heinemann: Woburn, MA, USA, 2000; pp. 371–409. ISBN 978-0-7506-7069-2. [Google Scholar]
- Gómez-Parra, A.; Álvarez-Alcón, M.; Salguero, J.; Batista, M.; Marcos, M. Analysis of the evolution of the Built-Up Edge and Built-Up Layer formation mechanisms in the dry turning of aeronautical aluminium alloys. Wear 2013, 302, 1209–1218. [Google Scholar] [CrossRef]
- Sorrentino, L.; Turchetta, S.; Bellini, C. In process monitoring of cutting temperature during the drilling of FRP laminate. Compos. Struct. 2017, 168, 549–561. [Google Scholar] [CrossRef]
- Zitoune, R.; Cadorin, N.; Collombet, F.; Šíma, M. Temperature and wear analysis in function of the cutting tool coating when drilling of composite structure: In situ measurement by optical fiber. Wear 2017, 376–377, 1849–1858. [Google Scholar] [CrossRef]
- Zitoune, R.; Krishnaraj, V.; Collombet, F.; Le Roux, S. Experimental and numerical analysis on drilling of carbon fibre reinforced plastic and aluminium stacks. Compos. Struct. 2016, 146, 148–158. [Google Scholar] [CrossRef]
- Sorrentino, L.; Turchetta, S.; Bellini, C. A new method to reduce delaminations during drilling of FRP laminates by feed rate control. Compos. Struct. 2018, 186, 154–164. [Google Scholar] [CrossRef]
- Zitoune, R.; Krishnaraj, V.; Collombet, F. Study of drilling of composite material and aluminium stack. Compos. Struct. 2010, 92, 1246–1255. [Google Scholar] [CrossRef]
- Iliescu, D.; Gehin, D.; Gutierrez, M.E.; Girot, F. Modeling and tool wear in drilling of CFRP. Int. J. Mach. Tools Manuf. 2010, 50, 204–213. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Diameter (mm) | Cutting Speed (m/min) | Feed Speed (mm/min) | Holes (n) | Lubrication |
|---|---|---|---|---|
| 7.92 | 145 | 250 | 25 | Dry |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fernandez-Vidal, S.R.; Fernandez-Vidal, S.; Batista, M.; Salguero, J. Tool Wear Mechanism in Cutting of Stack CFRP/UNS A97075. Materials 2018, 11, 1276. https://doi.org/10.3390/ma11081276
Fernandez-Vidal SR, Fernandez-Vidal S, Batista M, Salguero J. Tool Wear Mechanism in Cutting of Stack CFRP/UNS A97075. Materials. 2018; 11(8):1276. https://doi.org/10.3390/ma11081276
Chicago/Turabian StyleFernandez-Vidal, Severo Raul, Sergio Fernandez-Vidal, Moises Batista, and Jorge Salguero. 2018. "Tool Wear Mechanism in Cutting of Stack CFRP/UNS A97075" Materials 11, no. 8: 1276. https://doi.org/10.3390/ma11081276
APA StyleFernandez-Vidal, S. R., Fernandez-Vidal, S., Batista, M., & Salguero, J. (2018). Tool Wear Mechanism in Cutting of Stack CFRP/UNS A97075. Materials, 11(8), 1276. https://doi.org/10.3390/ma11081276