Effect of Differential Speed Rotation Technology on the Forming Uniformity in Flexible Rolling Process

Abstract
:1. Introduction
2. Materials and Methods
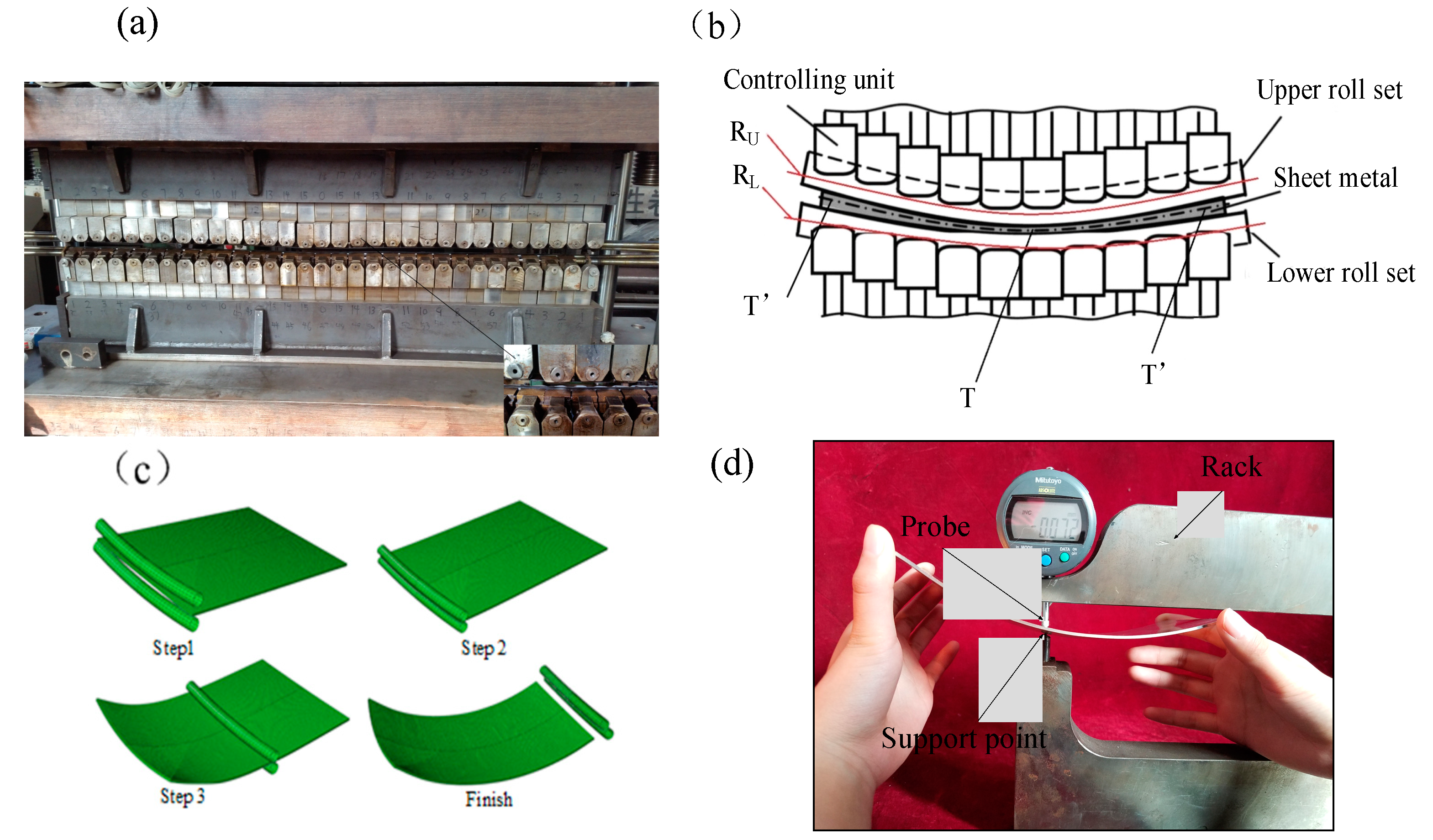
2.1. Forming Process
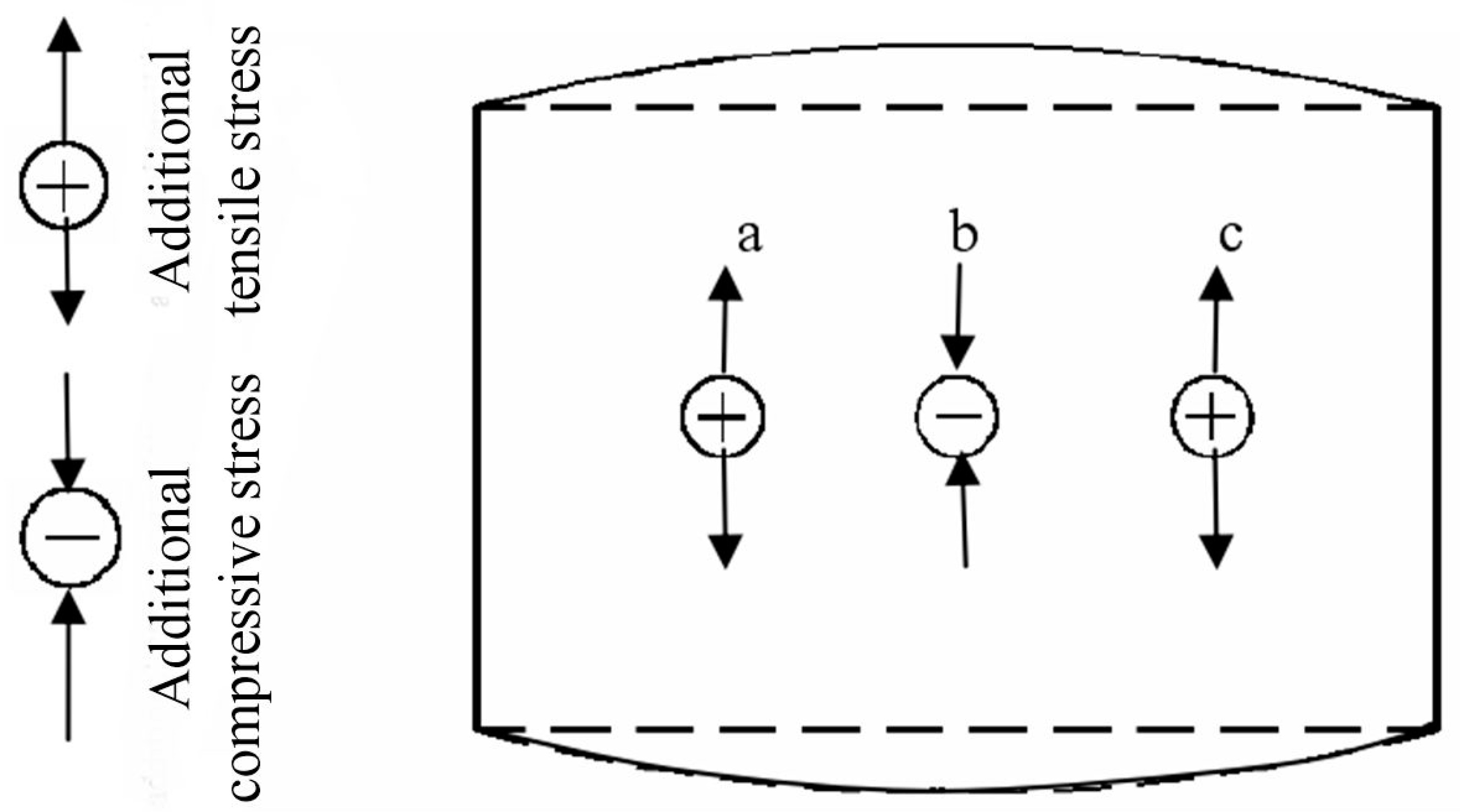
2.2. The Formation Mechanism of the Convex Surface Part
2.3. Finite Element Model
3. Results and Discussion
3.1. Analysis of Simulation Results and Discussion
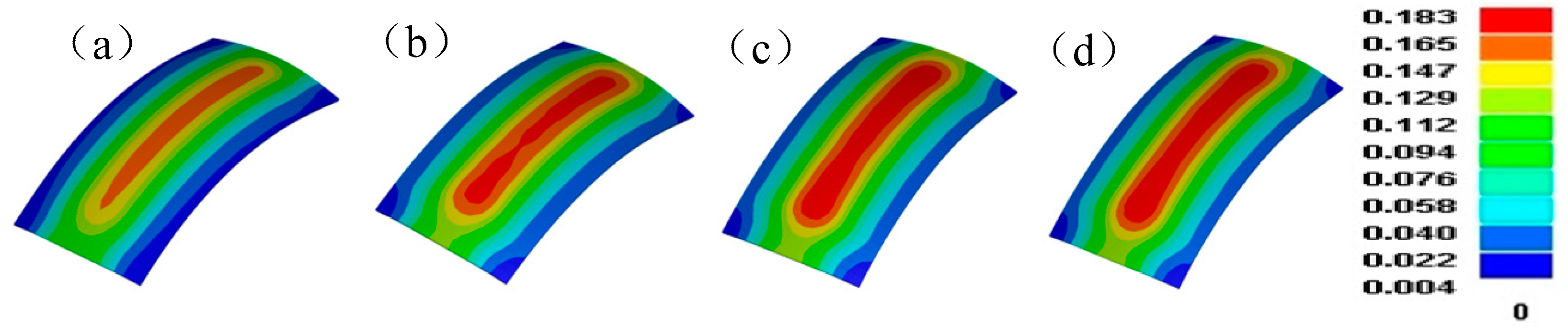
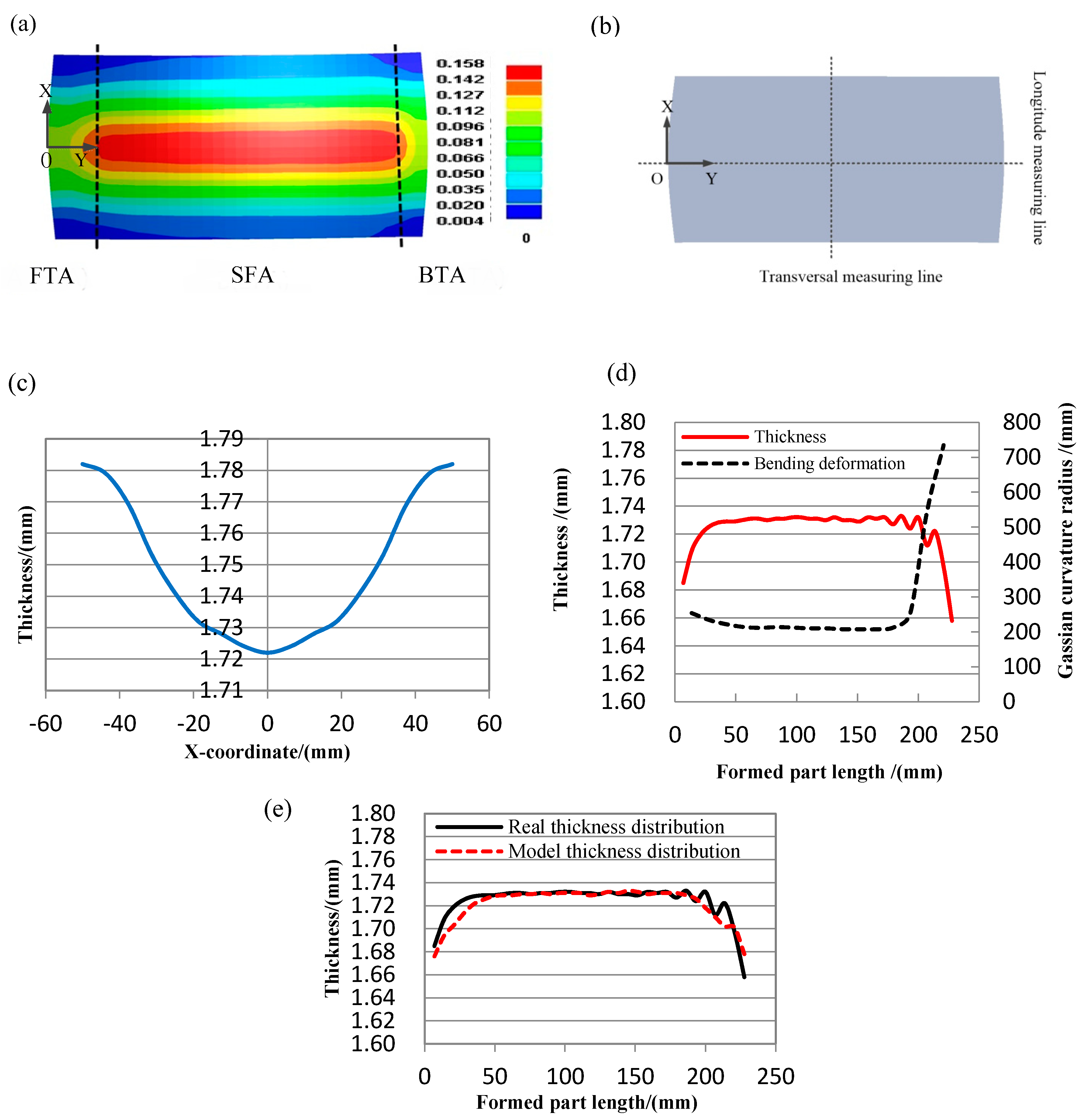
3.1.1. Analysis of Local Forming Non-Uniform of the Formed Part
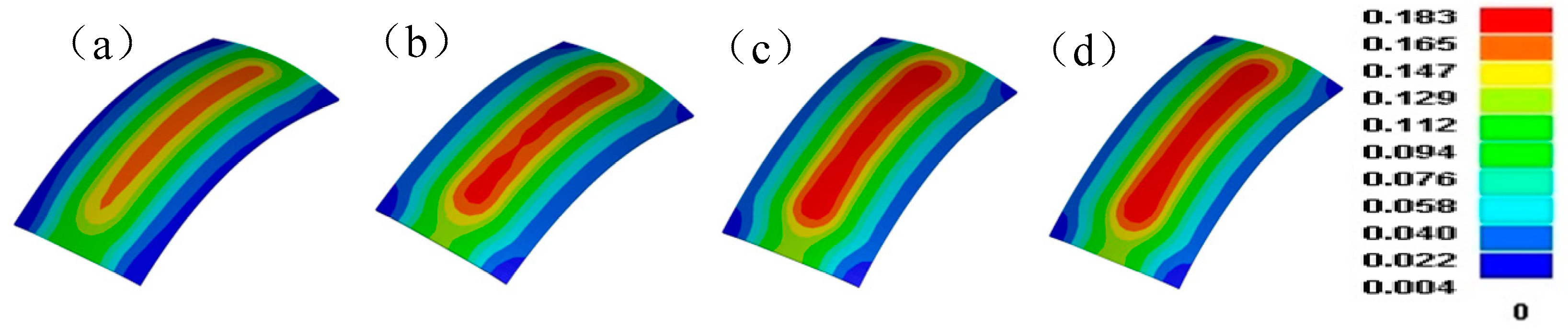
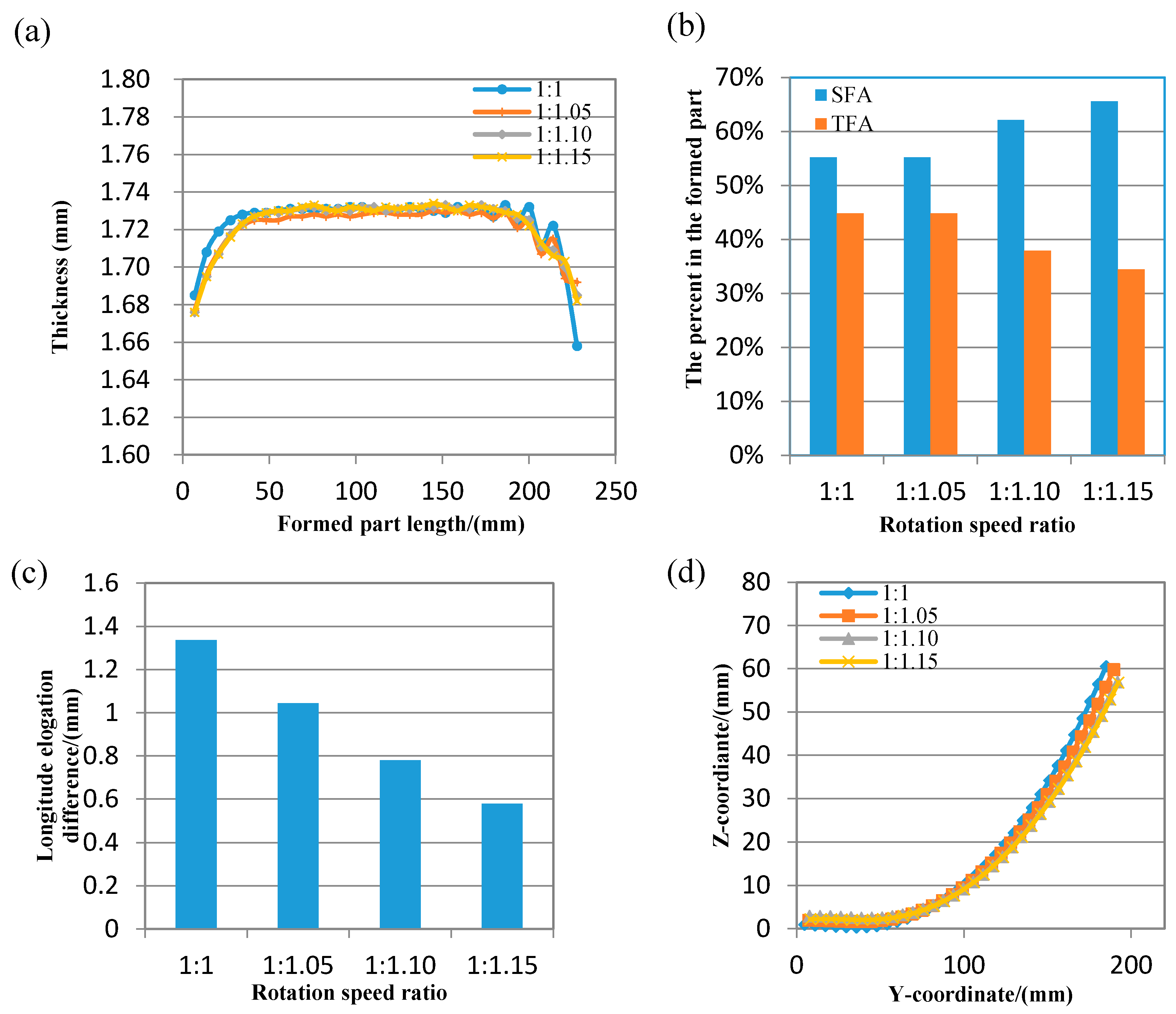
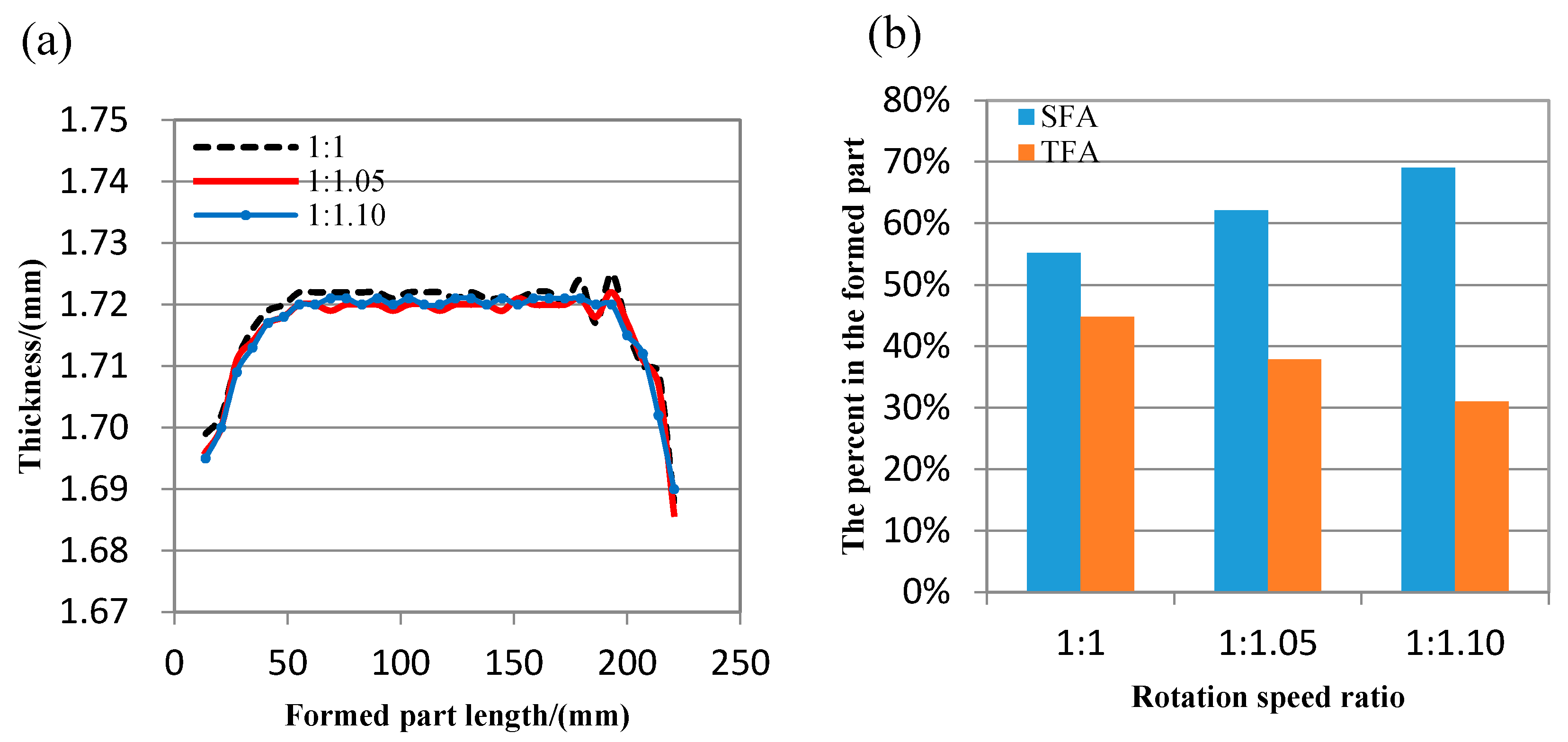
3.1.2. The Effect of Differential Speed Rotation Technology on the Forming Uniform of the Formed Part
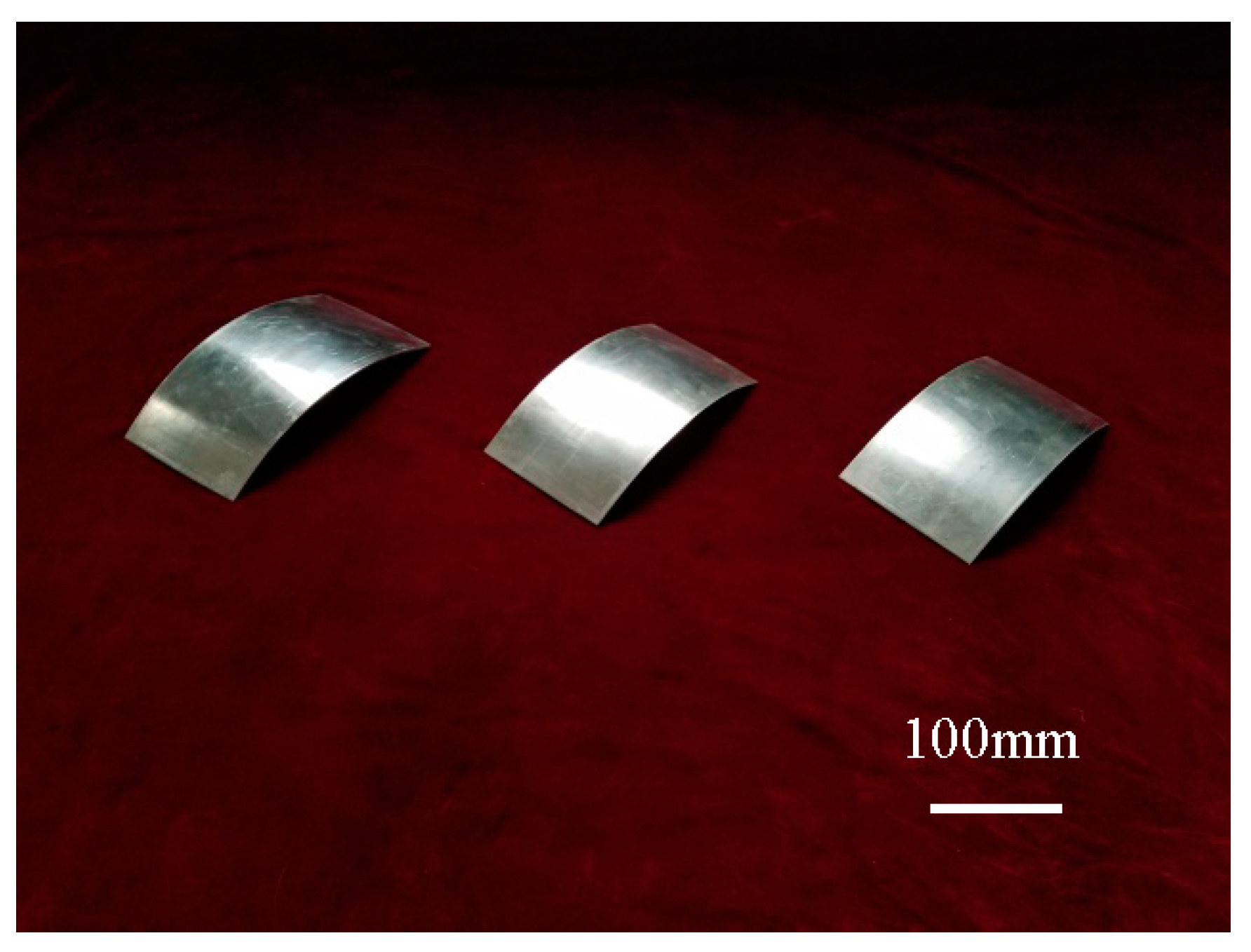
3.2. Analysis of Experiment Results and Discussion
4. Conclusions
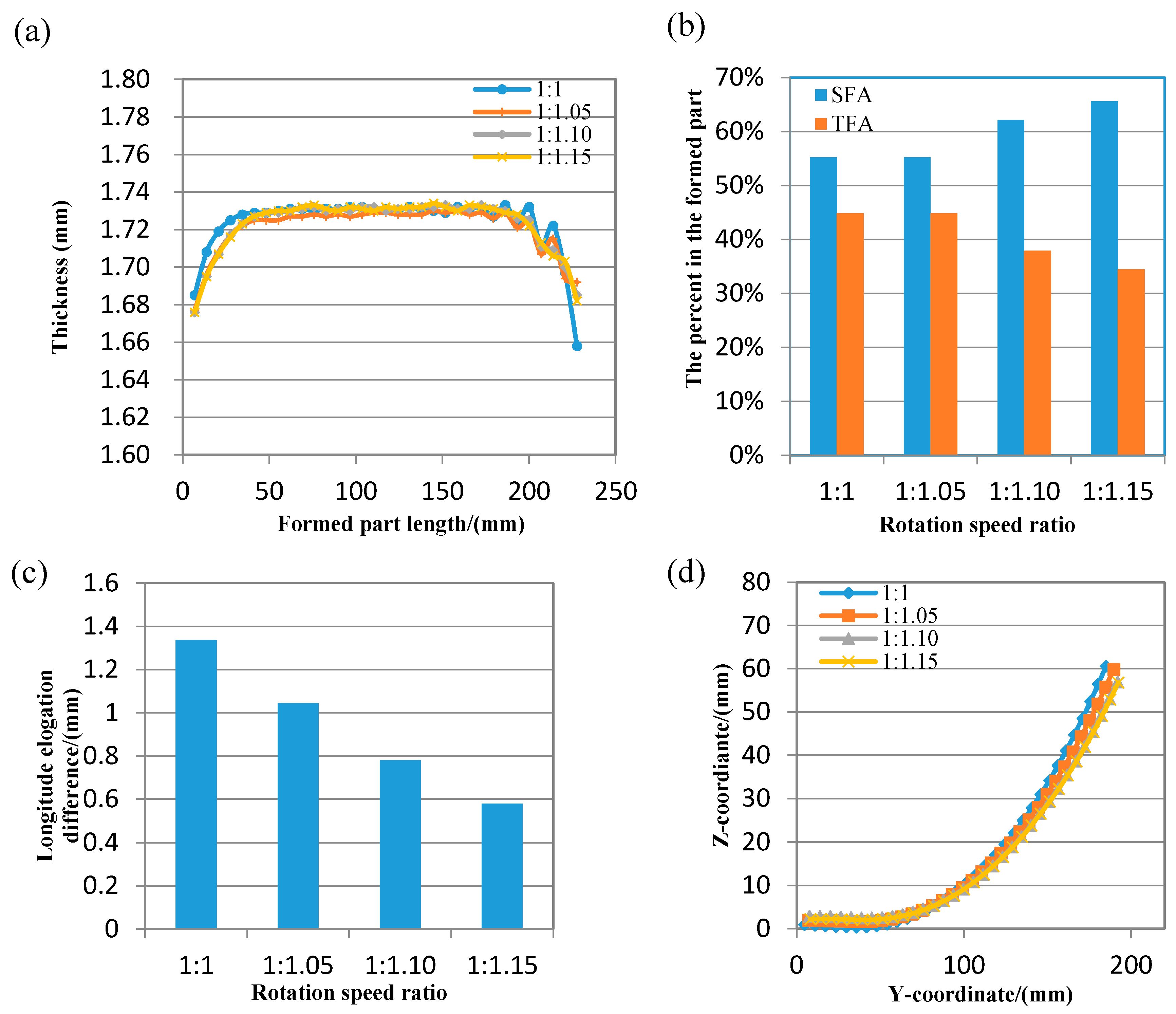
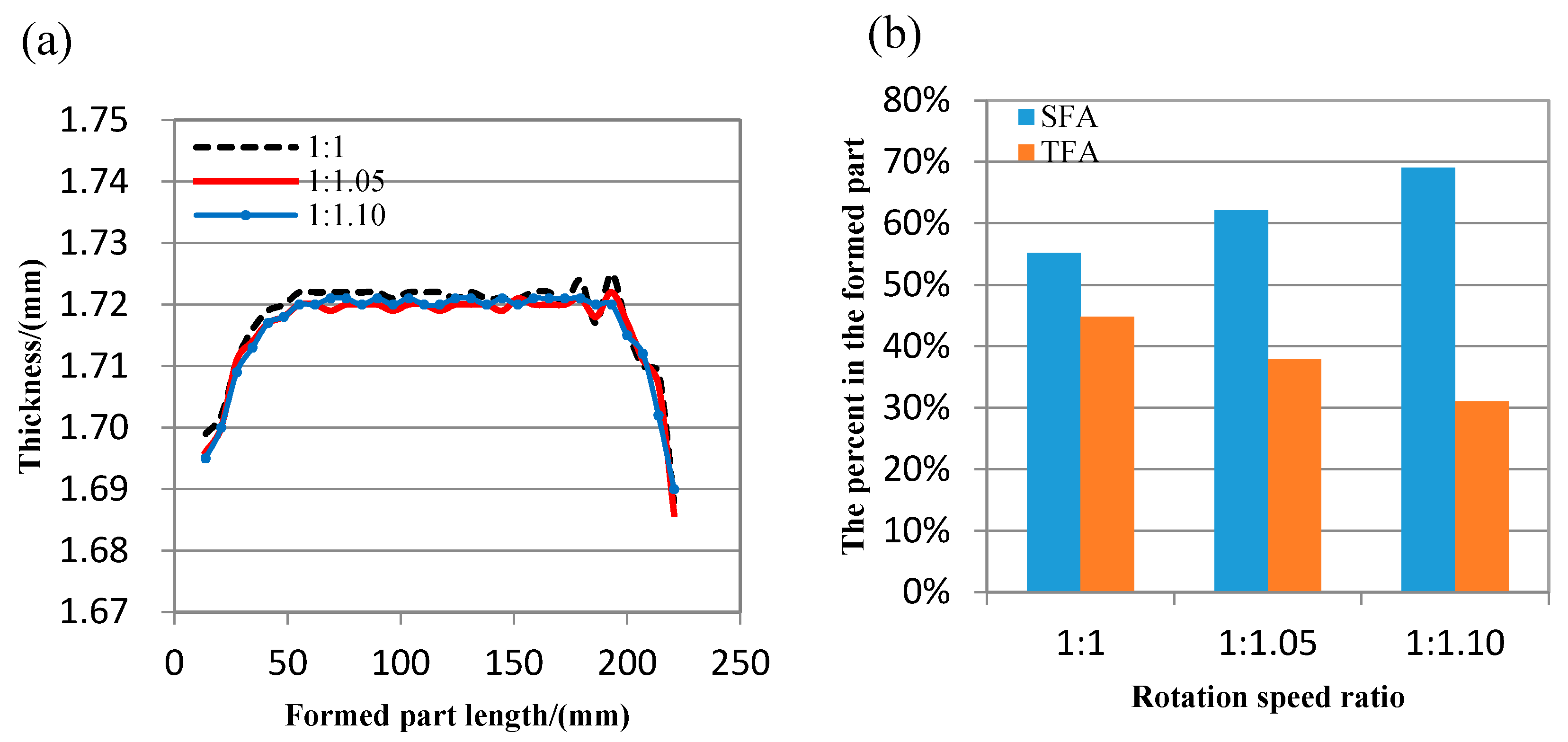
- In the process of flexible rolling, as end effect, the bending deformation of the metal plate greatly reduces the thickness reduction suddenly and drastically decreases near the back end, as a result, the thickness reduction is unstable as the sharp decreasing, so it caused the local forming non-uniform of the formed part.
- With the rotation speed difference increases, the friction between the upper roll set and metal plate is relatively decreasing; the friction between the lower roll set and metal plate is relatively increasing, the longitude elongation difference between the lower surface and upper surface is gone down (Figure 6c), the sharping decreasing of thickness reduction is avoided, thickness relative variation is also decreasing between successive positions, the fluctuates of longitude thickness curve tend to be steady, so the local forming non-uniform of the formed part with large bending deformation is greatly improved in differential speed rotation technology of flexible rolling process, as the forming defects are decreasing, the effective area length is increasing, the utilization ratio is increasing, and the cost of production is decreasing.
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Cerro, I.; Maidagan, E.; Arana, J.; Rivero, A.; Rodriguez, P.P. Theoretical and experimental analysis of the dieless incremental sheet forming process. J. Mater. Process. Technol. 2006, 177, 404–408. [Google Scholar] [CrossRef]
- Shi, Y.J.; Yao, Z.Q.; Shen, H.; Hu, J. Research on the mechanisms of laser forming for the metal plate. Int. J. Mach. Tools Manuf. 2006, 46, 1689–1697. [Google Scholar] [CrossRef]
- Yamashita, I.; Yamakawa, T. Apparatus for Forming Plane with a Double-Curved Surface. U.S. Patent 4,770,017, 13 September 1988. [Google Scholar]
- Montmitonnet, P. Hot and cold strip rolling processes. Comput. Methods Appl. Mech. Eng. 2006, 195, 6604–6625. [Google Scholar] [CrossRef]
- Hua, M.; Cole, I.M.; Baines, K.; Rao, K.P. A formulation for determining the single-pass mechanics of the continuous four-roll thin plate bending process. J. Mater. Process. Technol. 1997, 67, 189–194. [Google Scholar] [CrossRef]
- Yoon, S.J.; Yang, D.Y. Development of a Highly Flexible Incremental Roll Forming Process for the Manufacture of a Doubly Curved Rolled plate. CIRP Ann.-Manuf. Technol. 2003, 52, 201–204. [Google Scholar] [CrossRef]
- Shim, D.S.; Yang, D.Y.; Han, M.S.; Chung, S.W.; Kim, K.H.; Roh, H.J. Experimental study on manufacturing doubly curved plates using incremental rolling process. In Proceedings of the 9th International Conference on Technology of Plasticity, Gyeongju, Korea, 7–11 September 2008; pp. 887–888. [Google Scholar]
- Shim, D.S.; Yang, D.Y.; Kim, K.H.; Han, M.S.; Chung, S.W. Numerical and Experimental Investigation into Cold Incremental Rolling of Doubly Curved Plates for Process Design of a New LARS (Line Array Roll Set) Rolling Process. CIRP Ann.-Manuf. Technol. 2009, 58, 239–242. [Google Scholar] [CrossRef]
- Lin, Y.H.; Hua, M. Influence of Strain Hardening on Continuous Plate Roll-bending Process. Int. J. Non-Linear Mech. 2000, 35, 883–896. [Google Scholar] [CrossRef]
- Zeng, J.; Liu, Z.H.; Champliaud, H. FEM Dynamic Simulation and Analysis of the Roll-bending Process for Forming a Conical Tube. J. Mater. Process. Technol. 2008, 198, 330–343. [Google Scholar] [CrossRef]
- Cai, Z.Y.; Li, M.Z. Principle and Theoretical Analysis of Continuous Roll Forming for Three-dimensional Surface Parts. Sci. China-Technol. Sci. 2013, 56, 351–358. [Google Scholar] [CrossRef]
- Li, R.J.; Li, M.Z.; Qiu, N.J.; Cai, Z.Y. Surface Flexible Rolling for Three-dimensional Rolled Plate Parts. J. Mater. Process. Technol. 2014, 214, 380–389. [Google Scholar] [CrossRef]
- Cai, Z.Y.; Mi, W.; Li, M.Z. Study on The Continuous Roll Forming Process of Swept Surface Rolled Plate Part. J. Mater. Process. Technol. 2014, 204, 1820–1827. [Google Scholar] [CrossRef]
- Li, M.Z.; Cai, Z.Y.; Li, R.Z.; Lan, Y.W.; Qiu, N.J. Continuous Forming Method for Three-dimensional Surface Parts Based on the Rolling Process using Bended Roll. J. Mech. Eng. 2012, 48, 44–49. (In Chinese) [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Range (mm) | Resolution (mm) | Measurement Tolerance (mm) |
|---|---|---|
| 0–12.7 | 0.001 | ±0.002 mm |
| Material | Density (kg m−3) | Young’s Modulus (MPa) |
| 1050 aluminum alloy | 2720 | 76,000 |
| Poisson’s ratio | Yield stress (MPa) | Tangent Modulus (MPa) |
| 0.34 | 145 | 25 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.; Li, M.; Liu, K.; Li, Z. Effect of Differential Speed Rotation Technology on the Forming Uniformity in Flexible Rolling Process. Materials 2018, 11, 1906. https://doi.org/10.3390/ma11101906
Li Y, Li M, Liu K, Li Z. Effect of Differential Speed Rotation Technology on the Forming Uniformity in Flexible Rolling Process. Materials. 2018; 11(10):1906. https://doi.org/10.3390/ma11101906
Chicago/Turabian StyleLi, Yi, Mingzhe Li, Kai Liu, and Zhuo Li. 2018. "Effect of Differential Speed Rotation Technology on the Forming Uniformity in Flexible Rolling Process" Materials 11, no. 10: 1906. https://doi.org/10.3390/ma11101906
APA StyleLi, Y., Li, M., Liu, K., & Li, Z. (2018). Effect of Differential Speed Rotation Technology on the Forming Uniformity in Flexible Rolling Process. Materials, 11(10), 1906. https://doi.org/10.3390/ma11101906