Study of Gravity Effects on Titanium Laser Welding in the Vertical Position

 ,
,
Abstract
:1. Introduction
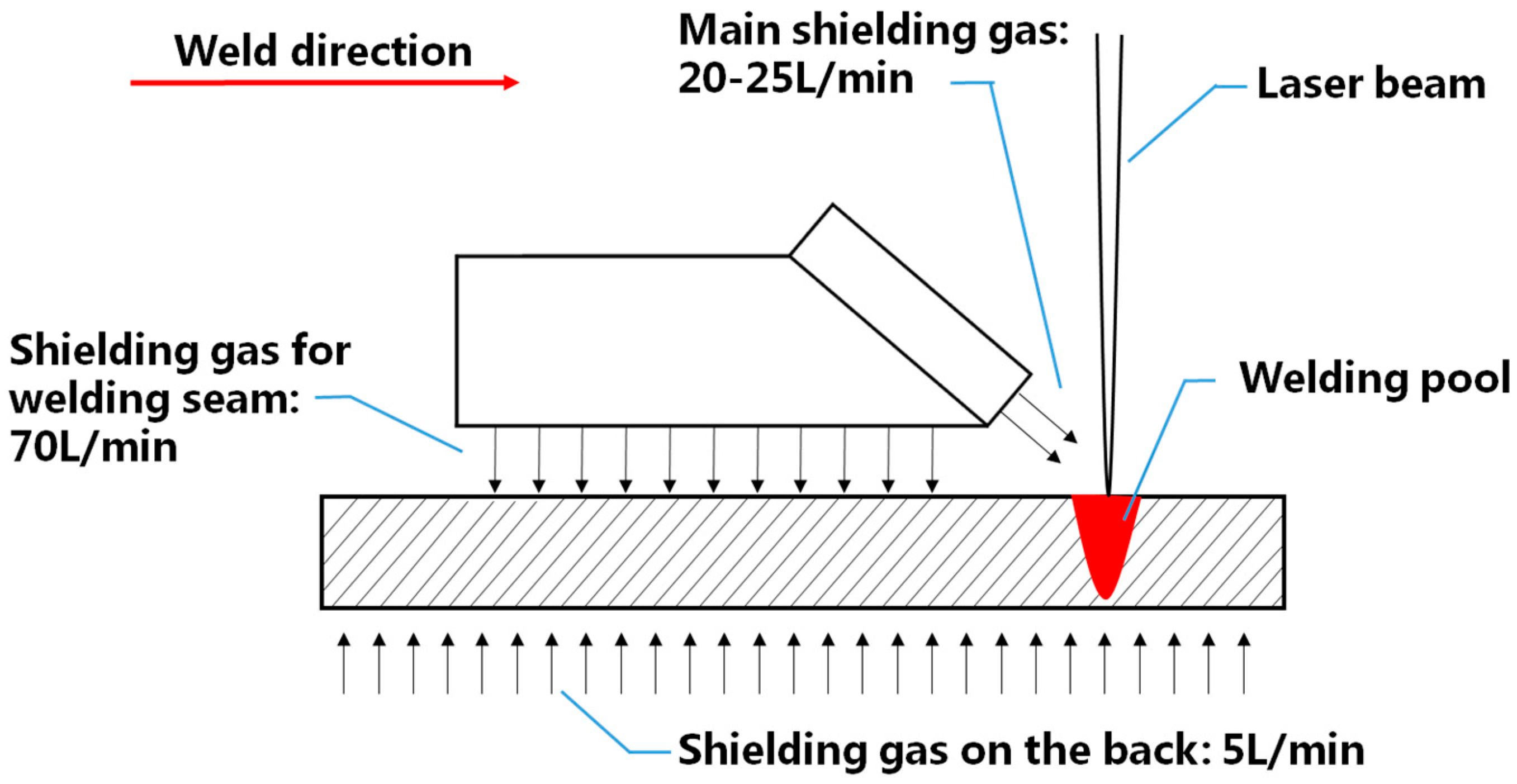
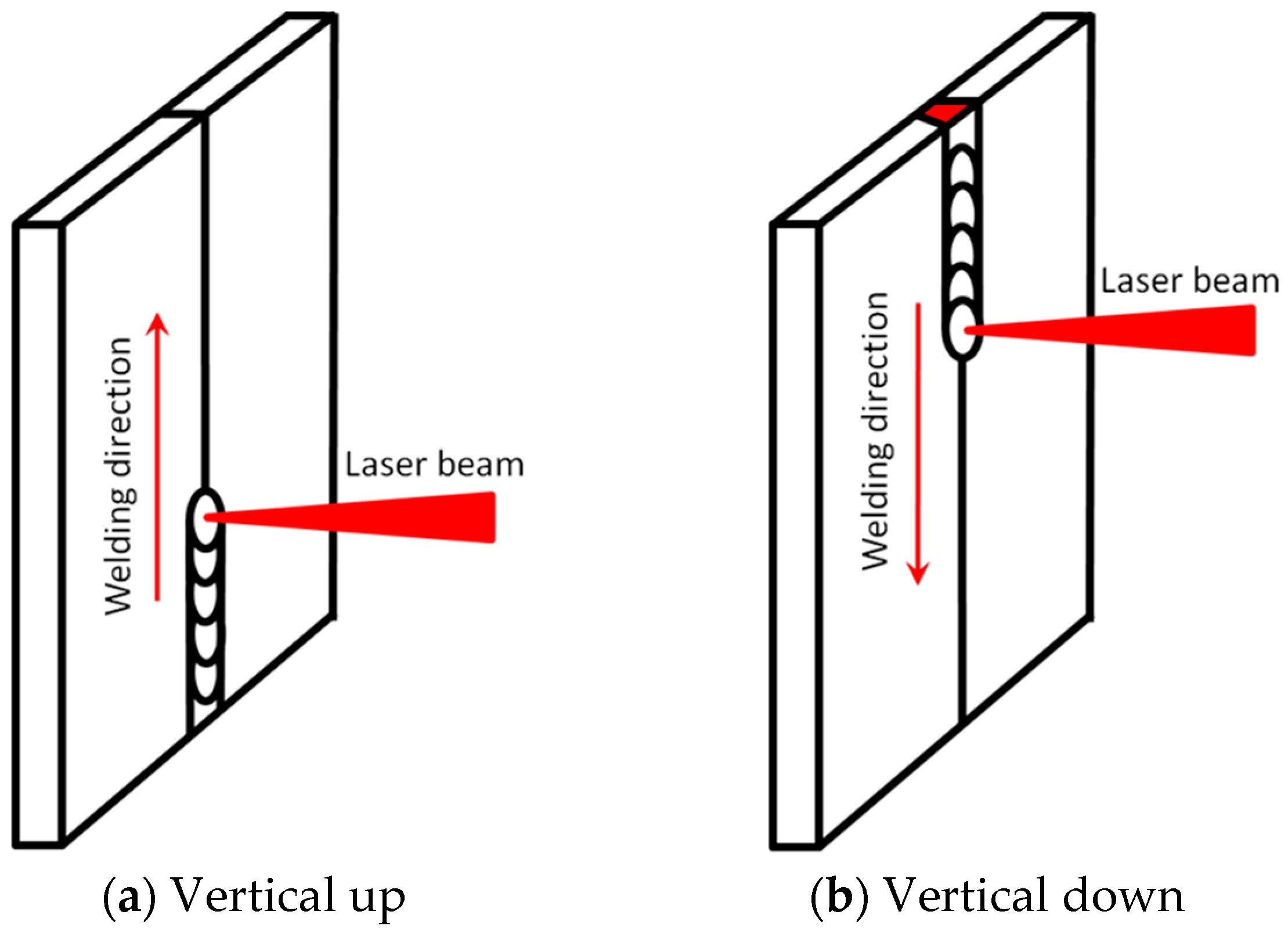
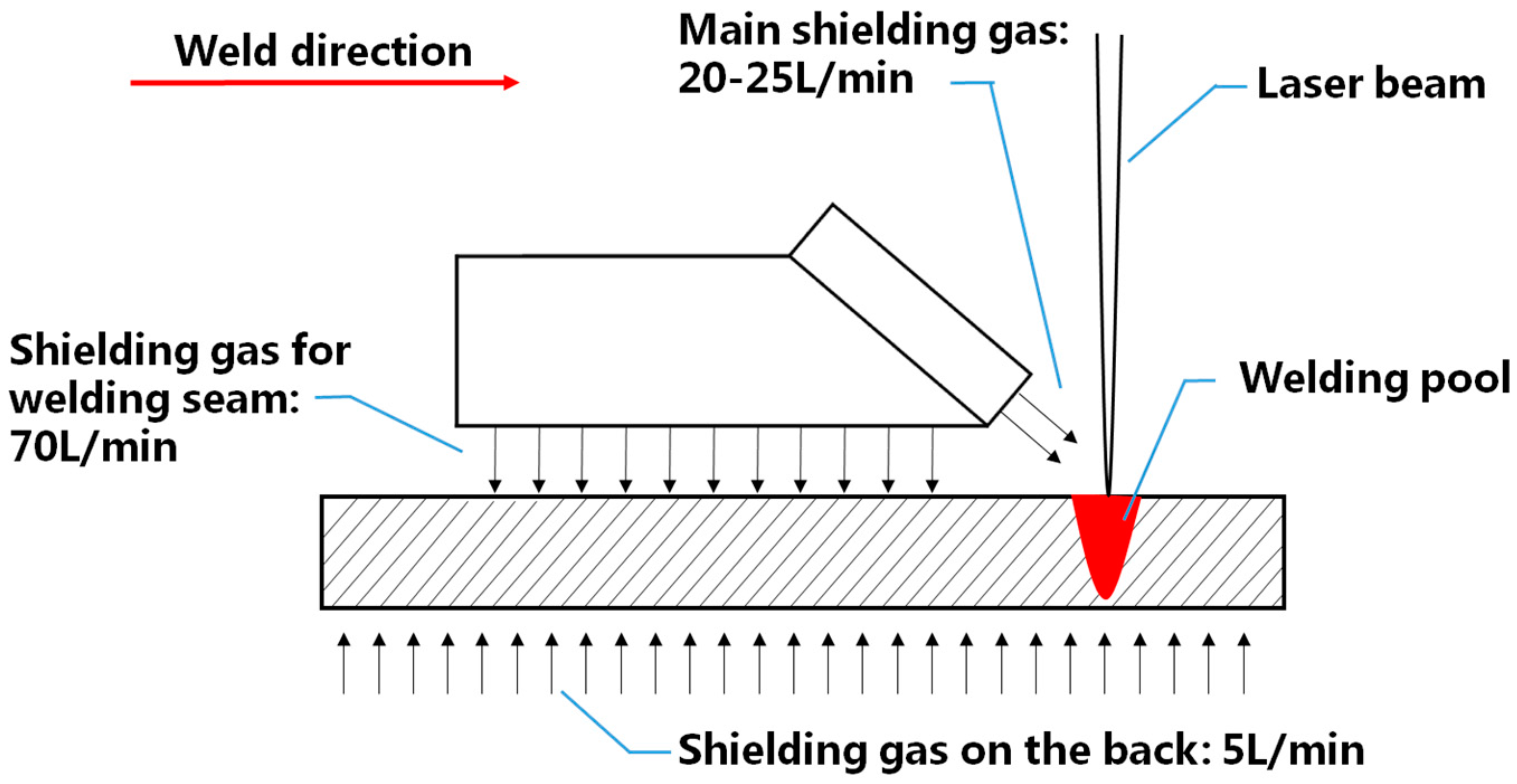
2. Experimental Procedures
3. Results
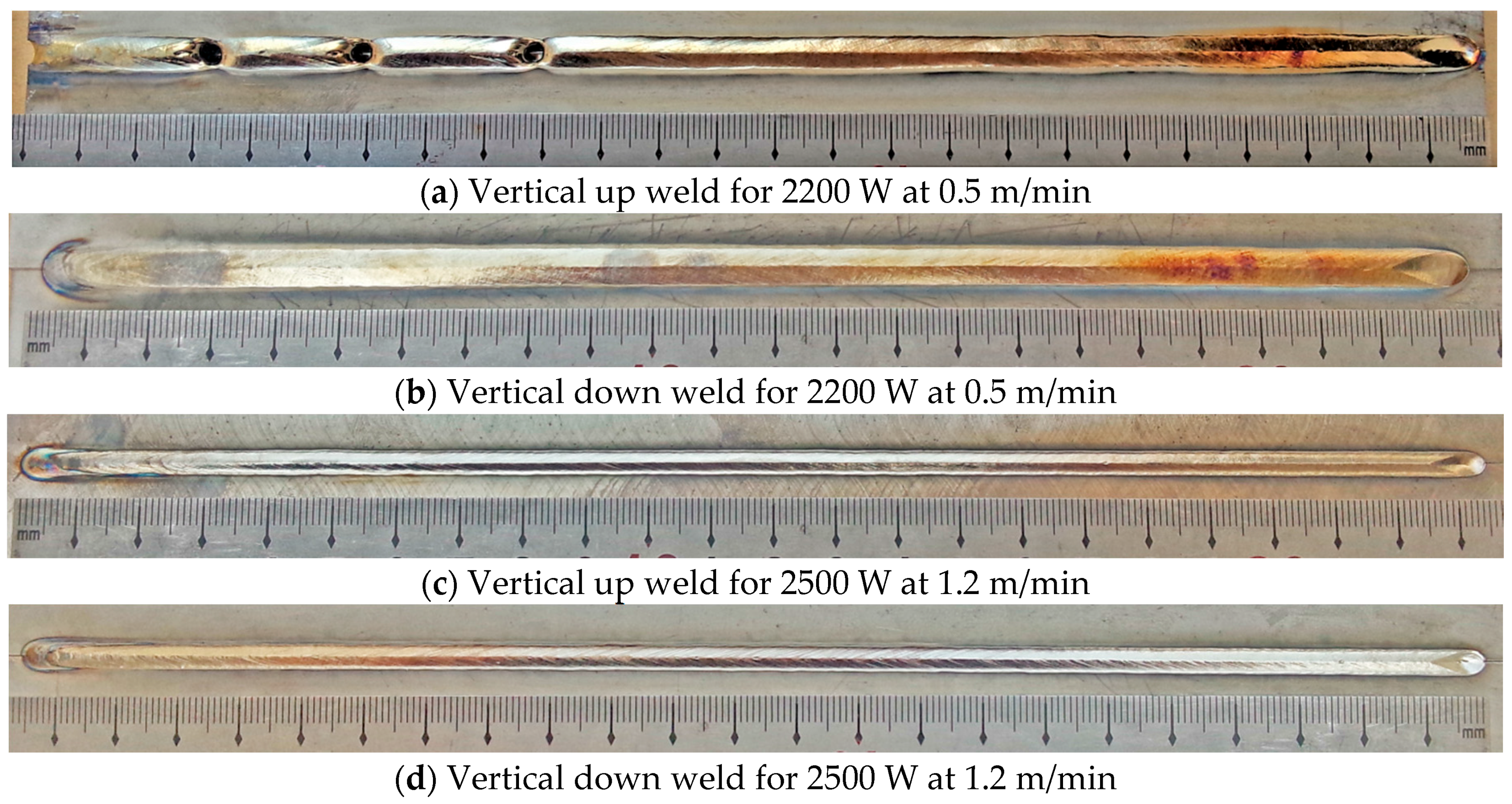
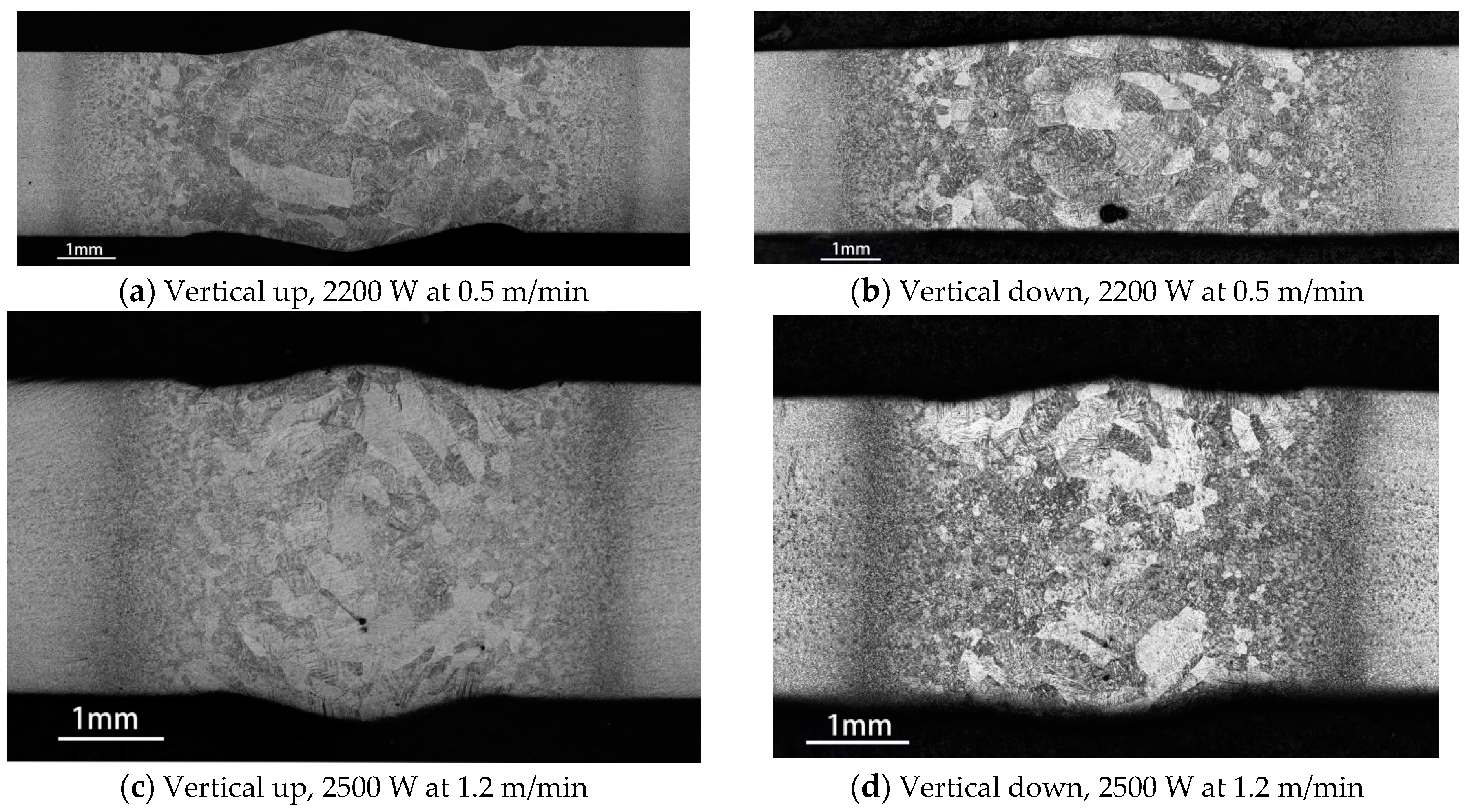
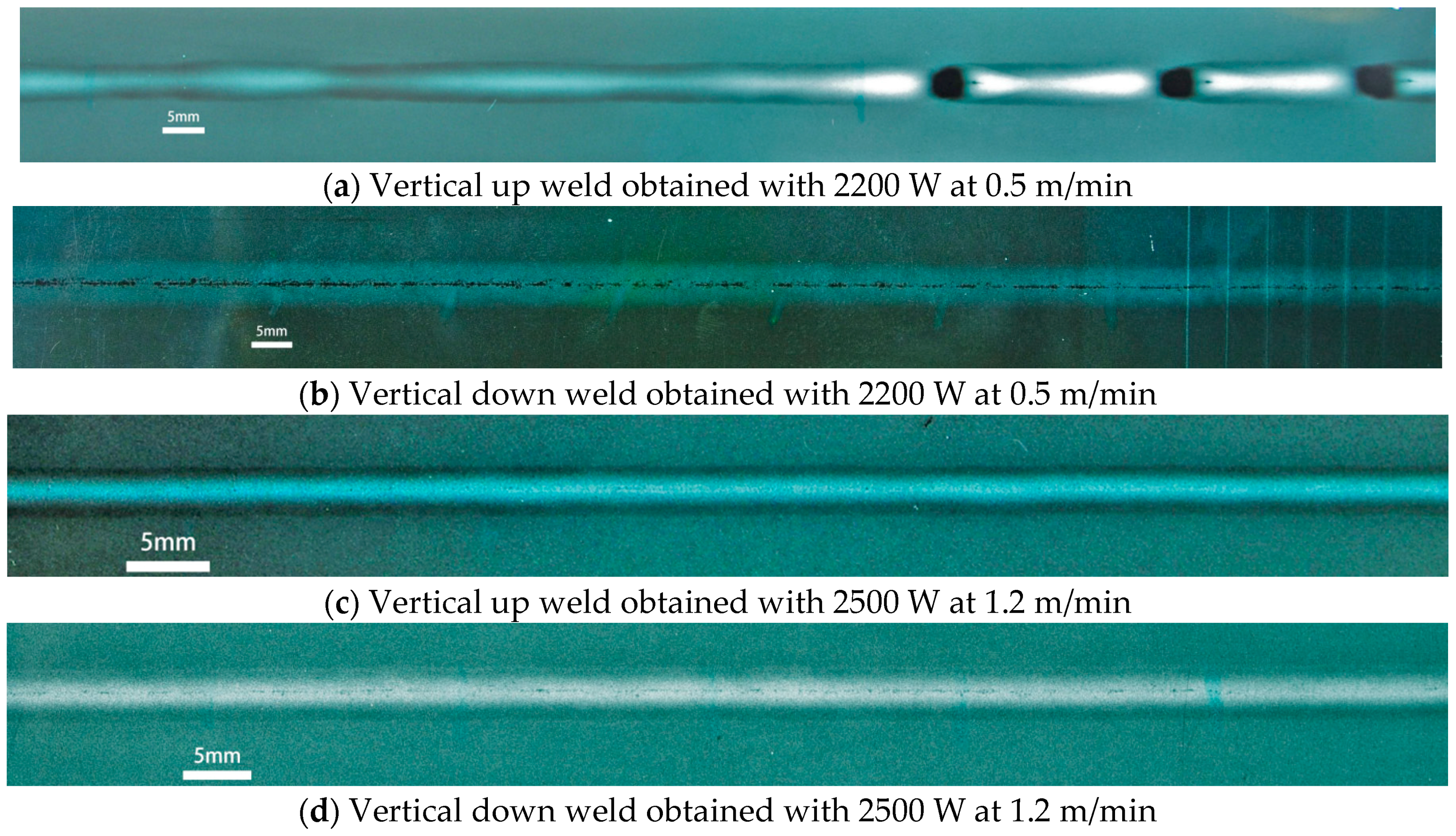
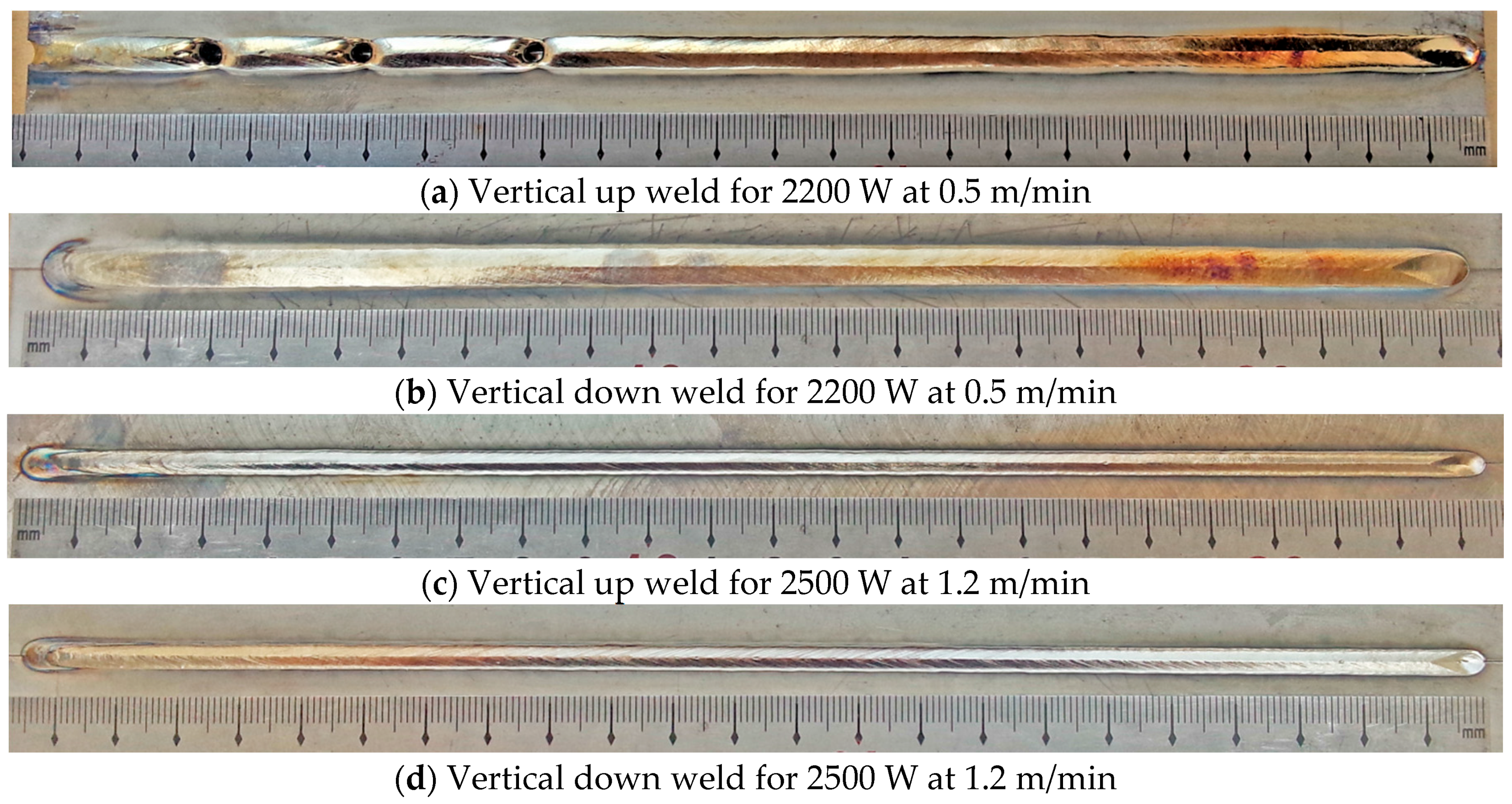
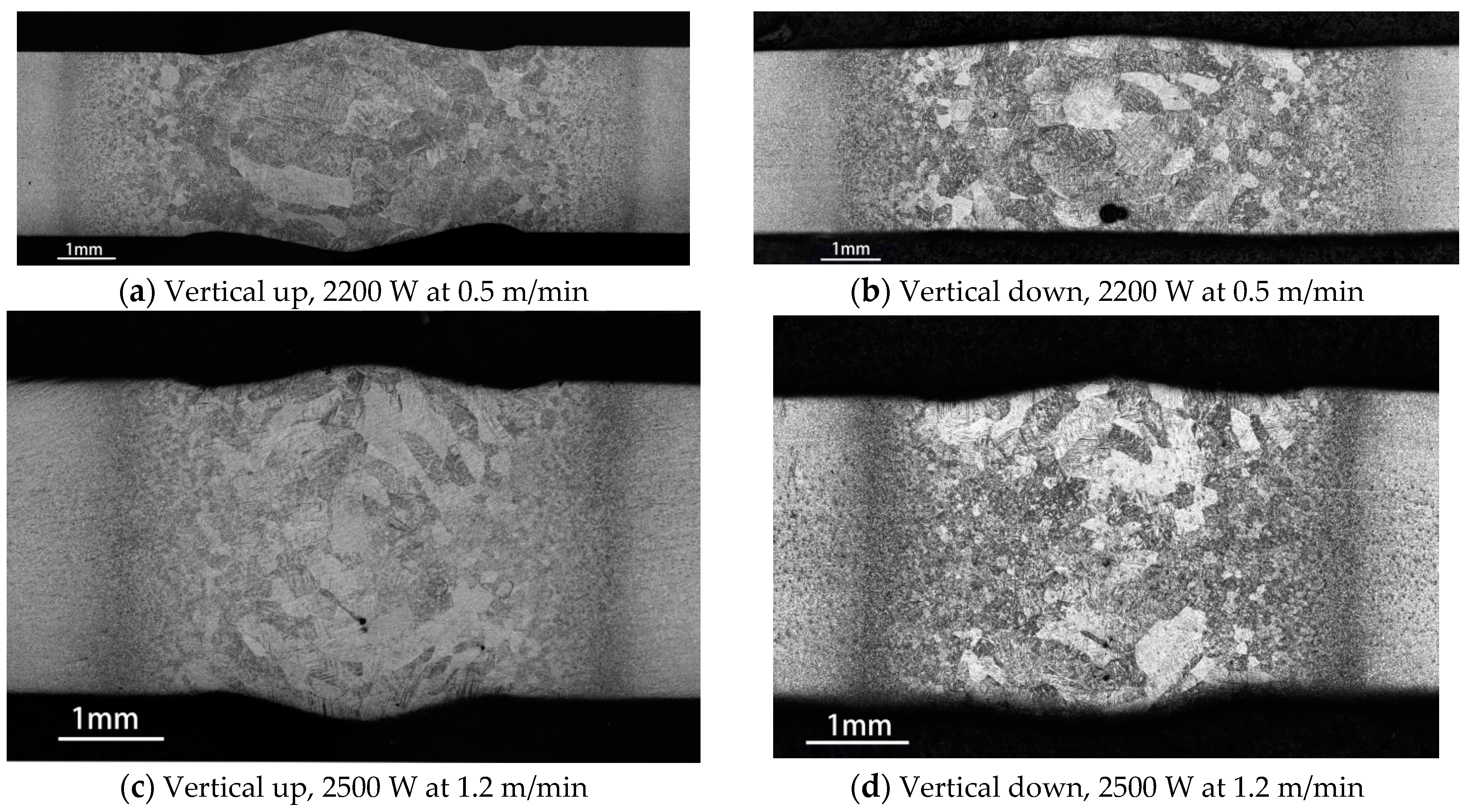
3.1. Appearance of Laser Weld Beads
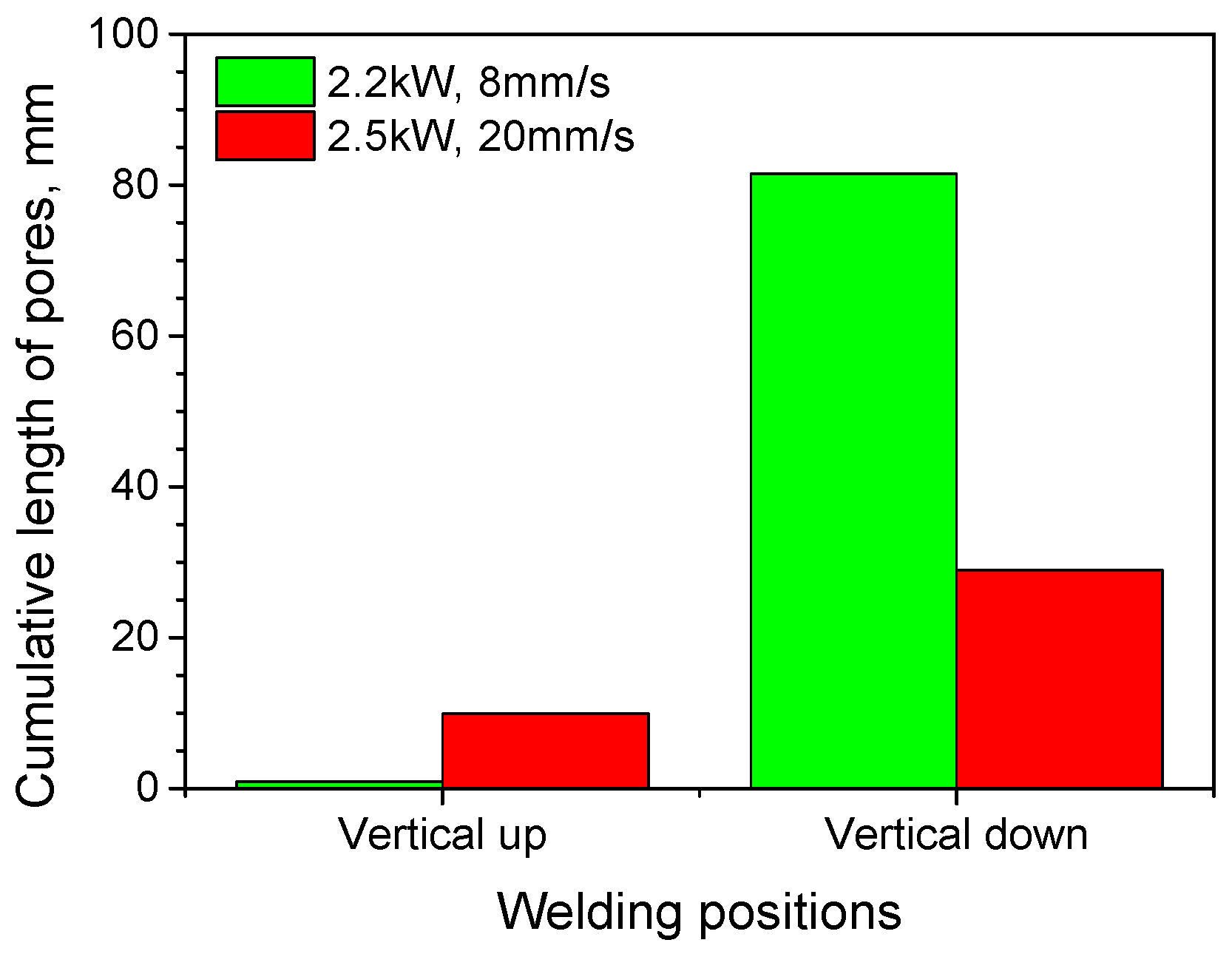
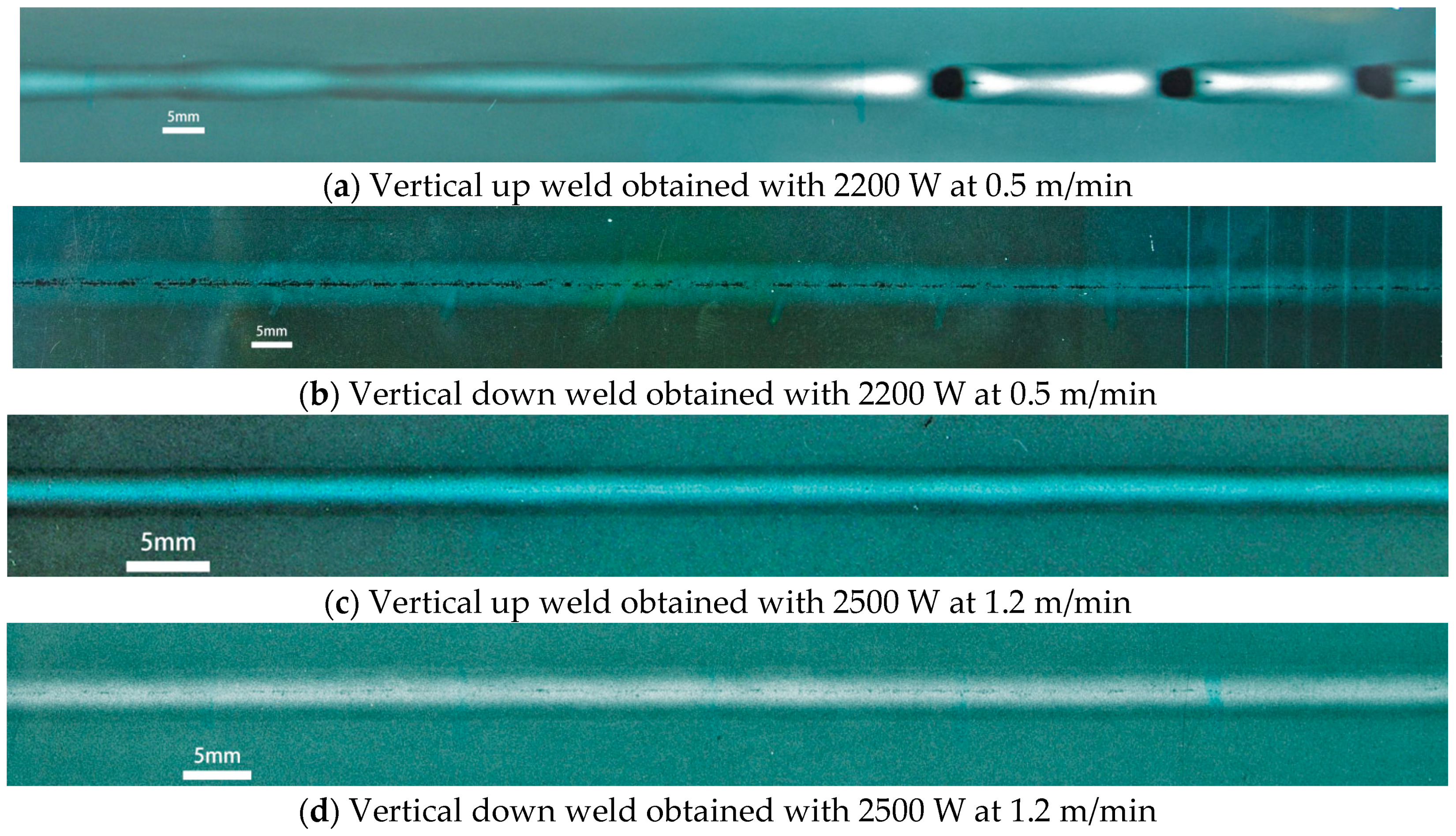
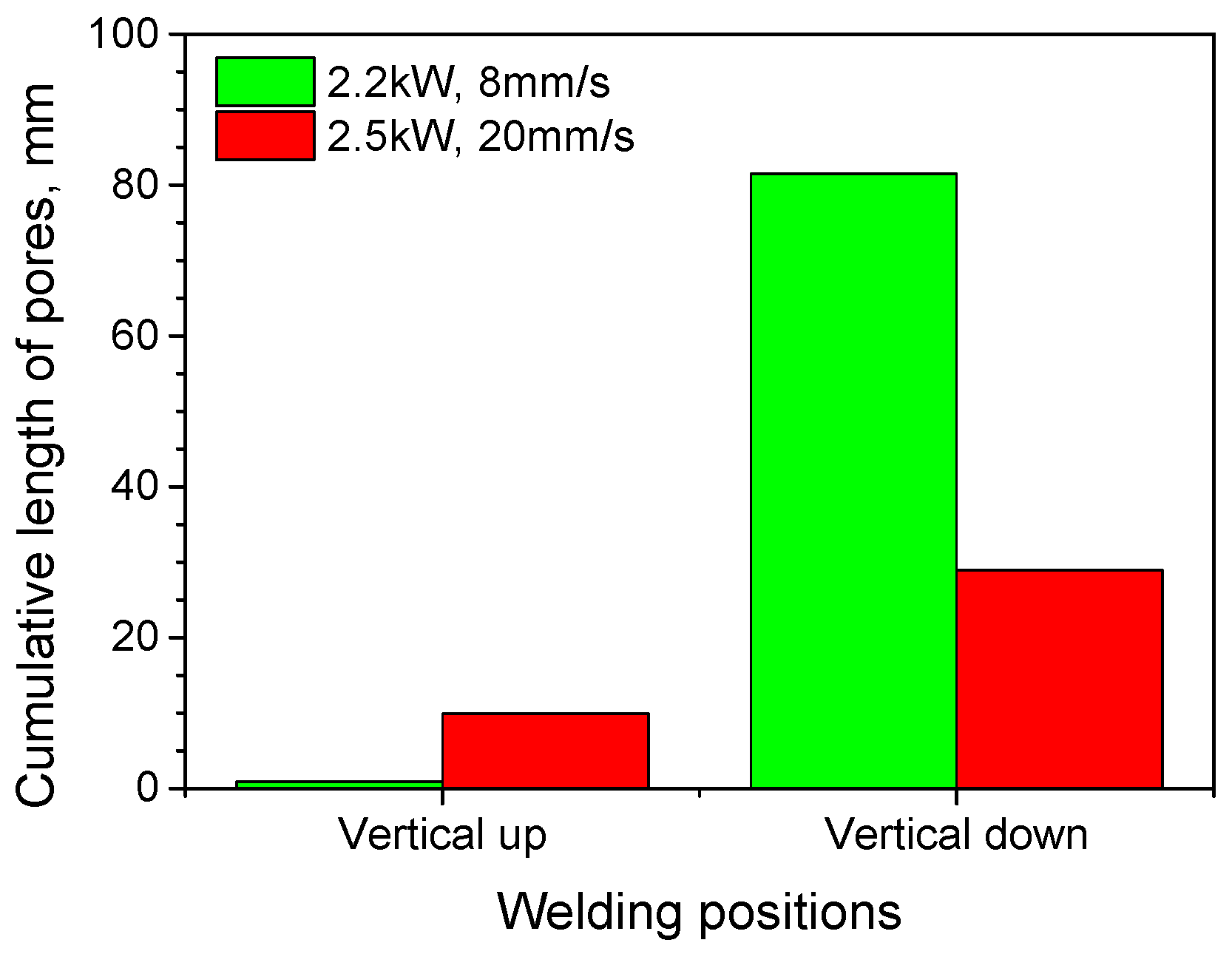
3.2. Porosity in Welds
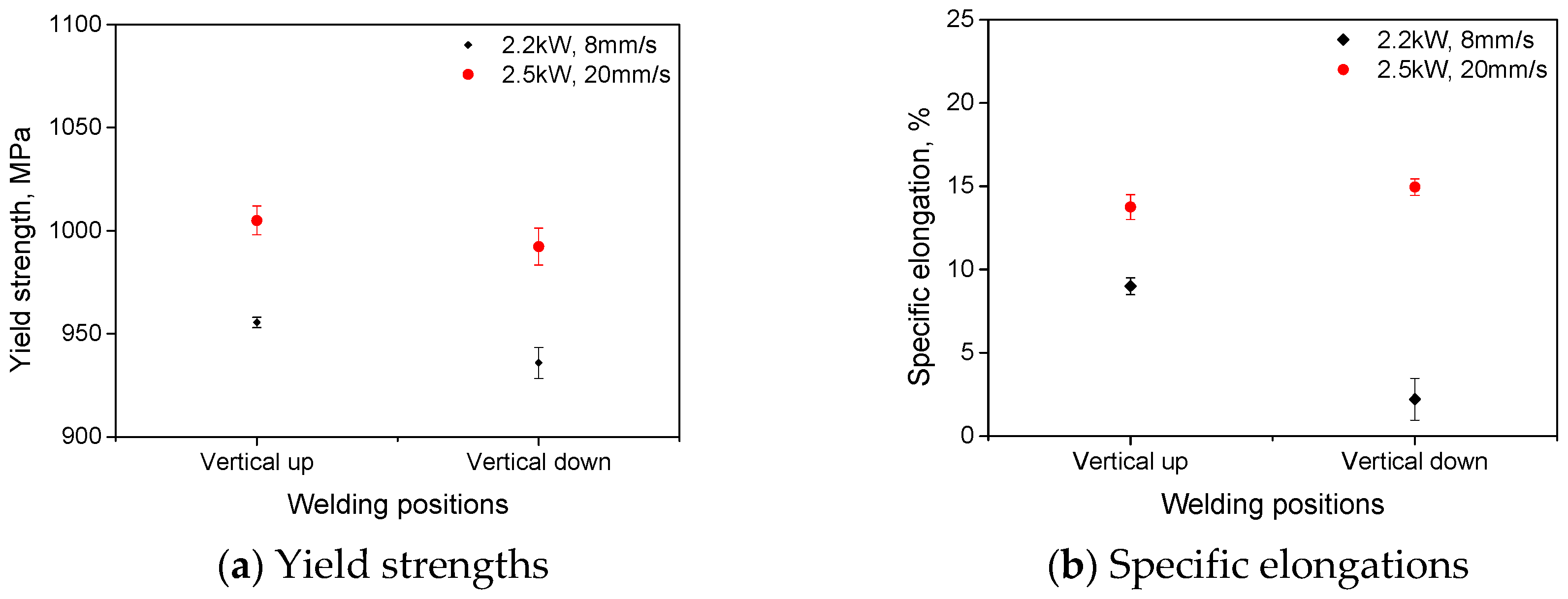
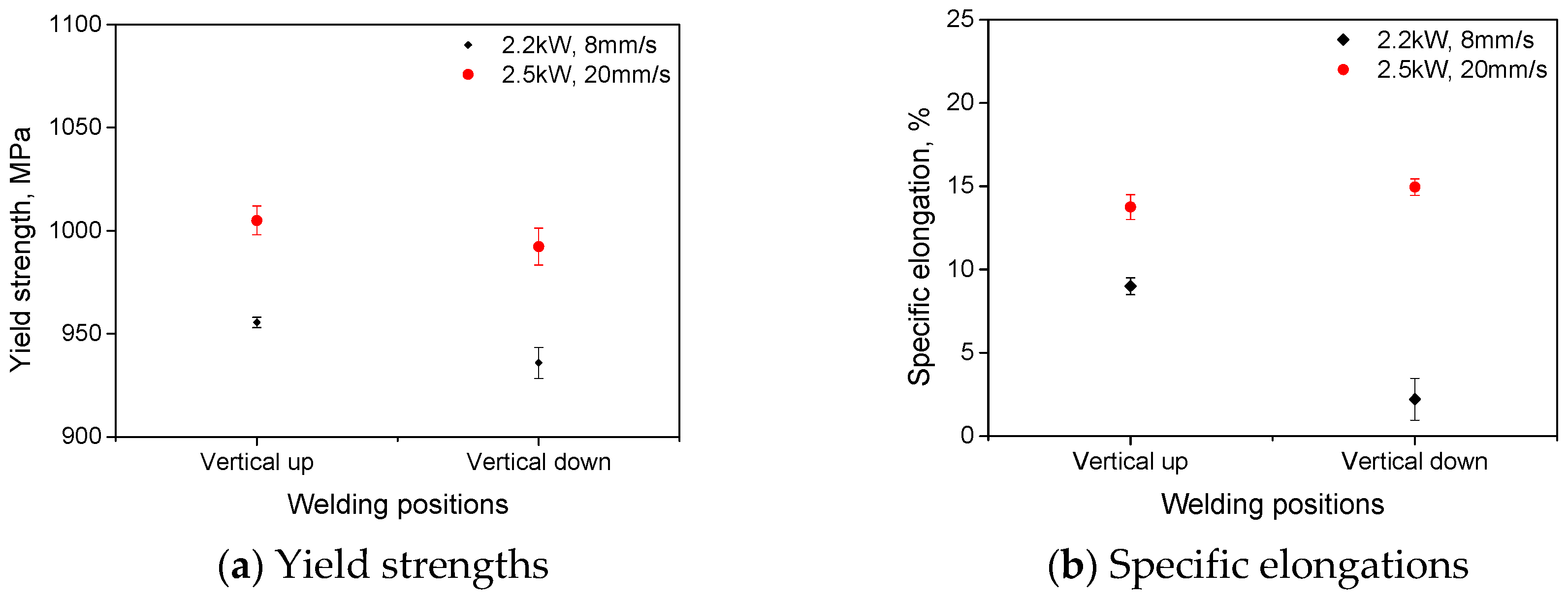
3.3. Tensile Properties of Laser Weld Joints
4. Discussion
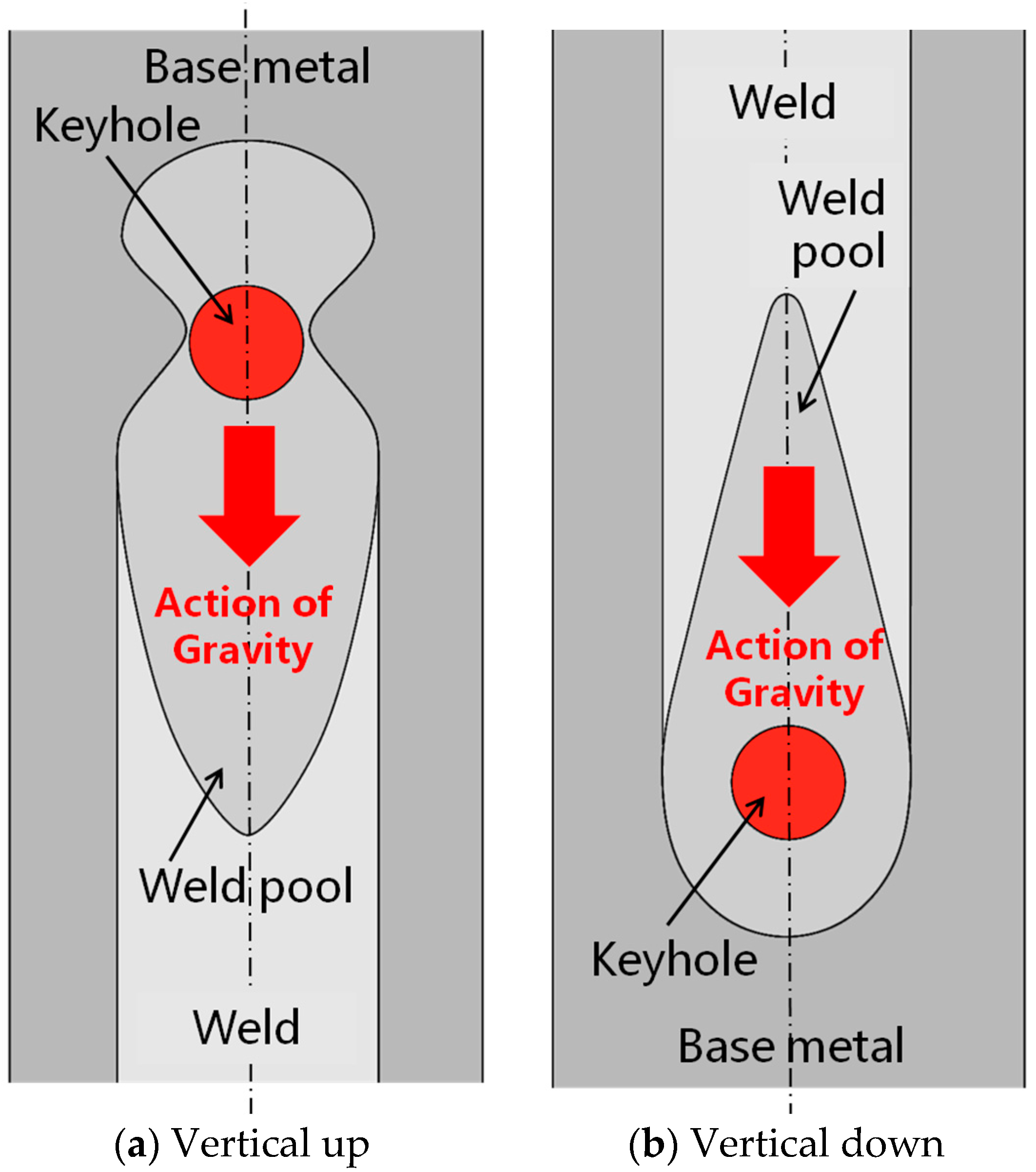
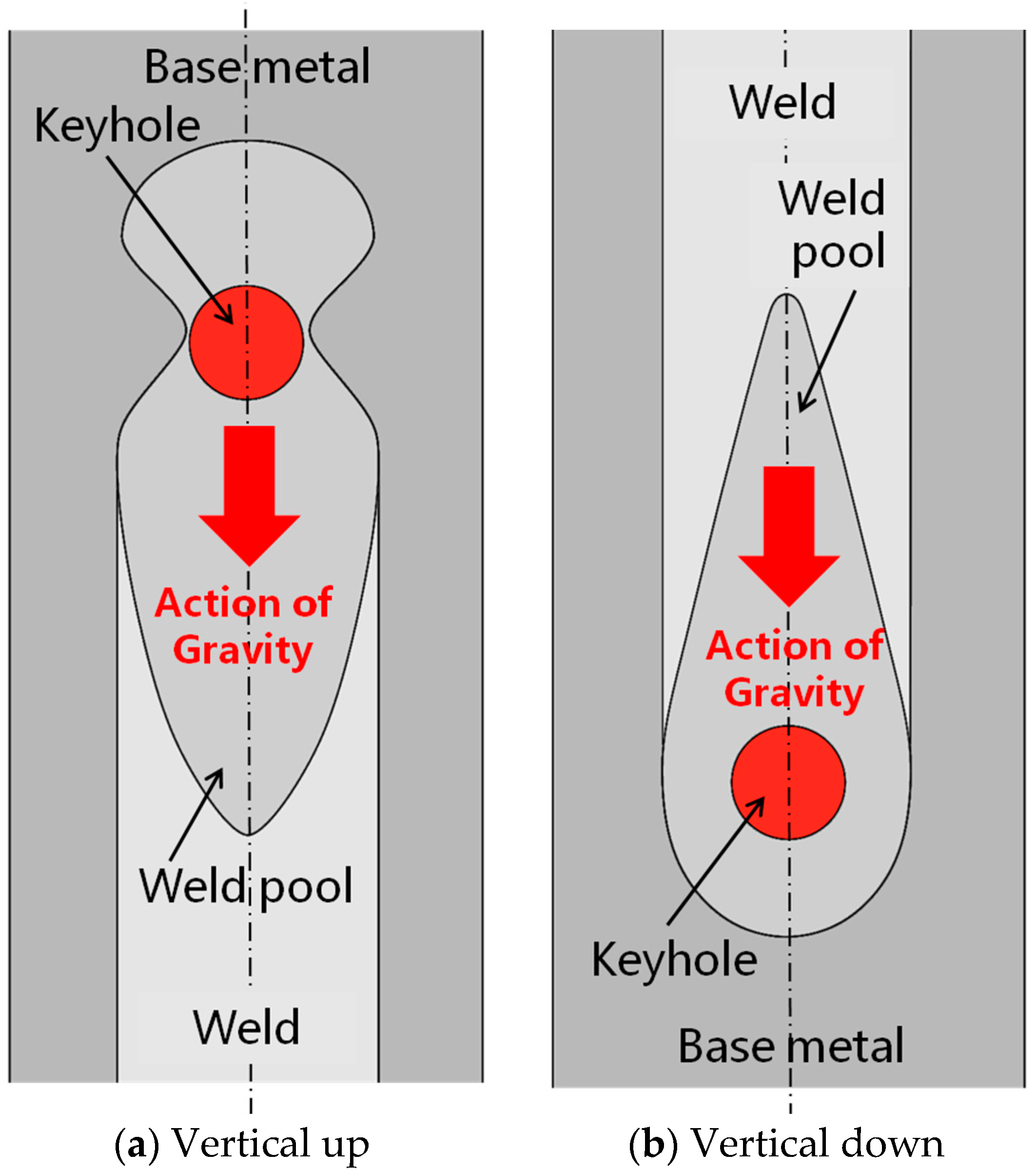
4.1. Influence of Gravity on Formation of Defects
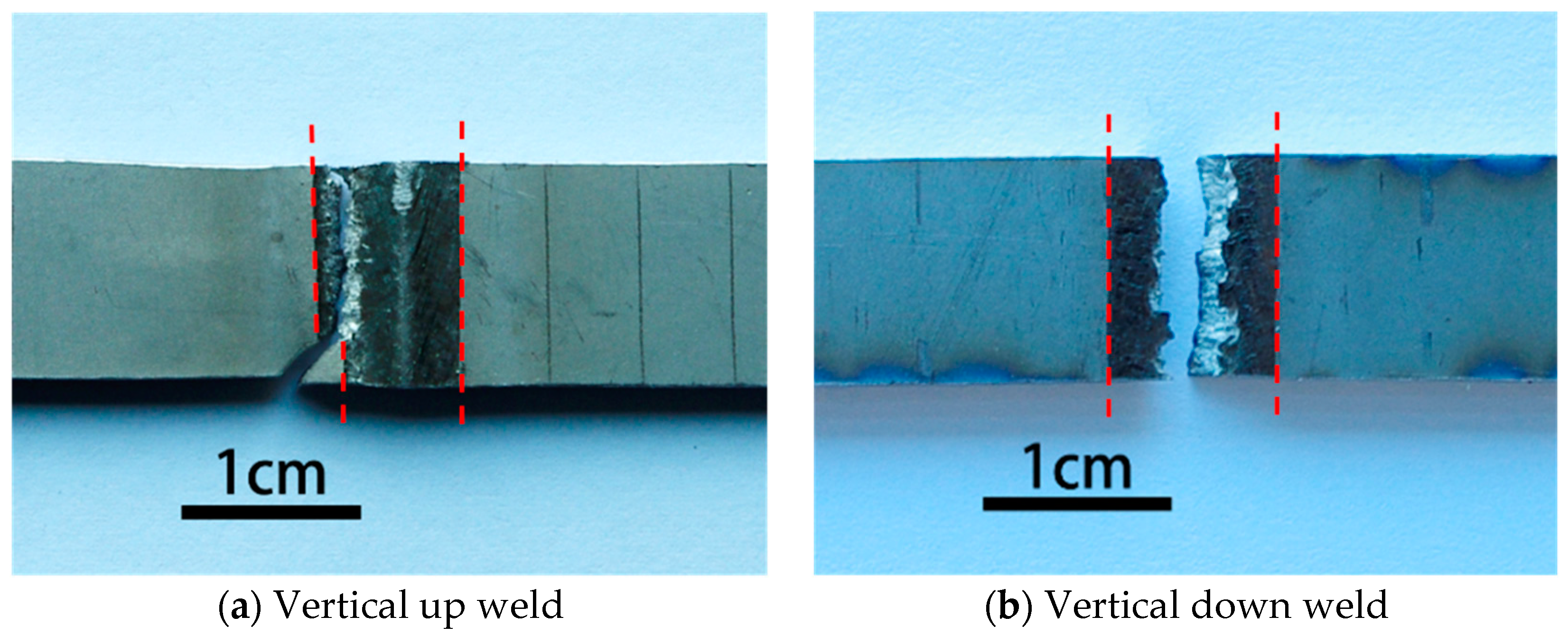
4.1.1. Influence of Gravity on Bead Appearance
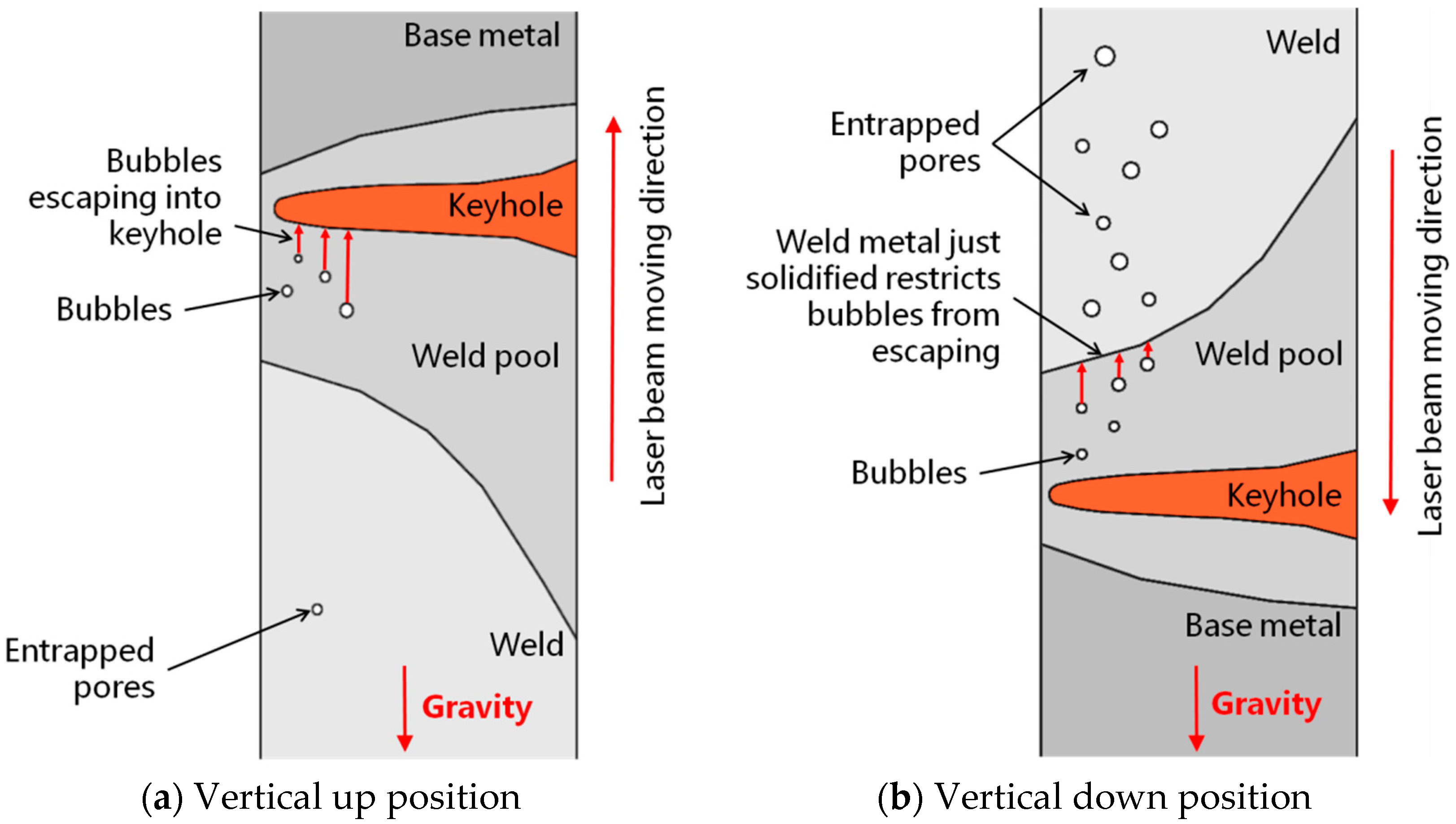
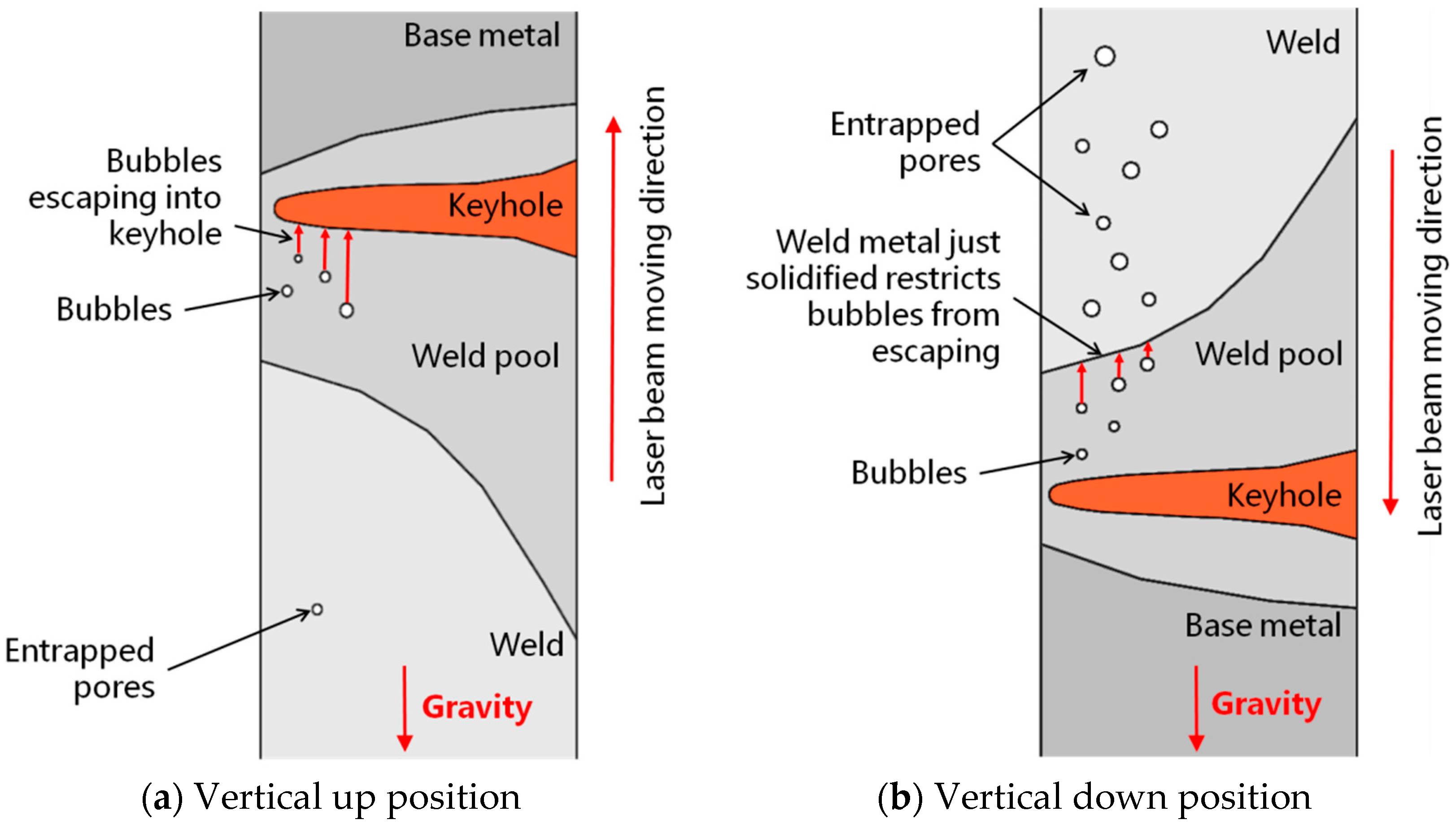
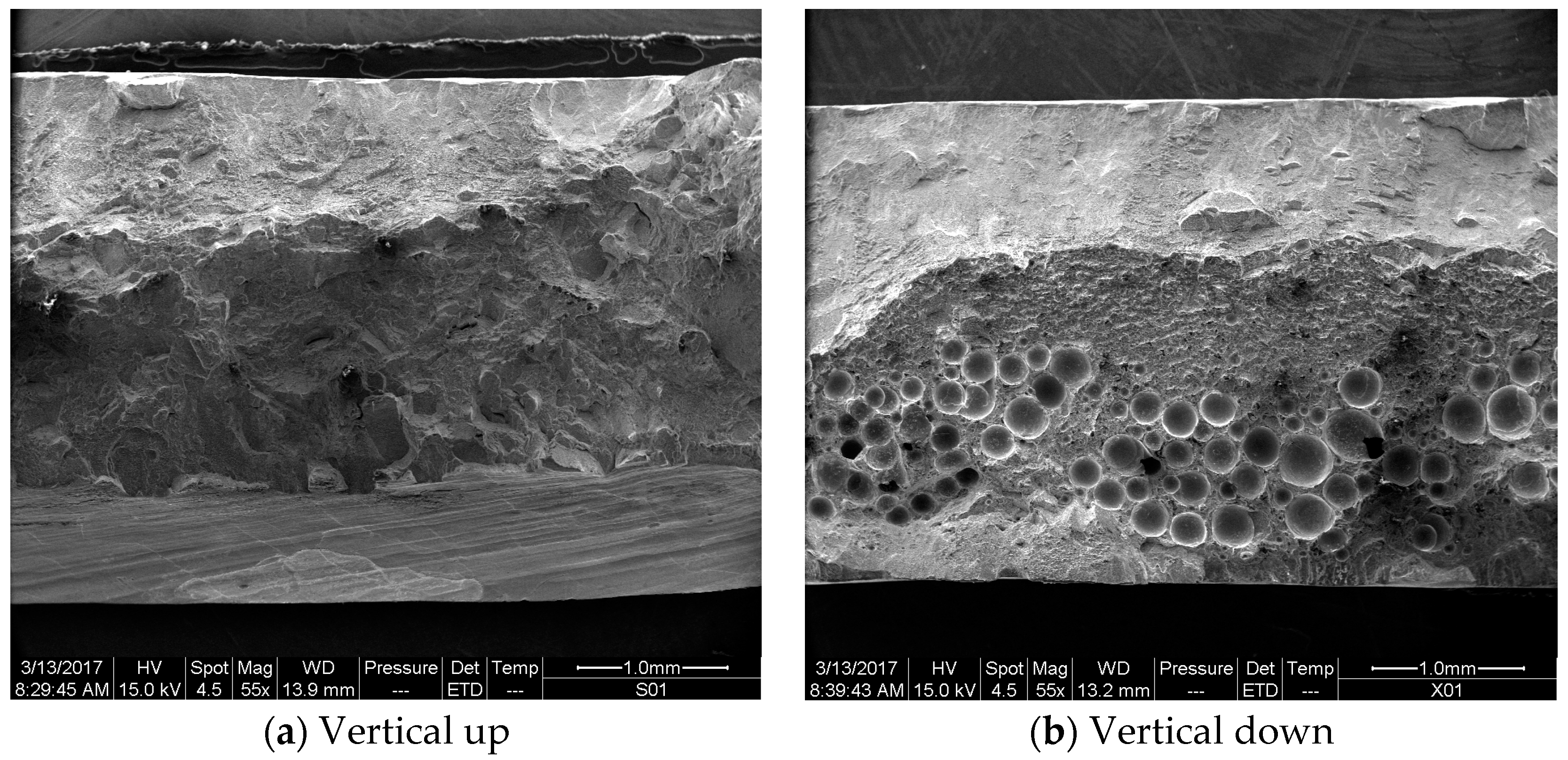
4.1.2. Influence of Gravity on Formation of Pores
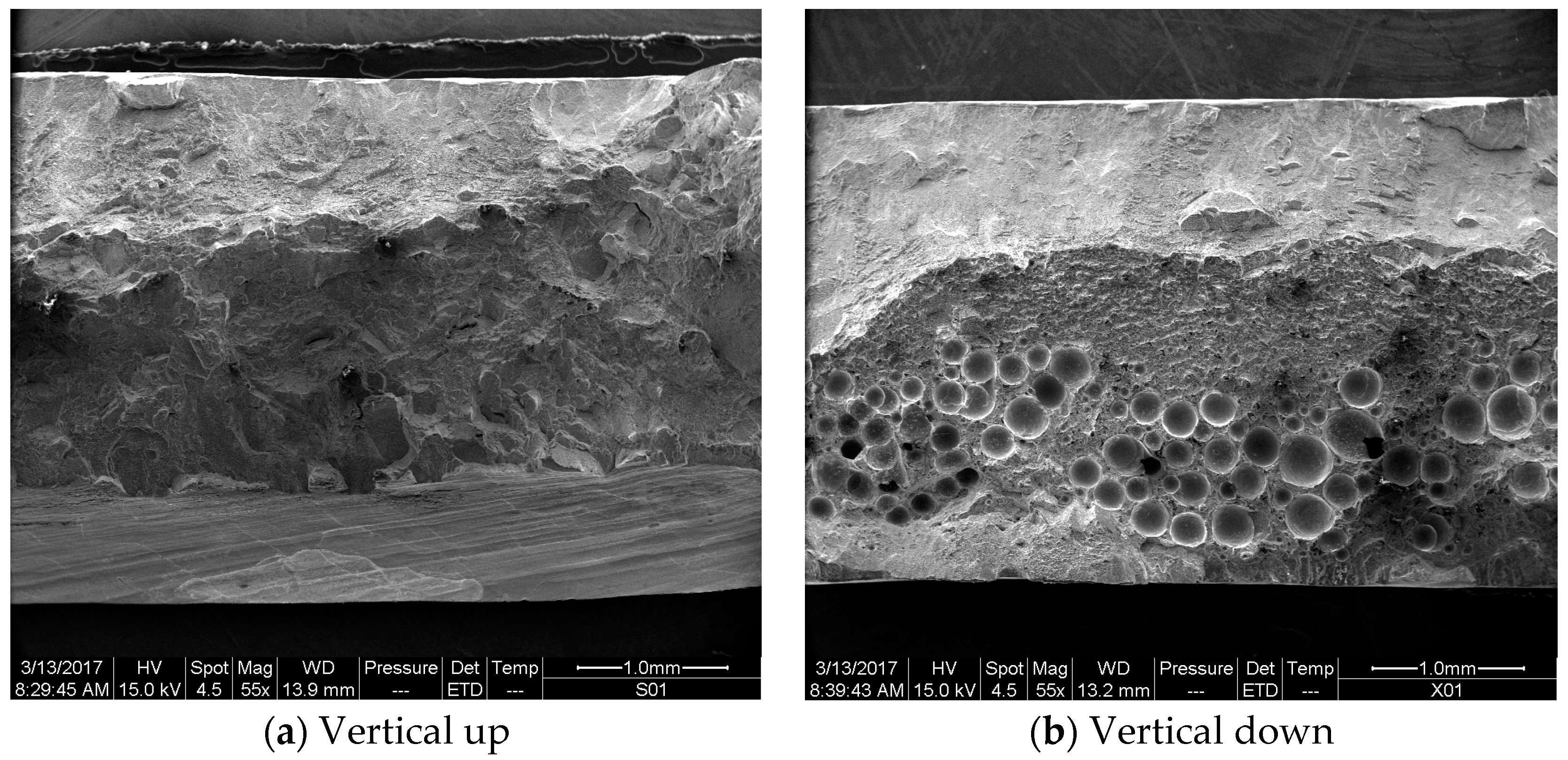
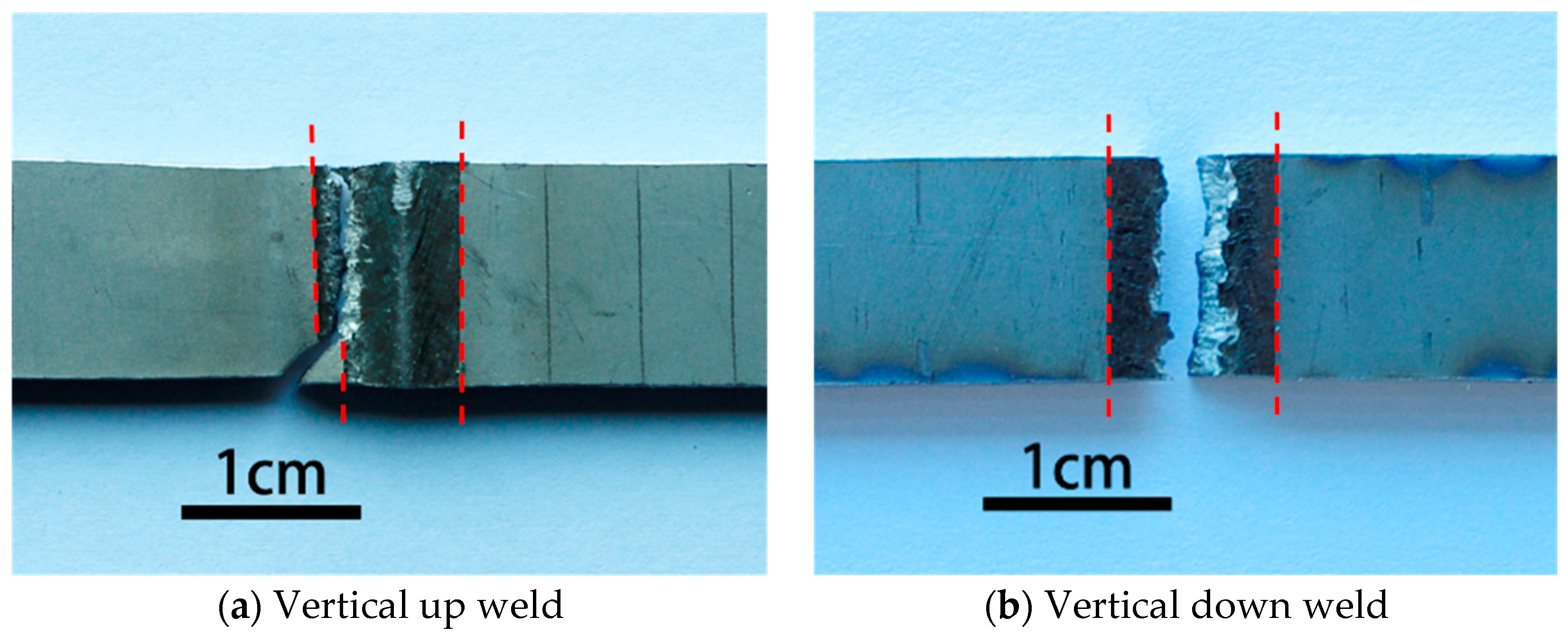
4.2. Influence of Defects on Fracture Behavior
5. Conclusions
- (1)
- The undercuts of vertical up welds were greater than those of vertical down welds for the same welding parameters in this study. Burn-through holes and inconsistent weld bead appearance formed when vertical up welding using the higher laser energy input.
- (2)
- The vertical down position could lead to more pores in laser welds than the vertical up position. Welding with the higher laser power at higher speed could reduce the porosity in vertical down welds.
- (3)
- Both undercut and porosity were detrimental to the tensile mechanical properties of welds when the higher heat input was used. The vertical up weld fractured through the greatest undercut, while the vertical down weld fractured through the most severe porosity.
- (4)
- Irrespective of welding positions studied, all laser joints welded using the lower energy input failed from the base metal, and had higher yield strengths and better ductility than those welded using the higher energy input, which failed from the weld metal.
- (5)
- For both vertical up and vertical down welding, it is suggested that relatively high laser powers in combination with high travelling speeds are employed for better welds.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Gao, M.; Chen, C.; Gu, Y.Z.; Zeng, X.Y. Microstructure and Tensile Behavior of Laser Arc Hybrid Welded Dissimilar Al and Ti Alloys. Materials 2014, 7, 1590–1602. [Google Scholar] [CrossRef] [PubMed]
- Cao, X.; Jahazi, M.; Immarigeon, J.P.; Wallace, W. A review of laser welding techniques for magnesium alloys. J. Mater. Process. Technol. 2006, 171, 188–204. [Google Scholar] [CrossRef]
- Guo, W.; Liu, Q.; Francis, J.A.; Crowther, D.; Thompson, A.; Liu, Z.; Li, L. Comparison of laser welds in thick section S700 high-strength steel manufactured in flat (1G) and horizontal (2G) positions. CIRP Ann. Manuf. Technol. 2015, 64, 197–200. [Google Scholar] [CrossRef]
- Shen, X.F.; Li, L.; Guo, W.; Teng, W.H.; He, W.P. Comparison of processing window and porosity distribution in laser welding of 10 mm thick 30CrMnSiA ultrahigh strength between flat (1G) and horizontal (2G) positions. J. Laser Appl. 2016, 28, 022418. [Google Scholar] [CrossRef]
- Sohail, M.; Han, S.W.; Na, S.J.; Gumenyuk, A.; Rethmeier, M. Numerical investigation of energy input characteristics for high-power fiber laser welding at different positions. Int. J. Adv. Manuf. Technol. 2015, 80, 931–946. [Google Scholar] [CrossRef]
- Chang, B.H.; Yuan, Z.; Pu, H.T.; Li, H.G.; Cheng, H.; Du, D.; Shan, J.G. A comparative study on the laser welding of ti6al4v alloy sheets in flat and horizontal positions. Appl. Sci. 2017, 7, 376. [Google Scholar] [CrossRef]
- Mazumder, J.; Steen, W.M. Microstructure and Mechanical Properties of Laser Welded Titanium 6Al-4V. Metall. Trans. A 1982, 13A, 865–871. [Google Scholar] [CrossRef]
- Li, Z.; Gobbi, S.L.; Norris, I.; Zolotovsky, S.; Richter, K.H. Laser welding techniques for titanium alloy sheet. J. Mater. Process. Technol. 1997, 65, 203–208. [Google Scholar] [CrossRef]
- Cao, X.; Jahazi, M. Effect of welding speed on butt joint quality of Ti-6Al-4V alloy welded using a high-power Nd:YAG laser. Opt. Lasers Eng. 2009, 47, 1231–1241. [Google Scholar] [CrossRef]
- Akman, E.; Demir, A.; Canel, T.; Sınmazçelik, T. Laser welding of Ti6Al4V titanium alloys. J. Mater. Process. Technol. 2009, 209, 3705–3713. [Google Scholar] [CrossRef]
- Gao, X.L.; Zhang, L.J.; Liu, J.; Zhang, J.X. A comparative study of pulsed Nd:YAG laser welding and TIG welding of thin Ti6Al4V titanium alloy plate. Mater. Sci. Eng. A 2013, 559, 14–21. [Google Scholar] [CrossRef]
- Balasubramanian, T.S.; Balakrishnan, M.; Balasubramanian, V.; Muthu Manickam, M.A. Influence of welding processes on microstructure, tensile and impact properties of Ti-6Al-4V alloy joints. Trans. Nonferrous Met. Soc. China 2011, 21, 1253–1262. [Google Scholar] [CrossRef]
- Caiazzo, F.; Alfieri, V.; Corrado, G.; Cardaropoli, F.; Sergi, V. Investigation and optimization of laser welding of Ti-6Al-4V titanium alloy plates. J. Manuf. Sci. Eng. 2013, 135, 061012. [Google Scholar] [CrossRef]
- Casalino, G.; Mortello, M.; Campanelli, S.L. Ytterbium fiber laser welding of Ti6Al4V alloy. J. Manuf. Process. 2015, 20, 250–256. [Google Scholar] [CrossRef]
- Casalino, G.; Mortello, M. A FEM model to study the fiber laser welding of Ti6Al4V thin sheets. Int. J. Adv. Manuf. Technol. 2016, 86, 1339–1346. [Google Scholar] [CrossRef]
- Casalinoa, G.; Mortelloa, M.; Peyreb, P. Yb-YAG laser offset welding of AA5754 and T40 butt joint. J. Mater. Process. Technol. 2015, 223, 139–149. [Google Scholar] [CrossRef]
- Casalino, G.; Mortello, M. Modeling and experimental analysis of fiber laser offset welding of Al-Ti butt joints. Int. J. Adv. Manuf. Technol. 2016, 83, 89–98. [Google Scholar] [CrossRef]
- Tsukamoto, S. High speed imaging technique part 2—High speed imaging of power beam welding phenomena. Sci. Technol. Weld. Join. 2011, 16, 44–55. [Google Scholar] [CrossRef]
- Seto, N.; Katayama, S.; Matsunawa, A. Porosity formation mechanism and suppression procedure in laser welding of aluminium alloys. Weld. Int. 2001, 15, 191–202. [Google Scholar] [CrossRef]
- Chang, B.H.; Allen, C.; Blackburn, J.; Hilton, P.; Du, D. Fluid Flow Characteristics and Porosity Behavior in Full Penetration Laser Welding of a Titanium Alloy. Metall. Mater. Trans. B 2015, 46B, 906–918. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition | Mechanical Properties | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Elements | Al | V | Fe | C | N | H | O | Ti | σy/MPa | σb/MPa | δ5/% |
| Content, wt % | 5.8 | 4.0 | 0.2 | 0.05 | 0.03 | 0.011 | 0.19 | Bal. | 955.2 | 1018.3 | 15.1 |
| Welding Positions | No. of Butt Welds | Laser Beam Power, W | Traveling Speed, m/min | Heat Input, kJ/m |
|---|---|---|---|---|
| Vertical up | U01 | 2200 | 0.5 | 275 |
| U02 | 2500 | 1.2 | 125 | |
| Vertical down | D01 | 2200 | 0.5 | 275 |
| D02 | 2500 | 1.2 | 125 |
| Welding Position | No. of Butt Welds | Face Undercut | Root Undercut |
|---|---|---|---|
| Vertical up | U01 | 77.2 | 119.9 |
| U02 | 116.2 | 47.0 | |
| Vertical down | D01 | 0.0 | 0.0 |
| D02 | 38.5 | 13.7 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chang, B.; Yuan, Z.; Pu, H.; Li, H.; Cheng, H.; Du, D.; Shan, J. Study of Gravity Effects on Titanium Laser Welding in the Vertical Position. Materials 2017, 10, 1031. https://doi.org/10.3390/ma10091031
Chang B, Yuan Z, Pu H, Li H, Cheng H, Du D, Shan J. Study of Gravity Effects on Titanium Laser Welding in the Vertical Position. Materials. 2017; 10(9):1031. https://doi.org/10.3390/ma10091031
Chicago/Turabian StyleChang, Baohua, Zhang Yuan, Haitao Pu, Haigang Li, Hao Cheng, Dong Du, and Jiguo Shan. 2017. "Study of Gravity Effects on Titanium Laser Welding in the Vertical Position" Materials 10, no. 9: 1031. https://doi.org/10.3390/ma10091031
APA StyleChang, B., Yuan, Z., Pu, H., Li, H., Cheng, H., Du, D., & Shan, J. (2017). Study of Gravity Effects on Titanium Laser Welding in the Vertical Position. Materials, 10(9), 1031. https://doi.org/10.3390/ma10091031