
Rapid Prototyping of Slot Die Devices for Roll to Roll Production of EL Fibers


Abstract
:1. Introduction
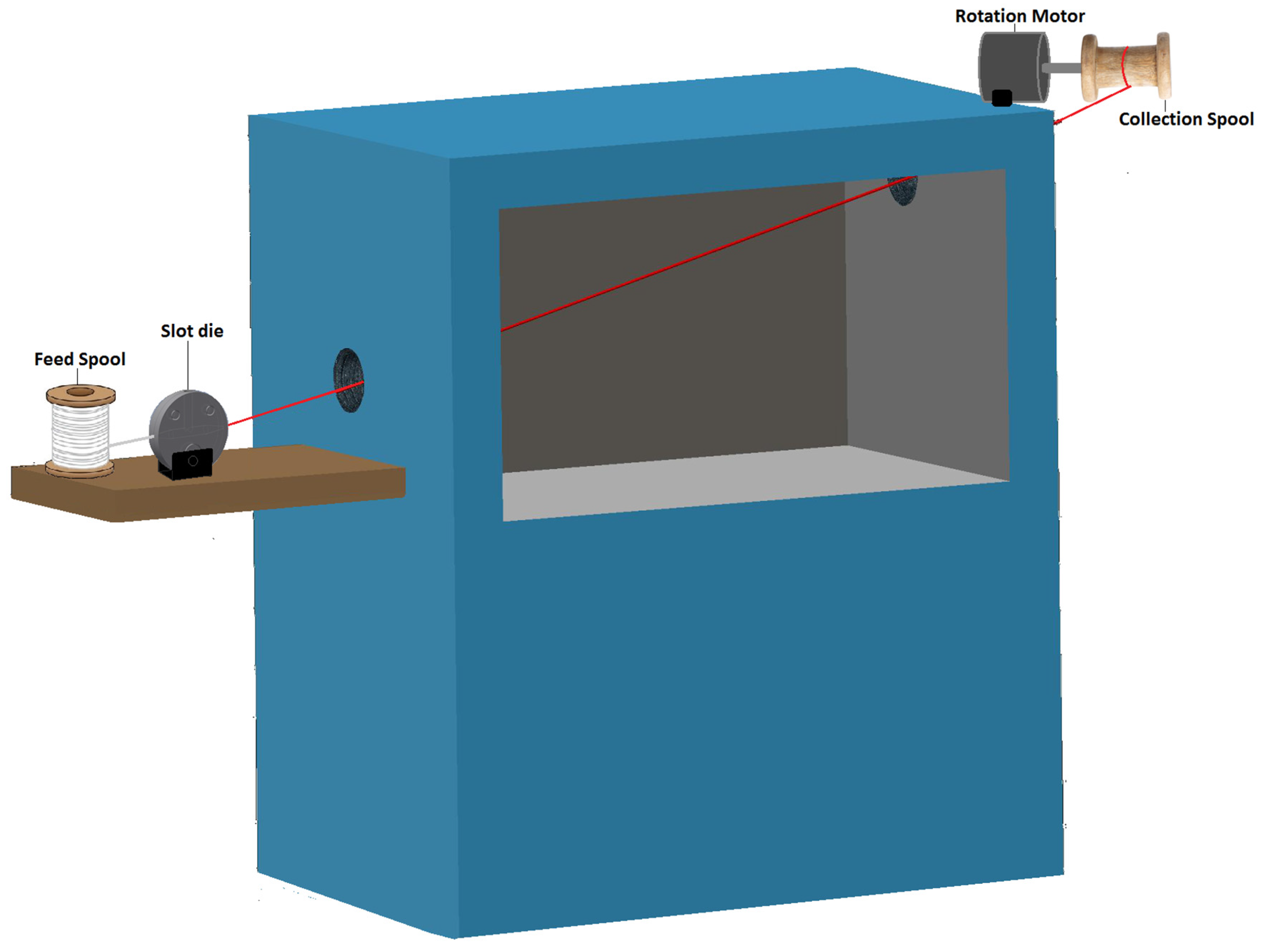
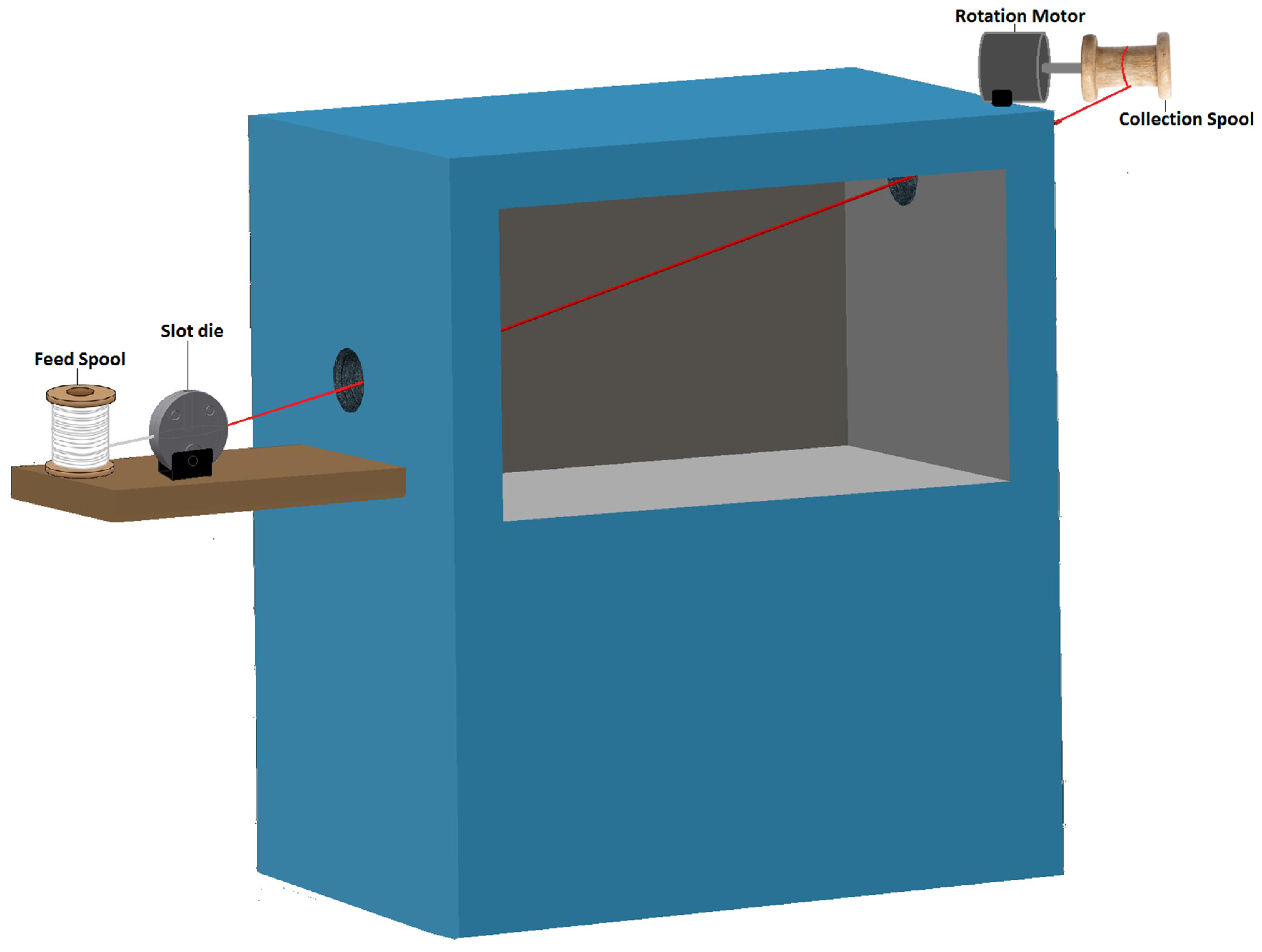
2. Design of Coating System
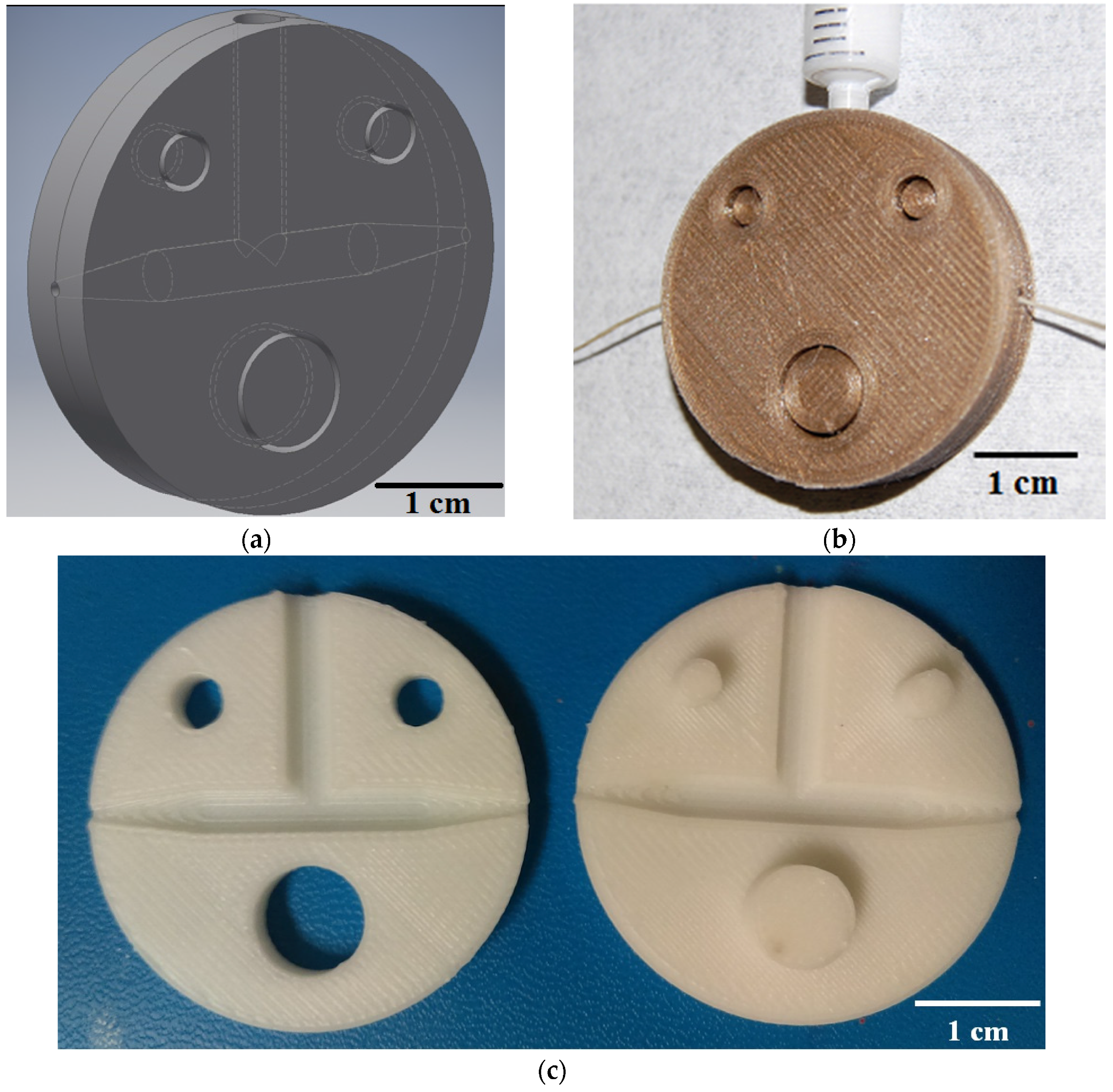
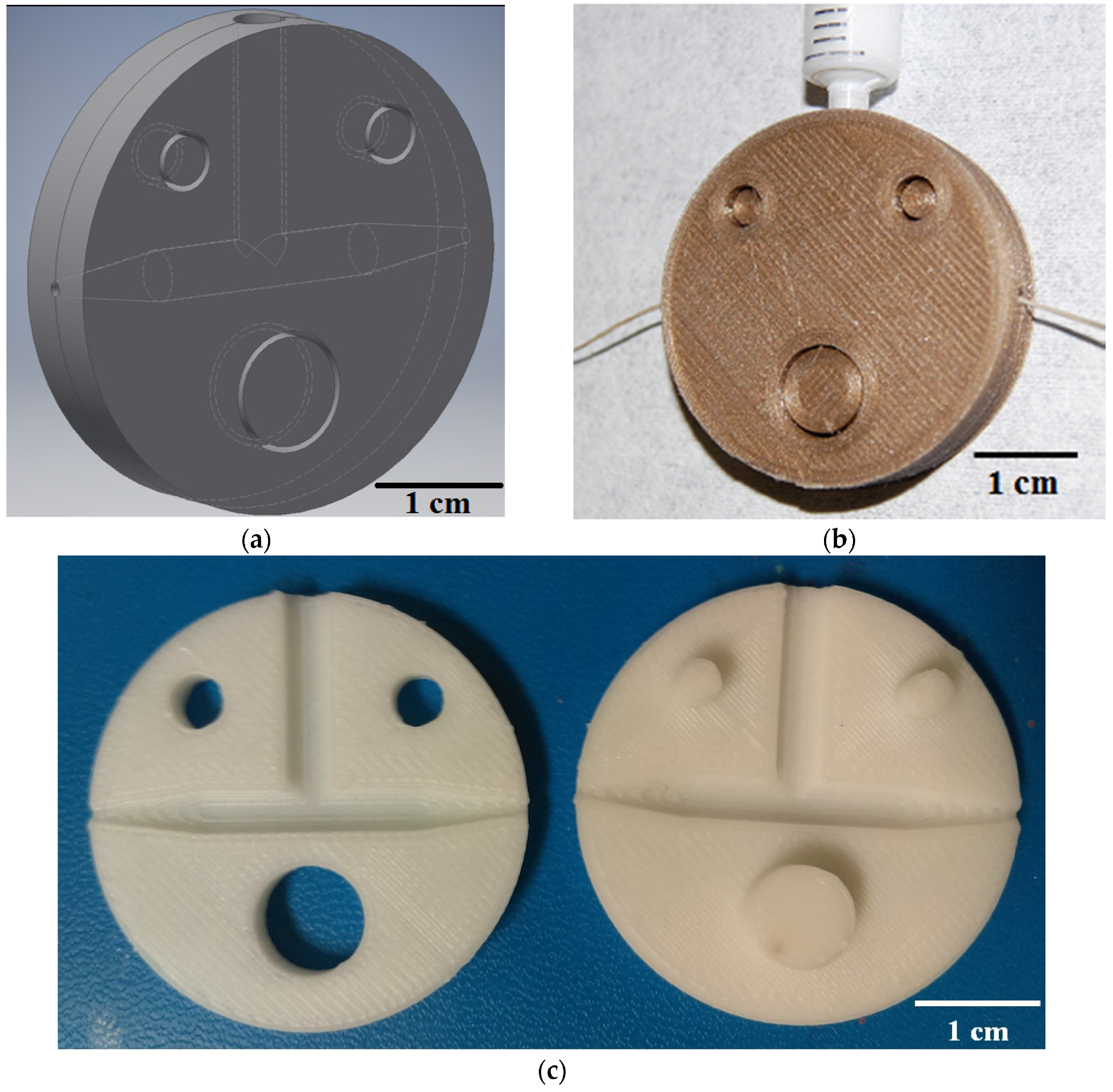
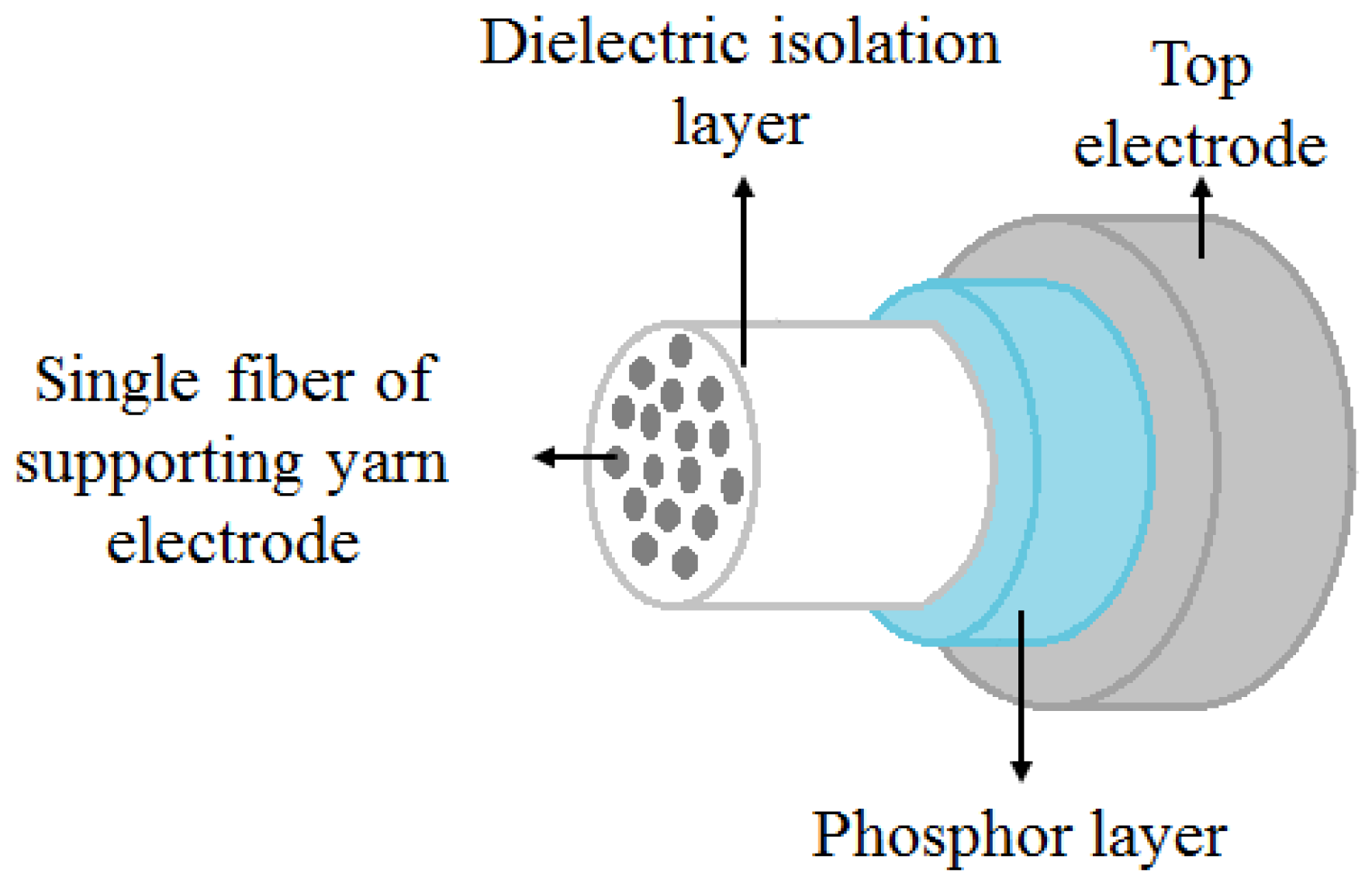
Design of 3D-Printed Slot Die for EL Fiber Production
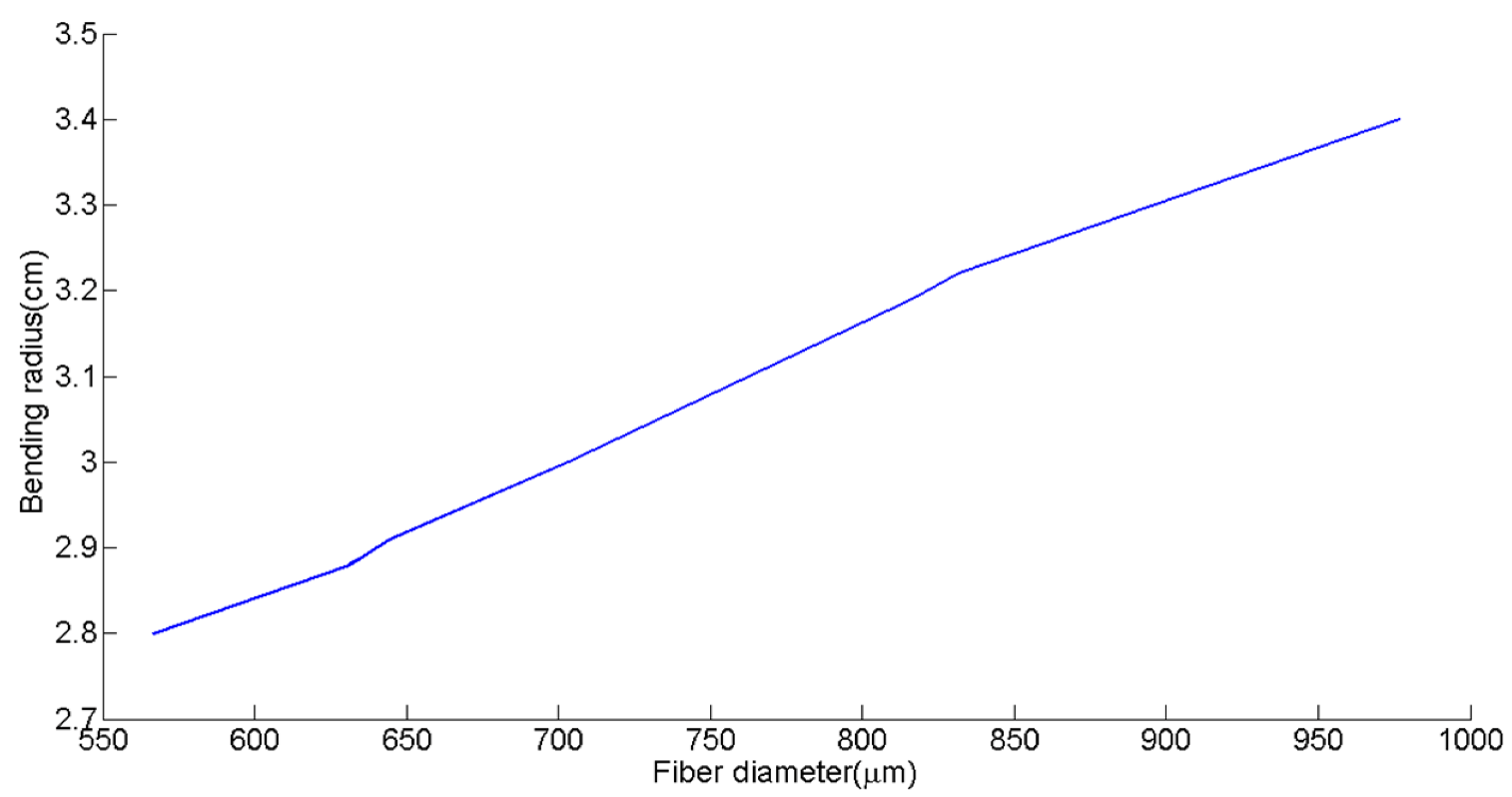
3. Results and Discussion
Speed of EL Fiber Production
4. Materials and Methods
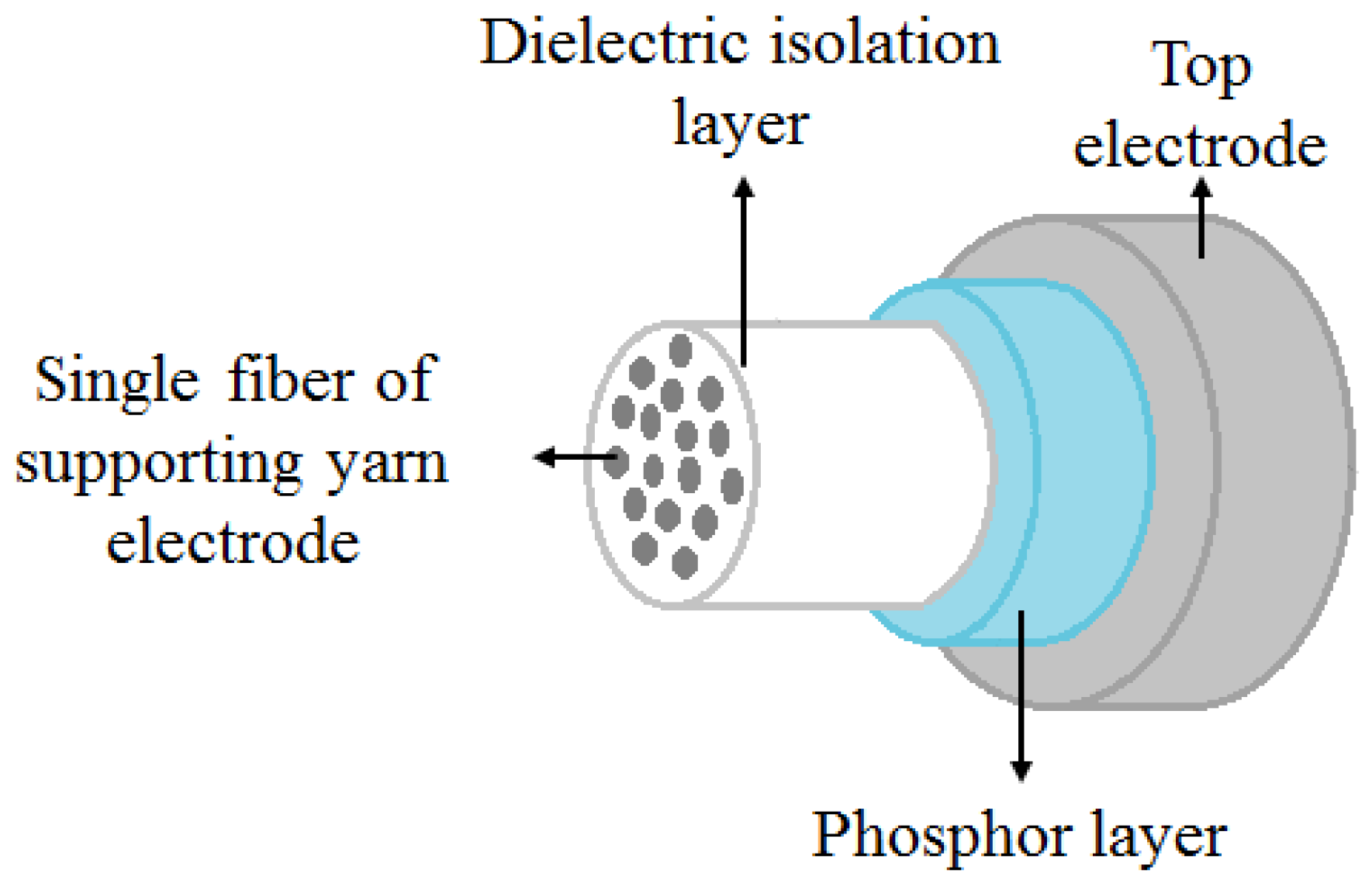
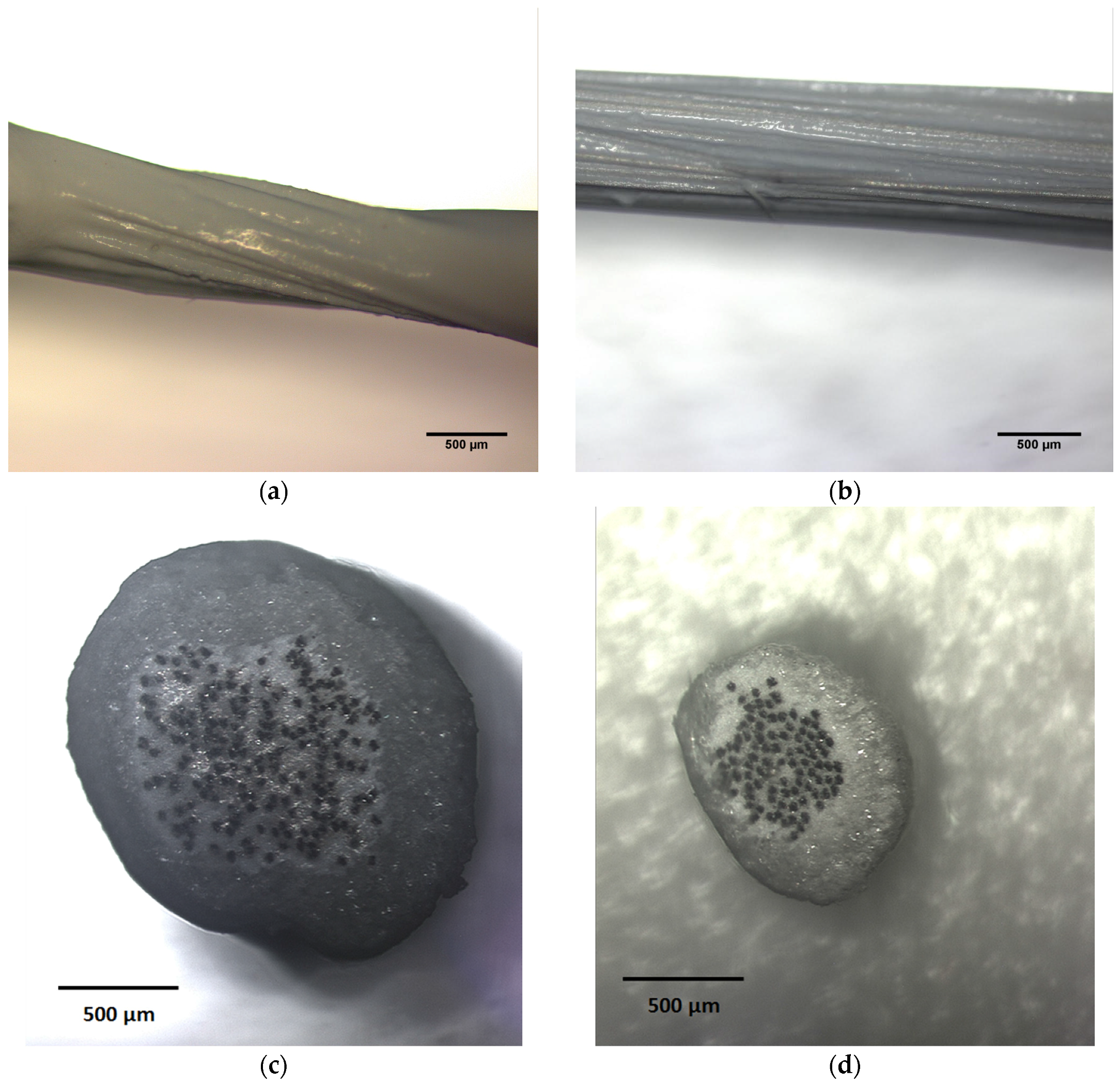
4.1. EL Fiber Fabrication
4.2. Slot Die Fabrication
4.3. Characterization Procedures
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Patron, D.; Kurzweg, T.; Fontecchio, A.; Dion, G.; Dandekar, K.R. Wireless strain sensor through a flexible tag antenna employing inductively-coupled RFID microchip. In Proceedings of the 2014 IEEE 15th Annual IEEE Wireless and Microwave Technology Conference (WAMICON), Marriott Waterside Hotel and Marina Tampa, FL, USA, 6 June 2014; IEEE: New York, NY, USA, 2014; pp. 1–3. [Google Scholar]
- Jost, K.; Perez, C.R.; McDonough, J.K.; Presser, V.; Heon, M.; Dion, G.; Gogotsi, Y. Carbon coated textiles for flexible energy storage. Energy Environ. Sci. 2011, 4, 5060–5067. [Google Scholar] [CrossRef]
- Abouraddy, A.; Bayindir, M.; Benoit, G.; Hart, S. Towards multimaterial multifunctional fibres that see, hear, sense and communicate. Nat. Mater. 2007, 6, 336–347. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Z.; Guo, K.; Li, Y.; Li, X.; Guan, G.; Li, H.; Luo, Y.; Zhao, F.; Zhang, Q.; Wei, B.; et al. A colour-tunable, weavable fibre-shaped polymer light-emitting electrochemical cell. Nature 2015, 9, 1–31. [Google Scholar] [CrossRef]
- Dias, T.; Monaragala, R. Development and analysis of novel electroluminescent yarns and fabrics for localized automotive interior illumination. Text. Res. J. 2012, 82, 1164–1176. [Google Scholar] [CrossRef]
- O’Connor, B.; Pipe, K.; Shtein, M. Fiber based organic photovoltaic devices. Appl. Phys. Lett. 2008, 92, 193306. [Google Scholar] [CrossRef]
- Yang, H.; Lightner, C.R.; Dong, L. Light-emitting coaxial nanofibers. ACS Nano 2012, 6, 622–628. [Google Scholar] [CrossRef] [PubMed]
- O’Connor, B.; An, K.H.; Zhao, Y.; Pipe, K.P.; Shtein, M. Fiber Shaped Light Emitting Device. Adv. Mater. 2007, 19, 3897–3900. [Google Scholar] [CrossRef]
- Könyves-Toth, T.; Gassmann, A.; von Seggern, H. The Challenge of Producing Fiber-Based Organic Electronic Devices. Materials 2014, 7, 5254–5267. [Google Scholar] [CrossRef]
- Kwon, S.; Kim, W.; Kim, H.; Choi, S.; Park, B.-C.; Kang, S.-H.; Choi, K.C. High Luminance Fiber-Based Polymer Light-Emitting Devices by a Dip-Coating Method. Adv. Electron. Mater. 2015. [Google Scholar] [CrossRef]
- Coyle, J.P.; Li, B.; Dion, G.; Fontecchio, A.K. Direct integration of a 4-pixel emissive display into a knit fabric matrix. Proc. SPIE Adv. Disp. Technol. III 2013, 8643, 864308. [Google Scholar]
- Scriven, L. Physics and applications of dip coating and spin coating. MRS Proc. 1988. [Google Scholar] [CrossRef]
- Cochrane, C.; Meunier, L.; Kelly, F.M.; Koncar, V. Flexible displays for smart clothing: Part I—Overview. Indian J. Fibre Text. Res. 2011, 36, 422–428. [Google Scholar]
- Kostic, M.M.; Reifschneider, L.G. Design of Extrusion Dies. Encycl. Chem. Process. 2006. [Google Scholar] [CrossRef]
- Bredol, M.; Dieckhoff, H.S. Materials for Powder-Based AC-Electroluminescence. Materials 2010, 3, 1353–1374. [Google Scholar] [CrossRef]
- Dias, T. Electronic Textiles: Smart Fabrics and Wearable Technology; Woodhead Publishing: Cambridge, UK, 2015. [Google Scholar]
- Dupont. Processing Guide for DuPont Luxprint® Electroluminescent Inks; Dupont: Wilmington, DE, USA, 2012. [Google Scholar]
- Campbell, T.; Williams, C.; Ivanova, O.; Garrett, B. Could 3D Printing Change the World; Atlantic Council: Washington, DC, USA, 2011. [Google Scholar]
- Horn, T.; Harrysson, O. Overview of current additive manufacturing technologies and selected applications. Sci. Prog. 2012, 95, 255–282. [Google Scholar] [CrossRef] [PubMed]
- Brinker, C.J. Dip Coating. In Chemical Solution Deposition of Functional Oxide Thin Films; Springer: Vienna, Austria, 2013. [Google Scholar]
- Ruschak, K.J. Limiting flow in a pre-metered coating device. Chem. Eng. Sci. 1976, 31, 1057–1060. [Google Scholar] [CrossRef]
- Ding, X.; Liu, J.; Harris, T.A.L. A review of the operating limits in slot die coating processes. AIChE J. 2016, 62, 2508–2524. [Google Scholar] [CrossRef]
- Carvalho, M.S.; Kheshgi, H.S. Low-flow limit in slot coating: Theory and experiments. AIChE J. 2000, 46, 1907–1917. [Google Scholar] [CrossRef]
- Miller, M.D. Slot Die Coating Technology. Available online: https://www.pstc.org/files/public/Miller09.pdf (accessed on 20 May 2017).

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Layer | Cylindrical Die Diameter (mm) | Average Thickness (µm) |
|---|---|---|
| Dielectric isolation layer | 1.2 | 37.24 ± 5.97 |
| Emitting layer | 1.36 | 98.76 ± 6.32 |
| Transparent conductive layer | 1.42 | 32.92 ± 11.89 |
| Layer | Desired Layer Thickness (µm) | Dip-Coating Speed (m/h) | Slot-Die Coating Speed (m/h) |
|---|---|---|---|
| Insulation | 40 | 0.625 | 1.472 |
| Emitting | 100 | 0.951 | 1.472 |
| Translucent conductive | 30 | 0.312 | 4.416 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bellingham, A.; Bromhead, N.; Fontecchio, A. Rapid Prototyping of Slot Die Devices for Roll to Roll Production of EL Fibers. Materials 2017, 10, 594. https://doi.org/10.3390/ma10060594
Bellingham A, Bromhead N, Fontecchio A. Rapid Prototyping of Slot Die Devices for Roll to Roll Production of EL Fibers. Materials. 2017; 10(6):594. https://doi.org/10.3390/ma10060594
Chicago/Turabian StyleBellingham, Alyssa, Nicholas Bromhead, and Adam Fontecchio. 2017. "Rapid Prototyping of Slot Die Devices for Roll to Roll Production of EL Fibers" Materials 10, no. 6: 594. https://doi.org/10.3390/ma10060594
APA StyleBellingham, A., Bromhead, N., & Fontecchio, A. (2017). Rapid Prototyping of Slot Die Devices for Roll to Roll Production of EL Fibers. Materials, 10(6), 594. https://doi.org/10.3390/ma10060594