
Development and Application of Wood Flour-Filled Polylactic Acid Composite Filament for 3D Printing



{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of WF/PLA Composite Filament
2.2. Properties Experiments of WF/PLA Composite Filament
3. Results and Discussion
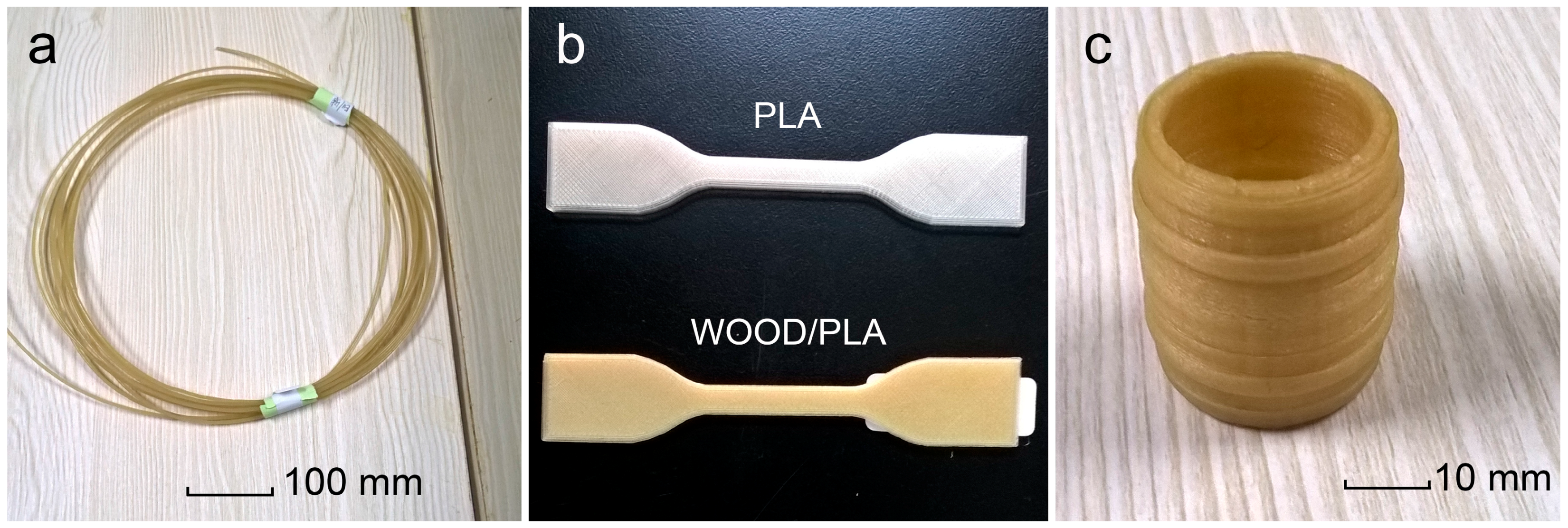
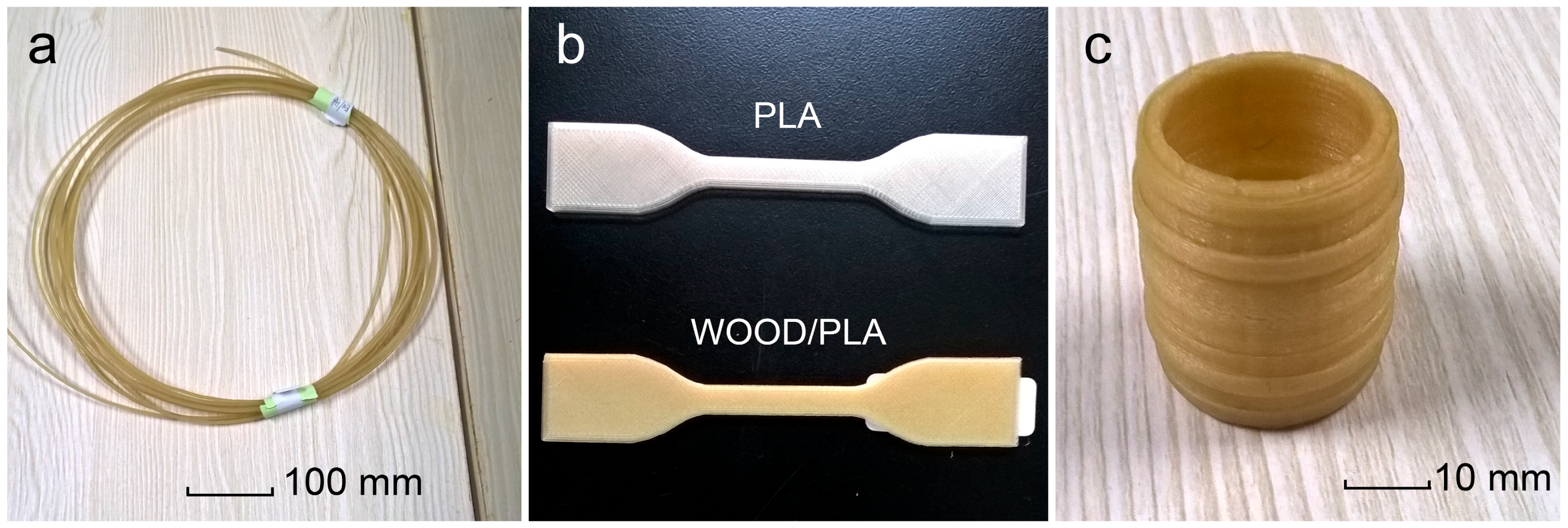
3.1. Filament and 3D Product
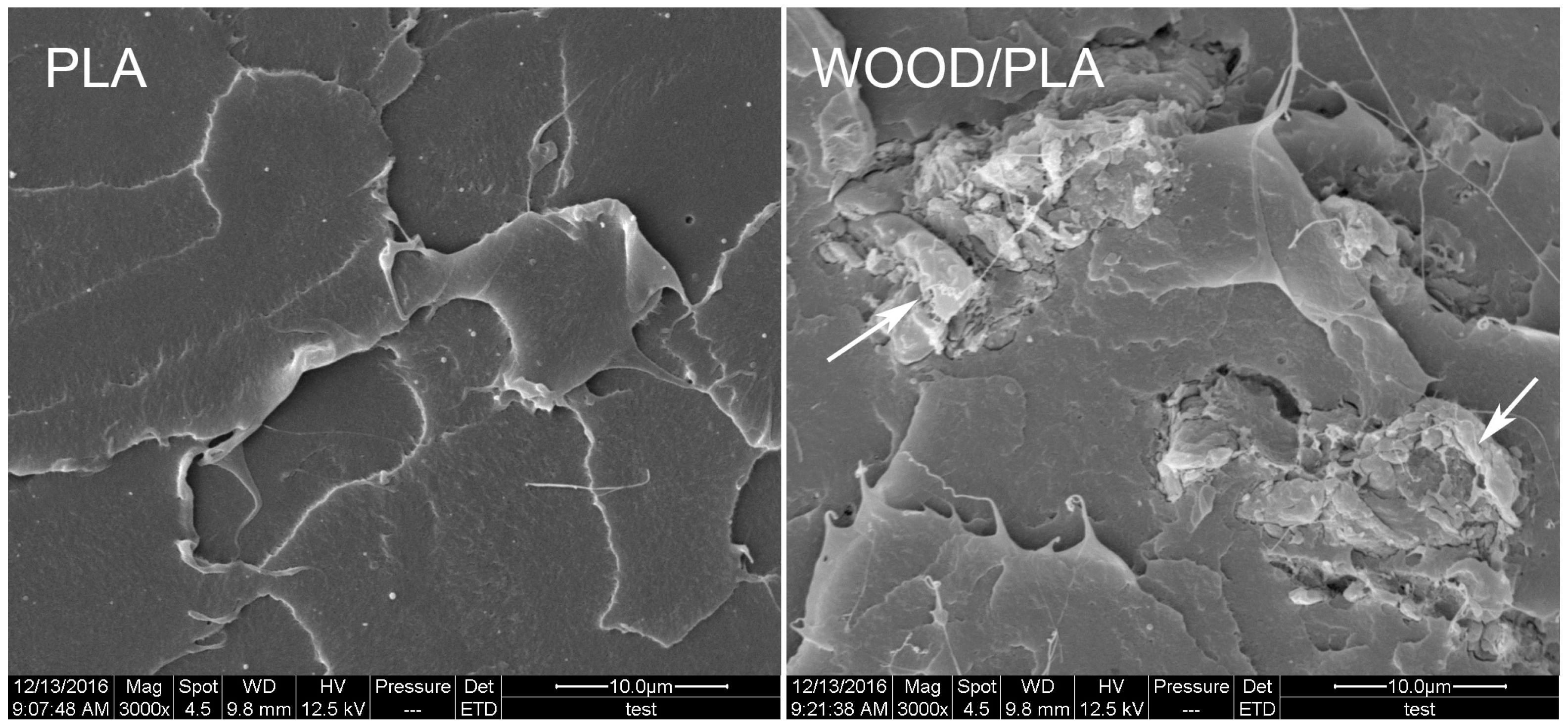
3.2. Microstructure of Pure PLA and Composite Filament
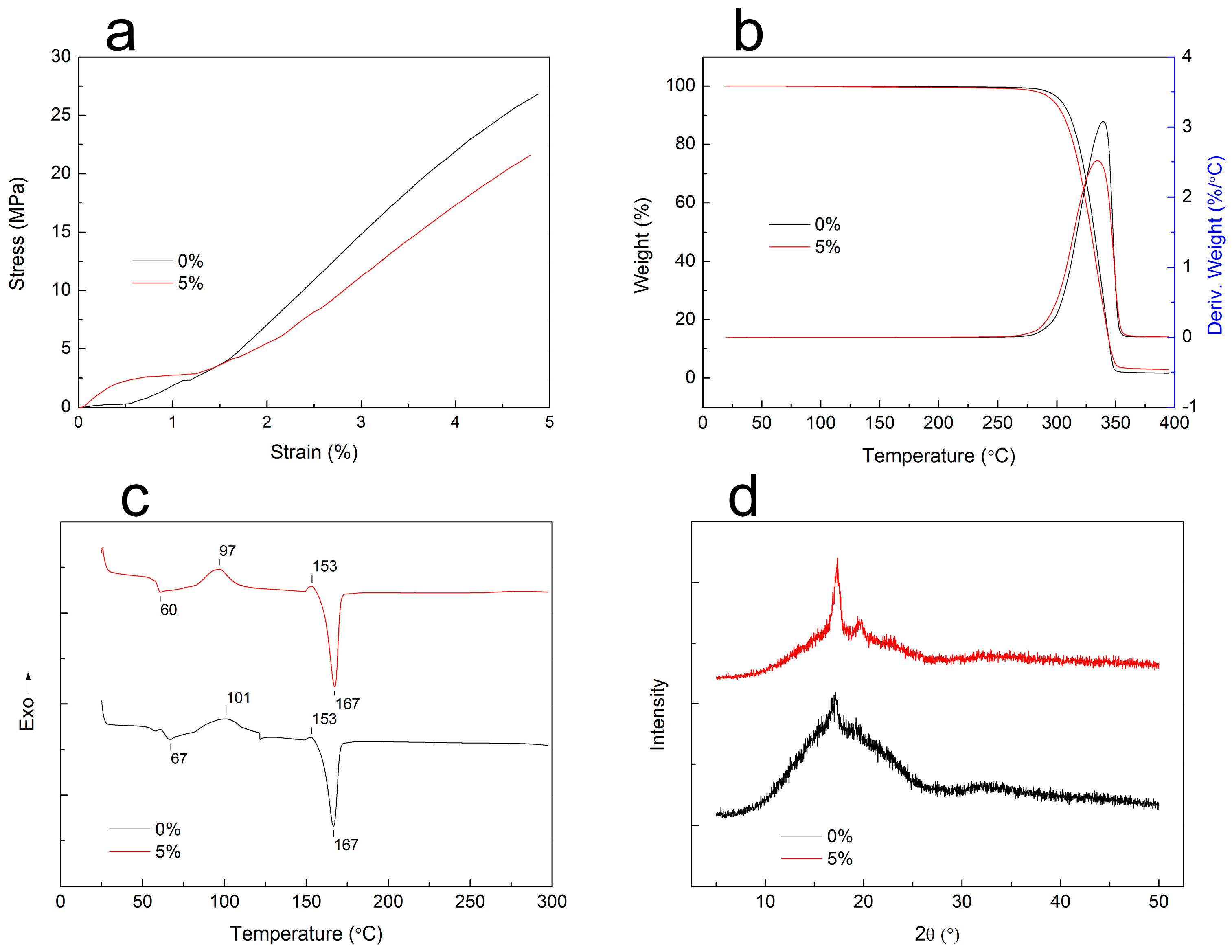
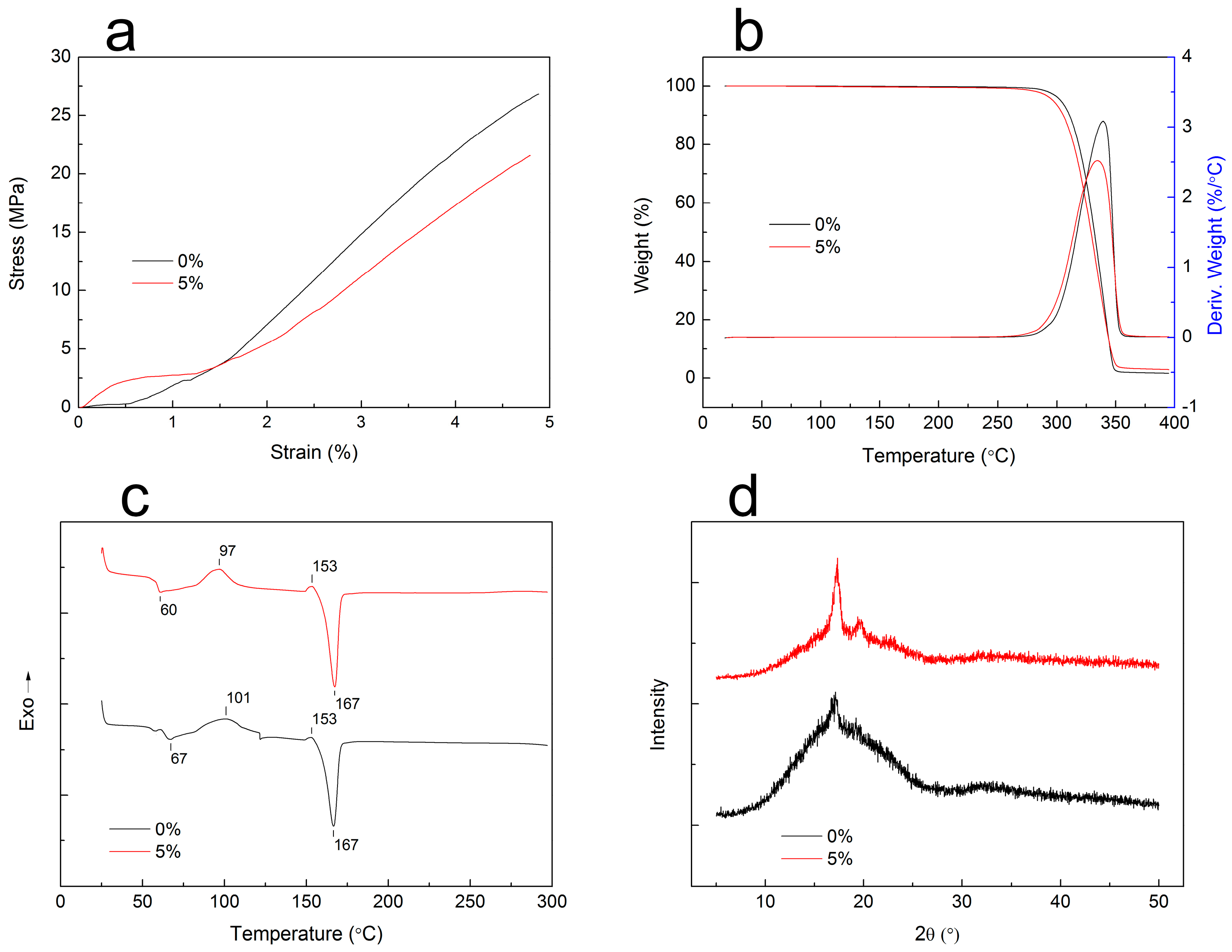
3.3. Properties of WF/PLA Composite Filament
4. Conclusions
- (1)
- The WF/PLA composite filament is suitable to be printed by the FDM process.
- (2)
- Adding WF changed the microstructure of the PLA fracture surface, and the interfaces between the WF and PLA were obviously observable.
- (3)
- The initial deformation resistance of the composite was enhanced after adding WF, compared to pure PLA.
- (4)
- The starting thermal degradation temperature of the composites decreased slightly, and the final thermal decomposition residual ratio of the composites increased.
- (5)
- Adding WF of 5 wt % has no effects on the melting temperature of the PLA.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Hwang, S.; Reyes, E.I.; Moon, K.; Rumpf, R.C.; Kim, N.S. Thermo-mechanical characterization of metal/polymer composite filaments and printing parameter Study for fused deposition modeling in the 3D printing process. J. Electron. Mater. 2015, 44, 771–777. [Google Scholar] [CrossRef]
- Dul, S.; Fambri, L.; Pegoretti, A. Fused deposition modelling with ABS—Graphene nanocomposites. Compos. Part A Appl. Sci. Manuf. 2016, 85, 181–191. [Google Scholar] [CrossRef]
- West, A.P.; Sambu, S.P.; Rosen, D.W. A process planning method for improving build performance in stereolithography. Comput. Aided Des. 2001, 33, 65–79. [Google Scholar] [CrossRef]
- Murr, L.E.; Gaytan, S.M.; Ceylan, A.; Martinez, E.; Martinez, J.L.; Hernandez, D.H.; Machado, B.I.; Ramirez, D.A.; Medina, F.; Collins, S.; et al. Characterization of titanium aluminide alloy components fabricated by additive manufacturing using electron beam melting. Acta Mater. 2010, 58, 1887–1894. [Google Scholar] [CrossRef]
- Park, J.; Tari, M.J.; Hahn, H.T. Characterization of the laminated object manufacturing (LOM) process. Rapid Prototyp. J. 2000, 6, 36–50. [Google Scholar] [CrossRef]
- Kruth, J.P.; Wang, X.; Laoui, T.; Froyen, L. Lasers and materials in selective laser sintering. Assem. Autom. 2003, 23, 357–371. [Google Scholar] [CrossRef]
- Ning, F.; Cong, W.; Qiu, J.; Wei, J.; Wang, S. Additive manufacturing of carbon fiber reinforced thermoplastic composites using fused deposition modeling. Compos. Part B Eng. 2015, 80, 369–378. [Google Scholar] [CrossRef]
- Masood, S.H.; Song, W.Q. Development of new metal/polymer materials for rapid tooling using fused deposition modelling. Mater. Des. 2004, 25, 587–594. [Google Scholar] [CrossRef]
- Dudek, P. FDM 3D printing technology in manufacturing composite elements. Arch. Metall. Mater. 2013, 58, 1415–1418. [Google Scholar] [CrossRef]
- Marcincinova, L.N.; Marcincin, J.N.; Barna, J.; Torok, J. Special materials used in FDM rapid prototyping technology application. In Proceedings of the IEEE 16th International Conference on Intelligent Engineering Systems (INES), Lisbon, Portugal, 13–15 June 2012. [Google Scholar]
- Zhong, W.; Li, F.; Zhang, Z.; Song, L.; Li, Z. Short fiber reinforced composites for fused deposition modeling. Mater. Sci. Eng. A 2001, 301, 125–130. [Google Scholar] [CrossRef]
- Shofner, M.L.; Lozano, K.; Rodríguez-Macías, F.J.; Barrera, E.V. Nanofiber-reinforced polymers prepared by fused deposition modeling. J. Appl. Polym. Sci. 2003, 89, 3081–3090. [Google Scholar] [CrossRef]
- Le Duigou, A.; Castro, M.; Bevan, R.; Martin, N. 3D printing of wood fibre biocomposites: From mechanical to actuation functionality. Mater. Des. 2016, 96, 106–114. [Google Scholar] [CrossRef]
- Girdis, J.; Gaudion, L.; Proust, G.; Löschke, S.; Dong, A. Rethinking timber: Investigation into the use of waste macadamia nut shells for additive manufacturing. JOM 2017, 69, 575–579. [Google Scholar] [CrossRef]
- Mukherjee, T.; Kao, N. PLA based biopolymer reinforced with natural fibre: A review. J. Polym. Environ. 2011, 19, 714–725. [Google Scholar] [CrossRef]
- Standard Test Method for Tensile Properties of Plastics; ASTM D638; ASTM International: West Conshohocken, PA, USA, 2003.
- Petinakis, E.; Yu, L.; Edward, G.; Dean, K.; Liu, H.; Scully, A.D. Effect of matrix-particle interfacial adhesion on the mechanical properties of poly(lactic acid)/wood-flour micro-composites. J. Polym. Environ. 2009, 17, 83–94. [Google Scholar] [CrossRef]
- Kim, D.; Andou, Y.; Shirai, Y.; Nishida, H. Biomass-based composites from poly (lactic acid) and wood flour by vapor-phase assisted surface polymerization. ACS Appl. Mater. Interfaces 2011, 3, 385–391. [Google Scholar] [CrossRef] [PubMed]
- Lee, S.; Kang, I.; Doh, G.; Yoon, H.; Park, B.; Qinglin, W. Thermal and mechanical properties of wood flour/talc-filled polylactic acid composites: Effect of filler content and coupling treatment. J. Thermoplast. Compos. Mater. 2008, 21, 209–223. [Google Scholar] [CrossRef]
- Chung, H.J.; Lee, E.J.; Lim, S.T. Comparison in glass transition and enthalpy relaxation between native and gelatinized rice starches. Carbohydr. Polym. 2002, 48, 287–298. [Google Scholar] [CrossRef]
- Mathew, A.P.; Oksman, K.; Sain, M. The effect of morphology and chemical characteristics of cellulose reinforcements on the crystallinity of polylactic acid. J. Appl. Polym. Sci. 2006, 101, 300–310. [Google Scholar] [CrossRef]

© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tao, Y.; Wang, H.; Li, Z.; Li, P.; Shi, S.Q. Development and Application of Wood Flour-Filled Polylactic Acid Composite Filament for 3D Printing. Materials 2017, 10, 339. https://doi.org/10.3390/ma10040339
Tao Y, Wang H, Li Z, Li P, Shi SQ. Development and Application of Wood Flour-Filled Polylactic Acid Composite Filament for 3D Printing. Materials. 2017; 10(4):339. https://doi.org/10.3390/ma10040339
Chicago/Turabian StyleTao, Yubo, Honglei Wang, Zelong Li, Peng Li, and Sheldon Q. Shi. 2017. "Development and Application of Wood Flour-Filled Polylactic Acid Composite Filament for 3D Printing" Materials 10, no. 4: 339. https://doi.org/10.3390/ma10040339
APA StyleTao, Y., Wang, H., Li, Z., Li, P., & Shi, S. Q. (2017). Development and Application of Wood Flour-Filled Polylactic Acid Composite Filament for 3D Printing. Materials, 10(4), 339. https://doi.org/10.3390/ma10040339