Ceramic-Based 4D Components: Additive Manufacturing (AM) of Ceramic-Based Functionally Graded Materials (FGM) by Thermoplastic 3D Printing (T3DP)

 , , ,
, , ,  and
and 
Abstract
:1. Introduction
2. Experimental
2.1. Thermoplastic 3D-Printing
2.2. Used Materials
2.3. Feedstock Preparation
2.4. Preparation of Single- and Multi-Material Test Components
2.5. Characterization Methods
3. Results and Discussion
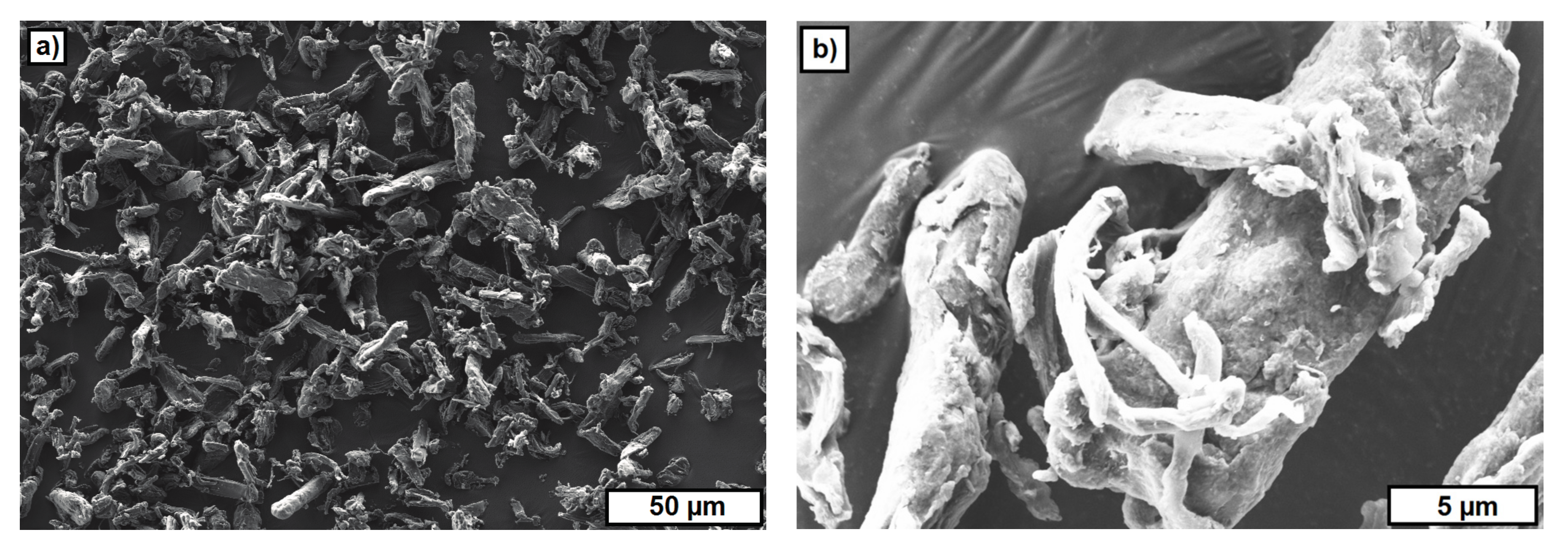
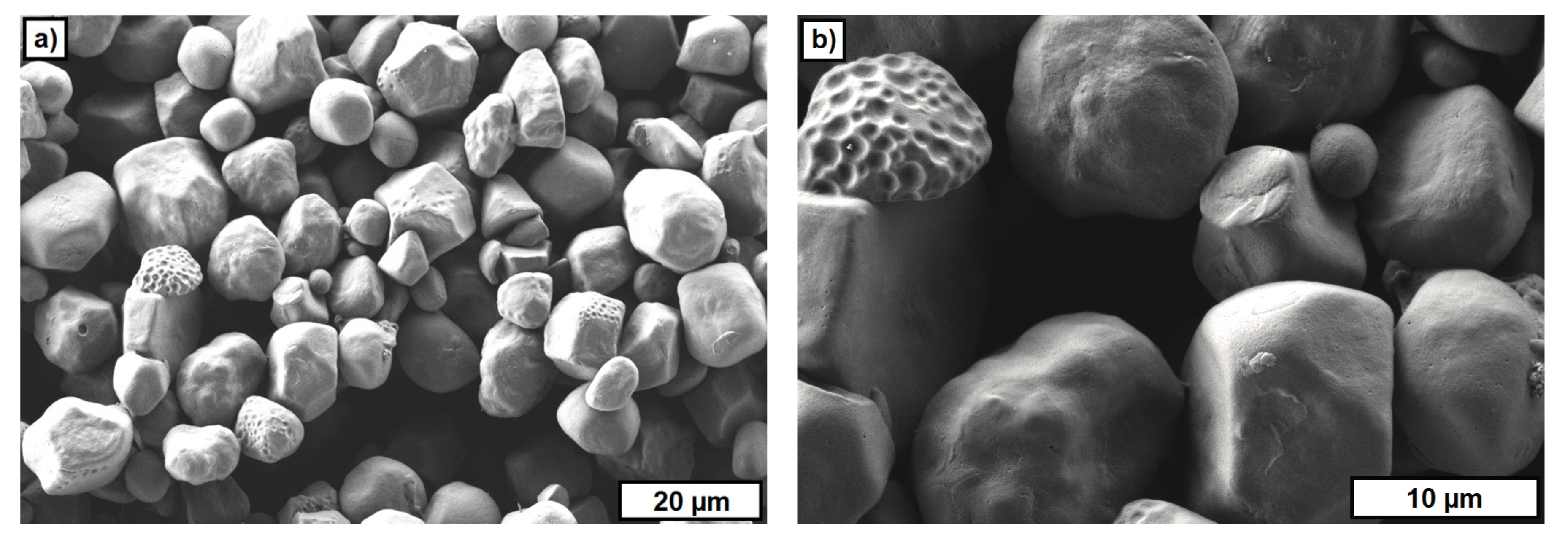
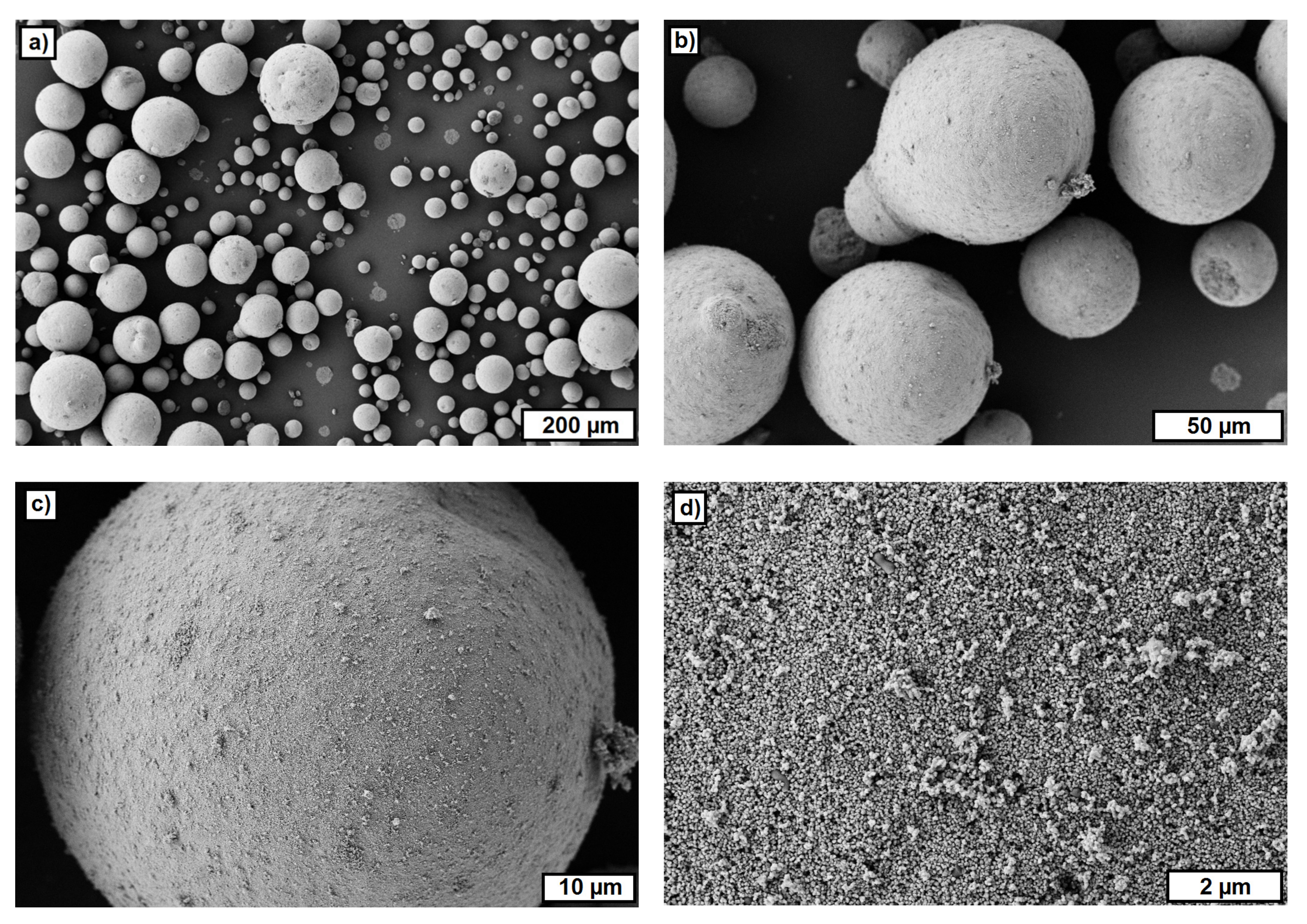
3.1. FESEM Studies of Used Materials
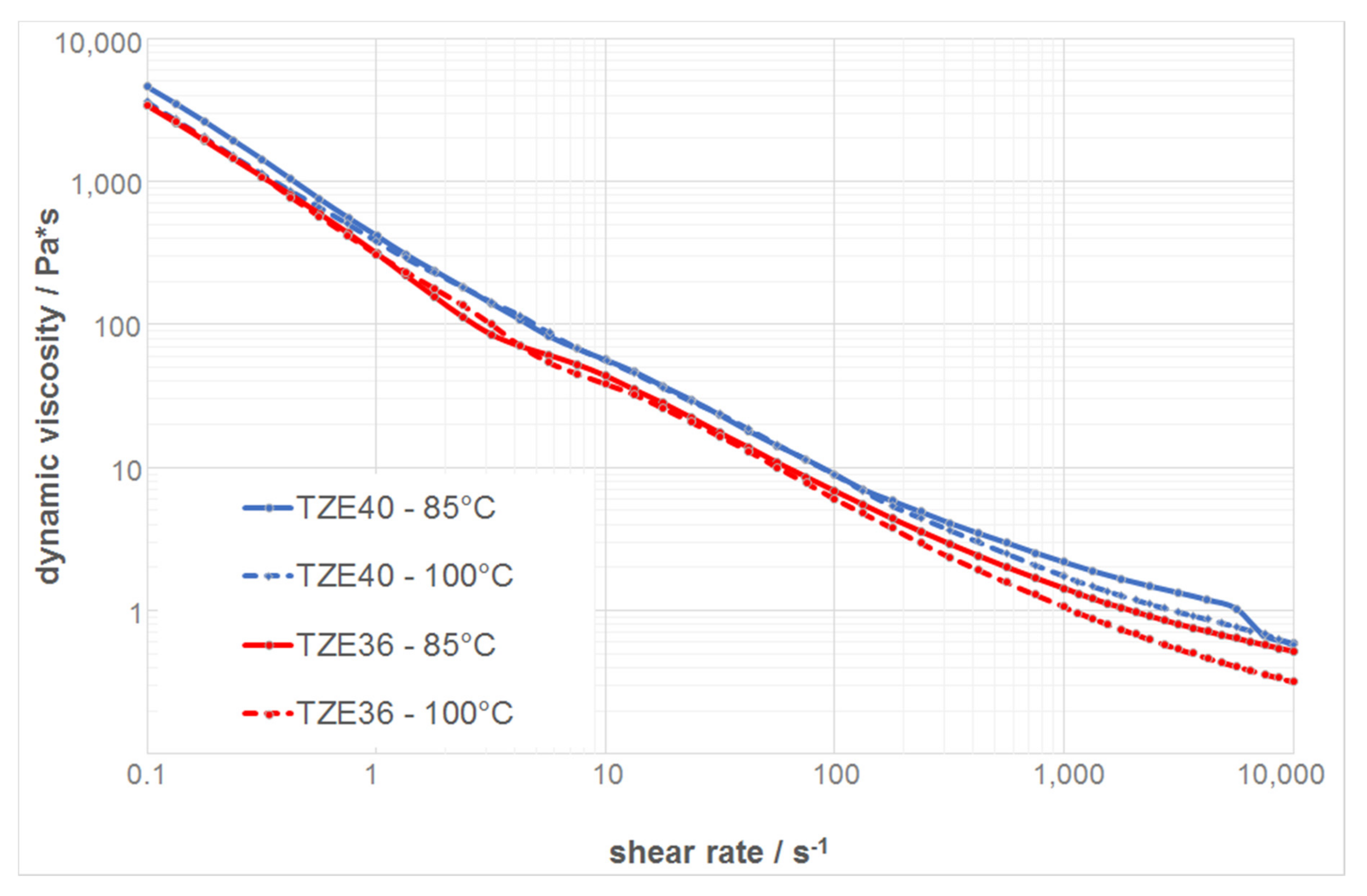
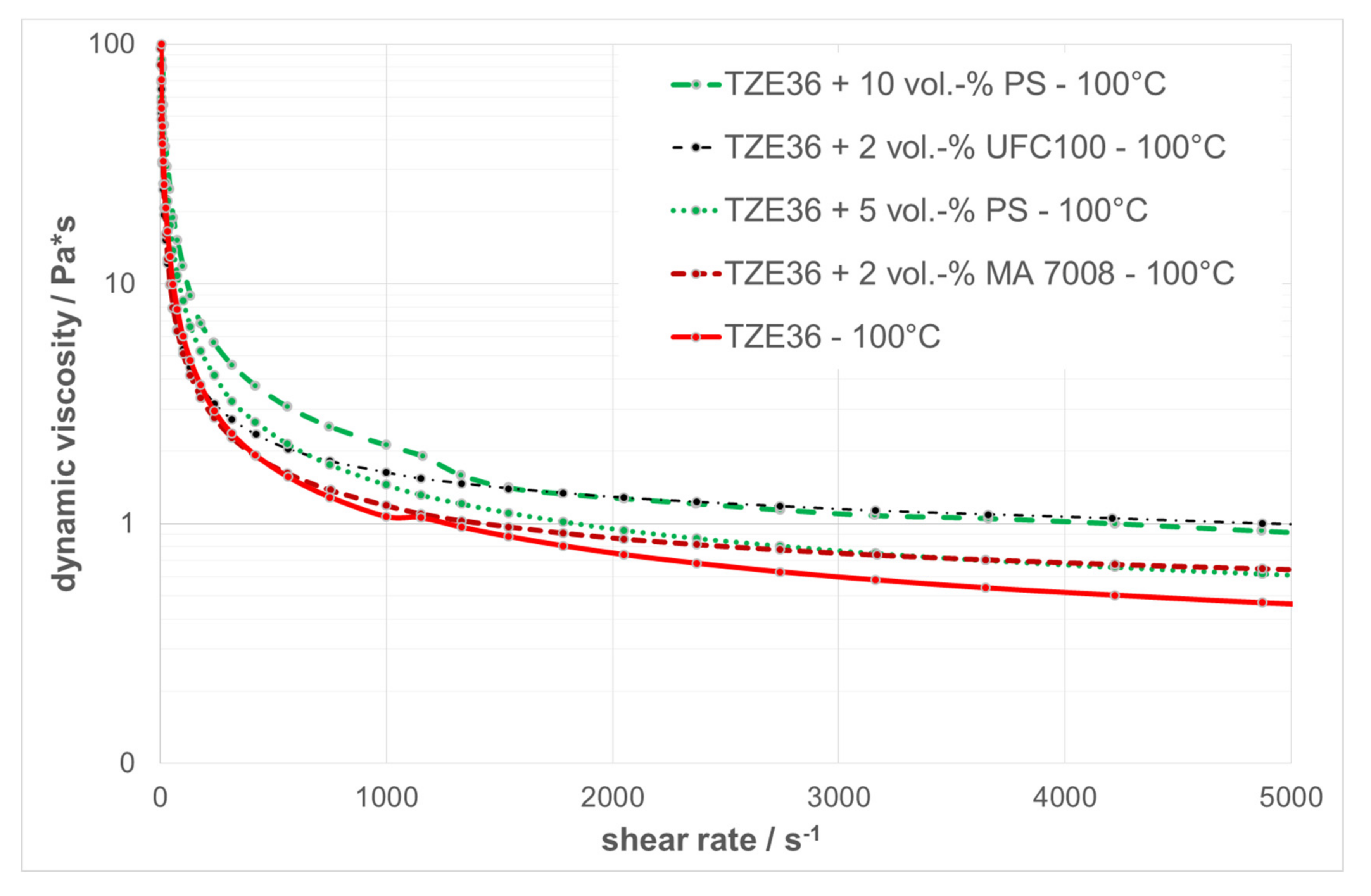
3.2. Rheological Behavior of the Thermoplastic Suspensions
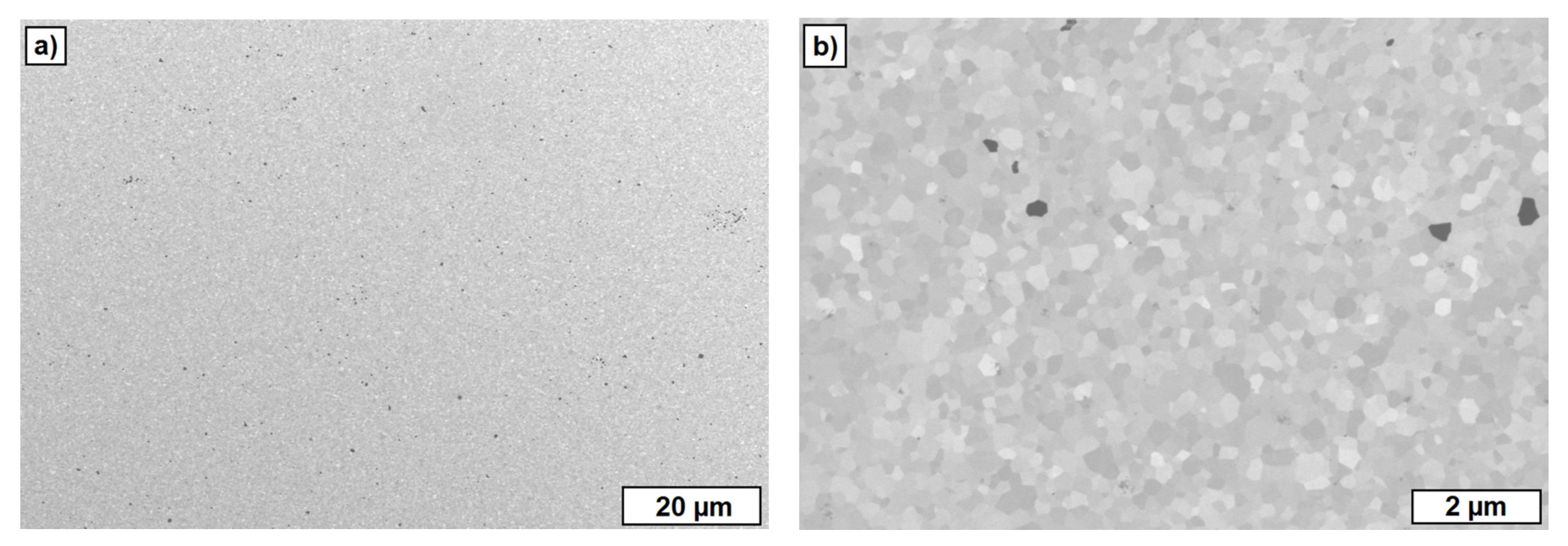
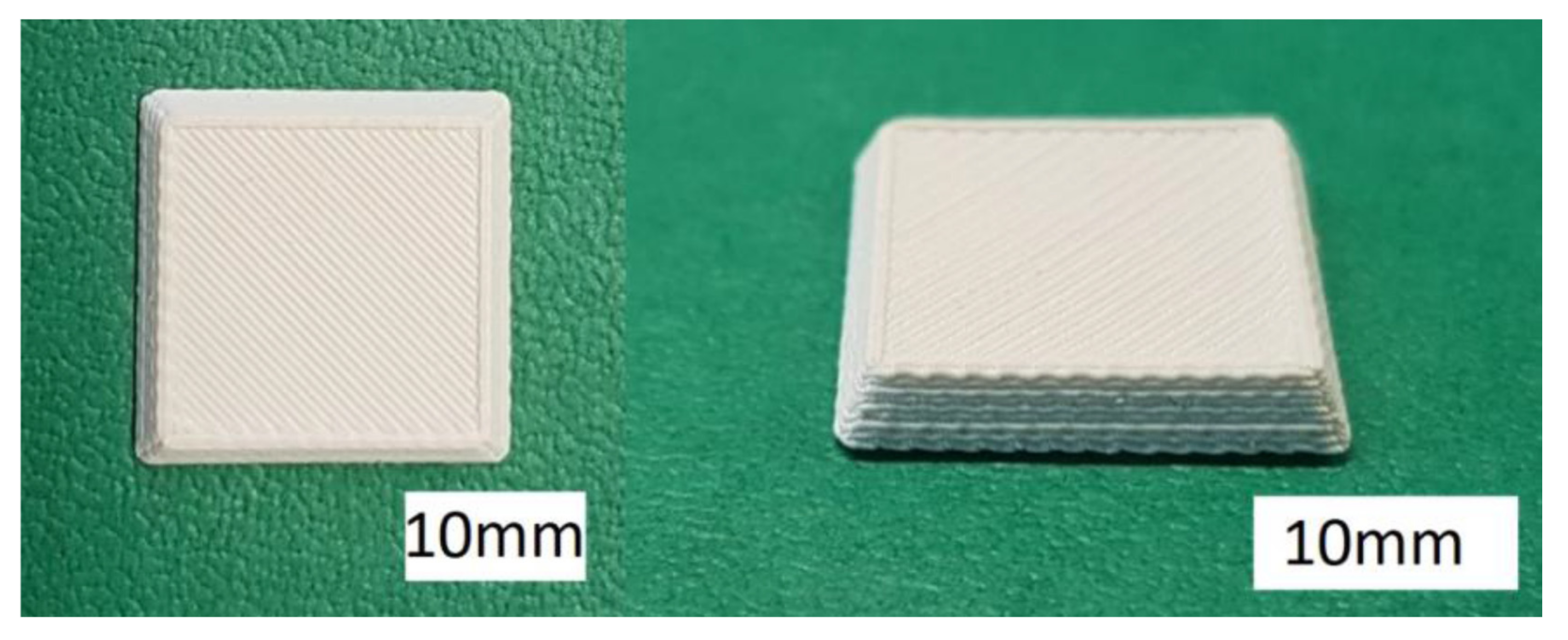
3.3. Single-Material Components
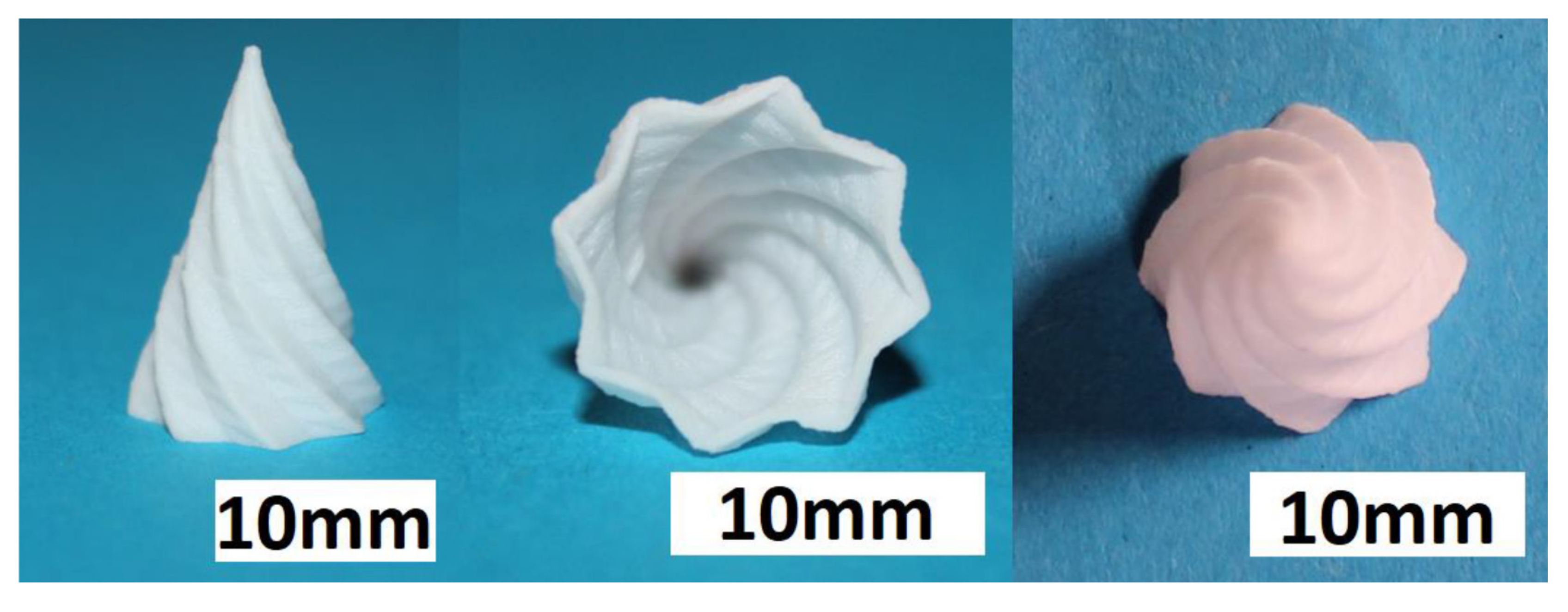
3.4. Ceramic-Based 4D Components
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Tibbits, S.; Sheil, B. 4D printing: Multi-material shape change. Archit. Des. 2014, 84, 116–121. [Google Scholar] [CrossRef]
- Self-Assembly Lab, Stratasys Ltd. & Autodesk Inc. 4D Printing: Multi-Material Shape Change. Available online: http://www.selfassemblylab.net/ (accessed on 27 November 2017).
- Khoo, Z.X.; Teoh, J.E.M.; Liu, Y.; Chua, C.K.; Yang, S.; An, J.; Leong, K.F.; Yeong, W.Y. 3D printing of smart materials: A review on recent progress in 4D printing. Virtual Phys. Prototyp. 2015, 10, 103–122. [Google Scholar] [CrossRef]
- Khare, V.; Sonkaria, S.; Lee, G.Y.; Ahn, S.H.; Chu, W.S. From 3D to 4D printing—Design, material and fabrication for multi-functional multi-materials. Int. J. Precis. Eng. Manuf. 2017, 4, 291–299. [Google Scholar] [CrossRef]
- Moritz, T.; Scheithauer, U.; Mannschatz, M.; Ahlhelm, A.; Abel, J.; Schwarzer, E.; Pohl, M.; Müller-Köhn, A. Material- and process hybridization for multifunctional ceramic and glass components. Ceram. Appl. 2017, 5, 66–71. [Google Scholar]
- Scheithauer, U.; Slawik, T.; Schwarzer, E.; Richter, H.-J.; Moritz, T.; Michaelis, A. Additive manufacturing of metal-ceramic-composites by thermoplastic 3D-printing. J. Ceram. Sci. Technol. 2015, 6, 125–132. [Google Scholar] [CrossRef]
- Kieback, B.; Neubrand, A.; Riedel, H. Processing techniques for functionally graded materials. Mater. Sci. Eng. A 2003, 362, 81–106. [Google Scholar] [CrossRef]
- Scheithauer, U.; Schwarzer, E.; Slawik, T.; Richter, H.-J.; Moritz, T.; Michaelis, A. Functionally graded materials made by water-based multilayer technology. Refract. Worldforum 2016, 8, 95–101. [Google Scholar]
- Lee, H.C.; Potapova, Y.; Lee, D. A core-shell structured, metal-ceramic composite supported Ru catalyst for methane steam reforming. J. Power Sources 2012, 216, 256–260. [Google Scholar] [CrossRef]
- Molin, S.; Tolczyk, M.; Gazda, M.; Jasinski, P. Stainless steel/yttria stabilized zirconia composite supported solid oxide fuel cell. J. Fuel Cell Sci. Technol. 2011, 8, 051019. [Google Scholar] [CrossRef]
- Roberts, H.W.; Berzins, D.W.; Moore, B.K.; Charlton, D.G. Metal-ceramic alloys in dentistry: A review. J. Prosthodont. 2009, 18, 188–194. [Google Scholar] [CrossRef] [PubMed]
- Largiller, G.; Bouvard, D.; Carry, C.P.; Gabriel, A.; Müller, J.; Staab, C. Deformation and cracking during sintering of bimaterial components processed from ceramic and metal powder mixes. Part I: Experimental investigation. Mech. Mater. 2012, 53, 123–131. [Google Scholar] [CrossRef]
- Meulenberg, W.A.; Mertens, J.; Bram, M.; Buchkremer, H.-P.; Stöver, D. Graded porous TiO2 membranes for micro-filtration. J. Eur. Ceram. Soc. 2006, 26, 449–454. [Google Scholar] [CrossRef]
- Baumann, A.; Moritz, T.; Lenk, R. Multi component powder injection moulding of metal-ceramic-composites. In Proceedings of the Euro International Powder Metallurgy Congress and Exhibition 2009, Copenhagen, Denmark, 12–14 October 2009. [Google Scholar]
- Hein, J.; Scheithauer, U.; Haderk, K.; Kuna, M.; Michaelis, A. Prospect of a new generation of refractories made by ceramic multilayer technology. Refract. Man. 2012, 2, 91–95. [Google Scholar]
- ISO/ASTM 52900:2015(EN): Additive Manufacturing—General principles—Terminology; International Organization for Standardization: Berlin, Germany, 2015.
- Lakshminarayan, U.; Ogrydiziak, S.; Marcus, H.L. Selective laser sintering of ceramic materials. In Proceedings of the Solid Free-Form Symposium 1990, Austin, TX, USA, 6–8 August 1990; pp. 16–26. [Google Scholar]
- Lauder, A.; Cima, M.J.; Sachs, E.; Fan, T. Three dimensional printing: Surface finish and microstructure of rapid prototyped components. In Materials Research Society Symposium Proceedings; Materials Research Society: Warrendale, PA, USA, 1992; Volume 249, pp. 331–336. [Google Scholar]
- Pham-Gia, K.; Rossner, W.; Wessler, B.; Schäfer, M.; Schwarz, M. Rapid prototyping of high-density alumina ceramics using stereolithography. cfi/Ber. DKG 2006, 83, 36–40. [Google Scholar]
- Chartier, T.; Duterte, C.; Delhote, N.; Baillargeat, D.; Verdeyme, S.; Delage, C.; Chaput, C.J. Fabrication of millimeter wave components via ceramic stereo- and microstereolithography processes. J. Am. Ceram. Soc. 2008, 91, 2469–2474. [Google Scholar] [CrossRef]
- Griffith, M.L.; Halloran, J.W. Freeform fabrication of ceramics via stereolithography. J. Am. Ceram. Soc. 1996, 79, 2601–2608. [Google Scholar] [CrossRef]
- Licciulli, A.; Corcione, C.E.; Greco, A.; Amicarelli, V.; Maffezzoli, A. Laser stereolithography of ZrO2 toughened Al2O3. J. Eur. Ceram. Soc. 2005, 25, 1581–1589. [Google Scholar] [CrossRef]
- De Hazan, Y.; Thänert, M.; Trunec, M.; Misak, J. Robotic deposition of 3d nanocomposite and ceramic fiber architectures via UV curable colloidal inks. J. Eur. Ceram. Soc. 2012, 32, 1187–1198. [Google Scholar] [CrossRef]
- Felzmann, R.; Gruber, S.; Mitteramskogler, G.; Tesavibul, P.; Boccaccini, A.R.; Liska, R.; Stampfl, J. Lithography-based additive manufacturing of cellular ceramic structures. Adv. Eng. Mater. 2012, 14, 1052–1058. [Google Scholar] [CrossRef]
- Fischer, U.K.; Moszner, N.; Rheinberger, V.; Wachter, W.; Homa, J.; Längle, W. Lichthärtende Keramikschlicker für die Stereolithographische Herstellung von Hochfesten Keramiken (Light Curing Ceramic Suspensions for Stereolithography of High-Strength Ceramics). European Patent EP 240,459,0A1, 11 January 2012. [Google Scholar]
- Homa, J. Rapid prototyping of high-performance ceramics opens new opportunities for the CIM industry. Powder Inject. Mould. Int. 2012, 6, 65–68. [Google Scholar]
- Lenk, R.; Nagy, A.; Richter, H.-J.; Techel, A. Material development for laser sintering of silicon carbide. cfi/Ber. DKG 2006, 83, 41–43. [Google Scholar]
- Regenfuss, P.; Ebert, R.; Exner, H. Laser micro sintering—a versatile instrument for the generation of microparts. Laser Tech. J. 2007, 4, 26–31. [Google Scholar] [CrossRef]
- Hagedorn, Y.-C.; Wilkes, J.; Meiners, W.; Wissenbach, K.; Poprawe, R. Net shaped high performance oxide ceramic parts by selective laser melting. Phys. Procedia 2010, 5, 587–594. [Google Scholar] [CrossRef]
- Wu, Y.; Du, J.; Choy, K.-L.; Hench, L.L. Laser densification of alumina powder beds generated using aerosol spray deposition. J. Eur. Ceram. Soc. 2007, 27, 4727–4735. [Google Scholar] [CrossRef]
- Goodridge, R.D.; Lorrison, J.C.; Dalgarno, K.W.; Wood, D.J. Comparison of direct and indirect selective laser sintering of porous apatite mullite glass ceramics. Glass Technol. 2004, 45, 94–96. [Google Scholar]
- Gbureck, U.; Hoelzel, T.; Biermann, I.; Barralet, J.; Grover, L.M. Preparation of tricalcium phosphate/calcium pyrophosphate structures via rapid prototyping. J. Mater. Sci. 2008, 19, 1559–1563. [Google Scholar] [CrossRef] [PubMed]
- Seitz, H.; Rieder, W.; Irsen, S.; Leukers, B.; Tille, C. Three-dimensional printing of porous ceramic scaffolds for bone tissue engineering. Biomed. Mater. Res. Part B 2005, 74B, 782–788. [Google Scholar] [CrossRef] [PubMed]
- Khalyfa, A.; Meyer, W.; Schnabelrauch, M.; Vogt, S.; Richter, H.-J. Manufacturing of biocompatible ceramic bone substitutes by 3D-printing. cfi/Ber. DKG 2006, 83, 23–26. [Google Scholar]
- Deisinger, U.; Irlinger, F.; Pelzer, R.; Ziegler, G. 3D-printing of HA-scaffolds for the application as bone substitute material. cfi/Ber. DKG 2006, 83, 75–78. [Google Scholar]
- Dombrowski, F.; Caso, P.W.G.; Laschke, M.W.; Klein, M.; Guenster, J.; Berger, G. 3-D printed bioactive bone replacement scaffolds of alkaline substituted ortho-phosphates containing meta- and di-phosphates. Key Eng. Mater. 2013, 529–530, 138–142. [Google Scholar] [CrossRef]
- Zocca, A.; Gomes, C.M.; Bernardo, E.; Müller, R.; Günster, J.; Colombo, P. LAS glass–ceramic scaffolds by three-dimensional printing. J. Eur. Ceram. Soc. 2013, 33, 1525–1533. [Google Scholar] [CrossRef]
- Sadeghian, Z.; Heinrich, J.G.; Moztarzadeh, F. Direct laser sintering of hydroxyapatite implants by layerwise slurry deposition (LSD). cfi/Ber. DKG 2004, 81, E39–E43. [Google Scholar]
- Cappi, B.; Oezkol, E.; Ebert, J.; Telle, R. Direct inkjet printing of Si3N4: Characterization of ink, green bodies, and microstructure. J. Eur. Ceram. Soc. 2008, 28, 2625–2628. [Google Scholar] [CrossRef]
- Ebert, J.; Özkol, E.; Zeichner, A.; Uibel, K.; Weiss, Ö.; Koops, U.; Telle, R.; Fischer, H. Direct Iinkjet printing of dental prostheses made of zirconia. J. Dent. Res. 2009, 88, 673–676. [Google Scholar] [CrossRef] [PubMed]
- Allahverdi, M.; Danforth, S.C.; Jafari, M.; Safari, A. Processing of advanced electroceramic components by fused deposition technique. J. Eur. Ceram. Soc. 2001, 21, 1485–1490. [Google Scholar] [CrossRef]
- Bose, S.; Darsell, J.; Hosick, H.; Yang, L.; Sarkar, D.K.; Bandyopadhyay, A. Processing and characterization of porous alumina scaffolds. J. Mater. Sci. 2002, 13, 23–28. [Google Scholar] [CrossRef]
- Schlordt, T.; Schwanke, S.; Keppner, F.; Fey, T.; Travitzky, N.; Greil, P. Robocasting of alumina hollow filament lattice structures. J. Eur. Ceram. Soc. 2013, 33, 3243–3248. [Google Scholar] [CrossRef]
- Cai, K.; Roman-Manso, B.; Smay, J.E.; Zhou, J.; Osendi, M.I.; Belmonte, M.; Miranzo, P. Geometrically complex silicon carbide structures fabricated by robocasting. J. Am. Ceram. Soc. 2012, 95, 2660–2666. [Google Scholar] [CrossRef]
- Polsakiewicz, D.; Kollenberg, W. Process and materials development for functionalized printing in three dimensions (FP-3D). Refract. Worldforum 2012, 4, 1–8. [Google Scholar]
- Chartier, T.; Badev, A. Rapid Prototyping of Ceramics. In Handbook of Advanced Ceramics Elsevier, 2nd ed.; Somiya, S., Ed.; Elsevier Inc.: Oxford, UK, 2013. [Google Scholar]
- Travitzky, N.; Bonet, A.; Dermeik, B.; Fey, T.; Filbert-Demut, I.; Schlier, L.; Schlordt, T.; Greil, P. Additive Manufacturing of ceramic-based material. Adv. Eng. Mater. 2014, 16, 729–754. [Google Scholar] [CrossRef]
- Zocca, A.; Colombo, P.; Gomes, C.M.; Günster, J. Additive manufacturing of ceramics: Issues, potentialities, and opportunities. J. Am. Ceram. Soc. 2015, 98, 1983–2001. [Google Scholar] [CrossRef]
- Scheithauer, U.; Schwarzer, E.; Ganzer, G.; Körnig, A.; Beckert, W.; Reichelt, E.; Jahn, M.; Härtel, A.; Richter, H.-J.; Moritz, T.; et al. Micro-reactors made by Lithography-based Ceramic Manufacturing (LCM). In Proceedings of the 11th International Conference on Ceramic Materials and Components for Energy and Environmental Applications, Vancouver, BC, Canada, 14–19 June 2015; Ceramic Transactions. Wiley: Hoboken, NJ, USA, 2016; Volume 258. [Google Scholar] [CrossRef]
- Scheithauer, U.; Schwarzer, E.; Moritz, T.; Michaelis, A. Additive manufacturing of ceramic heat exchanger—Opportunities and limits of the Lithography-based Ceramic Manufacturing (LCM). J. Mater. Eng. Perform. 2017, 1–7. [Google Scholar] [CrossRef]
- Naebe, M.; Shirvanimoghaddam, K. Functionally graded materials: A review of fabrication and properties. Appl. Mater. Today 2016, 5, 223–245. [Google Scholar] [CrossRef]
- Mortensen, A.; Suresh, S. Functionally graded metals and metal-ceramic composites: Part 1 Processing. Int. Mater. Rev. 1995, 40, 239–265. [Google Scholar] [CrossRef]
- Moya, J.S.; Sánchez-Herencia, A.J.; Requena, J.; Moreno, R. Functionally gradient ceramics by sequential slip casting. Mater. Lett. 1992, 14, 333–335. [Google Scholar] [CrossRef]
- Moya, J.S.; Sánchez-Herencia, J.A.; Bartolomé, J.F.; Tanimoto, T. Elastic modulus in rigid Al2O3/ZrO2 ceramic laminates. Scr. Mater. 1997, 37, 1095–1103. [Google Scholar] [CrossRef]
- Baumann, A.; Mayer, D.; Moritz, T.; Lenk, R. Stahl-Keramik-Verbunde durch Pulverspritzgießen. In Verbundwerkstoffe: 17. Symposium Verbundwerkstoffe und Werkstoffverbunde 2009; Krenkel, W., Ed.; Wiley-VCH: Weinheim, Germany, 2009; pp. 502–512. [Google Scholar]
- Zschippang, E.; Mannschatz, A.; Klemm, H.; Moritz, T.; Martin, H.-P. Charakterisierung und verarbeitung von Si3N4-SiC-MoSi2-kompositen für heizleiteranwendungen. Keramische Zeitschrift 2013, 65, 294–297. [Google Scholar]
- Scheithauer, U.; Haderk, K.; Richter, H.-J.; Petasch, U.; Michaelis, A. Influence of the kind and amount of pore forming agents on the thermal shock behaviour of carbon-free refractory components produced by multilayer technology. Refract. Worldforum 2011, 4, 130–136. [Google Scholar]
- Scheithauer, U.; Slawik, T.; Haderk, K.; Moritz, T.; Michaelis, A. Development of Planar and Cylindrical Refractories with Graded Microstructure. In Proceedings of the UNITECR 2013, 13th Biennial Worldwide Congress on Refractories, Victoria, BC, Canada, 10–13 September 2013; pp. 339–343. [Google Scholar]
- Scheithauer, U.; Schwarzer, E.; Otto, C.; Slawik, T.; Moritz, T.; Michaelis, A. Ceramic and metal-ceramic components with graded microstructure. In Proceedings of the 11th International Conference on Ceramic Materials and Components for Energy and Environmental Applications, Vancouver, BC, Canada, 14–19 June 2015; Ceramic Transactions. Wiley: Hoboken, NJ, USA, 2016; Volume 256. [Google Scholar]
- Mannschatz, A.; Moritz, T.; Jegust, S.; von Witzleben, M. Enabling Co-Sintering of ATZ/ZTA Ceramic Compounds by Two-Component Injection Moulding with Green Tapes as Interlayers. In Proceedings of the Euro PM2011—Powder Injection Moulding, Barcelona, Spain, 9–12 October 2011. [Google Scholar]
- Mannschatz, A.; Härtel, A.; Müller-Köhn, A.; Moritz, T.; Michaelis, A.; Wilde, M. Manufacturing of two-colored co-sintered zirconia components by inmold-labelling and 2C-injection molding. cfi/Ber. DKG 2014, 91, E53–E58. [Google Scholar]
- Sand, C.; Adler, J.; Lenk, R. A new concept for manufacturing sintered materials with a three dimensional composition gradient using a silicon carbide—titanium carbide composite. In Functionally Graded Materials 1998, Proceedings of the 5th International Symposium on FGM, Dresden, Germany, 26–29 October 1998; Kaysser, W.A., Ed.; Trans Tech Publications: Zurich, Switzerland, 1999; pp. 65–70. [Google Scholar]
- Hermel, W.; Adler, J.; Sand, C. Project Sintered Materials with a Three Dimensional Graded Composition and/or a Three Dimensional Graded Porosity; Final Report; DFG-Programme 322733; DFG: Bonn, Germany, 2002. [Google Scholar]
- Zhang, Y.; Han, J.; Zhang, X.; He, X.; Li, Z.; Du, S. Rapid prototyping and combustion synthesis of TiC/Ni functionally gradient materials. Mater. Sci. Eng. A 2001, 299, 218–224. [Google Scholar] [CrossRef]
- Cesarano, J., III; King, B.-H.; Denham, H.-B. Recent Developments in Robocasting of Ceramics and Multimaterial Deposition; Austin Sandia National Labs.: Albuquerque, NM, USA, 1998; pp. 10–12. [Google Scholar]
- Kollenberg, W. Keramik und multi-material 3D-druck. Keram. Z. 2014, 66, 233–236. [Google Scholar]
- Scheithauer, U.; Schwarzer, E.; Richter, H.J.; Moritz, T. Thermoplastic 3D printing—An additive manufacturing method for producing dense ceramics. Int. J. Appl. Ceram. Technol. 2014, 12, 26–31. [Google Scholar] [CrossRef]
- Scheithauer, U.; Bergner, A.; Schwarzer, E.; Richter, H.-J.; Moritz, T. Studies on thermoplastic 3D printing of steel–zirconia composites. J. Mater. Res. 2014, 29, 1931–1940. [Google Scholar] [CrossRef]
- Scheithauer, U.; Schwarzer, E.; Haertel, A.; Richter, H.J.; Moritz, T.; Michaelis, A. Processing of thermoplastic suspensions for additive manufacturing of ceramic- and metal-ceramic-composites by thermoplastic 3D-printing (T3DP). In Proceedings of the 11th International Conference on Ceramic Materials and Components for Energy and Environmental Applications, Vancouver, BC, Canada, 14–19 June 2015; Ceramic Transactions. Wiley: Hoboken, NJ, USA, 2016; Volume 256. [Google Scholar]
- Scheithauer, U.; Pötschke, J.; Weingarten, S.; Schwarzer, E.; Vornberger, A.; Moritz, T.; Michaelis, A. Droplet-based additive manufacturing of hard metal components by thermoplastic 3D printing (T3DP). J. Ceram. Sci. Technol. 2017, 8, 155–160. [Google Scholar] [CrossRef]
- Li, W.; Ghazanfari, A.; Leu, M.C.; Landers, R.G. Extrusion-on-demand methods for high solids loading ceramic paste in freeform extrusion fabrication. Virtual Phys. Prototyp. 2017, 12, 193–205. [Google Scholar] [CrossRef]
- Scheithauer, U.; Johne, R.; Weingarten, S.; Schwarzer, E.; Richter, H.-J.; Moritz, T.; Michaelis, A. investigation of droplet deposition for suspensions usable for thermoplastic 3D printing (T3DP). J. Mater. Eng. Perform. 2017. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Zirconia Content/vol.-% | 36 | 40 | 36 | 36 | 38 | 38 |
| used PFA | - | - | polysaccharide | polysaccharide | CERETAN MA 7008 | UFC100 |
| d50 of PFA/μm | - | - | 7 | 7 | <8 | 8 |
| content of PFA/vol.-% | - | - | 5 | 10 | 2 | 2 |
| binder content/vol.-% | 64 | 60 | 59 | 54 | 60 | 60 |
| Zirconia Content/vol.-% | PFA: Kind and Content/vol.-% | Temperature/°C | Shear Rate/s−1 | |||||
|---|---|---|---|---|---|---|---|---|
| 0.1 | 1 | 10 | 102 | 103 | 104 | |||
| 36 | - | 85 | 3400 | 312 | 43.80 | 6.86 | 1.43 | 0.52 |
| 100 | 3420 | 309 | 38.30 | 6.03 | 1.07 | 0.32 | ||
| 40 | - | 85 | 4600 | 414 | 56.60 | 8.98 | 2.16 | 0.59 |
| 100 | 3630 | 386 | 56.00 | 8.96 | 1.75 | 0.57 | ||
| 36 | polysaccharide | 85 | 3770 | 355 | 56.60 | 8.26 | 1.8 | 0.59 |
| 5 | 100 | 2510 | 240 | 42.40 | 8.48 | 1.45 | 0.45 | |
| 36 | polysaccharide | 85 | 1800 | 374 | 79.30 | 10.30 | 2.47 | 0.65 |
| 10 | 100 | 5420 | 513 | 79.60 | 11.80 | 2.12 | 0.53 | |
| 38 | MA7008 | 85 | 2220 | 265 | 38.50 | 6.56 | 1.83 | 0.62 |
| 2 | 100 | 1130 | 140 | 32.50 | 5.11 | 1.18 | 0.43 | |
| 38 | UFC100 | 85 | 1770 | 214 | 31.60 | 5.34 | 1.63 | 0.6 |
| 2 | 100 | 1210 | 143 | 31.40 | 4.83 | 1.15 | 0.48 | |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Scheithauer, U.; Weingarten, S.; Johne, R.; Schwarzer, E.; Abel, J.; Richter, H.-J.; Moritz, T.; Michaelis, A. Ceramic-Based 4D Components: Additive Manufacturing (AM) of Ceramic-Based Functionally Graded Materials (FGM) by Thermoplastic 3D Printing (T3DP). Materials 2017, 10, 1368. https://doi.org/10.3390/ma10121368
Scheithauer U, Weingarten S, Johne R, Schwarzer E, Abel J, Richter H-J, Moritz T, Michaelis A. Ceramic-Based 4D Components: Additive Manufacturing (AM) of Ceramic-Based Functionally Graded Materials (FGM) by Thermoplastic 3D Printing (T3DP). Materials. 2017; 10(12):1368. https://doi.org/10.3390/ma10121368
Chicago/Turabian StyleScheithauer, Uwe, Steven Weingarten, Robert Johne, Eric Schwarzer, Johannes Abel, Hans-Jürgen Richter, Tassilo Moritz, and Alexander Michaelis. 2017. "Ceramic-Based 4D Components: Additive Manufacturing (AM) of Ceramic-Based Functionally Graded Materials (FGM) by Thermoplastic 3D Printing (T3DP)" Materials 10, no. 12: 1368. https://doi.org/10.3390/ma10121368
APA StyleScheithauer, U., Weingarten, S., Johne, R., Schwarzer, E., Abel, J., Richter, H.-J., Moritz, T., & Michaelis, A. (2017). Ceramic-Based 4D Components: Additive Manufacturing (AM) of Ceramic-Based Functionally Graded Materials (FGM) by Thermoplastic 3D Printing (T3DP). Materials, 10(12), 1368. https://doi.org/10.3390/ma10121368