Materials for Wind Turbine Blades: An Overview

 ,
, 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Composite Structures of Wind Turbines: Loads and Requirements
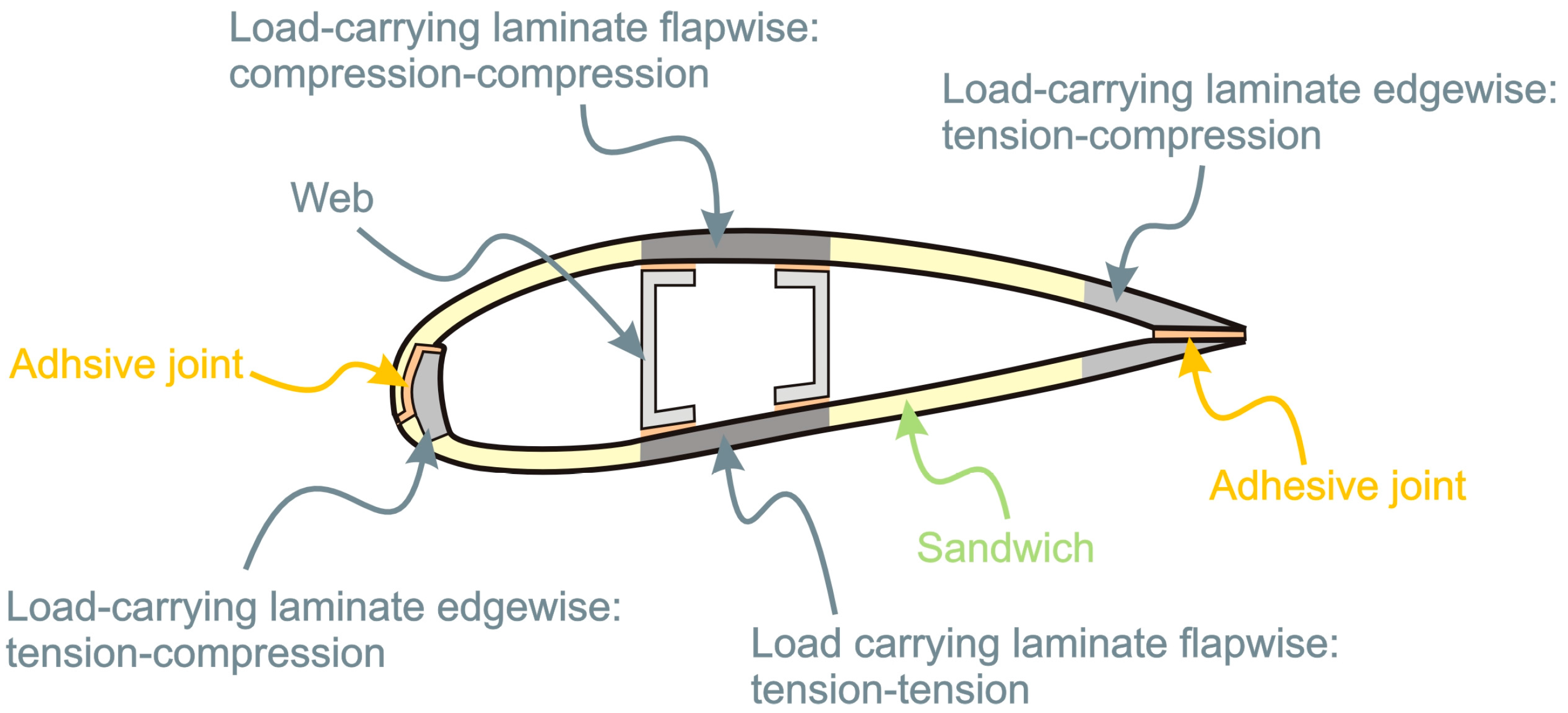
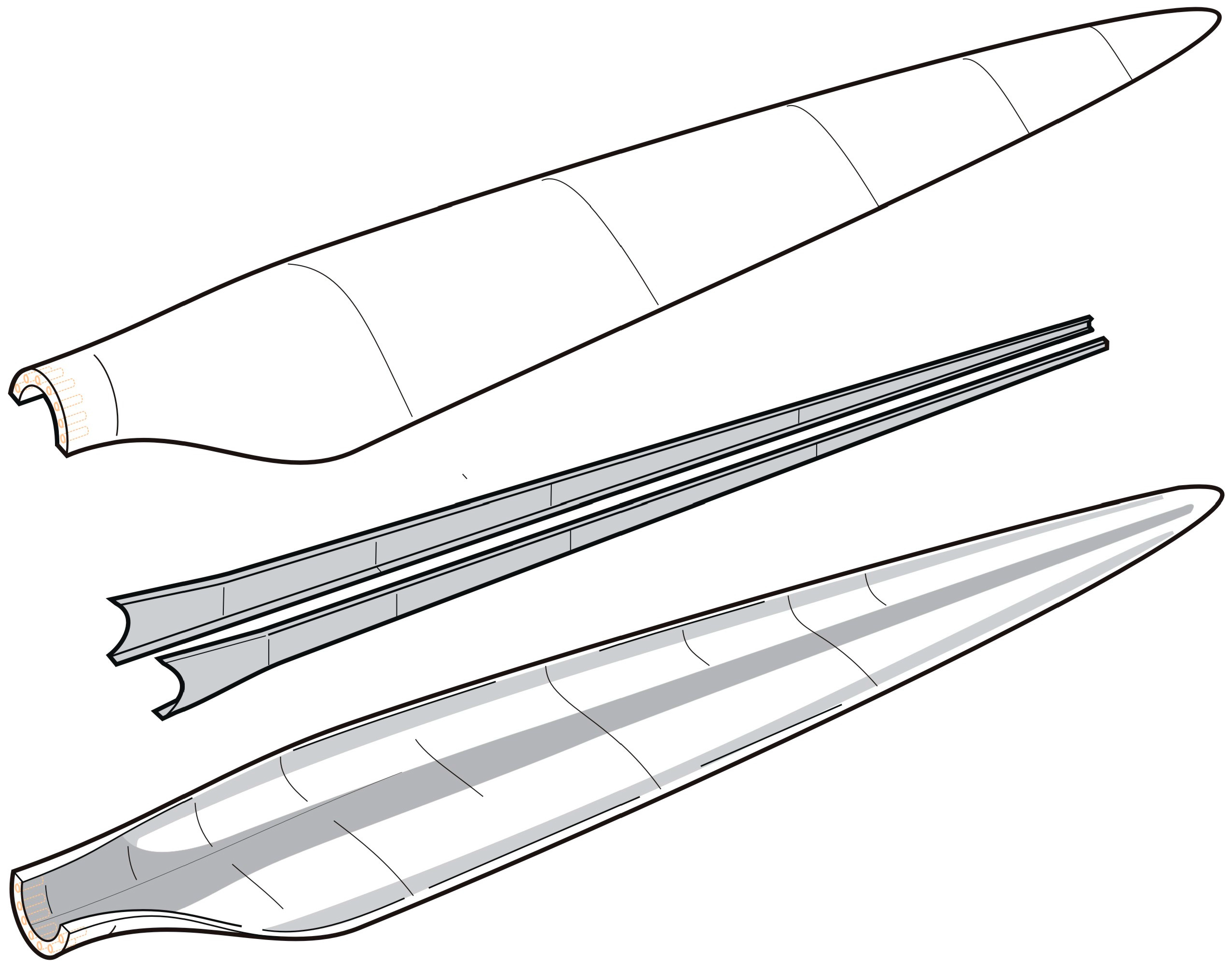
2.1. Overview of Blade Design
2.2. Overview of Manufacturing of Wind Turbine Blades
2.3. Overview of Blade Damage
3. Composites for Wind Turbine Blades
3.1. Fibers
3.2. Matrix
3.3. Sizing
4. Testing, Degradation and Computational Modelling
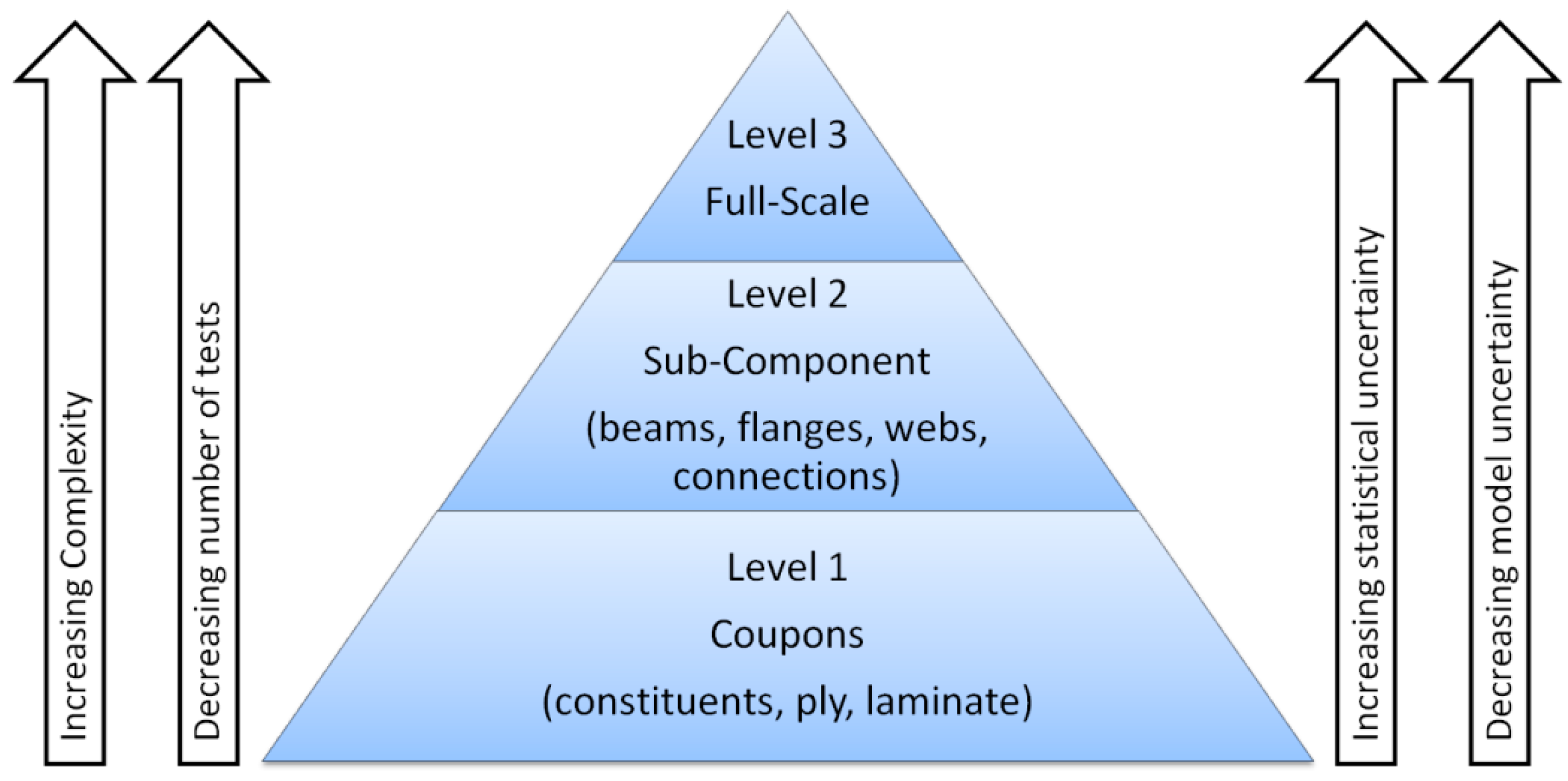
4.1. Testing of Wind Turbine Blade Materials and Structures
4.2. Mechanical Degradation of Wind Blade Composites
4.3. Computational Modeling of Wind Turbine Materials
5. Damage in Operating Wind Turbine Blades: Inspection and Monitoring Tools
6. Recycling
7. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- European Commission. Energy 2020: A Strategy for Competitive, Secure, and Sustainable Energy [COM(2010)639]; European Union: Luxembourg, 2011. [Google Scholar]
- Zervos, A. Renewable Energy Technology Roadmap 20% by 2020; European Renewable Energy Council: Brussels, Belgium, 2009. [Google Scholar]
- European Wind Energy Association. EU Energy Policy to 2050; European Wind Energy Association: Bruxelles, Belgium, 2011; p. 48. [Google Scholar]
- MARE-WINT. New Materials and Reliability in Offshore Wind Turbine Technology; Ostachowicz, W., McGugan, M., Schröder-Hinrichs, J.U., Luczak, M., Eds.; Springer: Heodelberg, Germany, 2016. [Google Scholar]
- Mishnaevsky, L., Jr.; Brøndsted, P.; Nijssen, R.P.L.; Lekou, D.J.; Philippidis, T.P. Materials of large wind turbine blades: Recent results in testing and modelling. Wind Energy 2012, 15, 83–97. [Google Scholar] [CrossRef]
- History of Wind Turbines. Available online: http://xn--drmstrre-64ad.dk/wp-content/wind/miller/windpower%20web/en/pictures/brush.htm (accessed on 8 November 2017).
- Webpage of Poul La Cour Museum. Available online: http://www.poullacour.dk (accessed on 8 November 2017).
- Manwell, J.F.; McGowan, J.G.; Rogers, A.L. Wind Energy Explained; Wiley: Chichester, UK, 2002. [Google Scholar]
- Brøndsted, P.; Lilholt, H.; Lystrup, A. Composite materials for wind power turbine blades. Annu. Rev. Mater. Res. 2005, 35, 505–538. [Google Scholar] [CrossRef]
- Putnam, P. Power from the Wind; Van Nostrand Company: New York, NY, USA, 1949. [Google Scholar]
- The Wind Energy Pioneers: The Gedser Wind Turbine; Danish Wind Industry Association: Frederiksberg, Denmark, 2000.
- Brøndsted, P.; Nijssen, R. (Eds.) Advances in Wind Turbine Blade Design and Materials; Woodhead Publishing: Oxford, UK, 2013; p. 484. [Google Scholar]
- Walker, K. Renewable Energy Embraces Graphene: Improved Wind Turbine Technology. Available online: http://www.azocleantech.com/article.aspx?ArticleID=455 (accessed on 14 November 2013).
- Watson, J.C.; Serrano, J.C. Composite Materials for Wind Blades. Wind Syst. Mag. 2010, 46–51. Available online: http://www.ppgfiberglass.com/getmedia/0b0f3799-494a-40e8-b67d-b64fc7ee8adc/WindSystems_PPG.pdf.aspx (accessed on 8 November 2017).
- Beckwith, S.W. Resin Infusion Technology. SAMPE J. 2007, 43, 66–70. [Google Scholar]
- Mohamed, M.H.; Wetzel, K.K. 3D Woven Carbon/Glass Hybrid Spar Cap for Wind Turbine Rotor Blade. Trans. ASME J. Sol. Energy Eng. 2006, 128, 562–573. [Google Scholar] [CrossRef]
- Debel, C. Identification of damage types in wind turbine blades tested to failure. In Materialeopførsel og Skadesanalyse; Somers, M.A.J., Ed.; Dansk Metallurgisk Selskab (DMS): Lyngby, Denmark, 2004; pp. 123–127. [Google Scholar]
- Sørensen, B.F.; Jørgensen, E.; Debel, C.P.; Jensen, F.M.; Jensen, H.M.; Jacobsen, T.K.; Halling, K. Improved Design of Large Wind Turbine Blade of Fibre Composites Based on Studies of Scale Effects (Phase 1)—Summary Report; Risoe-R No. 1390-EN; Forskningscenter Risoe: Roskilde, Denmark, 2004; p. 36. [Google Scholar]
- Garolera, A.C.; Madsen, S.F.; Nissim, M.; Myers, J.D.; Holboell, J. Lightning Damage to Wind Turbine Blades from Wind Farms in the US. IEEE Trans. Power Deliv. 2016, 31, 1043–1049. [Google Scholar] [CrossRef]
- Yasuda, Y.; Yokoyama, S.; Minowa, M.; Satoh, T. Classification of Lightning Damage to Wind Turbine Blades. IEEE J. Trans. 2012, 7, 559–566. [Google Scholar] [CrossRef]
- Sareen, A.; Sapre, C.A.; Selig, M.S. Effects of leading edge erosion on wind turbine blade performance. Wind Energy 2014, 17, 1531–1542. [Google Scholar] [CrossRef]
- Keegan, M.H.; Nash, D.H.; Stack, M.M. On erosion issues associated with the leading edge of wind turbine blades. J. Phys. D Appl. Phys. 2013, 46, 383001. [Google Scholar] [CrossRef]
- Cattin, R. Icing of Wind Turbines: Vindforsk Projects, a Survey of the Development and Research Needs. ELFORSK Report 12:13. 2012. Available online: http://winterwind.se/2012/wp-content/uploads/2012/08/Icing_of_windturbines_elforsk_report_12_13_draftversion_120127.pdf (accessed on 8 November 2017).
- Battisti, L. Relevance of Icing for Wind Turbines. In Wind Turbines in Cold Climates, Green Energy and Technology; Springer: Cham, Switzerland, 2015. [Google Scholar] [CrossRef]
- Mishnaevsky, L., Jr.; Brøndsted, P. Statistical modelling of compression and fatigue damage of unidirectional fiber reinforced composites. Compos. Sci. Technol. 2009, 69, 477–484. [Google Scholar] [CrossRef]
- Fecko, D. High strength glass reinforcements still being discovered. Reinf. Plast. 2006, 50, 40–44. [Google Scholar] [CrossRef]
- Ashwill, T.D. Materials and Innovations for Large Blade Structures: Research Opportunities in Wind Energy Technology. In Proceedings of the 50th AIAA Structures, Structural Dynamics & Materials Conference, Palm Springs, CA, USA, 4–7 May 2009. [Google Scholar]
- Grande, J.A. Wind Power Blades Energize Composites Manufacturing. Plast. Technol. 2008, 54, 68–75. [Google Scholar]
- Carbon Fiber vs. Fiberglass: A Comparison between the Two Materials Which Material Is Superior? Available online: https://infogr.am/carbon-fiber-vs-fiberglass (accessed on 8 November 2017).
- Haberkern, H. Tailor-made reinforcements. Reinf. Plast. 2006, 50, 28–33. [Google Scholar] [CrossRef]
- Mengal, A.N.; Karuppanan, S.; Wahab, A.A. Basalt Carbon Hybrid Composite for Wind Turbine Rotor Blades: A Short Review. Adv. Mater. Res. 2014, 970, 67–73. [Google Scholar] [CrossRef]
- Abashidze, S.; Marquis, F.D.; Abashidze, G.S. Hybrid fiber and nanopowder reinforced composites for wind turbine blades. J. Mater. Res. Technol. 2015, 4, 60–67. [Google Scholar]
- Ong, C.-H.; Tsai, S.W. The Use of Carbon Fibers in Wind Turbine Blade Design: A SERI-8 Blade Example SAND2000-0478; Sandia National Laboratories Contractor Report; Sandia NL: Albuquerque, NM, USA, 2000.
- Wind Power Monthly Webpage. Available online: https://www.windpowermonthly.com/article/1419306/turbines-year-rotor-blades (accessed on 8 November 2017).
- Chiang, M.Y.M.; Wang, X.F.; Schultheisz, C.R.; He, J.M. Prediction and three-dimensional Monte-Carlo simulation for tensile properties of unidirectional hybrid composites. Compos. Sci. Technol. 2005, 65, 1719–1727. [Google Scholar] [CrossRef]
- Gutans, J.; Tamuzs, V. Strength probability of unidirectional hybrid composites. Theor. Appl. Fract. Mech. 1987, 7, 193–200. [Google Scholar] [CrossRef]
- Yao, L.N.; Chou, T.W. Analysis of hybrid effect in unidirectional composites under longitudinal compression. Compos. Struct. 1989, 12, 27–37. [Google Scholar] [CrossRef]
- Summerscales, J.; Short, D. Carbon fibre and glass fibre hybrid reinforced plastics. Composites 1978, 9, 157–166. [Google Scholar] [CrossRef]
- Mishnaevsky, L., Jr.; Dai, G. Hybrid and hierarchical nanoreinforced polymer composites: Computational modelling of structure-properties relationships. Compos. Struct. 2014, 117, 156–168. [Google Scholar] [CrossRef]
- Manders, P.W.; Bader, M.G. The strength of hybrid glass/carbon fibre composites. J. Mater. Sci. 1981, 16, 2246–2256. [Google Scholar] [CrossRef]
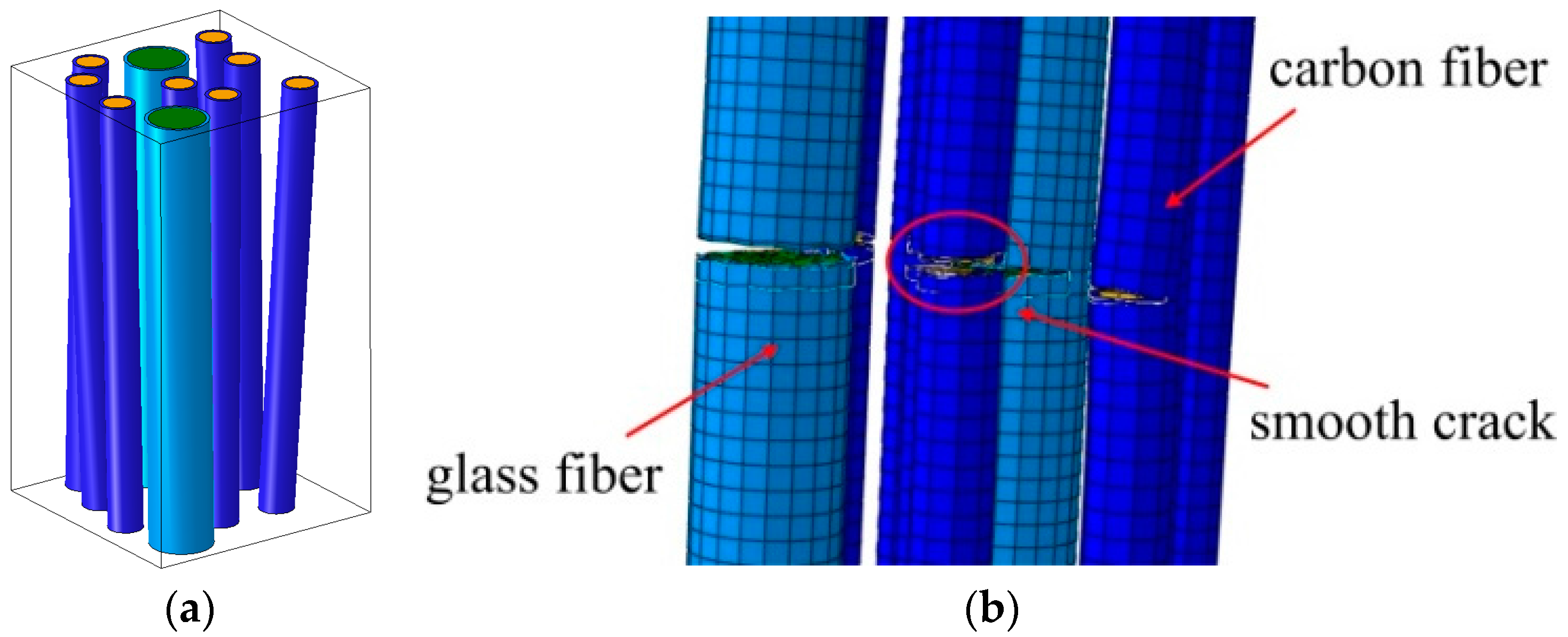
- Mishnaevsky, L., Jr.; Dai, G.M. Hybrid carbon/glass fiber composites: Micromechanical analysis of structure-damage resistance relationship. Comput. Mater. Sci. 2014, 81, 630–640. [Google Scholar] [CrossRef]
- Dai, G.M.; Mishnaevsky, L., Jr. Fatigue of hybrid carbon/glass composites: 3D Computational modelling. Compos. Sci. Technol. 2014, 94, 71–79. [Google Scholar] [CrossRef]
- Prabhakaran, D.; Andersen, T.L.; Markussen, C.M.; Madsen, B.; Lilholt, H. Tensile and compression properties of hybrid composites—A comparative study. In Proceedings of the 19th International Conference on Composite Materials (ICCM19), Montreal, QC, Canada, 28 July–2 August 2013; pp. 1029–1035. [Google Scholar]
- Kalagi, G.; Patil, R.; Nayak, N. Natural Fiber Reinforced Polymer Composite Materials for Wind Turbine Blade Applications. Int. J. Sci. Dev. Res. 2016, 1, 28–37. [Google Scholar]
- Holmes, J.W.; Sørensen, B.F.; Brøndsted, P. Reliability of Wind Turbine Blades: An Overview of Materials Testing. In Proceedings of the Wind Power Shanghai 2007, Shanghai, China, 1–3 November 2007. [Google Scholar]
- Holmes, J.W.; Brøndsted, P.; Sørensen, B.F.; Jiang, Z.H.; Sun, Z.H.; Chen, X.H. Development of a Bamboo-Based Composite as a Sustainable Green Material for Wind Turbine Blades. J. Wind Eng. 2009, 33, 197–210. [Google Scholar] [CrossRef]
- Piggot, H. A Wind Turbine Recipe ebook—The Axial Flux Plans—Metric; Hugh Piggott, Scoraig Wind Electric: Dundonnell, UK, 2014. [Google Scholar]
- Mishnaevsky, L., Jr.; Freere, P.; Sinha, R.; Acharya, P.; Shrestha, R.; Manandhar, P. Small wind turbines with timber blades for developing countries: Materials choice, development, installation and experiences. Renew. Energy 2011, 36, 2128–2138. [Google Scholar] [CrossRef]
- Sinha, R.; Acharya, P.; Freere, P.; Sharma, R.; Ghimire, P.; Mishnaevsky, L., Jr. Selection of Nepalese timber for small wind turbine blade construction. J. Wind Eng. 2010, 34, 263–276. [Google Scholar] [CrossRef]
- Qing, H.; Mishnaevsky, L., Jr. A 3D multilevel model of damage and strength of wood: Analysis of microstuctural effects. Mech. Mater. 2011, 43, 487–495. [Google Scholar] [CrossRef]
- Mishnaevsky, L., Jr.; Freere, P.; Sharma, R.; Brøndsted, P.; Qing, H.; Bech, J.I.; Sinha, R.; Acharya, P.; Evans, R. Strength and reliability of wood for the components of low-cost wind turbines: Computational and experimental analysis and applications. J. Wind Eng. 2009, 33, 183–196. [Google Scholar] [CrossRef]
- Sonparote, P.W.; Lakkad, S.C. Mechanical properties of carbon/glass fibre reinforced hybrids. Fibre Sci. Technol. 1982, 16, 309–312. [Google Scholar] [CrossRef]
- Nijssen, R.P.L. Fatigue Life Prediction and Strength Degradation of Wind Turbine Rotor Blade Composites. Ph.D. Thesis, Knowledge Centre Wind Turbine Materials and Constructions (KC-WMC), Wieringerwerf, The Netherlands, 2007; 257p. [Google Scholar]
- Joncas, S. Thermoplastic Composite Wind Turbine Blades: An Integrated Design Approach. Ph.D. Thesis, TU Delft, Delft, The Netherlands, 2010; 273p. [Google Scholar]
- Lystrup, A.; Andersen, T.L.; Knudsen, H.; Vestergaard, T.; Lilleheden, L.; Vestergaard, J. Hybrid Yarn for Thermoplastic Fibre Composites; Summary of Technical Results; Final Report for MUP2 Framework Program No. 1994-503/0926-50; Risø-R-1034(EN); Risø National Laboratory: Roskilde, Denmark, 1998; p. 16, ISBN 87-550-2366-5. [Google Scholar]
- Dai, G.M.; Mishnaevsky, L., Jr. Damage evolution in nanoclay-reinforced polymers: A three-dimensional computational study. Compos. Sci. Technol. 2013, 74, 67–77. [Google Scholar] [CrossRef]
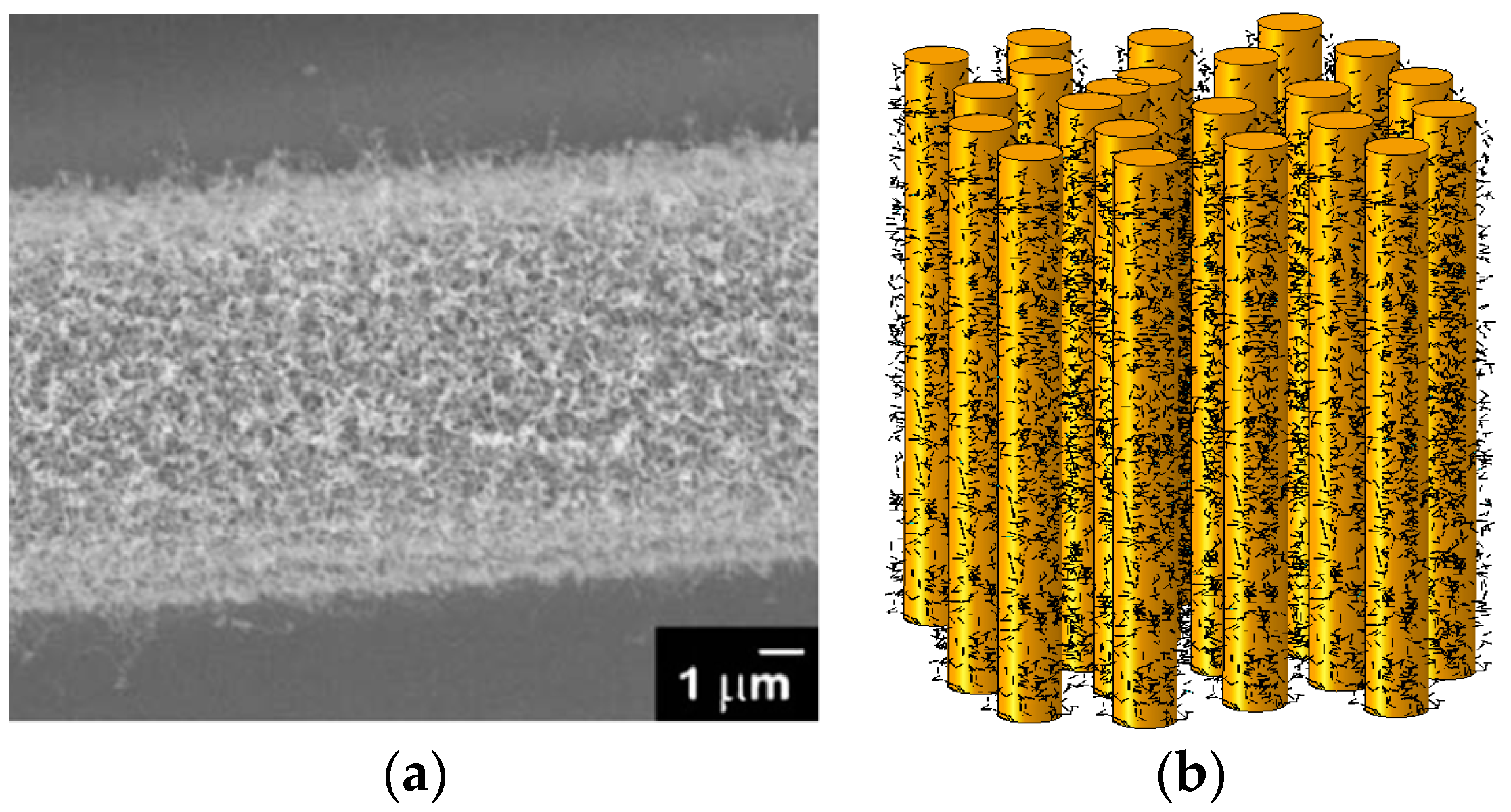
- Zhou, H.W.; Yi, H.Y.; Liu, Y.Q.; Hu, X.; Warrier, A.; Dai, G.M.; Mishnaevsky, L., Jr. Carbon fiber/carbon nanotube based hierarchical composites: Effect of CNT distribution on shearing strength. Compos. B 2016, 88, 201–211. [Google Scholar] [CrossRef]
- Ma, P.C.; Zhang, Y. Perspectives of carbon nanotubes/polymer nanocomposites for wind blade materials. Renew. Sustain. Energy Rev. 2014, 30, 651–660. [Google Scholar] [CrossRef]
- Loos, M.; Yang, J.; Feke, D.; Manas-Zloczower, I. Carbon nanotube-reinforced epoxy composites for wind turbine blades. Plast. Res. Online 2012. [Google Scholar] [CrossRef]
- Yavari, F.; Rafiee, M.A.; Rafiee, J.; Yu, Z.-Z.; Koratkar, N. Dramatic Increase in Fatigue Life in Hierarchical Graphene Composites. ACS Appl. Mater. Interfaces 2010, 2, 2738–2743. [Google Scholar] [CrossRef] [PubMed]
- Merugula, L.; Khanna, V.; Bakshi, B.R. Reinforced Wind Turbine Blades—An Environmental Life Cycle Evaluation. Environ. Sci. Technol. 2012, 46, 9785–9792. [Google Scholar] [CrossRef] [PubMed]
- Merugula, L.V.; Khanna, B.R. Bakshi Comparative life cycle assessment: Reinforcing wind turbine blades with carbon nanofibres. In Proceedings of the 2010 IEEE Symposium on Sustainable Systems and Technology (ISSST), Washington, DC, USA, 17–19 May 2010; pp. 1–6. [Google Scholar]
- Kinloch, A.J.; Taylor, A.C.; Techapaitoon, M.; Teo, W.S.; Sprenger, S. From matrix nano- and micro-phase tougheners to composite macro-properties. Philos. Trans. A Math. Phys. Eng. Sci. 2016, 374. [Google Scholar] [CrossRef] [PubMed]
- Khare, K.S.; Khare, R. Effect of carbon nanotube dispersion on glass transition in cross-linked epoxy-carbon nanotube nanocomposites: Role of interfacial interactions. J. Phys. Chem. B 2013, 117, 7444–7454. [Google Scholar] [CrossRef] [PubMed]
- Dai, G.M.; Mishnaevsky, L., Jr. Carbone nanotube reinforced hybrid composites: Computational modelling of environmental fatigue and usability for wind blades. Compos. Part B 2015, 78, 349–360. [Google Scholar] [CrossRef]
- Dai, G.M.; Mishnaevsky, L., Jr. Fatigue of multiscale composites with secondary nanoplatelet reinforcement: 3D computational analysis. Compos. Sci. Technol. 2014, 91, 71–81. [Google Scholar] [CrossRef]
- Pontenfisso, A.; Mishnaevsky, L., Jr. Nanomorphology of graphene and CNT reinforced polymer and its effect on damage: Micromechanical numerical study. Compos. B 2016, 96, 338–349. [Google Scholar] [CrossRef]
- Loos, M.R.; Schulte, K. Is It Worth the Effort to Reinforce Polymers With Carbon Nanotubes? Macromol. Theory Simul. 2011, 20, 350–362. [Google Scholar] [CrossRef]
- Thostenson, E.T.; Li, W.Z.; Wang, D.Z.; Ren, Z.F.; Chou, T.W. Carbon nanotube/carbon fiber hybrid multiscale composites. J. Appl. Phys. 2002, 91, 6034–6037. [Google Scholar] [CrossRef]
- Staab, G.H. Laminar Composites; Butterworth-Heinemann: Oxford, UK, 1999. [Google Scholar]
- Campbell, F.C. Structual Composite Materials; ASM International: Materials Park, OH, USA, 2010. [Google Scholar]
- Dwight, D.W. Glass fibre reinforcement. In Comprehensive Composite Materials; Kelly, A., Zweben, C., Eds.; Elsevier: Amsterdam, The Netherlands, 2000; Volume 1, pp. 231–261. [Google Scholar]
- Jones, F.R. Glass fibres. In High-Performance Fibres; Hearle, J.W.S., Ed.; Woodhead Publishing Ltd.: Cambridge, UK, 2001; pp. 191–238. [Google Scholar]
- Hartman, D.; Greenwood, M.; Miller, D. High Strength Glass Fibers; Technical Report; Owens Corning Corp.: Toledo, OH, USA, 1996. [Google Scholar]
- Thomason, J.L.; Adzima, L.J. Sizing up the interphase: An insider’s guide to the science of sizing. Compos. Part A Appl. Sci. Manuf. 2001, 32, 313–321. [Google Scholar] [CrossRef]
- Thomason, J.L. Glass Fibre Sizings—A Review of the Scientific Literature; University of Strathclyde: Glasgow, UK, 2012. [Google Scholar]
- Wiederhorn, S.M. Influence of water vapor on crack propagation in soda-lime glass. J. Am. Ceram. Soc. 1967, 50, 407–414. [Google Scholar] [CrossRef]
- Gorowara, R.L.; Kosik, W.E.; McKnight, S.H.; McCullough, R.L. Molecular characterization of glass fiber surface coatings for thermosetting polymer matrix/glass fiber composites. Compos. Part A Appl. Sci. Manuf. 2001, 32, 323–329. [Google Scholar] [CrossRef]
- Jones, F.R. A review of interphase formation and design in fibre-reinforced composites. J. Adhes. Sci. Technol. 2010, 24, 171–202. [Google Scholar] [CrossRef]
- Park, S.J.; Meng, L.Y. Surface Treatment and Sizing of Carbon Fibers. In Carbon Fibers; Springer Series in Materials Science; Springer: Dordrecht, The Netherlands, 2015; Volume 210. [Google Scholar]
- Park, S.J.; Heo, G.Y. Precursors and Manufacturing of Carbon Fibers. In Carbon Fibers; Springer Series in Materials Science; Springer: Dordrecht, The Netherlands, 2015; Volume 210. [Google Scholar]
- Zhang, R.L.; Zhang, J.S.; Zhao, L.H.; Sun, Y.L. Sizing Agent on the Carbon Fibers Surface and Interface Properties of Its Composites. Fibers Polym. 2015, 16, 657–663. [Google Scholar] [CrossRef]
- Ma, Q.; Gu, Y.; Li, M.; Wang, S.; Zhang, Z. Effects of surface treating methods of high-strength carbon fibers on interfacial properties of epoxy resin matrix composite. Appl. Surf. Sci. 2016, 379, 199–205. [Google Scholar] [CrossRef]
- Pickering, K.L.; Efendy, M.A.; Le, T.M. A review of recent developments in natural fibre composites and their mechanical performance. Compos. Part A 2016, 83, 98–112. [Google Scholar] [CrossRef]
- George, J.; Sreekala, M.S.; Thomas, S. A Review on Interface Modification and Characterization of Natural Fiber Reinforced Plastic Composites. Polym. Eng. Sci. 2001, 41, 1471–1785. [Google Scholar] [CrossRef]
- IEC 61400-23. Wind Turbines—Part 23: Full-Scale Structural Testing of Rotor Blades; Edition 1.0, 2014-04-08, TC/SC 88; IEC: Geneva, Switzerland, 2014. [Google Scholar]
- Eder, M.A.; Branner, K.; Berring, P.; Belloni, F.; Toft, H.S.; Sørensen, J.D.; Corre, A.; Lindby, T.; Quispitup, A.; Petersen, T.K. Experimental Blade Research—Phase 2; Report No. E-0083; DTU Wind Energy: Roskilde, Denmark, 2015; p. 108. [Google Scholar]
- Sørensen, J.D.; Branner, K.; Toft, H.S. Milestone 6: Recommendations for Future Sub Component Tests. EUDP: Experimental Blade Research—Phase 2 (EBR2); Report; DTU: Lyngby, Denmark, 2013. [Google Scholar]
- DNV GL AS. Rotor Blades for Wind Turbines; Standard DNVGL-ST-0376; DNV GL AS: Oslo, Norway, 2015. [Google Scholar]
- Pansart, S. A new rotor blade standard for high product quality and flexible certification. In Proceedings of the European Wind Energy Association (EWEA 2015), Paris, France, 17–20 November 2015. [Google Scholar]
- Branner, K.; Berring, P.; Haselbach, P.U. Subcomponent testing of trailing edge panels in wind turbine blades. In Proceedings of the 17th European Conference on Composite Materials, Munich, Germany, 26–30 June 2016. [Google Scholar]
- Lahuerta, F.; de Ruiter, M.J.; Espinosa, L.; Koorn, N.; Smissaert, D. Assessment of wind turbine blade trailing edge failure with sub-component tests. In Proceedings of the 21st International Conference on Composite Materials, Xi’an, China, 20–25 August 2017. [Google Scholar]
- Rosemeier, M.; Basters, G.; Antoniou, A. Benefits of sub-component over full-scale blade testing elaborated on a trailing edge bond line design validation. In Proceedings of the Wind Energy Science Conference, Lyngby, Denmark, 26–29 June 2017. [Google Scholar]
- Hughes, S.; Musial, W.; Stensland, T. Implementation of two axis servo-hydraulic system for full-scale testing of wind turbine blades. In Proceedings of the Windpower ’99, Burlington, VT, USA, 20–23 June 1999; pp. 67–76. [Google Scholar]
- Greaves, P.R.; Dominy, R.G.; Ingram, G.L.; Long, H.; Court, R. Evaluation of dual-axis fatigue testing of large wind turbine blades. J. Mech. Eng. Sci. 2011, 226, 1693–1704. [Google Scholar] [CrossRef]
- Mishnaevsky, L., Jr.; Zhou, H.W.; Yi, H.Y.; Gui, L.L.; Peng, R.D.; Wang, H.W. Microscale damage mechanisms and degradation of fiber reinforced composites for wind energy applications: Results of Danish-Chinese collaborative investigations. J. Compos. Mater. 2014, 48, 2977–2991. [Google Scholar] [CrossRef]
- Mishnaevsky, L., Jr. Computational Mesomechanics of Composites; John Wiley: Hoboken, NJ, USA, 2007; p. 280. [Google Scholar]
- Sørensen, B.F.; Jacobsen, T.K. Large-scale bridging in composites: R-curves and bridging laws. Compos. Part A Appl. Sci. Manuf. 1998, 29, 1443–1451. [Google Scholar] [CrossRef]
- Sørensen, B.F.; Lilholt, H. Fiber pull-out test and single fiber fragmentation test-analysis and modelling. IOP Conf. Ser. Mater. Sci. Eng. 2016, 139, 012009. [Google Scholar] [CrossRef]
- Vajari, D.A.; Sørensen, B.F.; Legarth, B.N. Effect of fiber positioning on mixed-mode fracture of interfacial debonding in composites. Int. J. Solids Struct. 2015, 53, 58–69. [Google Scholar] [CrossRef]
- Zhou, H.W.; Yi, H.Y.; Gui, L.L.; Dai, G.M.; Peng, R.D.; Wang, H.W.; Mishnaevsky, L., Jr. Compressive damage mechanism of GFPR composites under off-axis loading: Experimental and numerical investigations. Compos. Part B Eng. 2013, 55, 119–127. [Google Scholar] [CrossRef]
- Zhou, H.W.; Mishnaevsky, L., Jr.; Brøndsted, P.; Tan, J.; Gui, L. SEM in situ laboratory investigations on damage growth in GFRP composite under three-point bending tests. Chin. Sci. Bull. 2010, 55, 1199–1208. [Google Scholar] [CrossRef]
- Sørensen, B.F. Micro-Macro Understanding of Fatigue of Fibre Composites; DTU Wind Energy: Roskilde, Denmark, 2014. [Google Scholar]
- Talreja, R. Fatigue of Composite Materials; Technomic Publishing: Lancaster, PA, USA, 1987. [Google Scholar]
- Hansen, J.Z.; Brøndsted, P.; Gillespie, J.W., Jr. Fatigue damage propagation in unidirectional glass fibre reinforced composites made of a non-crimp fabric. J. Compos. Mater. 2014, 48, 2711–2727. [Google Scholar]
- McGugan, M.; Pereira, G.; Sørensen, B.F.; Toftegaard, H.; Branner, K. Damage tolerance and structural monitoring for wind turbine blades. Philos. Trans. R. Soc. A 2015, 373, 20140077. [Google Scholar] [CrossRef] [PubMed]
- Mishnaevsky, L., Jr.; Brøndsted, P. Micromechanical modeling of damage and fracture of unidirectional fiber reinforced composites: A review. Comput. Mater. Sci. 2009, 44, 1351–1359. [Google Scholar] [CrossRef]
- Qian, C. Multi-Scale Modelling of Fatigue of Wind Turbine Rotor Blade Composites. Ph.D. Thesis, TU Delft, Delft, The Netherlands, 2013. [Google Scholar]
- Navigant Research. Drones for Wind Turbine Inspection Unmanned Aerial Vehicles and Inspection Services for Wind Turbines: Global Market Assessment and Forecasts; Navigant Research: Boulder, CO, USA, 2015. [Google Scholar]
- Sørensen, B.F.; Lading, L.; Sendrup, P.; McGugan, M.; Debel, C.P.; Kristensen, O.J.D.; Larsen, G.C.; Hansen, A.M.; Rheinländer, J.; Rusborg, J.; et al. Fundamentals for Remote Structural Health Monitoring of Wind Turbine Blades—A Preproject; Risoe-R; No. 1336EN; Forskningscenter Risoe: Roskilde, Denmark, 2002; p. 36. [Google Scholar]
- Lading, L.; McGugan, M.; Sendrup, P.; Rheinländer, J.; Rusborg, J. Fundamentals for Remote Structural Health Monitoring of Wind Turbine Blades—A Preproject; Annex B. Sensors and Non-Destructive Testing Methods for Damage Detection in Wind Turbine Blades; Risoe-R; No. 1341EN; Forskningscenter Risoe: Roskilde, Denmark, 2002; p. 42. [Google Scholar]
- Kristensen, O.J.D.; McGugan, M.; Sendrup, P.; Rheinländer, J.; Rusborg, J.; Hansen, A.M.; Debel, C.P.; Sørensen, B.F. Fundamentals for Remote Structural Health Monitoring of Wind Turbine Blades—A Preproject. Annex E. Full-Scale Test of Wind Turbine Blade Using Sensors and NDT; Risoe-R; No. 1333EN; Forskningscenter Risoe: Roskilde, Denmark, 2002; p. 64. [Google Scholar]
- McGugan, M.; Larsen, G.C.; Sørensen, B.F.; Borum, K.K.; Engelhardt, J. Fundamentals for Remote Condition Monitoring of Offshore Wind Turbines; Risoe-R; No. 1639EN; Forskningscenter Risoe, Danmarks Tekniske Universitet, Risø: Roskilde, Denmark, 2008; p. 48. [Google Scholar]
- McGugan, M.; McKirdy, S. Structural health monitoring tools for late and end of life management of offshore wind turbines. In Proceedings of the 8th European Workshop on Structural Health Monitoring, EWSHM 2016, Bilbao, Spain, 8 July 2016; pp. 2420–2429, ISBN 9781510827936. [Google Scholar]
- Salawu, O. Detection of structural damage through changes in frequency: A review. Eng. Struct. 1997, 19, 718–723. [Google Scholar] [CrossRef]
- Ulriksen, M.D.; Tcherniak, D.; Kirkegaard, P.H.; Damkilde, L. Operational Modal Analysis and wavelet transformation for damage identification in wind turbine blades. EWSHM Struct. Health Monit. 2016, 15, 381–388. [Google Scholar] [CrossRef]
- Tcherniak, D.; Mølgaard, L. Active vibration-based structural health monitoring system for wind turbine blade: Demonstration on an operating Vestas V27 wind turbine. Struct. Health Monit. 2017, 16, 536–550. [Google Scholar] [CrossRef]
- Larsen, G.; Berring, P.; Tcherniak, D.; Nielsen, P.H.; Branner, K. Effect of a Damage to Modal Parameters of a Wind Turbine Blade. In Proceedings of the 7th European Workshop on Structural Health Monitoring, Nantes, France, 8–11 July 2014. [Google Scholar]
- Güemes, A.; Fernández-López, A.; Soller, B. Optical Fiber Distributed Sensing—Physical Principles and Applications. Struct. Health Monit. 2010, 9, 233–245. [Google Scholar] [CrossRef]
- Barrias, A.R.; Casas, J.R.; Villalba, S. Review of Distributed Optical Fiber Sensors for Civil Engineering Applications. Sensors 2016, 16, 748. [Google Scholar] [CrossRef] [PubMed]
- Pickering, S.J. Recycling technologies for thermoset composite materials—Current status 2005. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1206–1215. [Google Scholar] [CrossRef]
- Oliveux, G.; Bailleul, J.-L.; Le Gal La Salle, E. Chemical recycling of glass fibre reinforced composites using subcritical water. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1809–1818. [Google Scholar] [CrossRef]
- Pickering, S.J.; Kelly, R.M.; Kennerley, J.R.; Rudd, C.D.; Fenwick, N.J. A fluidised-bed process for the recovery of glass fibres from scrap thermoset composites. Compos. Sci. Technol. 2000, 60, 509–523. [Google Scholar] [CrossRef]
- Åkesson, D.; Foltynowicz, Z.; Christeen, J.; Skrifvars, M. Microwave pyrolysis as a method of recycling glass fibre from used blades of wind turbines. J. Reinf. Plast. Compos. 2012, 31, 1136–1142. [Google Scholar] [CrossRef]
- Cunliffe, A.; Jones, N.; Williams, P. Recycling of fibre-reinforced polymeric waste by pyrolysis: Thermo gravimetric and bench-scale investigations. J. Anal. Appl. Pyrolysis 2003, 70, 315–338. [Google Scholar] [CrossRef]
- Thomason, J.L.; Yang, L.; Meier, R. The properties of glass fibres after conditioning at composite recycling temperatures. Compos. Part A Appl. Sci. Manuf. 2014, 61, 201–208. [Google Scholar] [CrossRef]
- Schmidl, E.; Hinrichs, S. Geocycle Provides Sustainable Recycling of Rotor Blades in cement plant. DEWI Mag. 2010, 36, 6–14. [Google Scholar]
- Farsøe, L.F. Gamle Vindmøllevinger Får Nyt Liv i Støjskærme. 2013. Available online: http://www.plast.dk/aktuelt/nyhed/Gamle-vindmoellevinger-faar-nyt-liv-i-stoejskaerme (accessed on 8 November 2017).
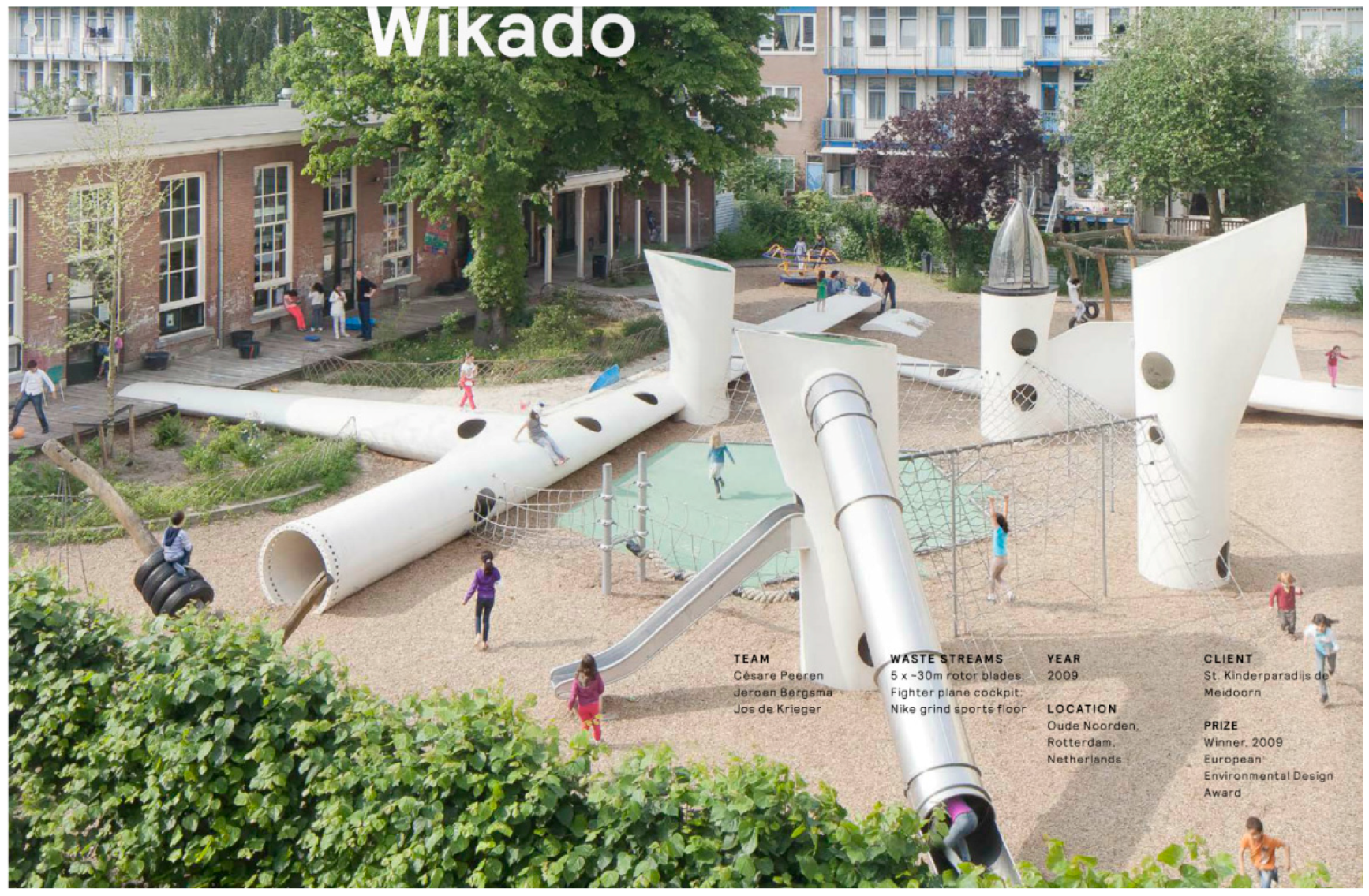
- Website of the SuperUse Architect Studio. Available online: http://superuse-studios.com/ (accessed on 8 November 2017).










© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mishnaevsky, L.; Branner, K.; Petersen, H.N.; Beauson, J.; McGugan, M.; Sørensen, B.F. Materials for Wind Turbine Blades: An Overview. Materials 2017, 10, 1285. https://doi.org/10.3390/ma10111285
Mishnaevsky L, Branner K, Petersen HN, Beauson J, McGugan M, Sørensen BF. Materials for Wind Turbine Blades: An Overview. Materials. 2017; 10(11):1285. https://doi.org/10.3390/ma10111285
Chicago/Turabian StyleMishnaevsky, Leon, Kim Branner, Helga Nørgaard Petersen, Justine Beauson, Malcolm McGugan, and Bent F. Sørensen. 2017. "Materials for Wind Turbine Blades: An Overview" Materials 10, no. 11: 1285. https://doi.org/10.3390/ma10111285
APA StyleMishnaevsky, L., Branner, K., Petersen, H. N., Beauson, J., McGugan, M., & Sørensen, B. F. (2017). Materials for Wind Turbine Blades: An Overview. Materials, 10(11), 1285. https://doi.org/10.3390/ma10111285