Bamboo–Polylactic Acid (PLA) Composite Material for Structural Applications


 ,
,
Abstract
:1. Introduction
- Flaw distributions and fiber discontinuities hinder the process of measuring and estimating the average cross-sectional areas of fiber bundles or elementary fiber [6].
- Many varieties of species exist for a given natural fiber. For example, over 1250 species of bamboo exist worldwide, and all are referred to by the same name “bamboo” [16].
- The average mechanical properties depend on the scale of the specimens considered for the test. The values of the mechanical properties are higher at the microscale than at the macroscale. Wang et al. measured the tensile strength of 1200 MPa for an elementary microscale fiber of bamboo; when considering a bundle of fibers at the macroscale level, the tensile strength was 800 MPa [6].
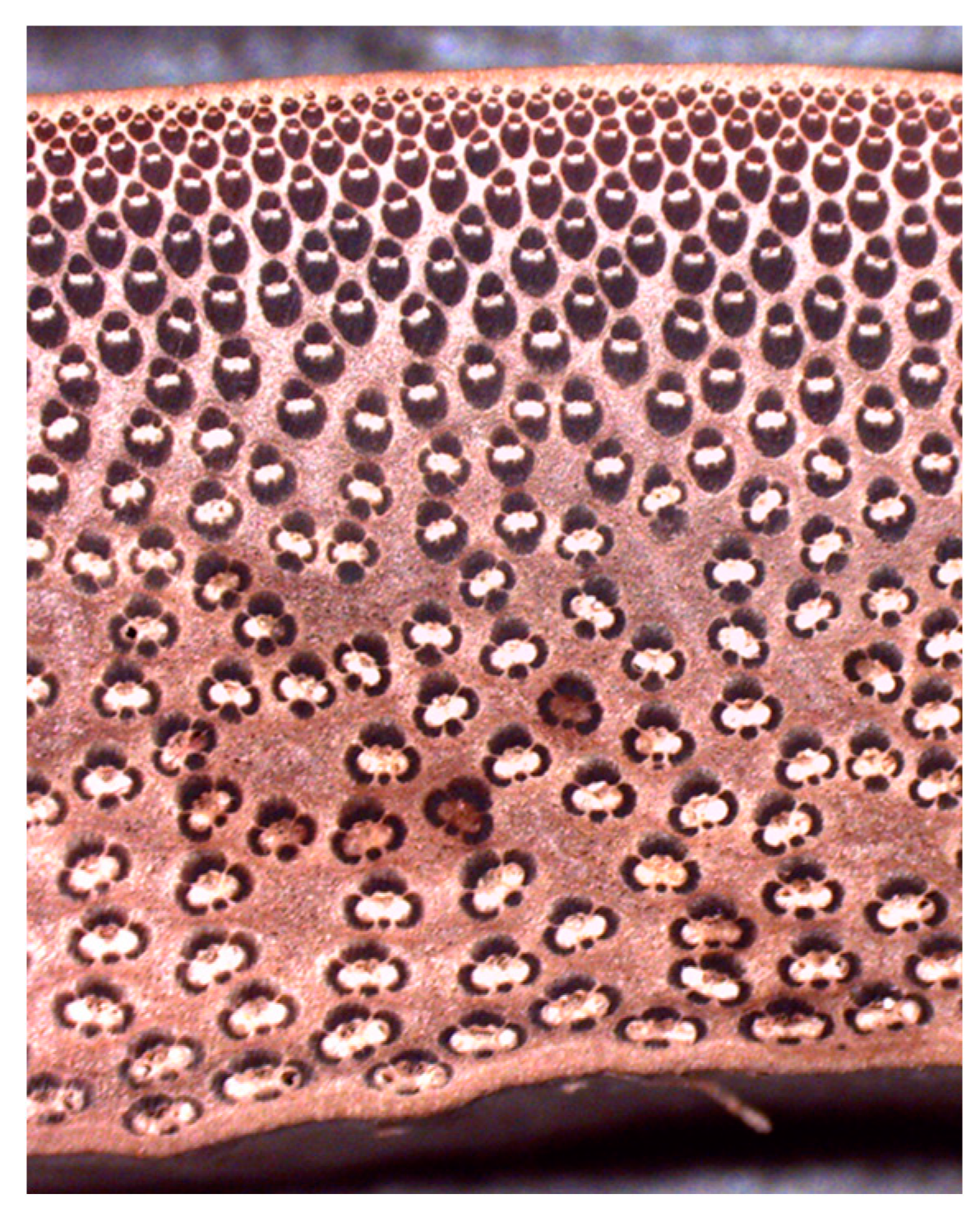
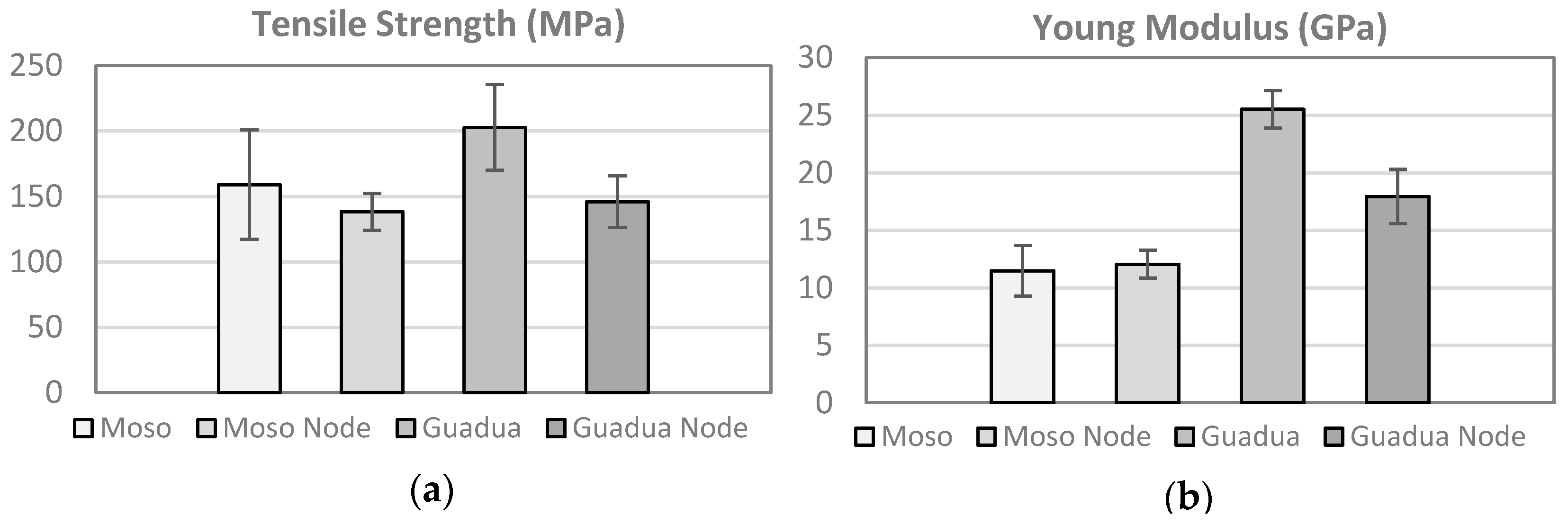
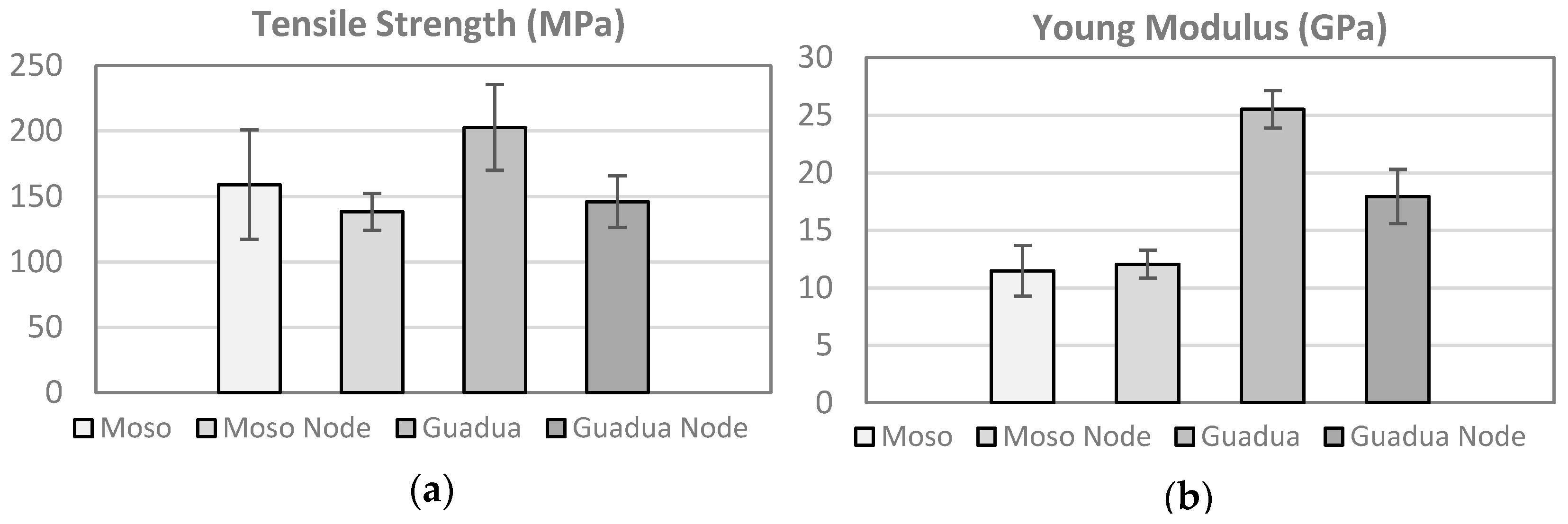
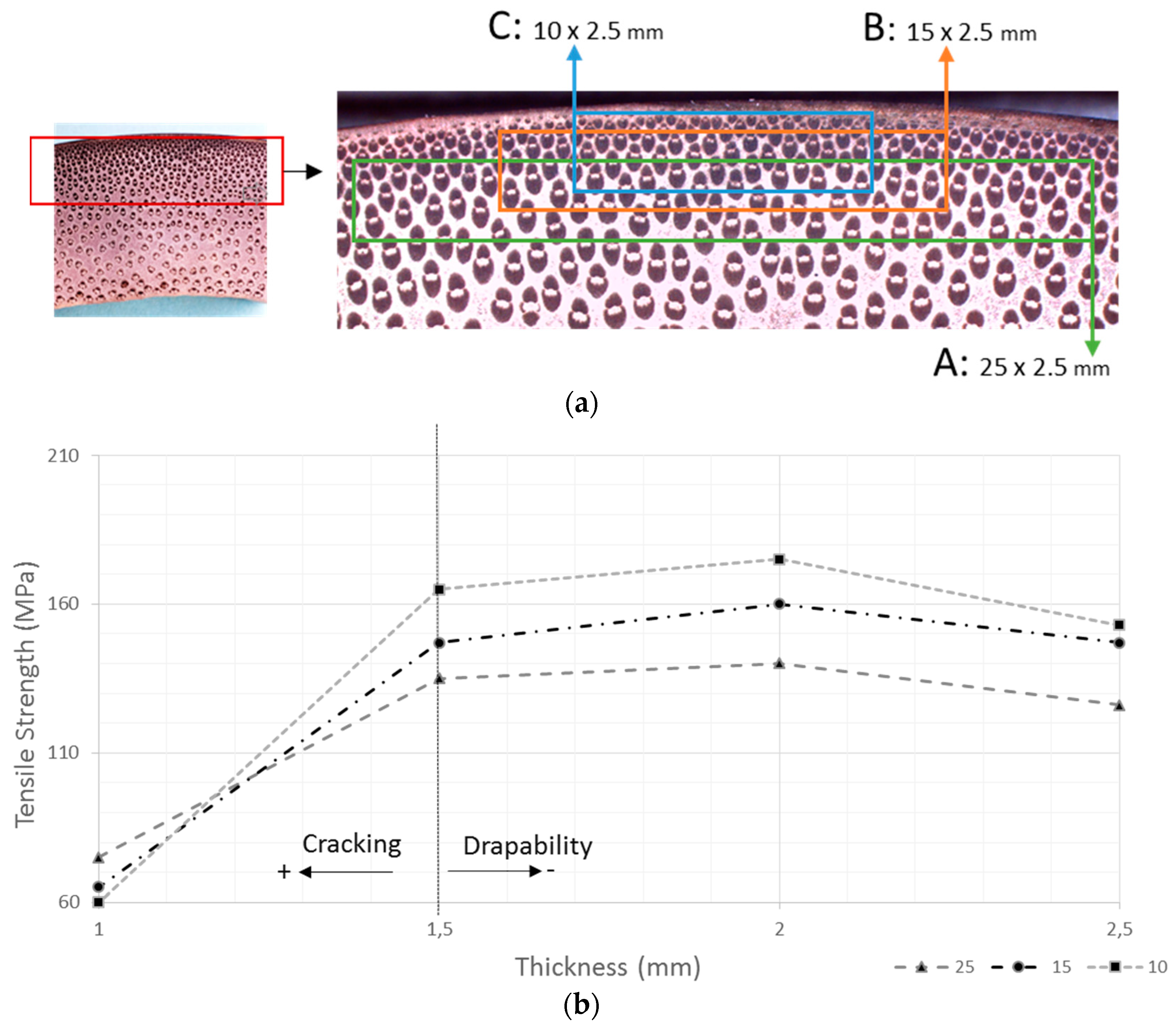
- The mechanical properties of the fiber are affected by the species, weather conditions, crop production, harvest stage time [15], and section considered for the extraction of the fiber bundles. Verma et al. reported that the tensile strength was 97.9 MPa in the inner region and 237.93 MPa in the outer region of a Moso bamboo culm [17].
- Standards considered to perform tests on fibers are lacking. In general, mechanical tests are performed based on the morphology of the fiber instead of proper standards, which define the dimension of the specimen, speed of the test, and clamping conditions, among other parameters. The specific standard ASTM C-1557-03 exists for measuring the tensile properties of fibers, but in the literature, not all tests have been performed based on this standard.
2. Materials
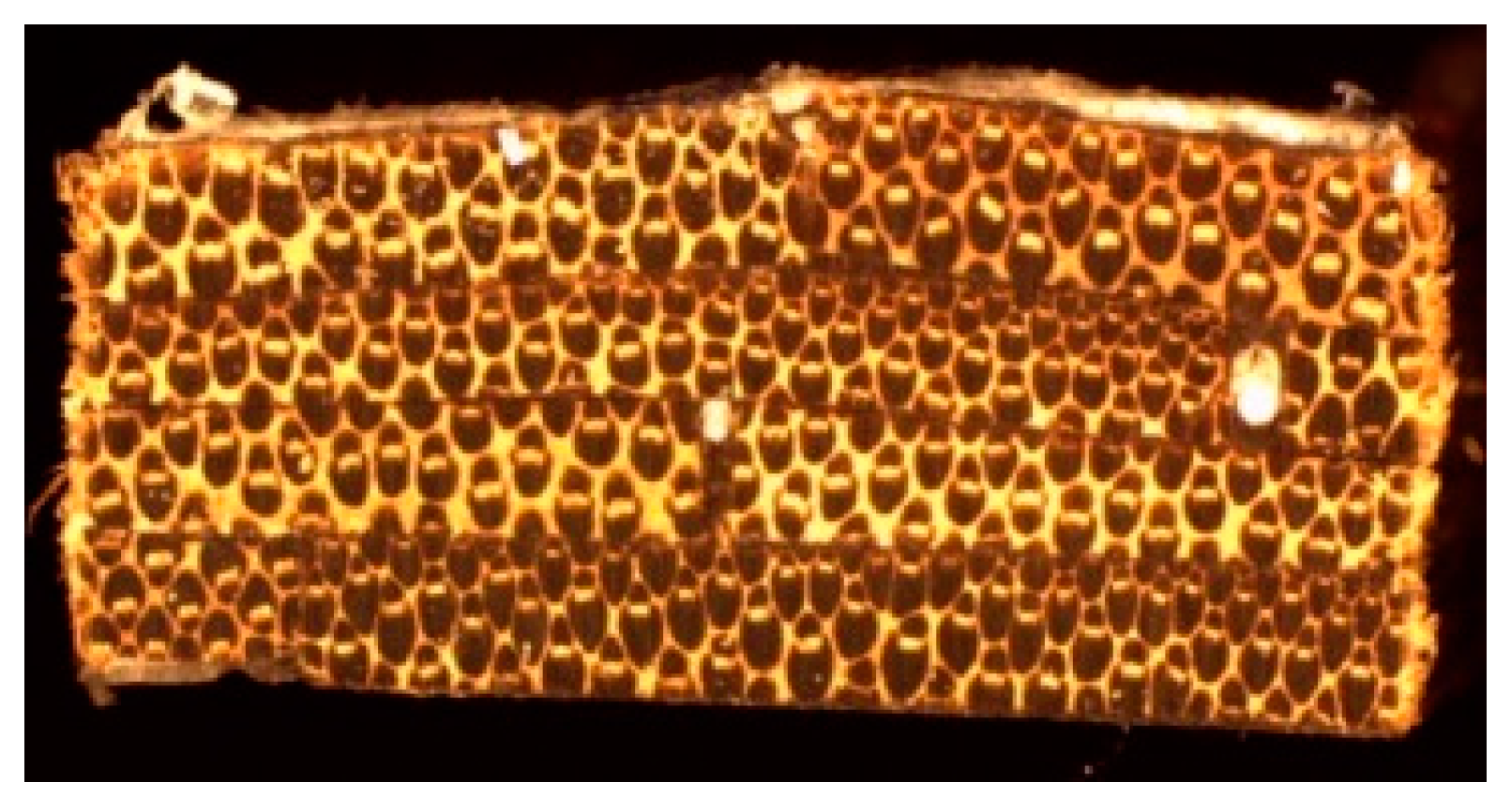
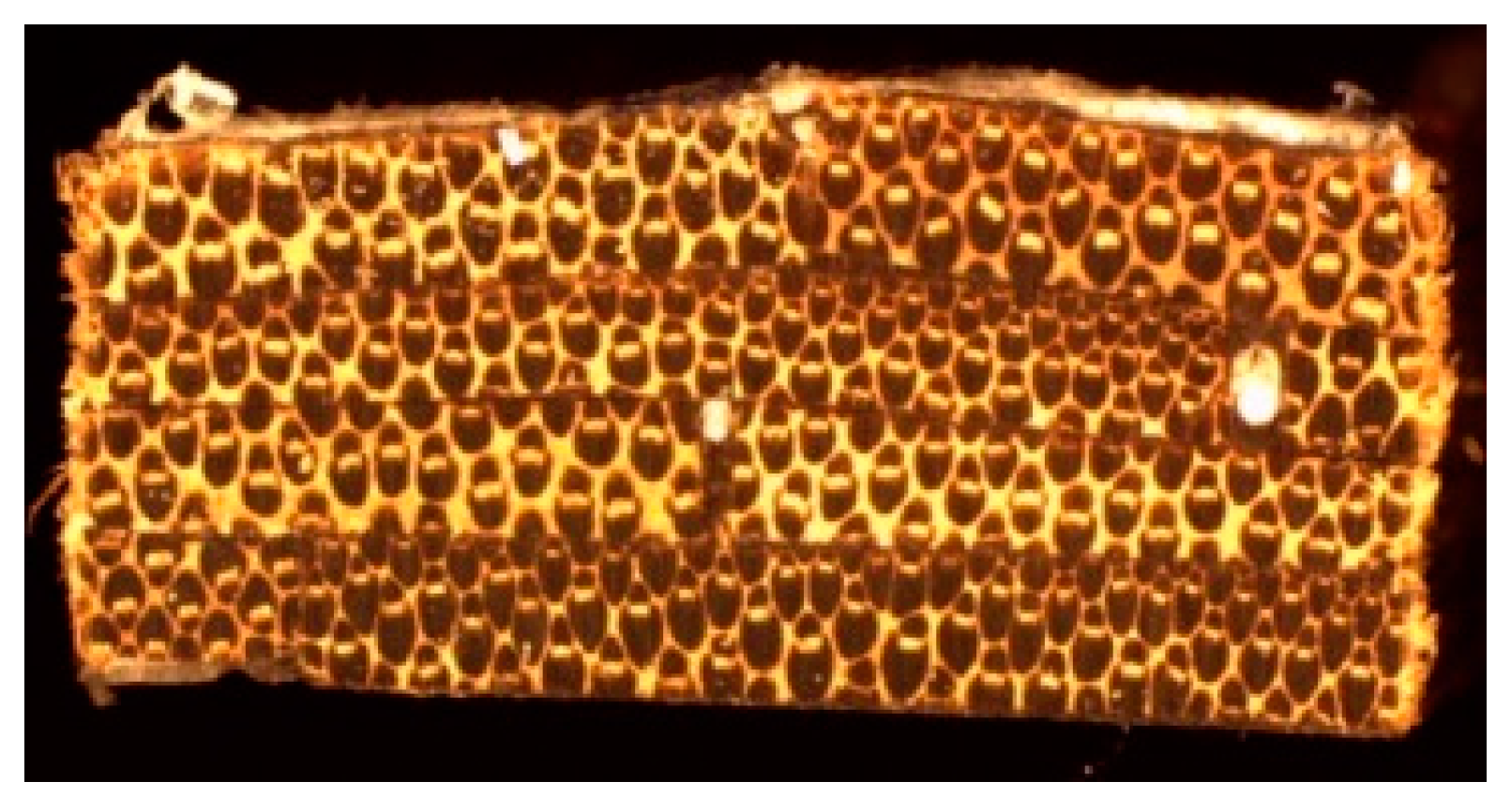
2.1. Bamboo
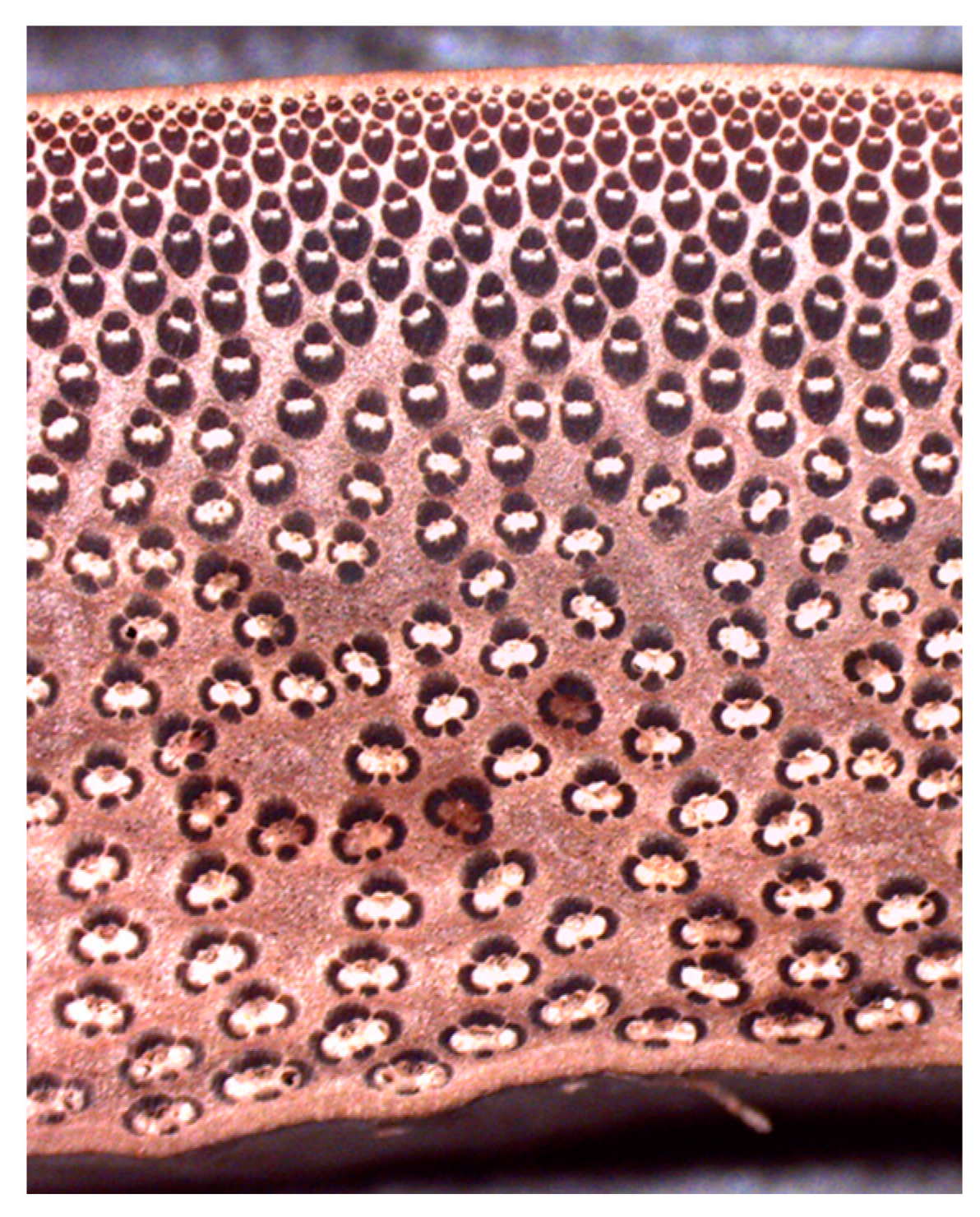
Morphological Study
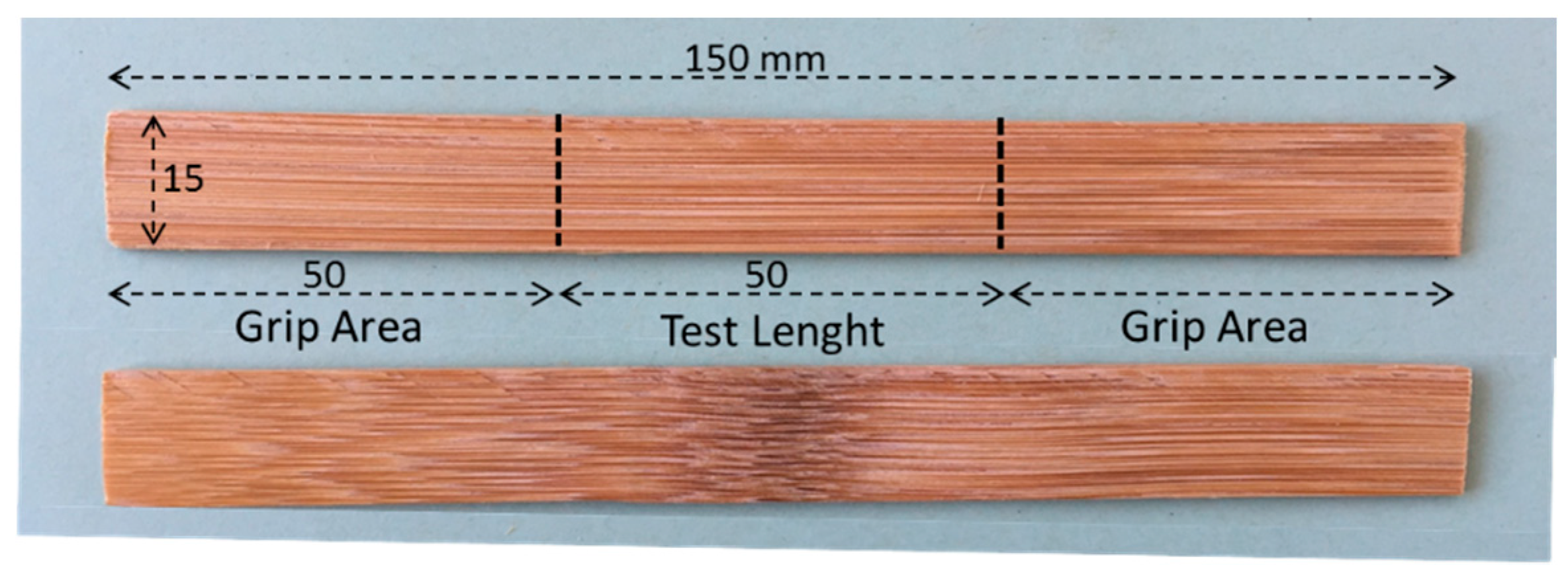
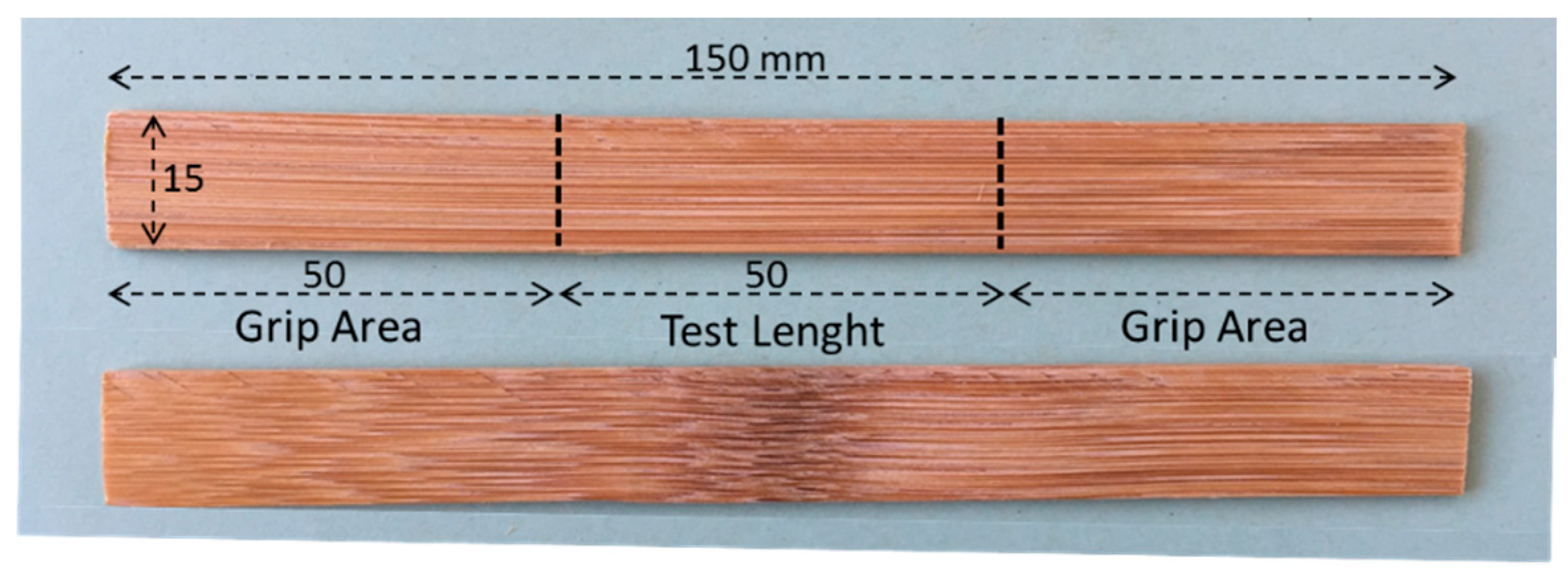
2.2. Fiber Strip Properties
2.3. Innovative Extraction Process
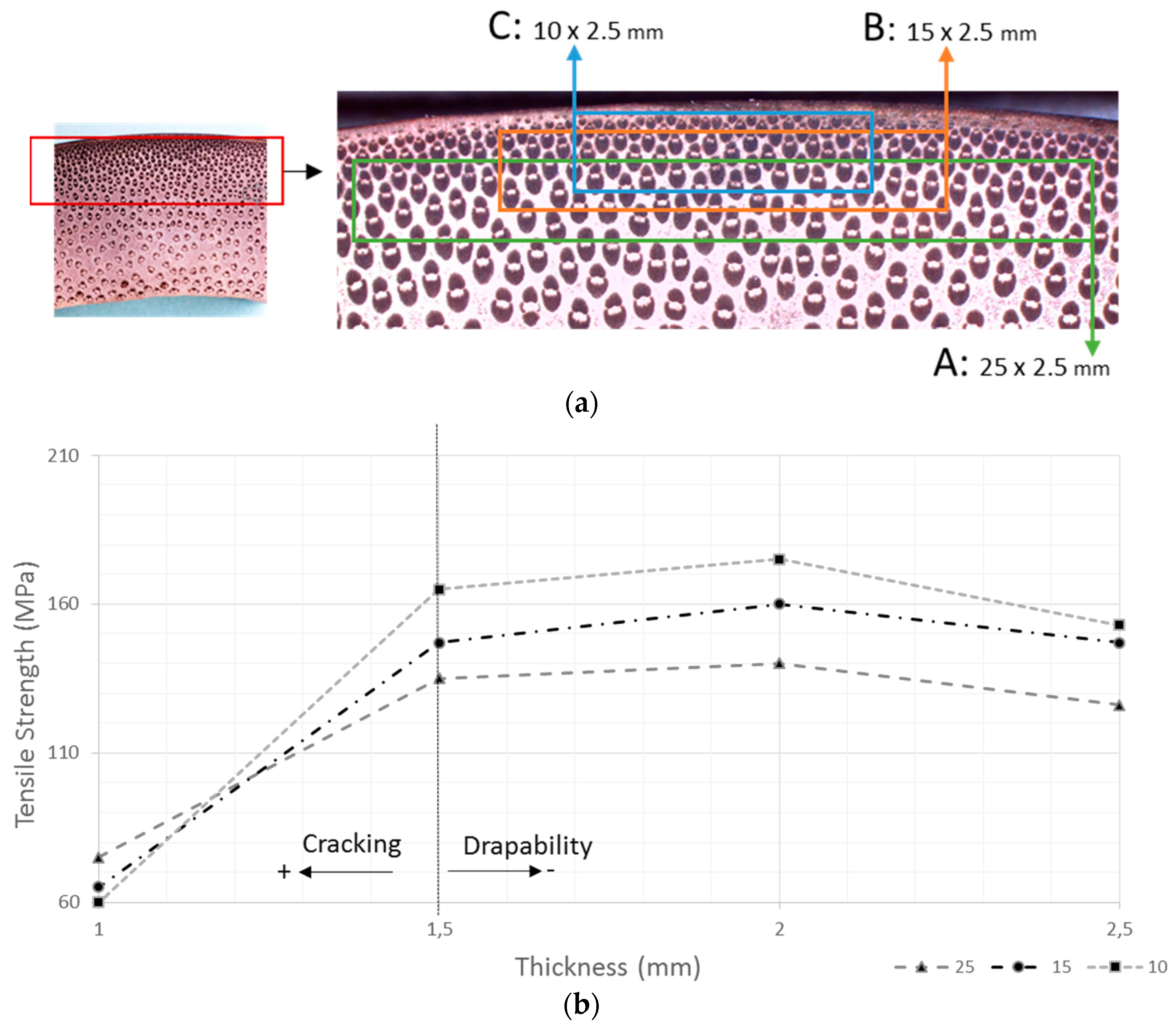
2.3.1. Dimensions of the Strips Extracted
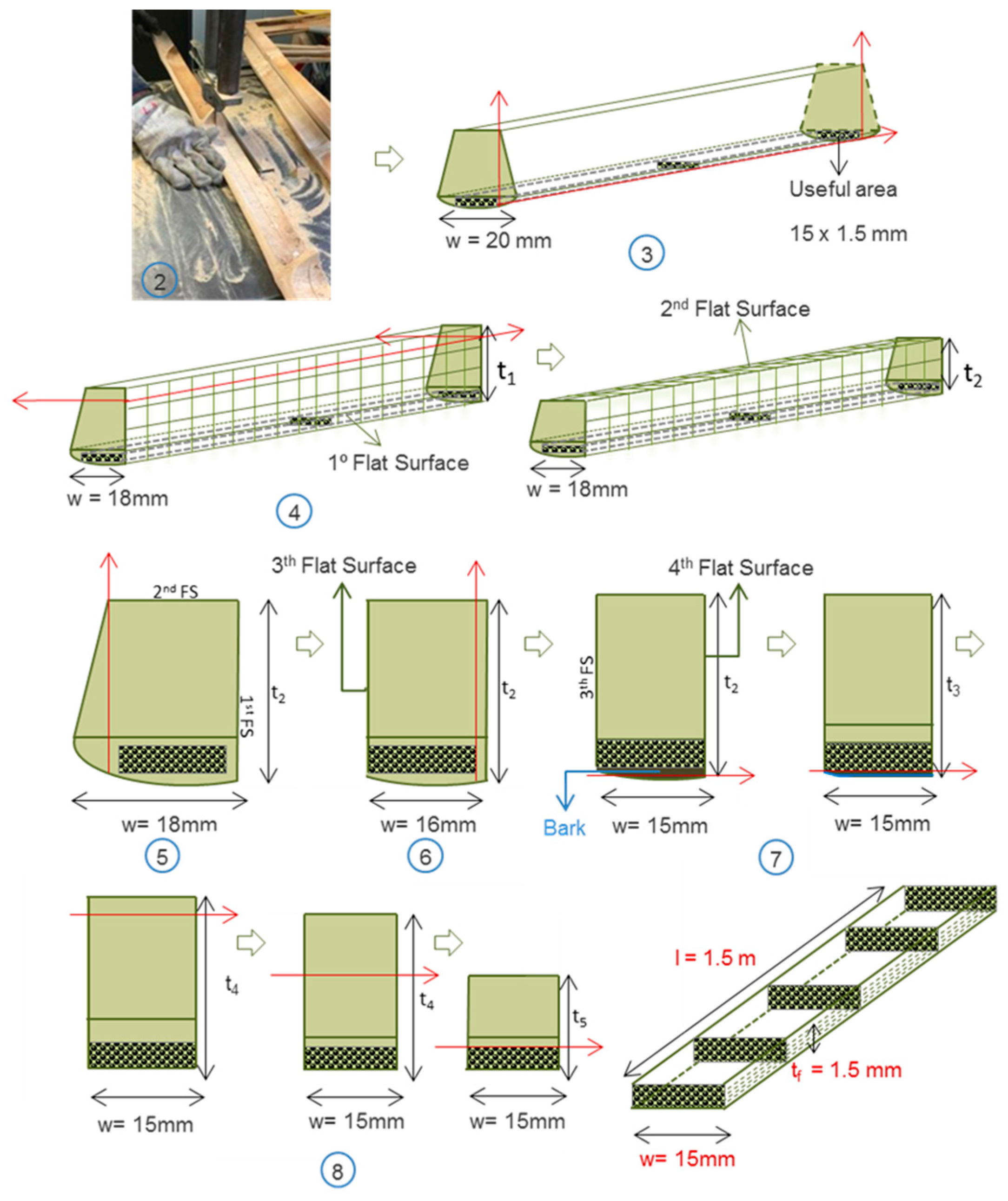
2.3.2. Mechanical Extraction Process
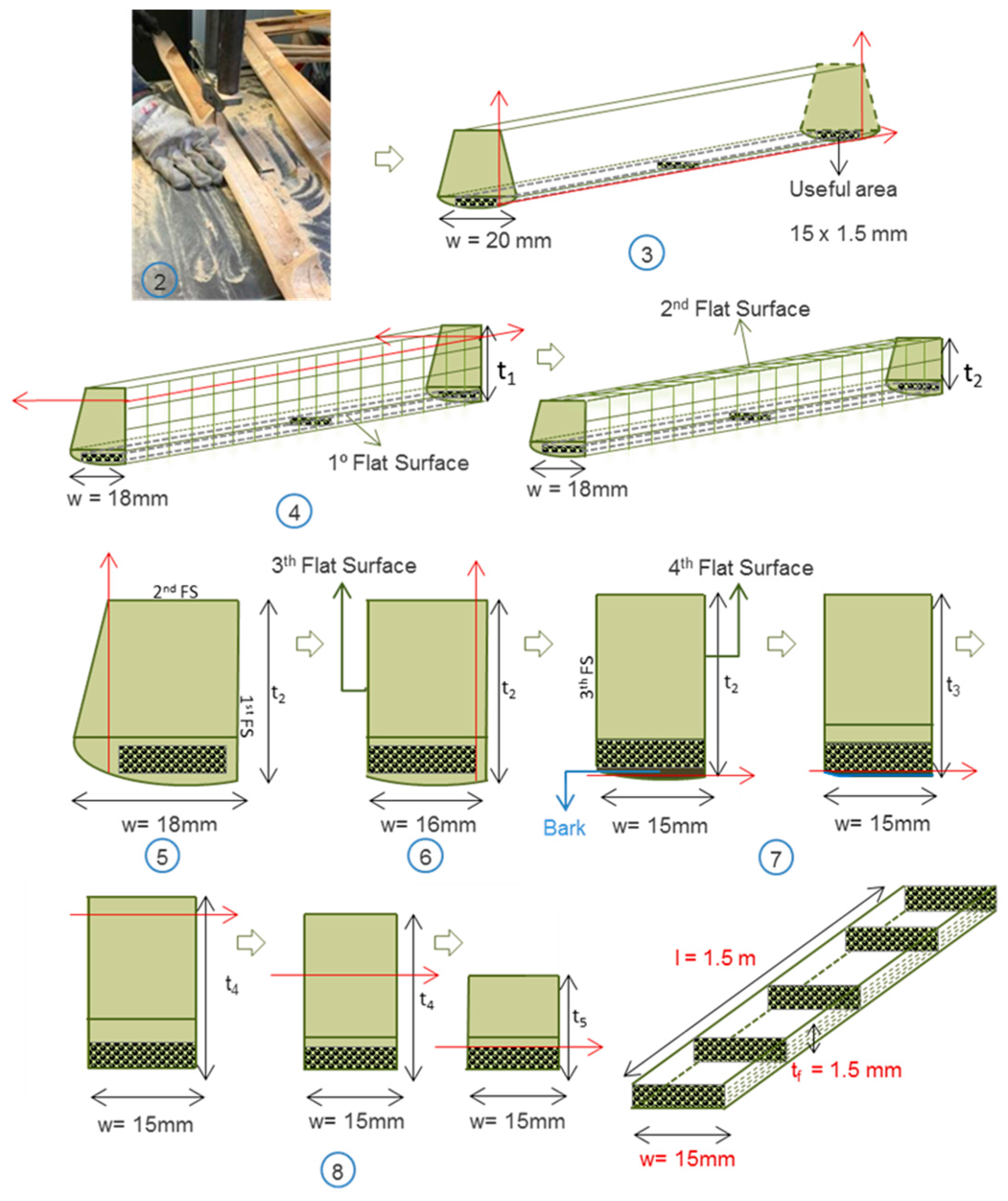
- Using a saw band, the bamboo culm is cut every 1.5 m.
- Using a saw band, the culm is cut longitudinally in slides (1.5 m × 20 mm × wall thickness). The width deviates by up to 2 mm over the length.
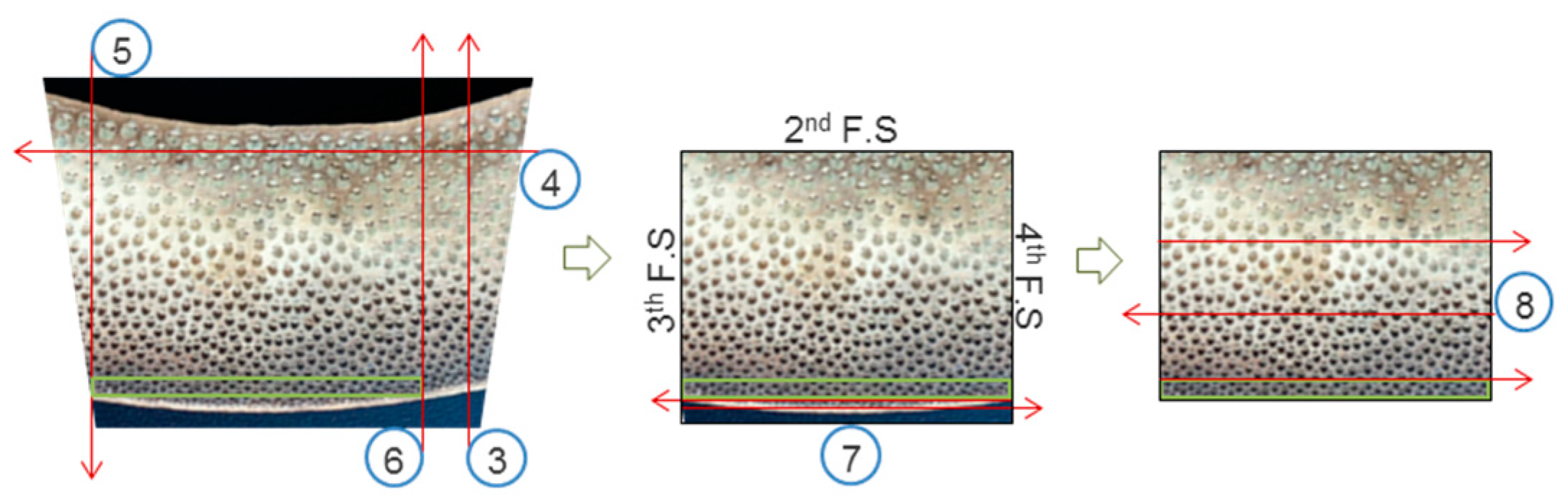
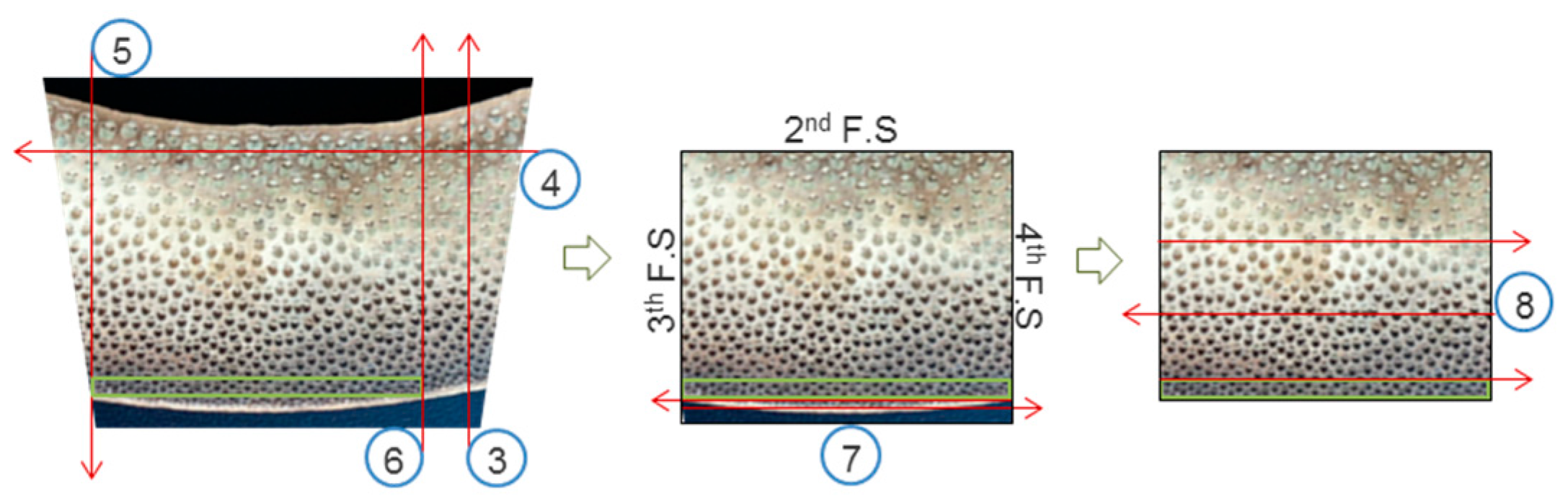
- The slide is cut along the length of the external area to obtain the first flat surface (1st). This cut is made by a saw band and requires later machining by a saw disk.
- The inner area is cut using the first flat surface as a reference to obtain the second flat surface (2nd) using a saw disk.
- The width of the slide is cut in order to obtain the third flat surface (3rd) using the previous flat surfaces (1st and 2nd) as references.
- The width of the slide is cut again to obtain the fourth flat surface (4th) using the previous 2nd and 3rd flat surfaces as references. Then, the final width of the strip is obtained (1.5 m × 15 mm × wall thickness).
- After obtaining the width with three flat surfaces, the next step is the machining of the slide to obtain the useful area. For this purpose, the bark is removed in two cutting process along the length, to avoid removing excessive external area. Quality control is performed by visual inspection.
- Finally, the inner area is reduced to obtain the final strip (1.5 m × 15 mm × 1.5 mm). In order to avoid microcracks in the strip, this step should be done in two steps.
2.4. Matrix
3. Biocomposite Manufacturing Process
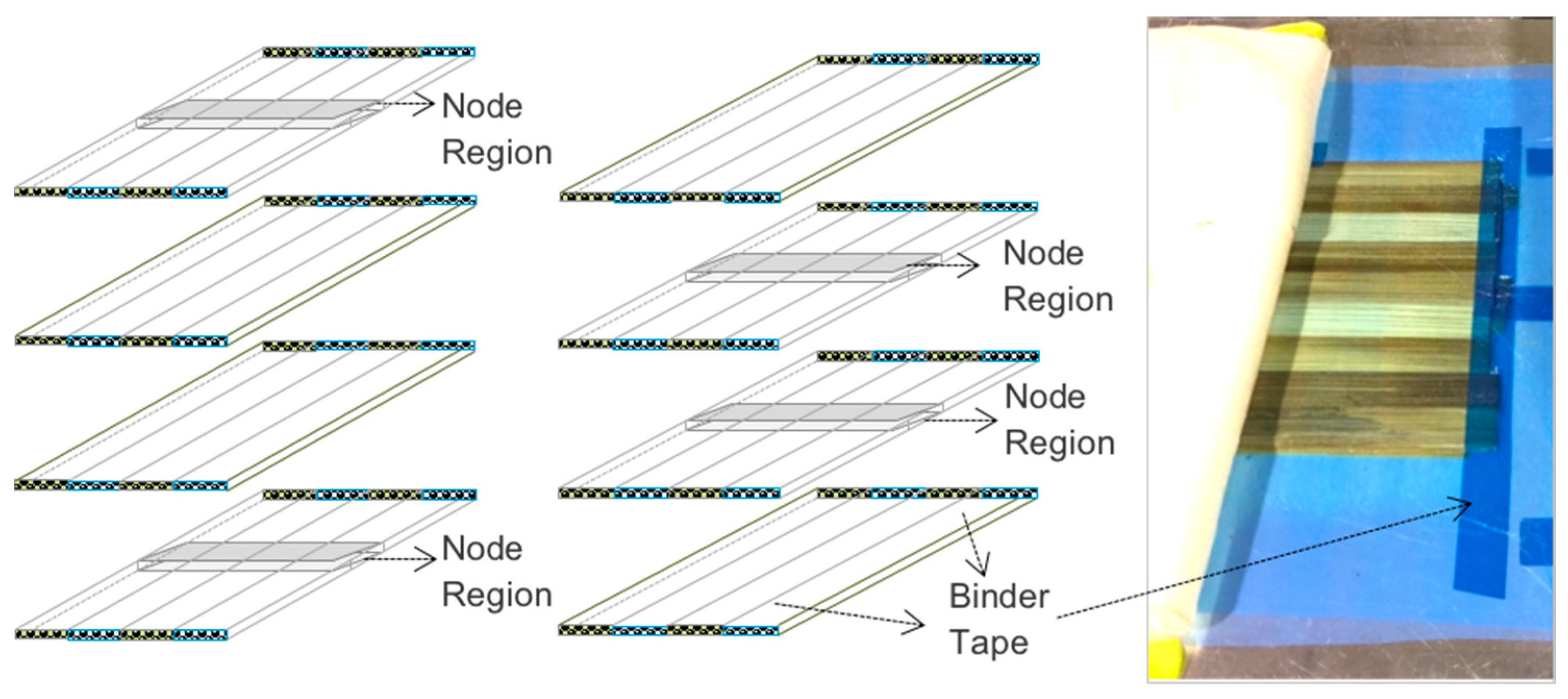
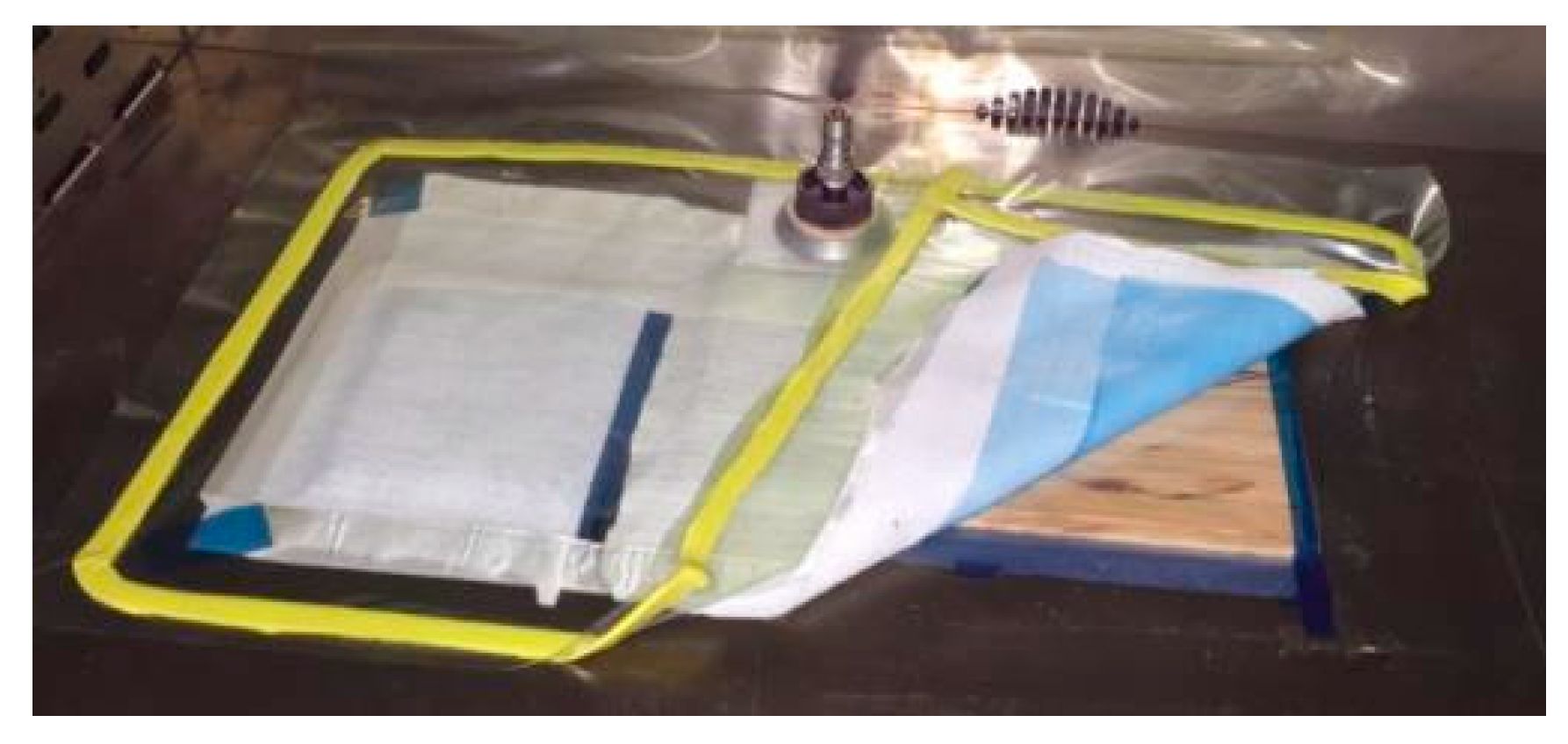
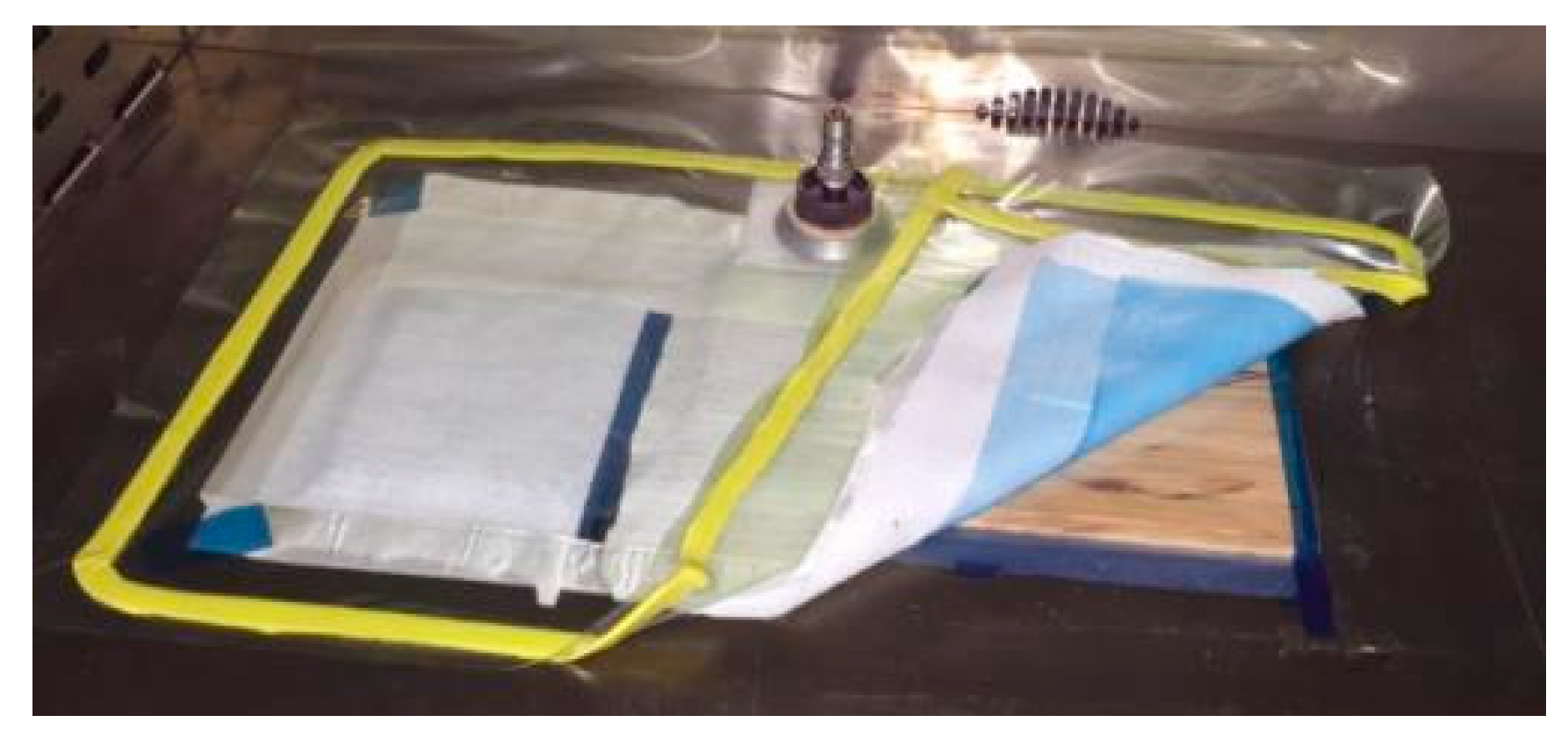
3.1. Manual Lay-Up
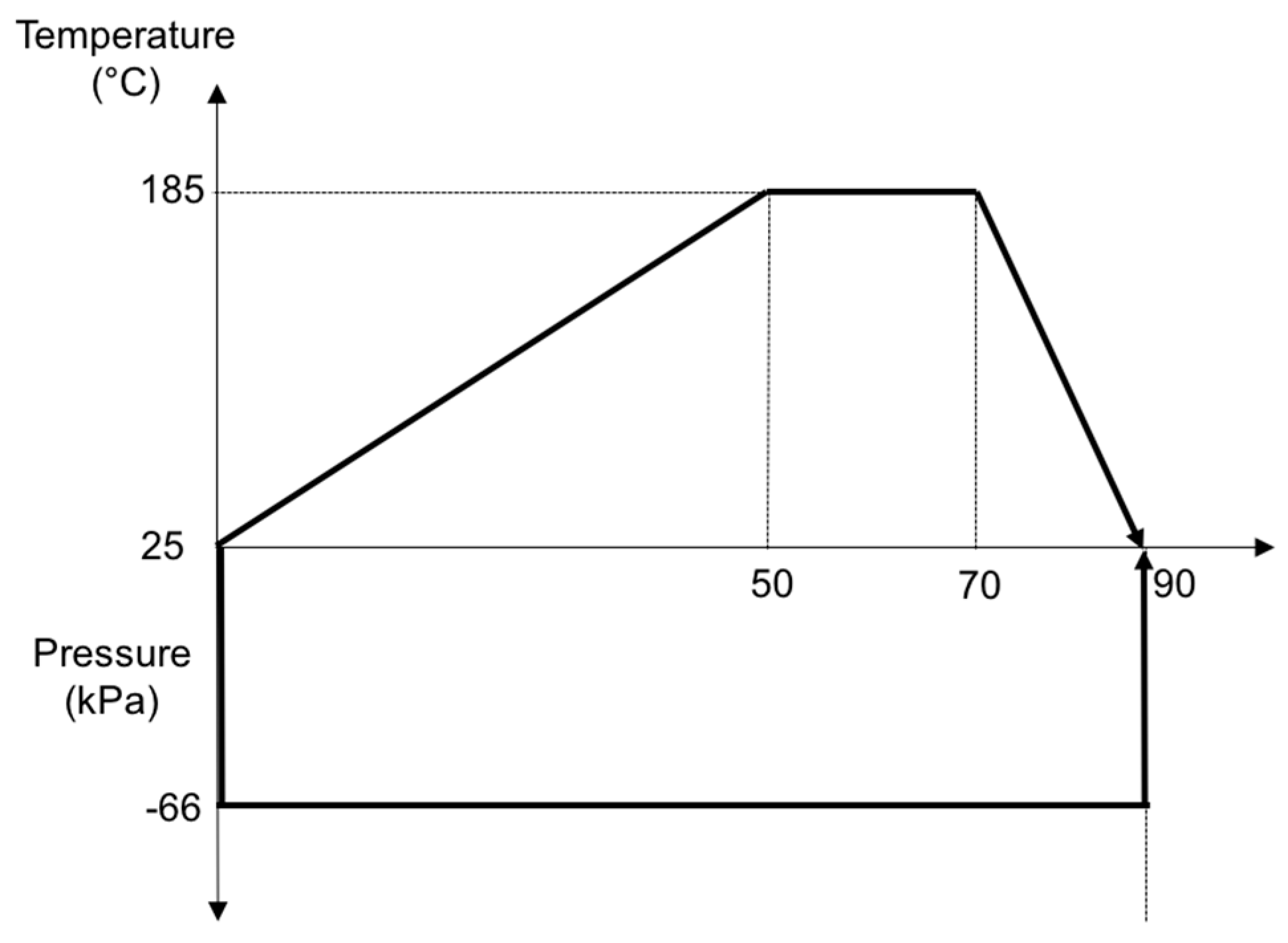
3.2. Melting Process
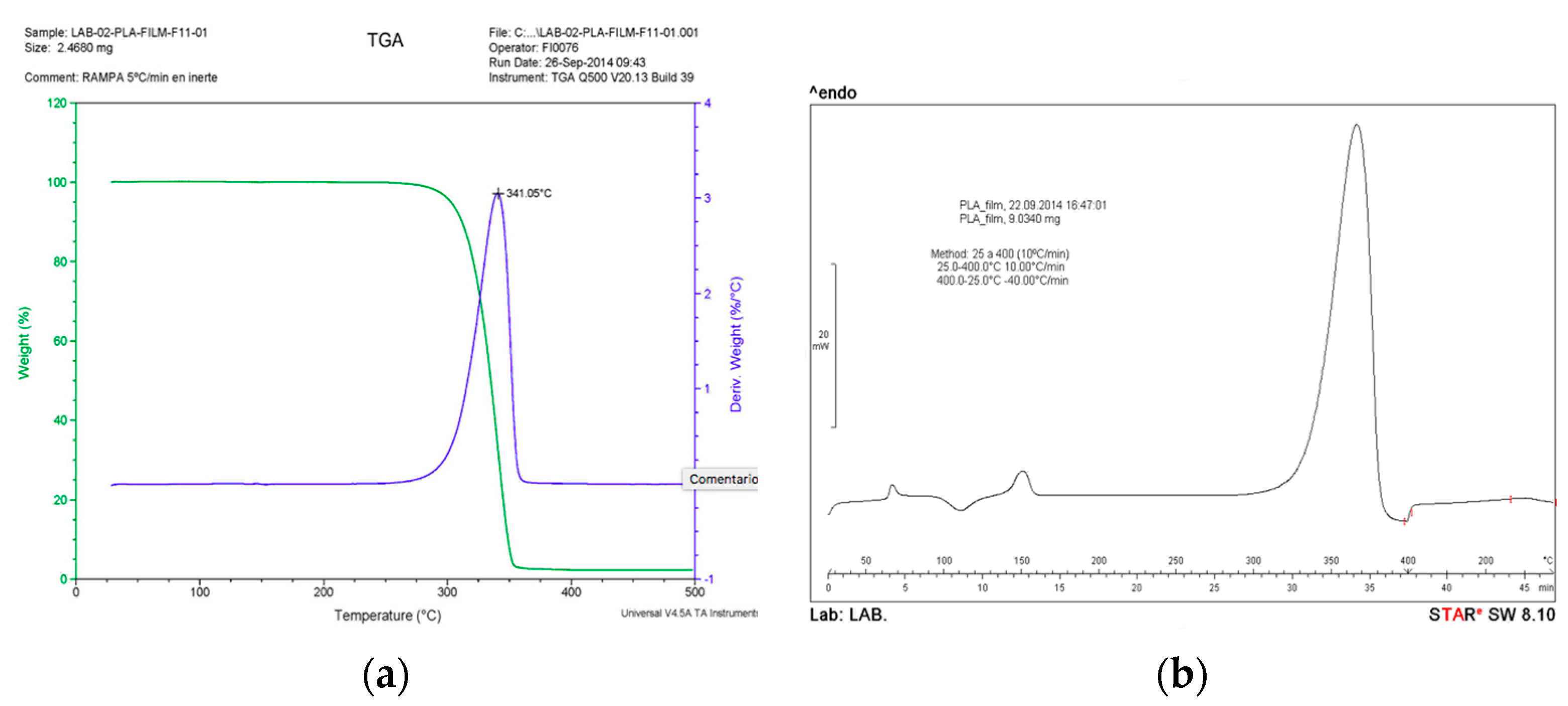
- The bamboo strips are degraded for increases in temperature or time beyond 195 °C or 20 min at that temperature, respectively. This conclusion was based on mechanical result obtained with panels manufactured at those conditions. The decreasing of the tensile properties was around 35% compared with the mean values obtained at optimum conditions. Based on the result, a TGA should be developed to determine the temperature of degradation of the bamboo–PLA composite.
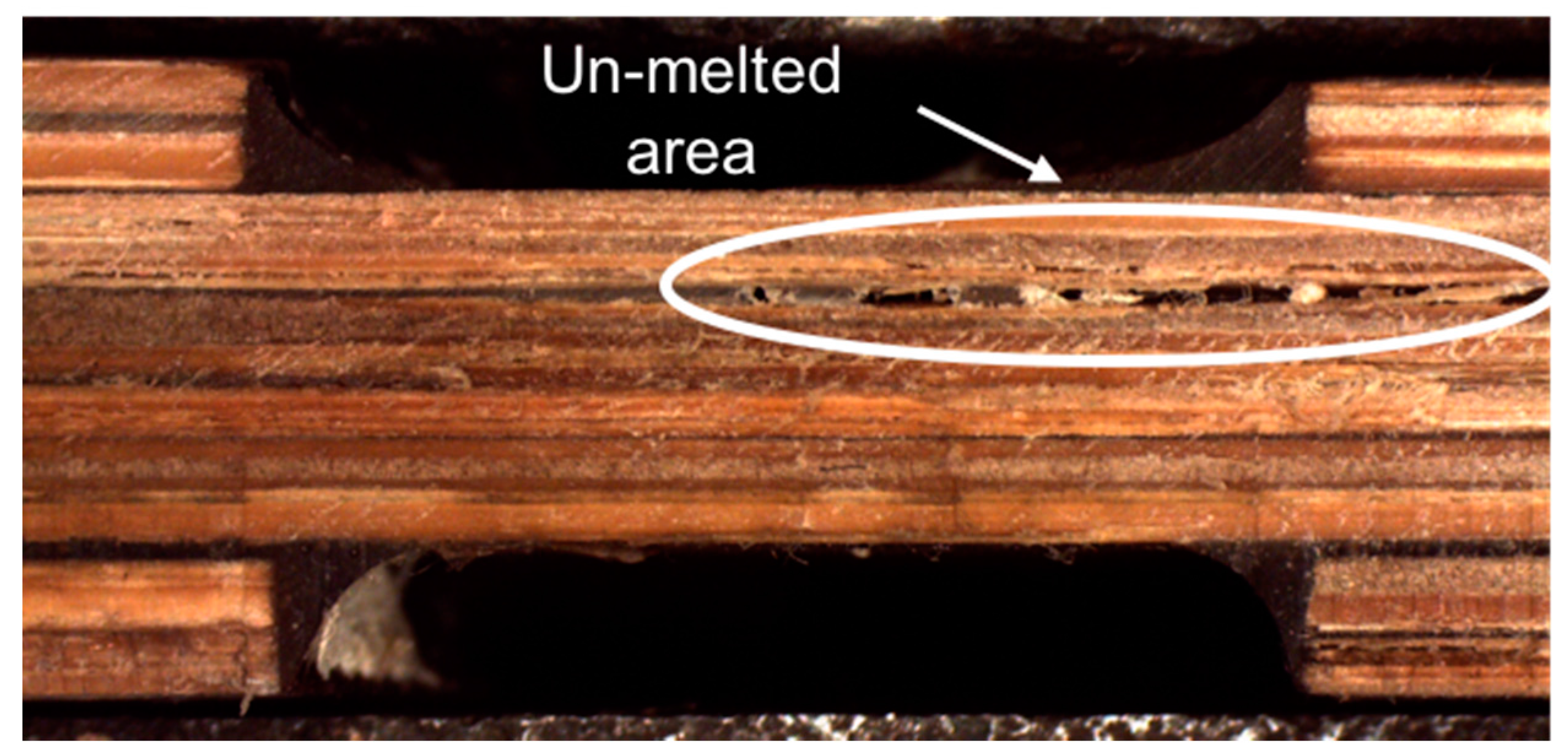
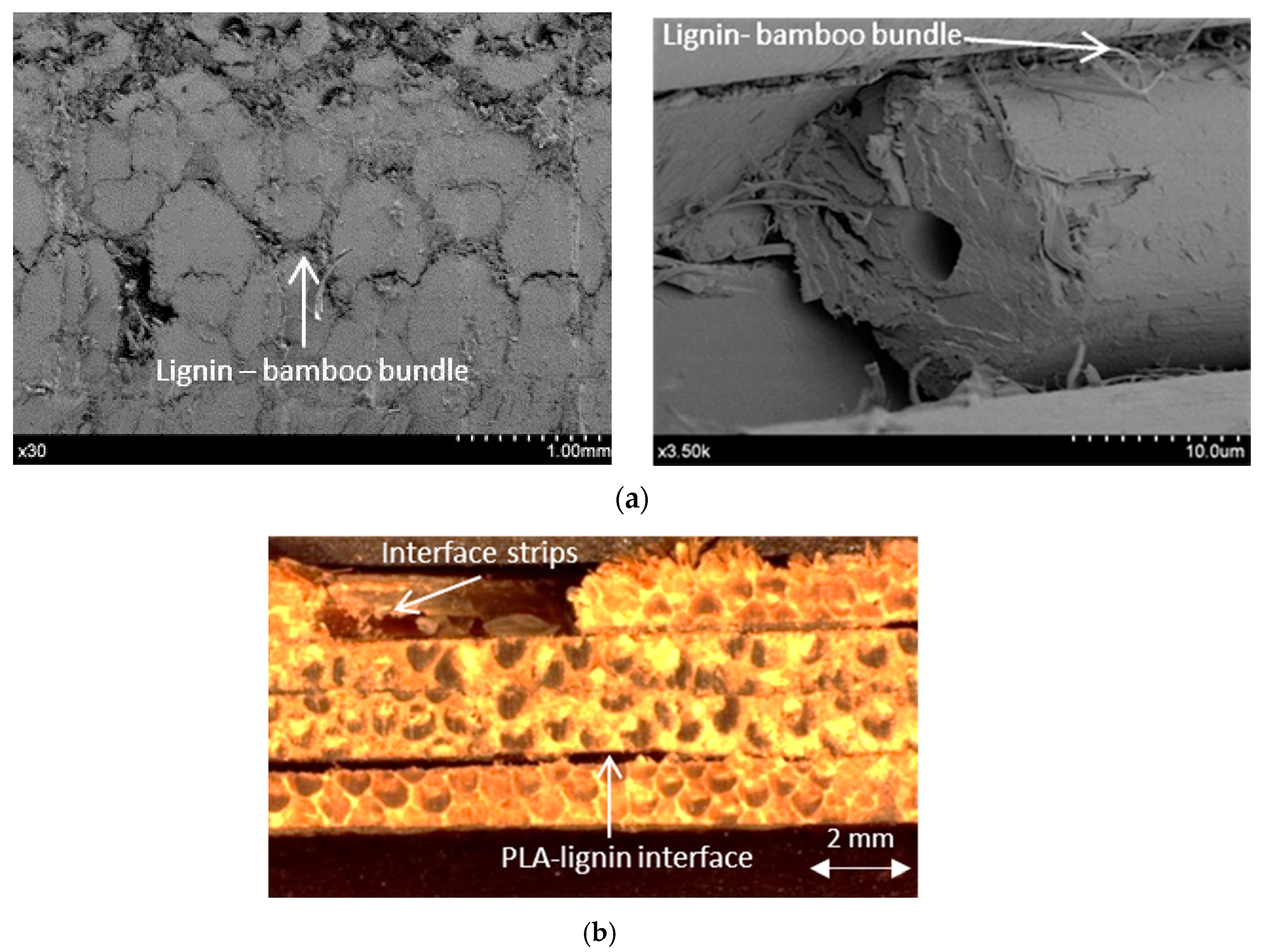
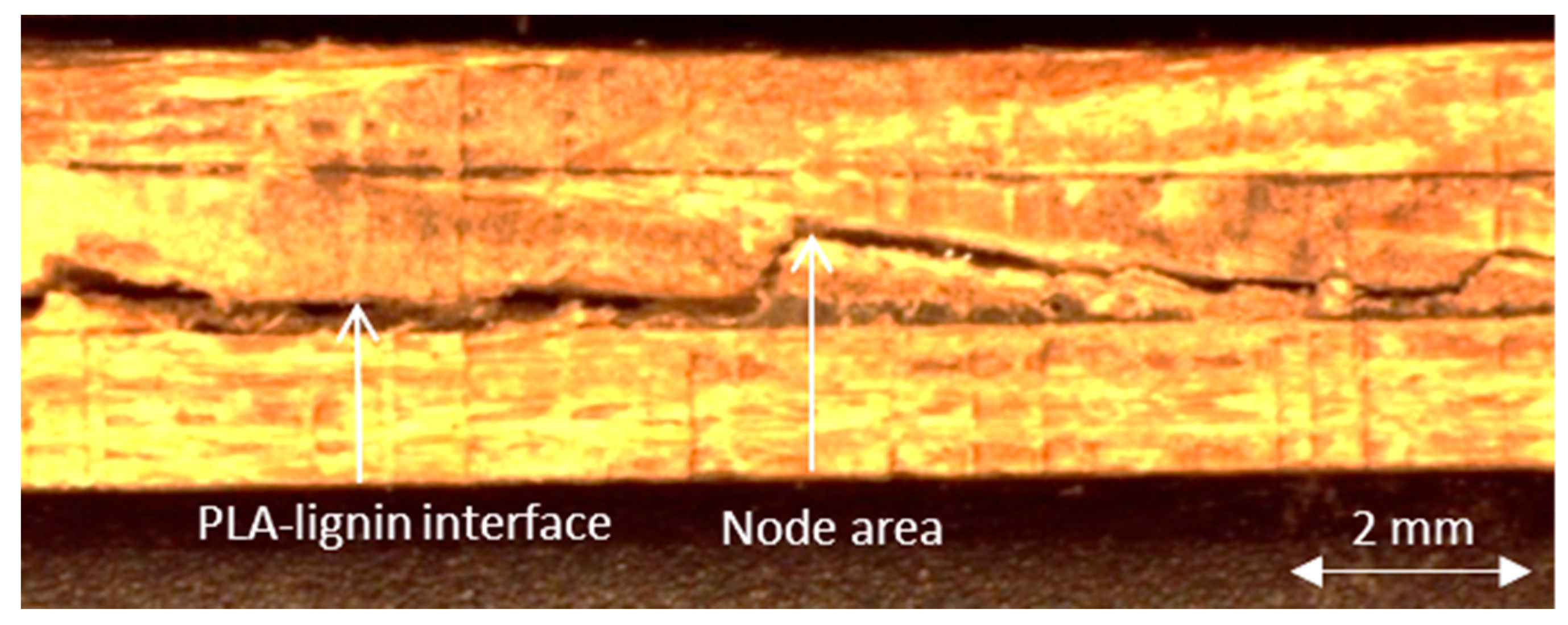
- Un-melted areas exist for temperatures or times lower than those of the optimum conditions. This conclusion was based on visual inspections of the interphases of the panels manufactured under these conditions Figure 10.
3.3. Panel Machining
3.4. Demonstrations
- Fiber content of full composite material: 63%
- Lignin content of full composite material: 33.5%
- Resin content (PLA): 3.5 %
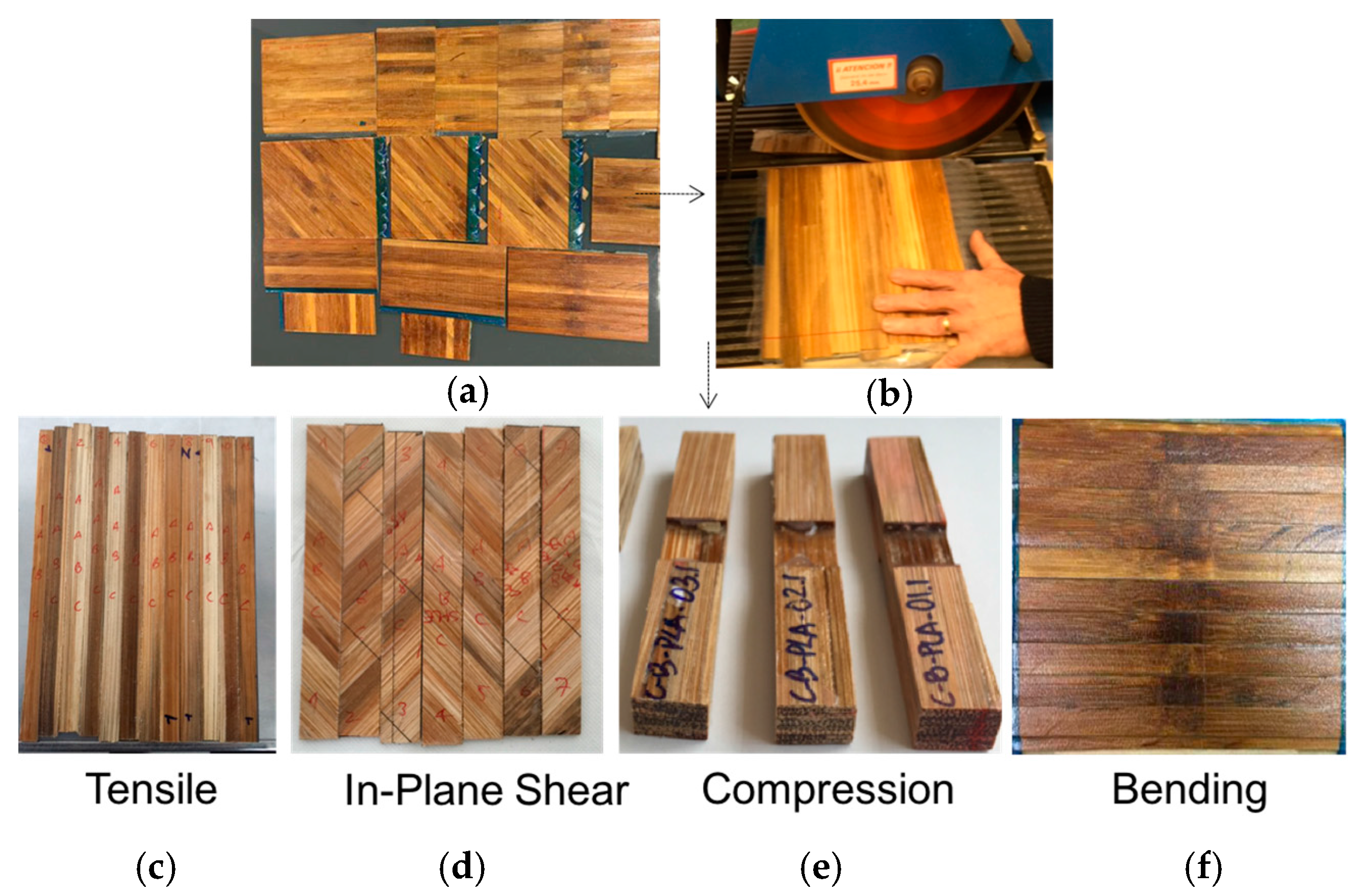
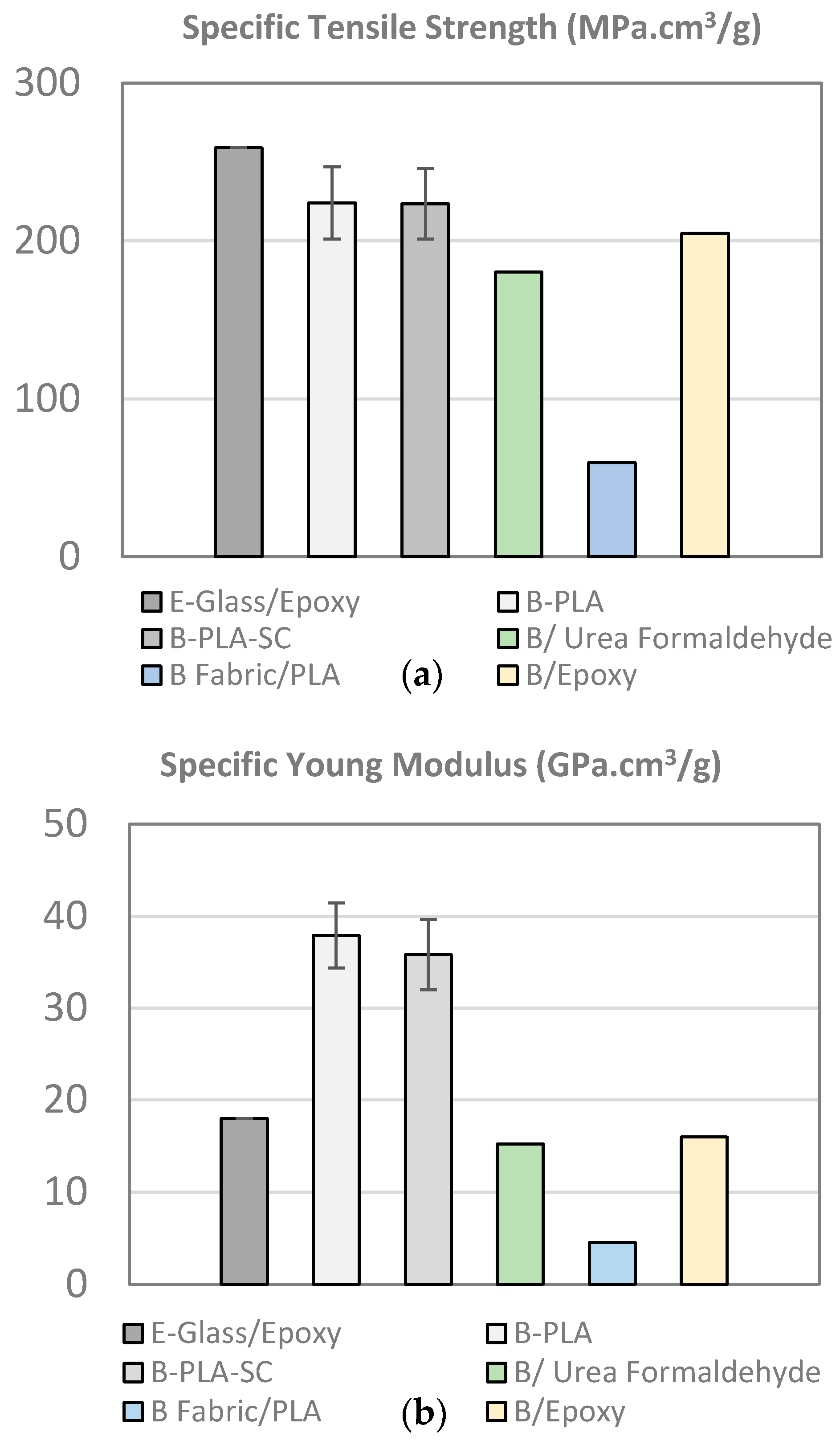
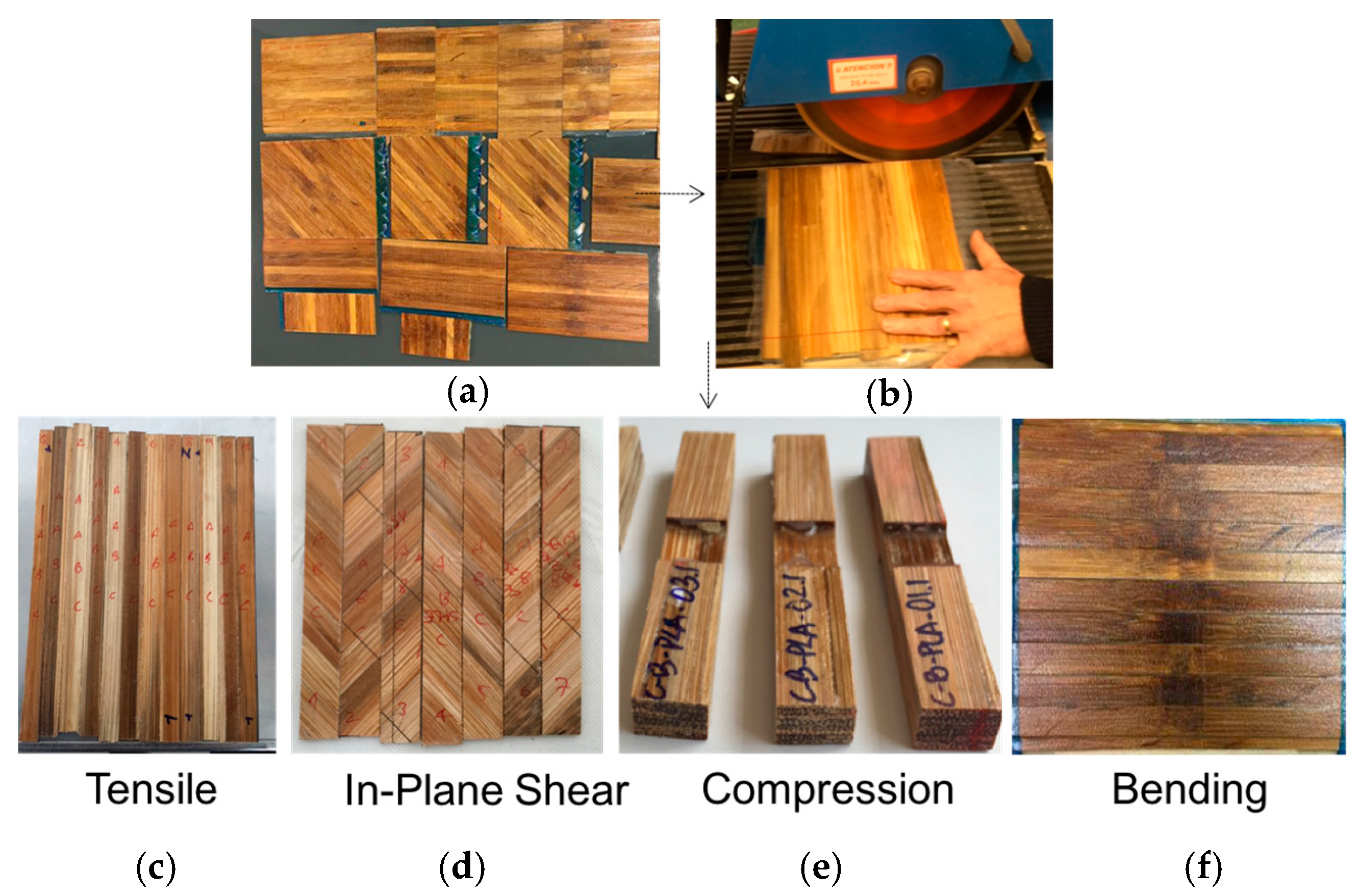
4. Experimental Results
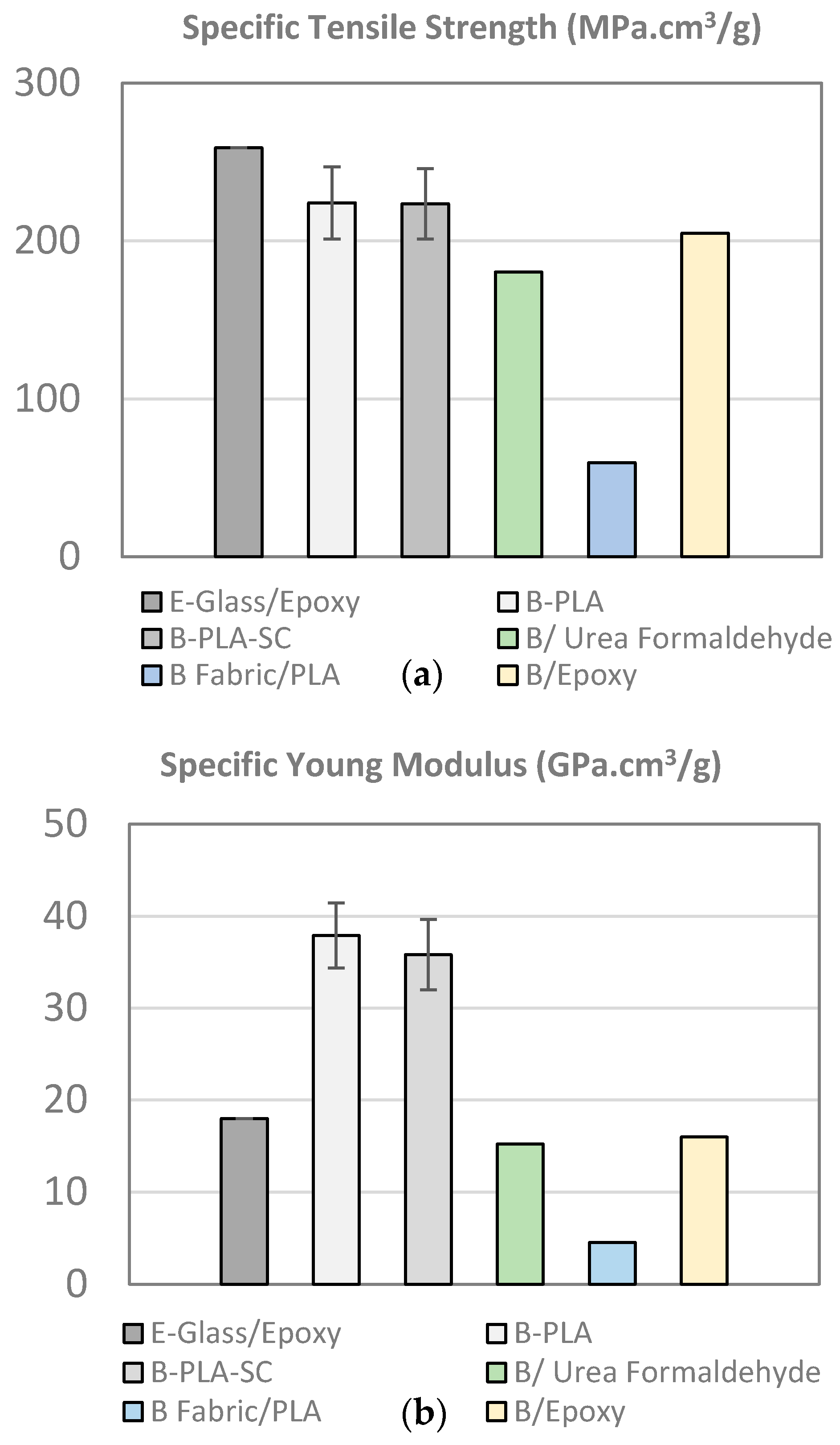
4.1. Tensile Test
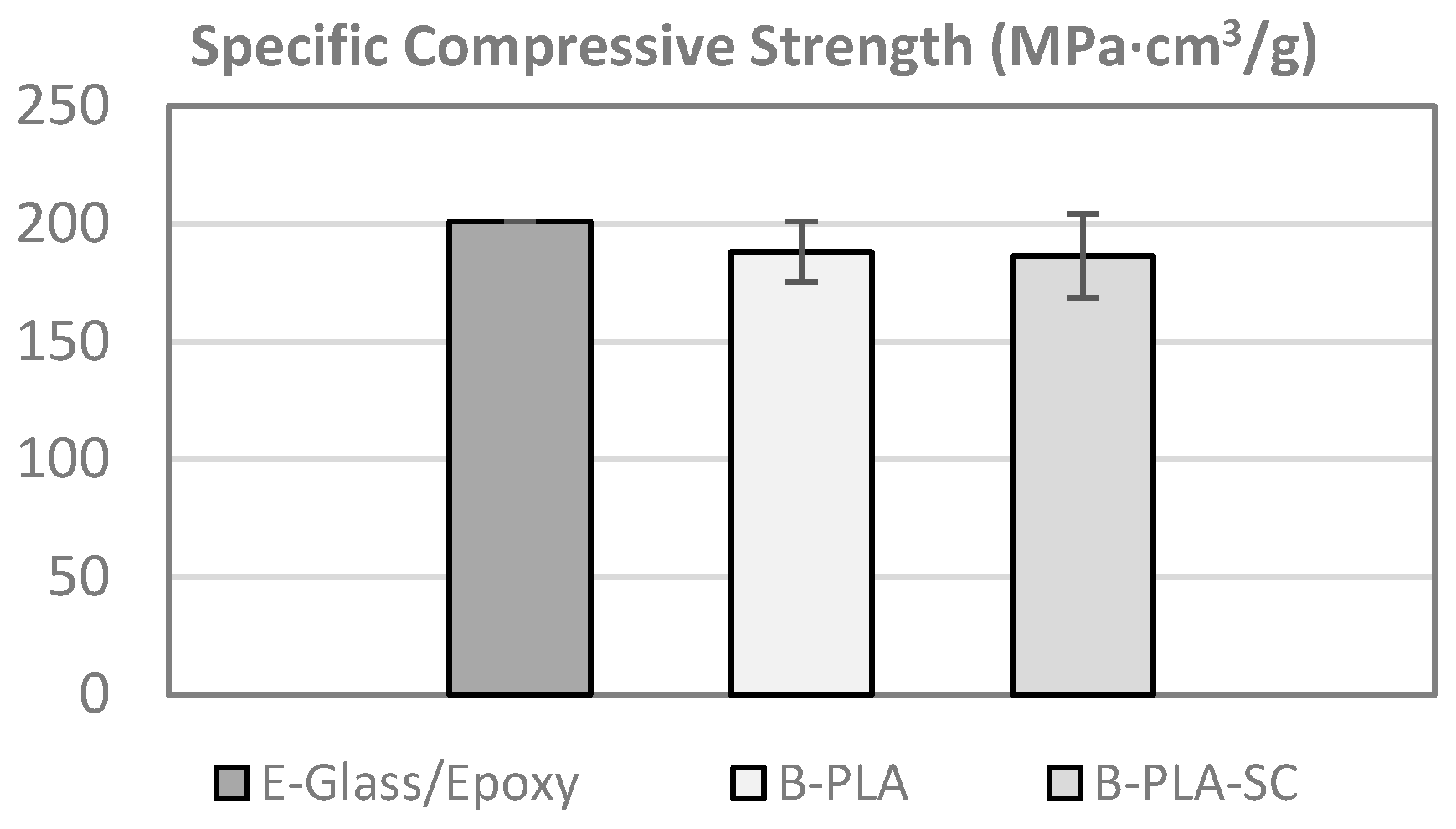
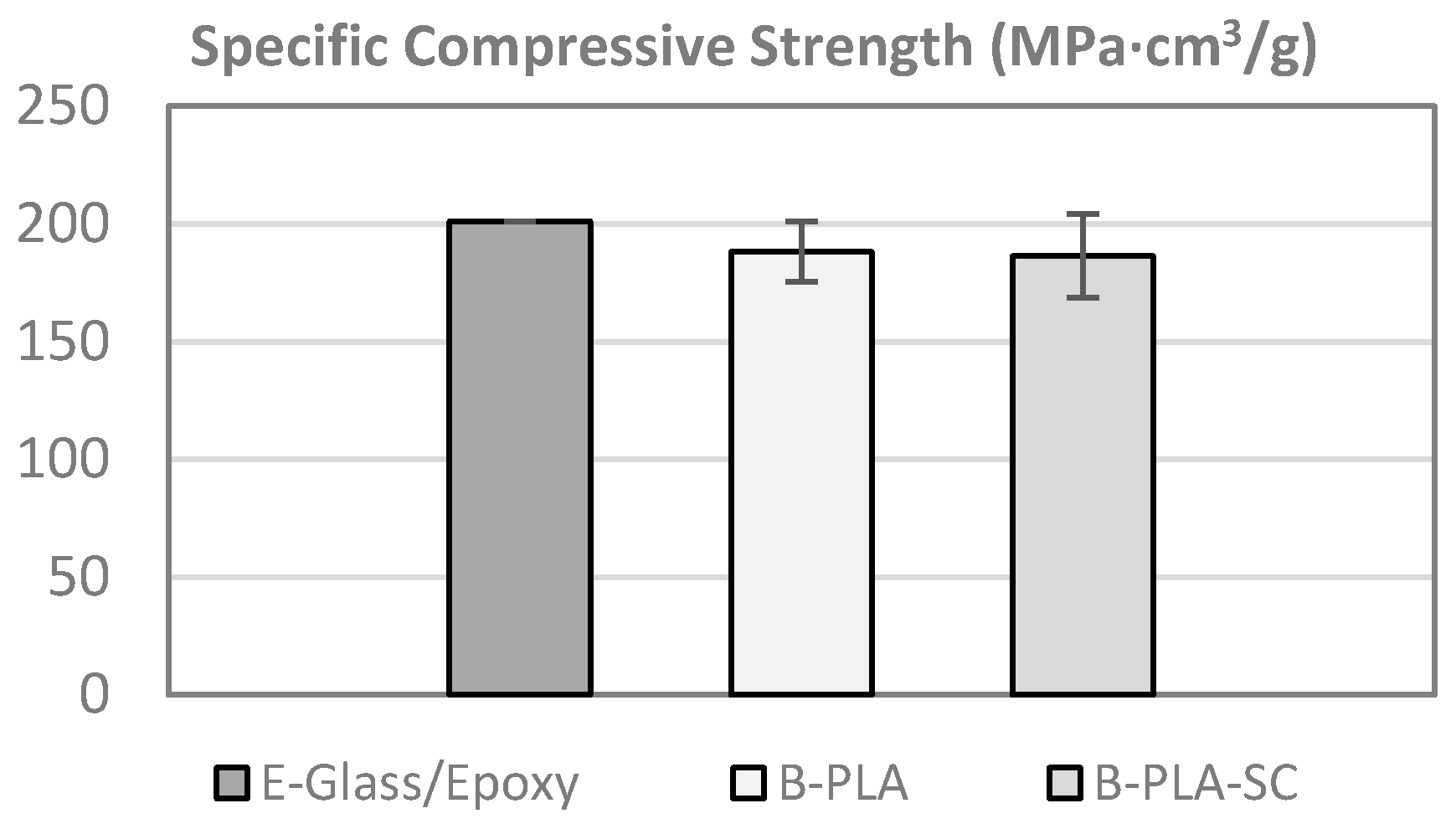
4.2. Compression Test
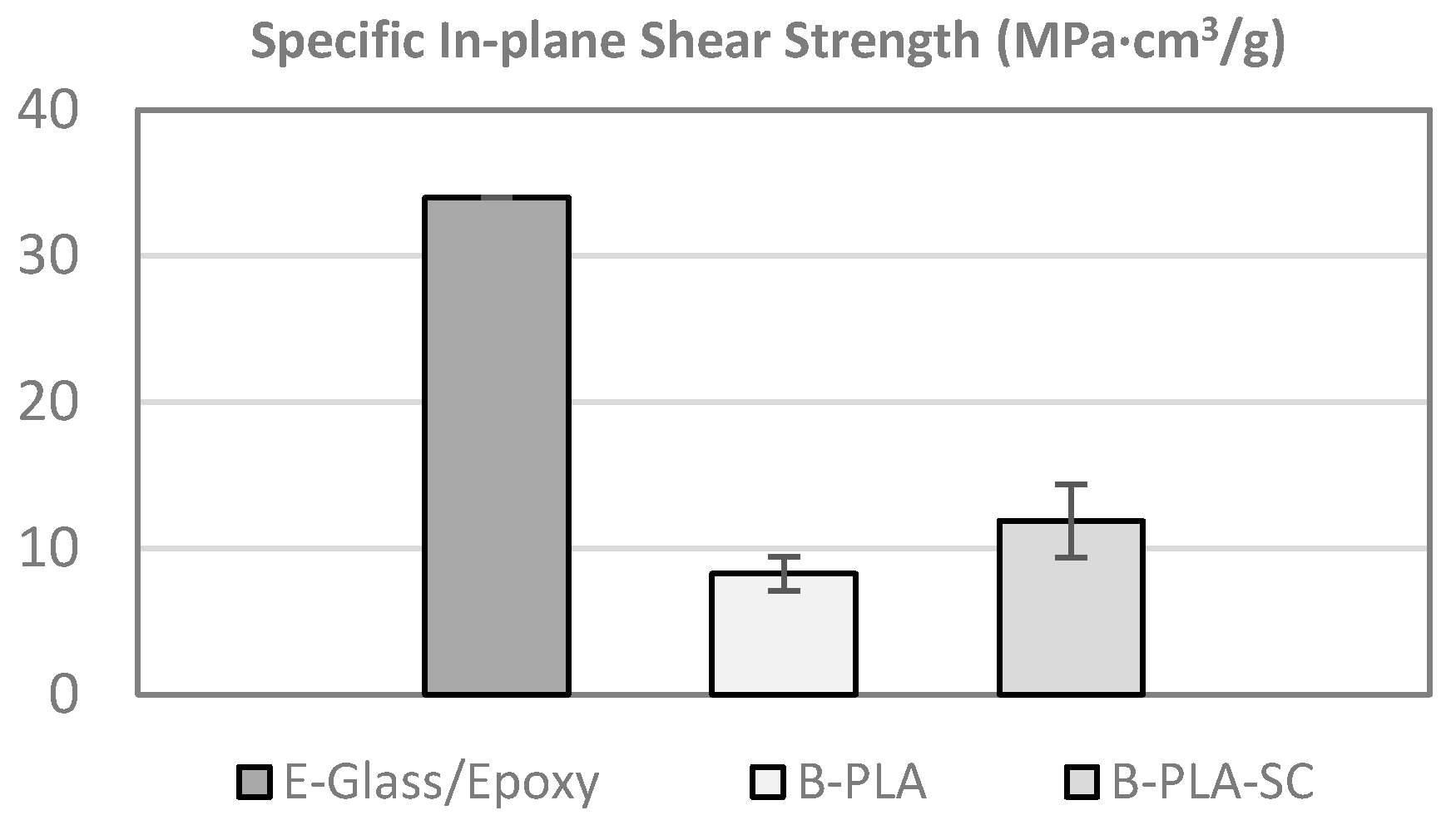
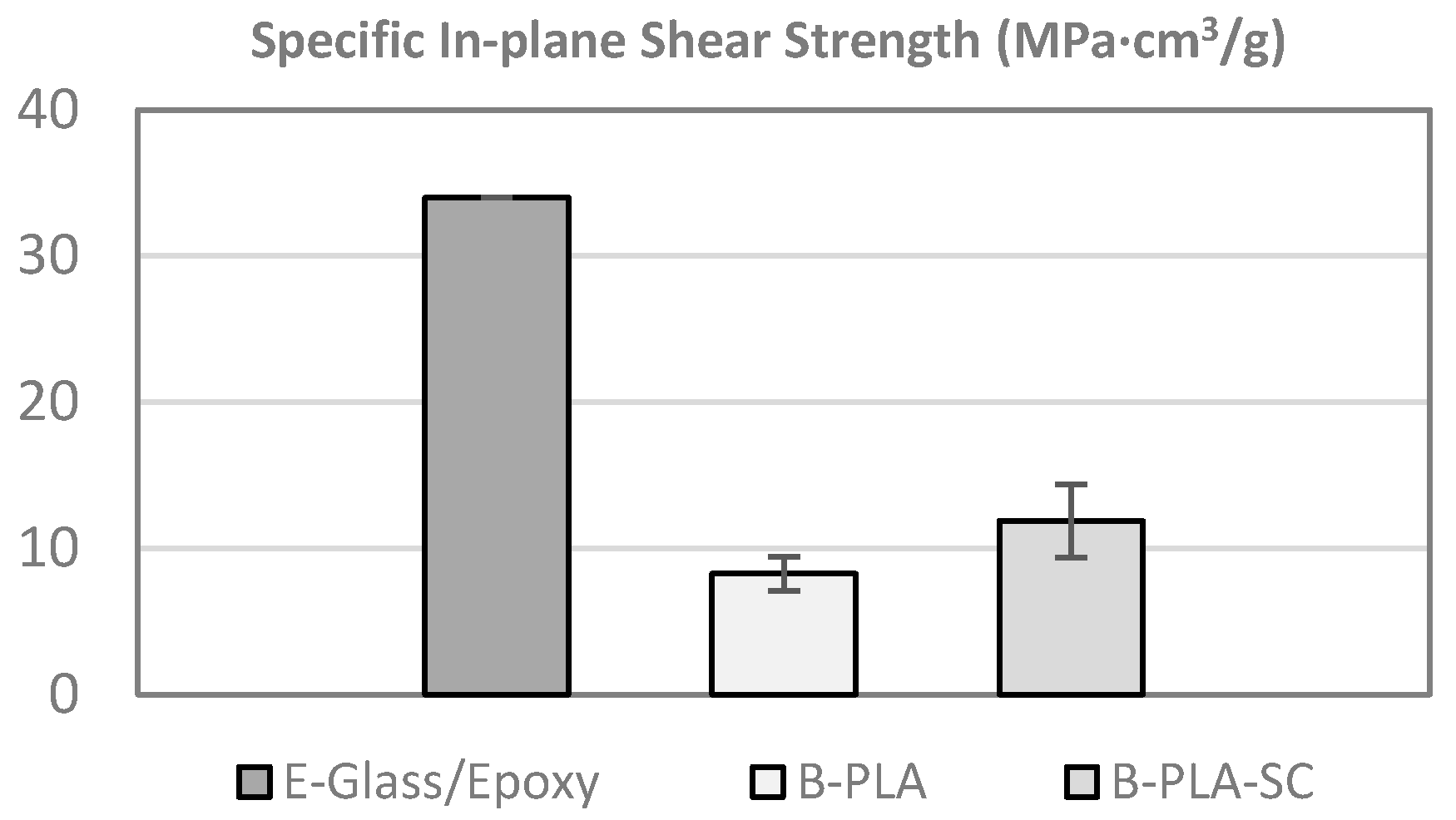
4.3. In-Plane Shear Test
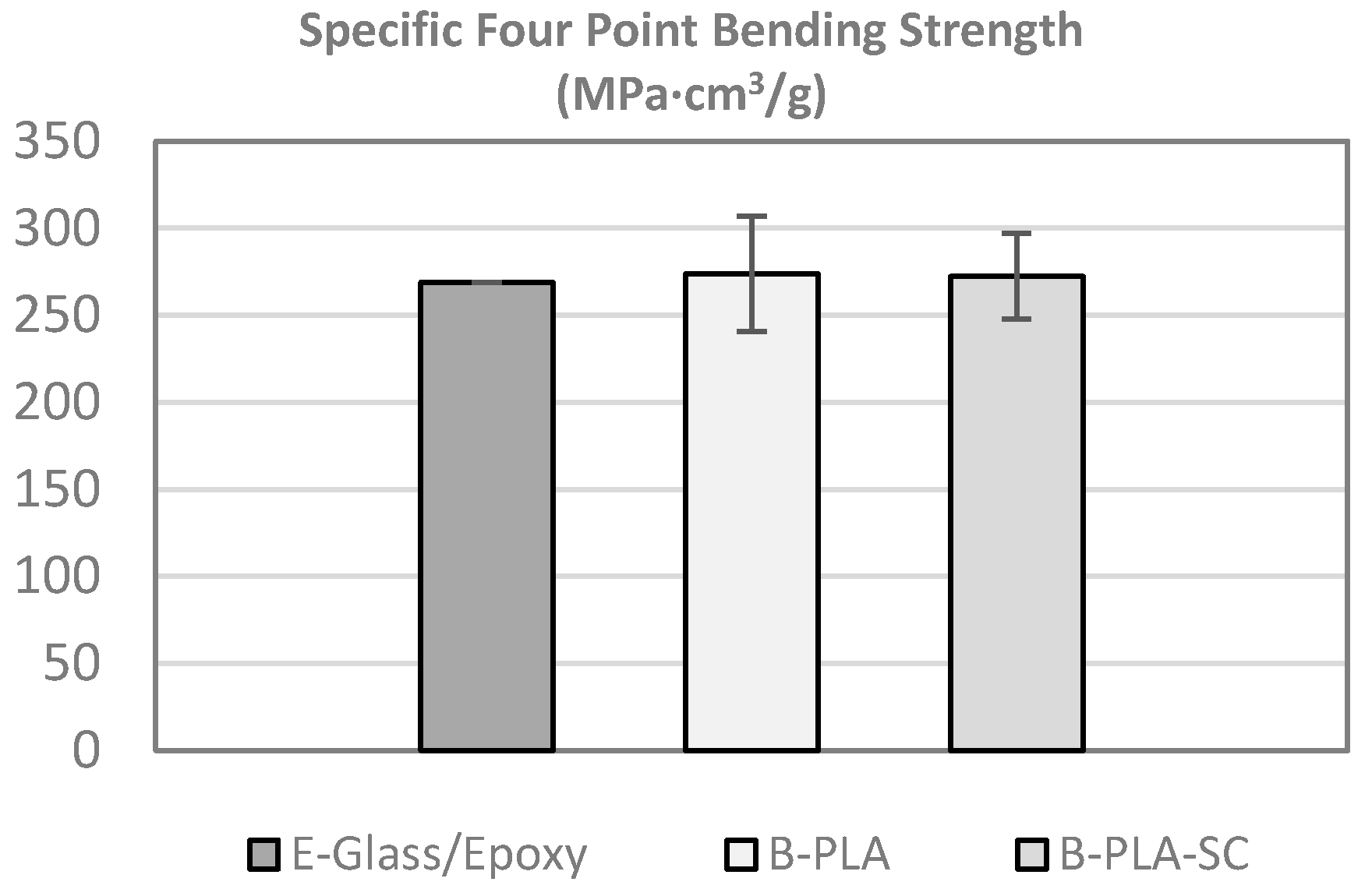
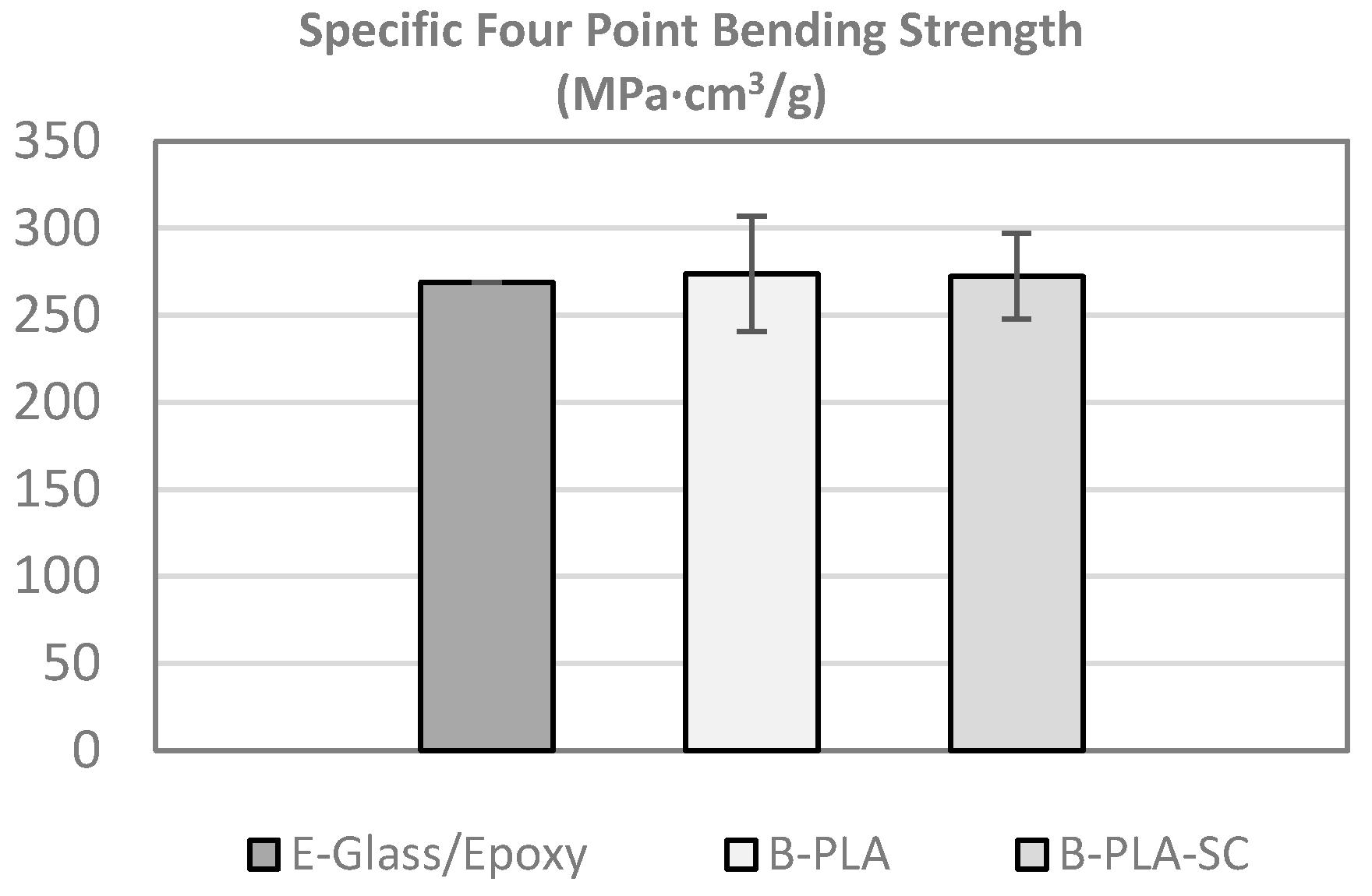
4.4. Four-Point Bending Test
4.4.1. Ageing Storage Conditions (SC)
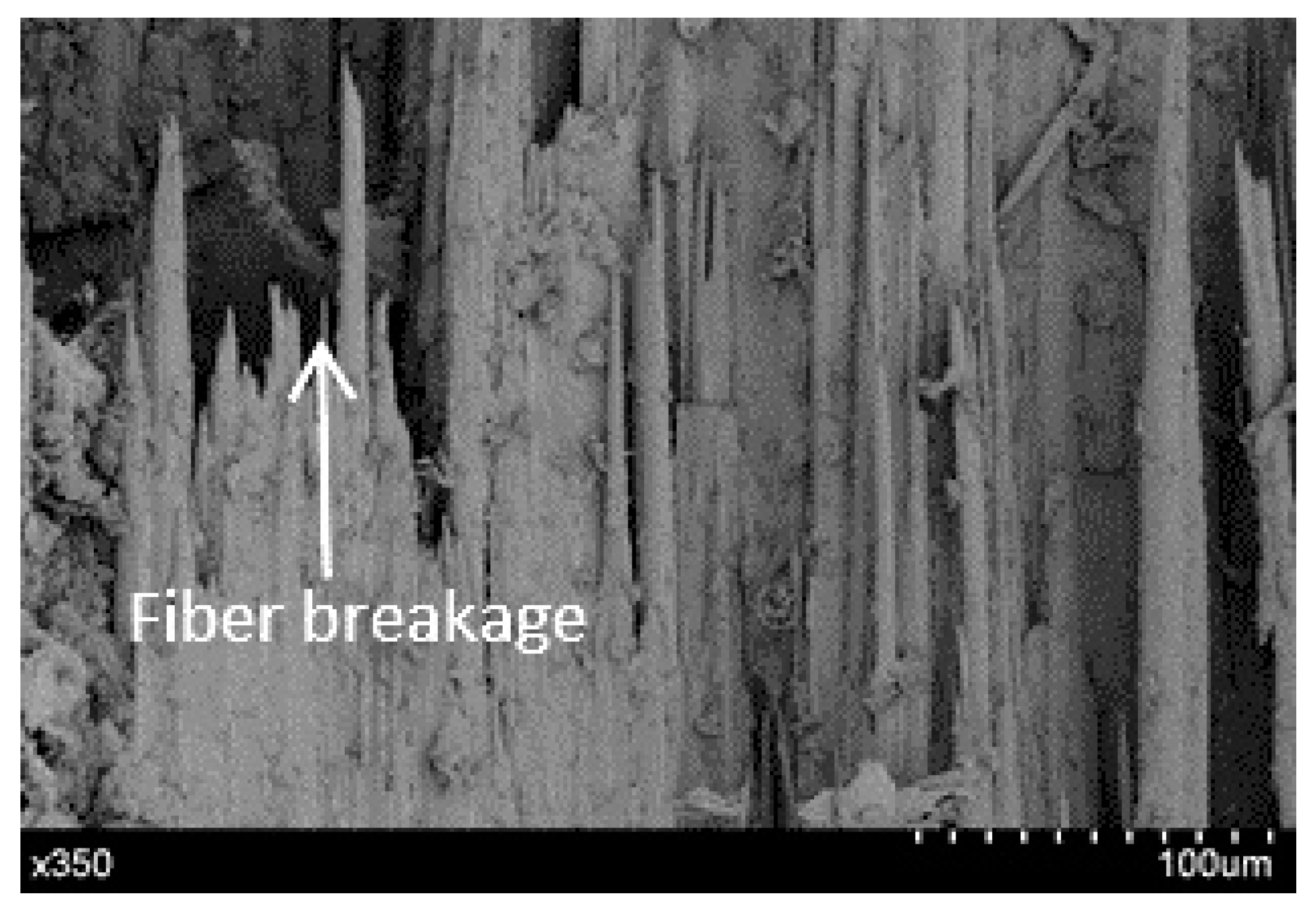
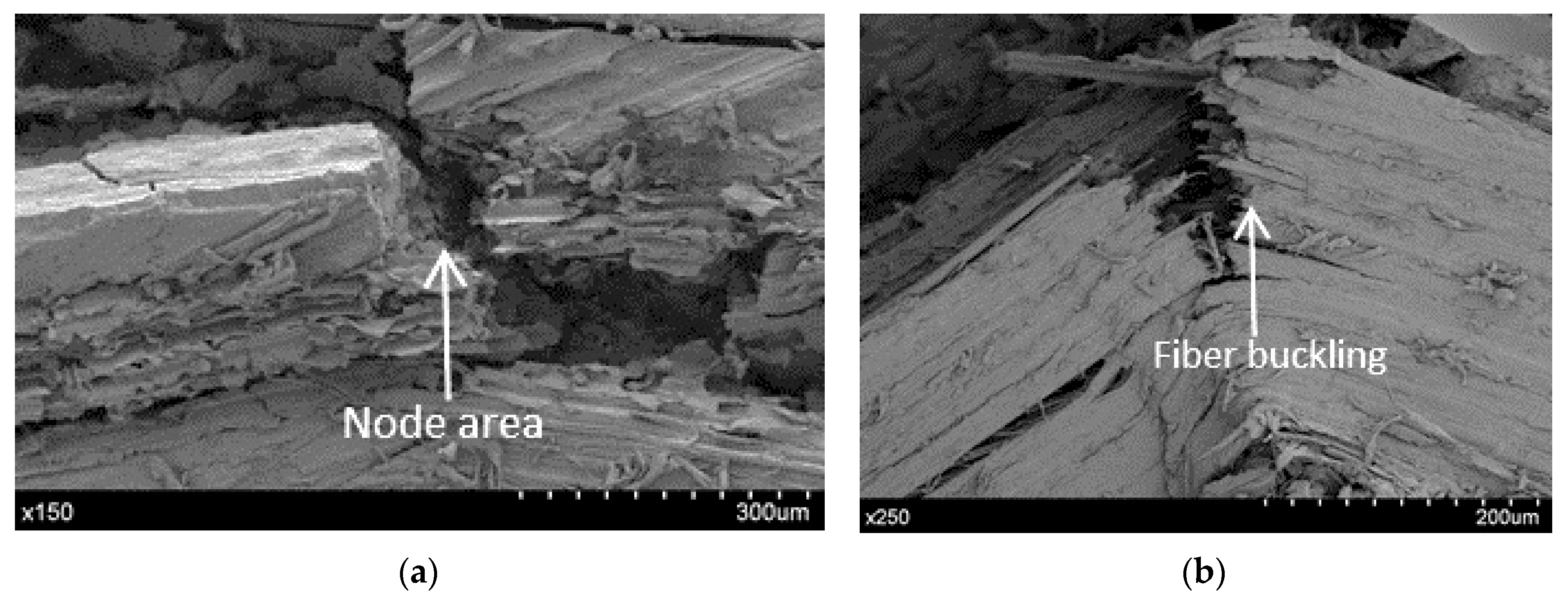
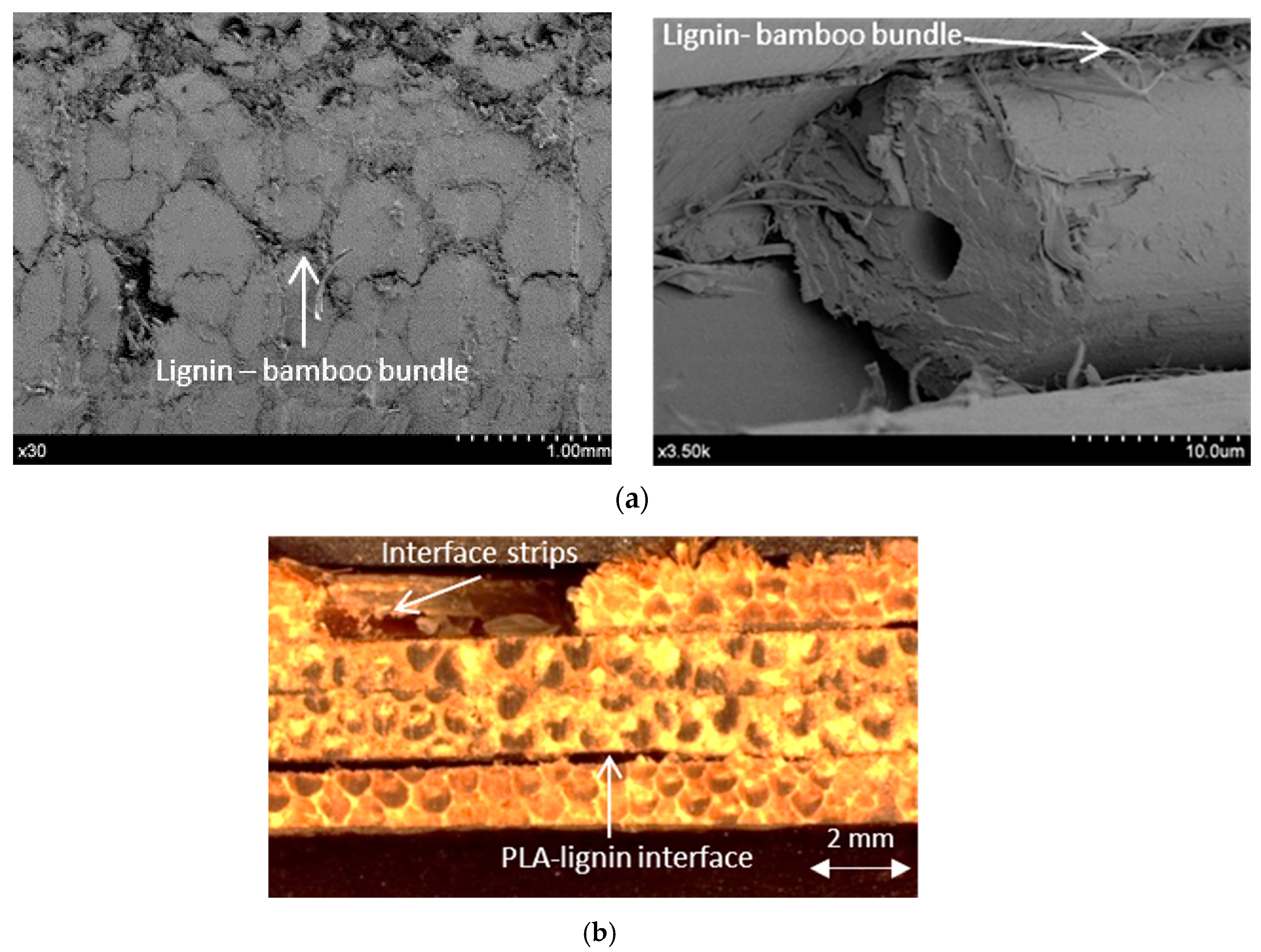
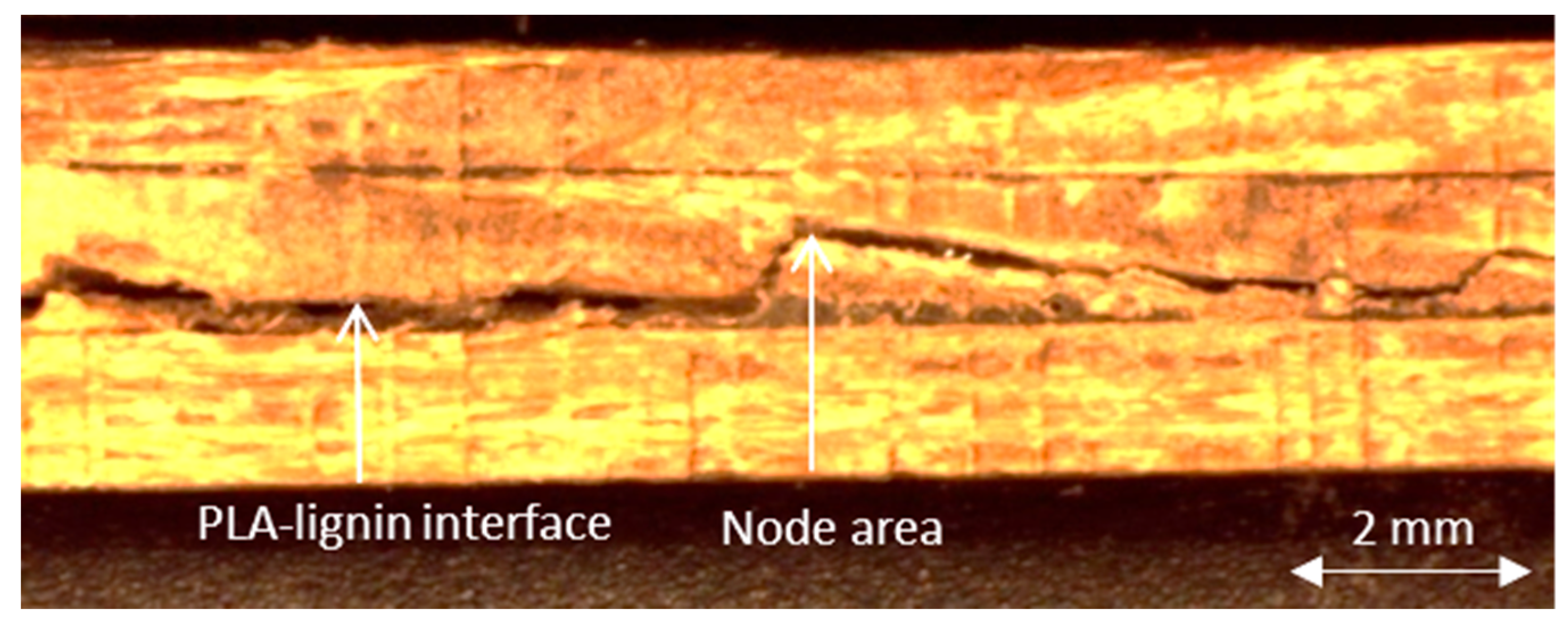
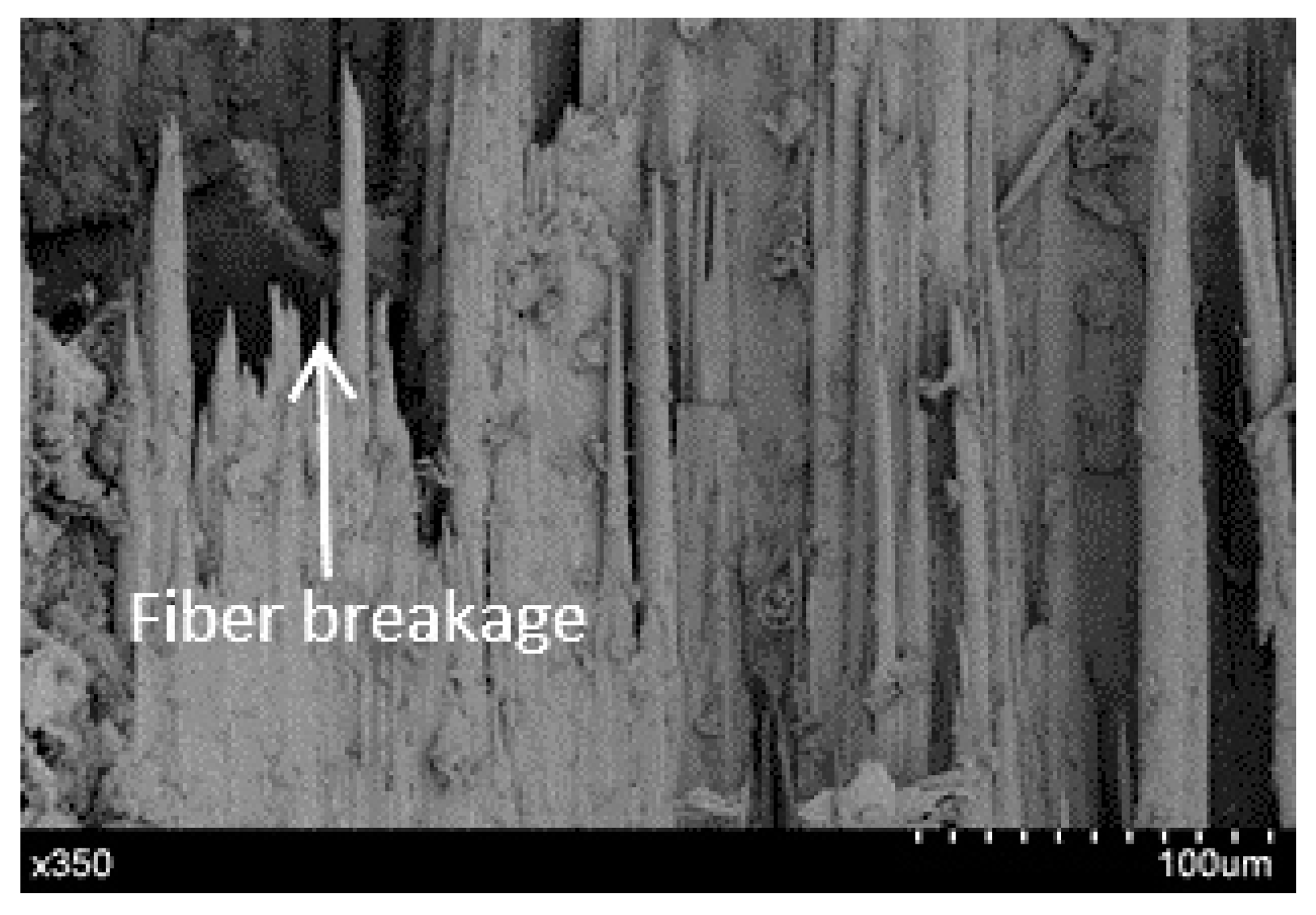
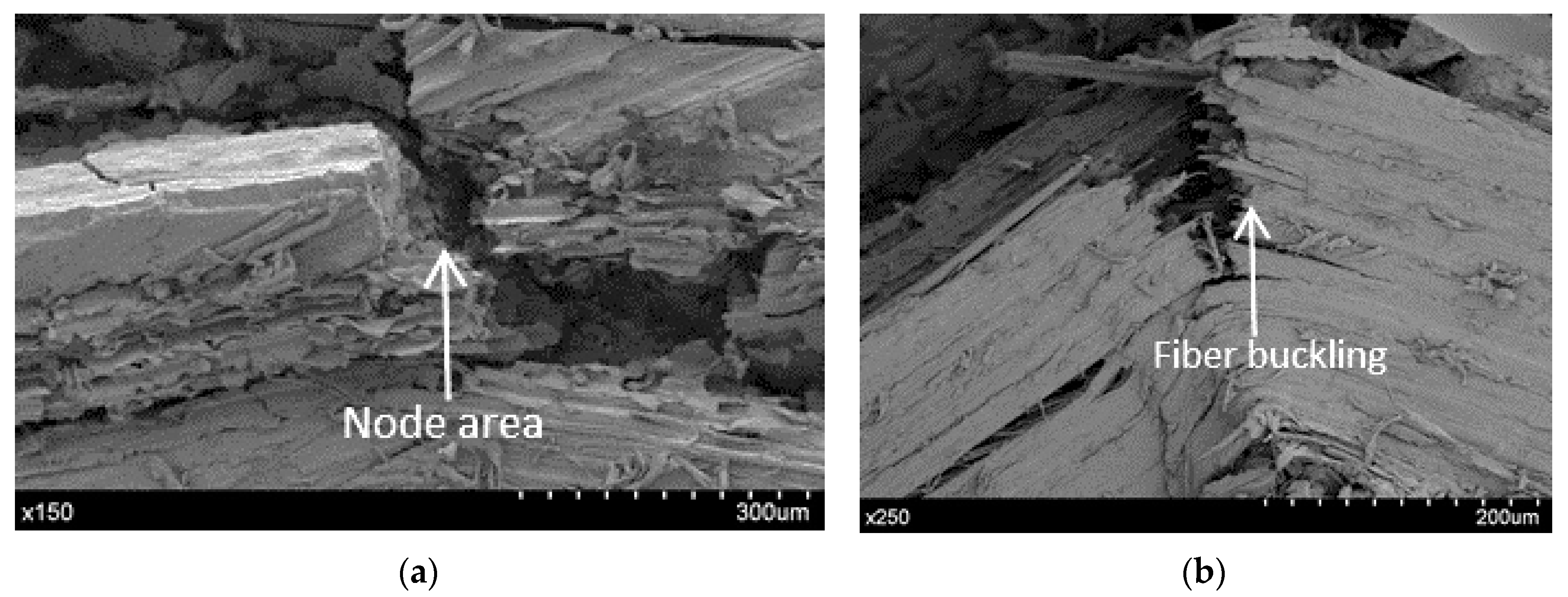
4.4.2. Damage Characterization
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Shah, D.U.; Schubel, P.J.; Clifford, M.J. Can flax replace E-glass in structural composites? A small wind turbine blade case study. Compos. Part B Eng. 2013, 52, 172–181. [Google Scholar] [CrossRef]
- Abilash, N.; Sivapragash, M. Optimizing the delamination failure in bamboo fiber reinforced polyester composite. J. King Saud Univ. Eng. Sci. 2013, 28, 1–11. Available online: http://www.sciencedirect.com/science/article/pii/S1018363913000469 (accessed on 8 March 2017). [CrossRef]
- Satyanarayana, K.G.; Arizaga, G.G.C.; Wypych, F. Biodegradable composites based on lignocellulosic fibers-An overview. Prog. Polym. Sci. 2009, 34, 982–1021. [Google Scholar] [CrossRef]
- Mussig, J. Industrial Application of Natural Fibres: Structure, Properties, and Technical Applications; A John Wiley and Sons, Ltd.: Bremen, Germany, 2010. [Google Scholar]
- Ashby, M.F. Materials and the Environment: Eco-Informed Material Choice; Butterworth-Heinemann Elsevier Science: Oxford, UK, 2012. [Google Scholar]
- Wang, F.; Shao, J.; Keer, L.M.; Li, L.; Zhang, J. The effect of elementary fibre variability on bamboo fibre strength. Mater. Des. 2015, 75, 136–142. [Google Scholar] [CrossRef]
- Wang, F.; Li, X.; Zhang, J.; Li, L.; Keer, L.M. Micromechanical modelling of the progressive failure in unidirectional composites reinforced with bamboo fibres. Mech. Mater. 2016, 94, 180–192. [Google Scholar] [CrossRef]
- Chand, N.; Dwivedi, U.K.; Acharya, S.K. Anisotropic abrasive wear behaviour of bamboo (Dentrocalamus strictus). Wear 2007, 262, 1031–1037. [Google Scholar] [CrossRef]
- Asokan, P.; Firdoous, M.; Sonal, W. Properties and potential of bio fibres, bio binders, and bio composites. Rev. Adv. Mater. Sci. 2012, 30, 254–261. [Google Scholar]
- Zhao, X.; Li, R.K.Y.; Bai, S.-L. Mechanical properties of sisal fiber reinforced high density polyethylene composites: Effect of fiber content, interfacial compatibilization, and manufacturing process. Compos. Part A Appl. Sci. Manuf. 2014, 65, 169–174. Available online: http://www.sciencedirect.com/science/article/pii/S1359835X14001961 (accessed on 8 March 2017). [CrossRef]
- Ferreira, S.R.; Silva, F.D.A.; Lima, P.R.L.; Toledo Filho, R.D. Effect of fiber treatments on the sisal fiber properties and fiber-matrix bond in cement based systems. Constr. Build. Mater. 2015, 101, 730–740. [Google Scholar] [CrossRef]
- Thygesen, A. Properties of Hemp Fibre Polymer Composites. Ph.D. Thesis, Technical University of Denmark Danmarks Tekniske Universitet, Risø National Laboratory for Sustainable EnergyRisø Nationallaboratoriet for Bæredygtig Energi, Roskilde, Denmark, 2006. [Google Scholar]
- Aslan, M. The effect of processing on defects and tensile strength of single flax fibres. In Proceedings of the 14th European Conference on Composite Materials, Budapest, Hungary, 2010; Available online: http://www.forsknings, databasen.dk/en/catalog/152995149 (accessed on 10 March 2017).
- Shah, D.U.; Schubel, P.J.; Clifford, M.J. Mechanical characterization of vacuum infused thermoset matrix composites reinforced with aligned hydroxyethylcellulose sized plant bast fibre yarns. In Proceedings of the 4th International Conference on Sustainable Materials, Polymers and Composites, Birmingham, UK, 7 July 2011; pp. 1–19. [Google Scholar]
- Ochi, S. Mechanical properties of kenaf fibers and kenaf/PLA composites. Mech. Mater. 2008, 40, 446–452. [Google Scholar] [CrossRef]
- Eichhorn, S.J.; Baillie, C.A.; Zafeiropoulos, N.; Mwaikambo, L.Y.; Ansell, M.P.; Dufresne, A.; Hughes, M. Current international research into cellulosic fibres and composites. J. Mater. Sci. 2001, 36, 2107–2131. [Google Scholar] [CrossRef]
- Verma, C.S.; Sharma, N.K.; Chariar, V.M.; Maheshwari, S.; Hada, M.K. Comparative study of mechanical properties of bamboo laminae and their laminates with woods and wood based composites. Compos. Part B Eng. 2014, 60, 523–530. [Google Scholar] [CrossRef]
- Gupta, A.; Kumar, A.; Patnaik, A.; Biswas, S. Effect of different parameters on mechanical and erosion wear behavior of bamboo fiber reinforced epoxy composites. Int. J. Polym. Sci. 2011, 2011, 12–14. [Google Scholar] [CrossRef]
- Composites Evolution. Available online: http://compositesevolution.com/ (accessed on 4 July 2017).
- Flaxcomposites | Natural Fibers Are Our Future! Biobased Composites Today! Available online: http://flaxcomposites.com/ (accessed on 4 July 2017).
- Natural Fibre Composites. Available online: http://www.bcomp.ch/en (accessed on 4 July 2017).
- Grupo Depestele. Available online: http://www.groupedepestele.com/ (accessed on 4 July 2017).
- LINEO—Advanced Flax. Available online: http://www.lineo.eu/ (accessed on 4 July 2017).
- Gupta, M.K.; Srivastava, R.K. Tensile and flexural properties of sisal fibre reinforced epoxy composite: A comparison between unidirectional and mat form of fibres. Procedia Mater. Sci. 2014, 5, 2434–2439. [Google Scholar] [CrossRef]
- Ratna Prasad, A.V.; Mohana Rao, K. Mechanical properties of natural fibre reinforced polyester composites: Jowar, sisal and bamboo. Mater. Des. 2011, 32, 4658–4663. [Google Scholar] [CrossRef]
- Bakare, I.O.; Okieimen, F.E.; Pavithran, C.; Khalil, H.A.; Brahmakumar, M. Mechanical and thermal properties of sisal fiber-reinforced rubber seed oil-based polyurethane composites. Mater. Des. 2010, 31, 4274–4280. [Google Scholar] [CrossRef]
- Rubio-López, A.; Olmedo, A.; Díaz-Álvarez, A.; Santiuste, C. Manufacture of compression moulded PLA based biocomposites: A parametric study. Compos. Struct. 2015, 131, 995–1000. Available online: http://www.sciencedirect.com/science/article/pii/S0263822315005309 (accessed on 10 March 2017). [CrossRef]
- Oksman, K.; Skrifvars, M.; Selin, J.F. Natural fibres as reinforcement in polylactic acid (PLA) composites. Compos. Sci. Technol. 2003, 63, 1317–1324. [Google Scholar] [CrossRef]
- Nishino, T.; Hirao, K.; Kotera, M.; Nakamae, K.; Inagaki, H. Kenaf reinforced biodegradable composite. Compos. Sci. Technol. 2003, 63, 1281–1286. [Google Scholar] [CrossRef]
- Plackett, D.; Andersen, T.L.; Pedersen, W.B.; Nielsen, L. Biodegradable composites based on L-polylactide and jute fibres. Compos. Sci. Technol. 2003, 63, 1287–1296. [Google Scholar] [CrossRef]
- Faruk, O.; Sain, M. Biofi ber Reinforcement in Composite Materials; Woodhead Publishing Elsevier Science: Cambridge, UK, 2014. [Google Scholar]
- Kim, J.T.; Netravali, A.N. Mercerization of sisal fibers: Effect of tension on mechanical properties of sisal fiber and fiber-reinforced composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1245–1252. [Google Scholar] [CrossRef]
- Anne, B. Environmental-friendly biodegradable polymers and composites. In Integrated Waste Management-Volume I; InTech: Rijeka, Croatia, 2011. [Google Scholar] [CrossRef]
- Perremans, D.; Guo, Y.; Baets, J.; Van Vuure, A.W.; Verpoest, I. Improvement of the interphase strength and the moisture sensitivity of flax fibre reinforced bio-epoxies: Effect of various fibre treatments. In Proceedings of the ECCM-16 European Conference on Composite Materials, Seville, Spain, 2014; pp. 22–26. [Google Scholar]
- Wang, Y.Y.; Shih, Y.F. Flame-retardant recycled bamboo chopstick fiber-reinforced poly(lactic acid) green composites via multifunctional additive system. J. Taiwan Inst. Chem. Eng. 2016, 65, 452–458. [Google Scholar] [CrossRef]
- Ingeo™ Biopolymer 4032D Technical Data Sheet Biaxially Oriented Films—High Heat Film Characteristics. Available online: http://www.natureworksllc.com/~/media/Technical_Resources/Technical_Data_Sheets/TechnicalDataSheet_4032D_films_pdf.pdf (accessed on 4 March 2017).
- Ramakrishna, G.; Sundararajan, T.; Kothandaraman, S. Evaluation of durability of natural fibre reinforced cement mortar composite—A new approach. J. Eng. Appl. Sci. 2010, 5, 44–51. [Google Scholar]
- Le Duigou, A.; Davies, P.; Baley, C. Exploring durability of interfaces in flax fibre/epoxy micro-composites. Compos. Part A Appl. Sci. Manuf. 2013, 48, 121–128. [Google Scholar] [CrossRef]
- EcoPoxy—The Natural Choice. Available online: http://www.ecopoxy.com/ (accessed on 16 October 2017).
- Dittenber, D.B.; Gangarao, H.V.S. Critical review of recent publications on use of natural composites in infrastructure. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1419–1429. [Google Scholar] [CrossRef]
- Zakikhani, P.; Zahari, R.; Sultan, M.T.H.; Majid, D.L. Bamboo Fibre Extraction and Its Reinforced Polymer Composite Material. Int. J. Chem. Biomol. Metall. Mater. Sci. Eng. 2014, 8, 271–274. [Google Scholar]
- Bahari, S.A.; Krause, A. Utilizing Malaysian bamboo for use in thermoplastic composites. J. Clean. Prod. 2016, 110, 16–24. [Google Scholar] [CrossRef]
- Bamboocomposites. Available online: http://www.bamboocomposites.com/ (accessed on 31 May 2017).
- Bamboo Plywood | Bamboo Flooring | Bamboo Panel, Veneer. Available online: http://www.bambooindustry.com/ (accessed on 31 May 2017).
- Nugroho, N.; Ando, N. Development of structural composite products made from bamboo I: Fundamental properties of bamboo zephyr board. J. Wood Sci. 2000, 46, 68–74. [Google Scholar] [CrossRef]
- Lu, T.; Liu, S.; Jiang, M.; Xu, X.; Wang, Y.; Wang, Z.; Zhou, Z. Effects of modifications of bamboo cellulose fibers on the improved mechanical properties of cellulose reinforced poly(lactic acid) composites. Compos. Part B Eng. 2014, 62, 191–197. [Google Scholar] [CrossRef]
- Fazita, N.; Rawi, M.; Jayaraman, K.; Bhattacharyya, D. A Performance Study on Composites Made from Bamboo Fabric and Poly(lactic acid). 2013. Available online: http://jrp.sagepub.com/ (accessed on 16 October 2017).
- Porras, A.; Maranon, A. Development and characterization of a laminate composite material from polylactic acid (PLA) and woven bamboo fabric. Compos. Part B Eng. 2012, 43, 2782–2788. [Google Scholar] [CrossRef]
- Lee, S.-H.; Wang, S. Biodegradable polymers/bamboo fiber biocomposite with bio-based coupling agent. Compos. Part A Appl. Sci. Manuf. 2006, 37, 80–91. Available online: http://www.sciencedirect.com/science/article/pii/S1359835X05002253 (accessed on 21 October 2017). [CrossRef]
- Hebel, D.E.; Javadian, A.; Heisel, F.; Schlesier, K.; Griebel, D.; Wielopolski, M. Process-controlled optimization of the tensile strength of bamboo fiber composites for structural applications. Compos. Part B Eng. 2014, 67, 125–131. [Google Scholar] [CrossRef]
- Verma, C.S.; Chariar, V.M. Stiffness and strength analysis of four layered laminate bamboo composite at macroscopic scale. Compos. Part B Eng. 2013, 45, 369–376. [Google Scholar] [CrossRef]
- Abdul Khalil, H.P.S.; Bhat, I.U.H.; Jawaid, M.; Zaidon, A.; Hermawan, D.; Hadi, Y.S. Bamboo fibre reinforced biocomposites: A review. Mater. Des. 2012, 42, 353–368. [Google Scholar] [CrossRef]
- Bambú Guadua—Características—Bambusa Estudio. Available online: http://bambusa.es/bambu-caracteristicas/bambu-guadua/ (accessed on 14 March 2017).
- Yu, H.Q.; Jiang, Z.H.; Hse, C.Y.; Shupe, T.F. Selected Physical And Mechanical Properties Of Moso Bamboo (Phyllostachys pubescens). Trop. For. Sci. 2008, 20, 258–263. [Google Scholar]
- Ray, A.K.; Mondal, S.; Das, S.K.; Ramachandrarao, P. Bamboo—A functionally graded composite-correlation between microstructure and mechanical strength. J. Mater. Sci. 2005, 40, 5249–5253. [Google Scholar] [CrossRef]
- AENOR: Norma UNE-EN ISO 527-5:2010. [Internet]. 2010. Available online: http://www.aenor.es/aenor/normas/normas/fichanorma.asp?tipo=N&codigo=N0045182#.WgCNH4ZrzaI (accessed on 6 November 2017).
- Murariu, M.; Dubois, P. PLA composites: From production to properties. Adv. Drug Deliv. Rev. 2016, 107, 17–46. [Google Scholar] [CrossRef] [PubMed]
- Kavanagh, P. A Comparative Life Cycle Assessment for Utilising Laminated Veneer Bamboo as a Primary Structural Material in High-Rise Residential Buildings. Masters. 2016. Available online: http://arrow.dit.ie/builtmas/21 (accessed on 17 October 2017).
- ASTM D3039/D3039M—14 Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials [Internet]. Available online: https://www.astm.org/Standards/D3039 (accessed on 6 November 2017).
- ASTM D3800—16 Standard Test Method for Density of High-Modulus Fibers [Internet]. Available online: https://www.astm.org/Standards/D3800 (accessed on 6 November 2017).
- ASTM D695—15 Standard Test Method for Compressive Properties of Rigid Plastics [Internet]. Available online: https://www.astm.org/Standards/D695.htm (accessed on 6 November 2017).
- AENOR: Norma UNE-EN ISO 14129:1999. Available online: http://www.aenor.es/aenor/normas/normas/fichanorma.asp?tipo=N&codigo=N0014227#.WgCdz4ZrzI0 (accessed on 6 November 2017).
- AENOR: Norma UNE-EN ISO 14125:1999. Available online: http://www.aenor.es/aenor/normas/normas/fichanorma.asp?tipo=N&codigo=N0014226#.WgCeUYZrzI0 (accessed on 6 November 2017).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fiber | Density (g/cm3) | Tensile Strength (MPa) | Tensile Modulus (GPa) | Reference |
|---|---|---|---|---|
| Bamboo | 0.59–1.10 | 140–1200 | 12–32 | [6,7,8] |
| Sisal | 1.00–1.50 | 80–855 | 9–38 | [9,10,11] |
| Hemp | 1.18–1.60 | 310–110 | 3–90 | [12] |
| Flax | 1.30–1.58 | 343–1500 | 8–160 | [4,9,13] |
| Jute | 1.43–1.52 | 187–800 | 3–64 | [14] |
| Kenaf | 1.20–1.40 | 180–1191 | 14–128 | [15] |
| Composite | Tensile Strength (MPa) | Young Modulus (GPa) | Flexural Strength (MPa) | Company |
|---|---|---|---|---|
| Flax UD */Polyester | 198 | 20 | 229 | Composites Evolution [19] |
| Flax Biaxial/Polyester | 85 | 8.7 | 135 | |
| Flax UD/Epoxy | 222 | 30 | 271 | |
| Flax Mat/Polyethylene | 81 | 8 | 130 | Flax Composites [20] |
| Flax/Polypropylene | 50 | 5.4 | 107 | |
| Flax UD/Epoxy | 383 | 32 | 330 | Bcomp [21] |
| Flax Plain/Epoxy | 115 | 16.2 | 130 | Groupe Depestele [22] |
| Flax UD/Epoxy | 270 | 28 | 226 | |
| Flax UD/Epoxy | 365 | 35 | 300 | Lineo [23] |
| Flax/Polyester | 277 | 23.4 | 239.2 | [14] |
| Hemp/Epoxy | 195 | 19.0 | 161.9 | [14] |
| Hemp/Polyester | 171.3 | 17.0 | 181.2 | [14] |
| Sisal/Epoxy | 132.7 | 0.67 | 288.6 | [24] |
| Sisal/Polyester | 65.5 | 1.9 | 99.5 | [25] |
| Sisal/Polyurethane | 118.6 | 1.81 | 96.1 | [26] |
| Jute/Polyester | 175.1 | 16.1 | 148.8 | [14] |
| Jute/Epoxy | 185.5 | 15.0 | 166.6 | [14] |
| Jute UD/Polyester | 307 | 27 | 321 | Composites Evolution [19] |
| Jute Fabric/Polyester | 59 | 8.1 | 87 |
| Composite | Tensile Strength (MPa) | Young Modulus (GPa) | Flexural Strength (MPa) | Company |
|---|---|---|---|---|
| Flax 2×2/PLA | 110 | 14 | 123 | Composites Evolution [19] |
| Flax Plain/PLA | 99.5 | 13.7 | 125.8 | Groupe Depestele [22] |
| Flax/PLA | 44–107.0 | 6.3–8.0 | - | [9,27,28] |
| Kenaf/PLA | 60–223 | 6.4–23.5 | 254 | [15,29] |
| Jute/PLA | 55.3–100.5 | 1.7–8.5 | 75.9–84.5 | [9,30] |
| Sisal/PLA | 56.7–188.5 | 3.8–20 | 80–100 | [9,31,32] |
| Hemp/PLA | 73.0 | 5.89 | 102.0 | [33] |
| Composite | Tensile Strength (MPa) | Young Modulus (GPa) | Flexural Strength (MPa) | Company |
|---|---|---|---|---|
| Laminated Veneer | 68.5 | 7.8 | 50.8 | Bamboocomposites [43] |
| Bamboo Laminates | 129 | 10.9 | - | |
| Bamboo Flooring | 35 | - | - | |
| Flake board | 37.5 | 3 | - | Bambooindustry [44] |
| Bamboo Lumber/Resorcinol | 86 | 12.1 | - | [45] |
| Bamboo/PLA | 29–80.6 | 0.98–5.9 | 104–149.3 | [46,47,48,49] |
| Bamboo/Polyester | 126 | 2.5 | 128 | [25] |
| Bamboo/Epoxy | 87–205 | 3–16 | 107–140 | [17,50,51,52] |
| Species | Internodal Length (mm) | Nodal Length (mm) | Thickness of Section (mm) | Culm Diameter (mm) | Thickness of Outer Section (mm) | Area of Bundle (mm2) | Distance between Bundles (mm) |
|---|---|---|---|---|---|---|---|
| Moso | 250 | 18 | 10 | 90 | 2 | 0.35 | 0.13 |
| Guadua | 330 | 60 | 21 | 120 | 3 | 0.24 | 0.11 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pozo Morales, A.; Güemes, A.; Fernandez-Lopez, A.; Carcelen Valero, V.; De La Rosa Llano, S. Bamboo–Polylactic Acid (PLA) Composite Material for Structural Applications. Materials 2017, 10, 1286. https://doi.org/10.3390/ma10111286
Pozo Morales A, Güemes A, Fernandez-Lopez A, Carcelen Valero V, De La Rosa Llano S. Bamboo–Polylactic Acid (PLA) Composite Material for Structural Applications. Materials. 2017; 10(11):1286. https://doi.org/10.3390/ma10111286
Chicago/Turabian StylePozo Morales, Angel, Alfredo Güemes, Antonio Fernandez-Lopez, Veronica Carcelen Valero, and Sonia De La Rosa Llano. 2017. "Bamboo–Polylactic Acid (PLA) Composite Material for Structural Applications" Materials 10, no. 11: 1286. https://doi.org/10.3390/ma10111286
APA StylePozo Morales, A., Güemes, A., Fernandez-Lopez, A., Carcelen Valero, V., & De La Rosa Llano, S. (2017). Bamboo–Polylactic Acid (PLA) Composite Material for Structural Applications. Materials, 10(11), 1286. https://doi.org/10.3390/ma10111286