1. Introduction
Lignite and other fossil fuels will remain an important energy source in energy and industry worldwide in the coming decades in different parts of the world [
1]. During the combustion of solid fuels (coal, lignite, and biomass) for the industry, several pollutants are emitted into the atmosphere, including carbon oxides (CO and
), sulfur oxides (
-sum of
and
), nitrogen oxides (
-sum of NO and
), fluoric acid (HF), chloric acid (HCl), voltaic organic compounds (VOC), particular mater (PM), and heavy metals (e.g., Hg) [
2]. Emissions from burning fossil fuels cause damage to the environment and society (responsible for one in five deaths worldwide) [
3]. In connection with the above, research on limiting the negative impact of conventional energy sources on the environment should not be abandoned. One of the most harmful pollutants for human health generated during solid fuel combustion is mercury (especially when lignite is combusted) [
4].
The mercury content in the fuel determines its concentration in the flue gases [
5]. The concentration of mercury in solid fuels ranges from 0.003 to 10.5 mg/kg [
6]: the average concentration in hard coal is 0.1 mg/kg worldwide, and 0.3 mg/kg for lignite [
7]. The mercury in the fuel during the combustion process transforms into the gas phase as elemental mercury
[
8], which is insoluble in water [
9]. Flue gas flowing through heat exchangers lowers their temperature and causes partial oxidation of the
to the
form (called ionic mercury or oxidized mercury) [
9]. Oxidized mercury is the name of all water-soluble mercury compounds, for example, during the combustion of fuel with high halide content (hard coal),
is the main compound of
[
10]. In the case of lignite combustion, due to the lack of halides (
,
, and
), the share of
in the flue gases behind the boiler is small. When
is absorbed on the surface of fly ash (mainly in unburned carbon particles), Hg(p) is created [
11]. In the atmosphere, the three mentioned species of mercury are emitted during combustion processes and cause damage in all environmental spheres [
12].
Various countries have adopted regulations limiting mercury and other pollutant emissions (PM,
,
, HF, and HCl) into the atmosphere (USA [
13], European Union [
14], China [
15]). Due to the regulations introduced, the power plants fueled by solid fuels are equipped with flue gas cleaning installations. For a typical solid fuel-powered power plant, the following devices are used:
Semi-dry or wet desulfurization methods for
and acid gases control [
16];
Bag filters or electrostatic precipitators (ESPs) for dust control [
17];
Combined primary methods with SCR (Selective Catalytic Reduction) or SNCR (Selective Non-Catalytic Reduction) installations for
control [
18]).
Due to the use of these installations, there is an effect of the partial removal of mercury from flue gases in these installations (the efficiency of mercury removal depends on the species of mercury). Particulate-bound mercury Hg(p) is almost completely removed in dust collectors [
9]. Oxidized mercury is removed in WFGD installations with high efficiency (up to 95%) [
19]. The conversion of
to
in flue gas is a key factor to achieve a high total mercury removal rate because the removal efficiency of metallic mercury in existing flue gas cleaning devices is low. Some of the metallic mercury occurs in the flue gas and is oxidized in the installation of SCR in the presence of HCl [
20]. Taking the above into account, to meet the mercury emission standards, it is necessary to properly understand the phenomena occurring in wet flue gas desulfurization plants. The efficiency of mercury removal in the WFGD absorber is presented in
Table 1.
Numerous research papers have reported that for typical configurations of flue gas cleaning devices (SCR + ESP + WFGD), the total mercury removal ranged from 15.1 to 95.6% [
6,
22,
25]. The factor that influences the mercury removal rate the most is its re-emission from the WFGD absorber. Mercury re-emission is defined when the
concentration downstream of the absorber is higher than the
concentration at the inlet [
26]. In WFGD, oxidized mercury is reduced to elemental mercury emitted into the atmosphere [
27]. As reducing agents for oxidized mercury, sulfite ions and organic acids (formic, adipic, and others) were identified in the WFGD slurry [
28]. The intensity of the mercury re-emission plays an important role as an operating parameter of the absorber (pH, ORP, slurry temperature, air stream fed to the absorber) and
concentration in the flue gas upstream of the absorber [
26,
28,
29,
30].Methods of reducing the mercury re-emission of the absorber consist of modifying the operating parameters of the absorber [
31] and adding additives to the slurry in the WFGD absorber [
28]. The modification of absorber operation parameters is difficult to achieve in industrial conditions due to the need to maintain the required quality of gypsum [
32]. Different types of sulfide (organic and inorganic) additions to the WFGD slurry have been tested for permanently binding to mercury through the formation of HgS to stop mercury re-emission [
27,
28,
30,
33]. Based on the data from the literature and tests carried out in industrial conditions,
S is the most used additive.
In Poland, in power plants combining heat and other plants burning fossil fuels, desulfurization installations are commonly used, mainly using semi-dry and wet methods (except for fluidized bed boilers, where dry processes are successfully used). In turn, the problem of excessive nitrogen oxide emissions is solved by combining primary methods with SCR or SNCR installations. For particulate matter, bag filters and electrostatic precipitators are commonly used.
In the Czech Republic, lignite is combusted in sources that combine the production of electricity and heat. For flue gas desulfurization, it is mostly used in wet and semi-dry processes. However, WFGD is used mainly in sources with a heating input greater than
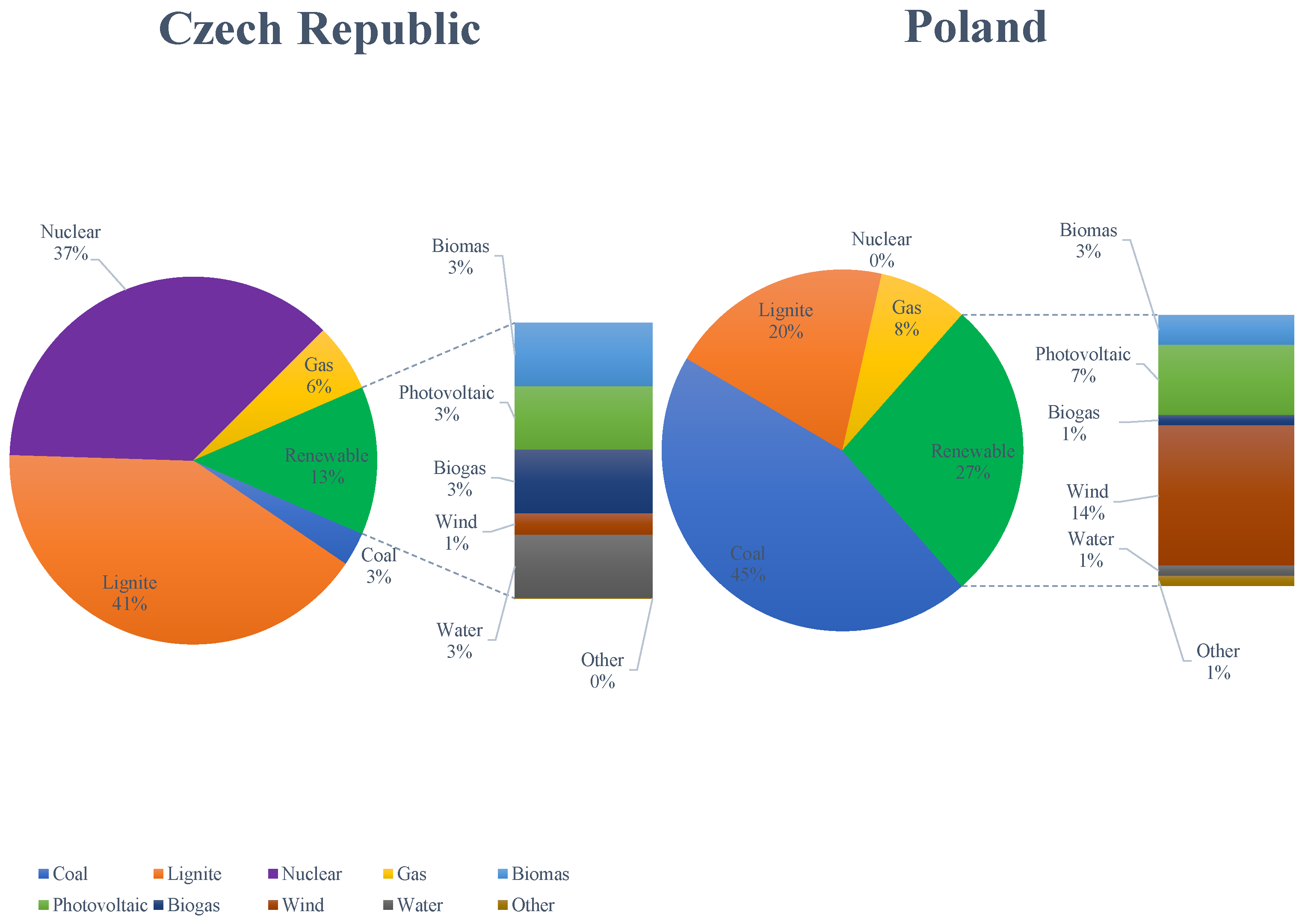
. From the point of view of combustion itself, lignite is combusted to a greater extent in pulverized bed boilers and in several fluid boilers. SNCR methods and/or primary measures are used to reduce nitrogen oxides. Only one heating plant uses SCR technology in a high dust configuration. Fabric filters and electrostatic precipitators are used to capture solid particles. In the Czech Republic, hard coal is burned for only one large combustion source, which has already been shut down. The comparison of the production of electric energy by sources in the Czech Republic and Poland in 2023 is presented in
Figure 1.
In the Czech Republic, the combustion of lignite accounts for about 41% of the electricity production, and coal only up to 3%. Therefore, it is still one of the main sources of electricity and heat production in the Czech Republic. The main deposits are in Northern Bohemia, especially in Podkrunoho (near Most, Chomutov, and Sokolov). In Poland, coal combustion is responsible for 45% of the electricity production. The combustion of lignite remains an important source, comprising 20% of the total electricity production (after coal and renewable energy sources). The change in the structure of energy production will progress towards an increase in the share of renewable energy sources in the energy mix; however, in the current state of the power industry (for example, in Poland or the Czech Republic), it is hard to imagine the country’s energy system without regulatory energy sources such as coal-fired, biomass-fired, gas-fired power plants, and nuclear power plants.
In connection with the above, the results of full-scale tests on re-emission control by additive addition (sodium sulfide) to WFGD slurry are presented. Full-scale tests are performed on two comparable WFGD installations (spray tower, four spraying levels, and two-stage gypsum de-watering by hydrocyclones and vacuum belt filter). The novelty of the work is that the similarity of these two installations allows the comparison of the influence of fuel composition on mercury removal by stopping mercury re-emission. Comparisons are made between lignite combusted in Poland and the Czech Republic on the efficiency of mercury removal in the WFGD absorber, and the precipitation of heavy metals from the WFGD slurry is investigated.
2. Materials and Methods
Research is carried out on two industrial WFGD absorbers (manufactured by Rafako S.A. in case of Czech Republic tests by Hitachi) that purify the flue gases from lignite combustion. Absorbers work on the basis of the limestone method with the production of synthetic gypsum (wet flue gas desulfurization (WFGD) with limestone forced oxidation (LSFO)). The research objects are located in Poland and the Czech Republic, and the influence of lignite composition on mercury removal efficiency and precipitation of heavy metals from the WFGD slurry is investigated.
2.1. Research Objects
For the purpose of this article, the following names are proposed for research objects:
In Poland (object 1), the WFGD installation is equipped with four spray levels and a system for the dosing of adipic acid in the slurry. It treats flue gas from a pulverized coal boiler for a 400 MWe unit equipped with an electrostatic precipitator and SNCR for nitrogen oxide removal. The volume of the slurry tank is 3400 . The dewatering of the gypsum suspension is carried out using a two-stage dewatering technology, where the first stage uses a hydrocyclone and then a vacuum belt to reduce the required gypsum moisture content.
In the Czech Republic (object 2), tests are carried out on the absorber equipped with four spray levels and the volume of an absorber slurry tank was 2400 . The installation purifies the flue gas from 2 lignite-fired blocks with a capacity of 200 MWe each. For flue gas denitrification, an SNCR technology is used in each unit. For reduction in PM emission, the ESP in one unit and the fabric filter in another were used. The dewatering of the gypsum suspension was the same as in object 1. The similarity of these two installations allows for the comparison of the results on mercury removal by a sulfide-based additive.
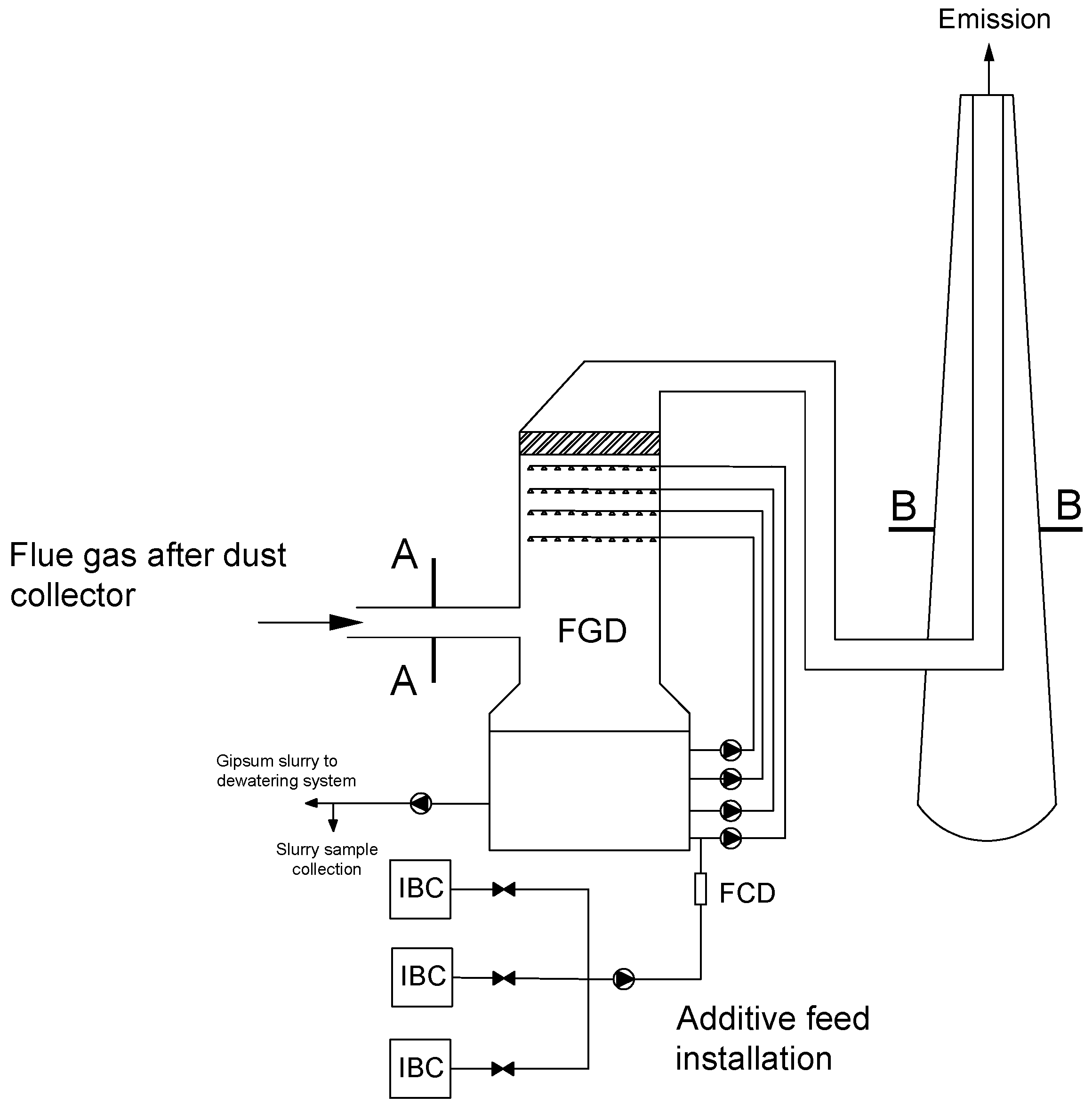
A precipitating agent in the form of an aqueous
S solution (technical grade concentration 10%
w/
w) is fed to the absorber through a specially mounted system (constructed from IBC containers, flexible pipes, valves, rotameter and pump) for the highest spraying level. The same installation is used for both research objects. The test installation schematically is shown in
Figure 2.
2.2. Fuel Composition
The main types of coal include anthracite, bituminous, subbituminous, and lignite, which are classified according to the carbon and voltaic contents [
34]. Other fuel parameters that are important for the combustion process are the calorific value, and the hydrogen, sulfur, ash, humidity, mercury, and chlorine content [
35]. During the tests, lignite samples are collected and prepared according to ISO standards ISO/IEC 17025:2017 in a certified laboratory. All results presented in the article include fuel analysis, which consists of measurements of the calorific value, and the coal, hydrogen, sulfur, ash, humidity, mercury, and chlorine content. These results are presented in the working state of the fuel in which the fuel goes directly to the furnace. For both objects, samples are collected with a frequency of one per day. The basic fuel parameters and the range of their variability during full-scale tests are presented in
Table 2.
For the lignite from the tests conducted for object 1, higher values of sulfur, moisture, and mercury are measured. The lignite combusted in object 2 is characterized by a higher calorific value, ash content, and carbon content. Based on the fuel parameters, the highest emission of mercury and sulfur dioxide is expected in the case of object 1.
2.3. Slurry Analyses
The concentration of metals can be detected in slurry samples by various analytical methods, including electrothermal atomic absorption spectrometry (ET-AAS), flame atomic absorption spectrometry (FS-AAS), cold vapor-atomic absorption spectrometry (CV-AAS), fluorescence spectrometry (XRF), inductively coupled plasma-optical emission spectrometry (ICP OES), inductively coupled plasma- mass spectrometry (ICP-MS), or HPLC-inductively coupled plasma-mass spectrometry (HPLC-ICP-MS) [
36]. The slurry samples collected from the WFGD absorber in object 1 are filtered, and the filtrate obtained is tested for heavy metal content using the following analytical methods: Hg atomic absorption spectrometry with the amalgamation technique (MA-2 mercury analyzer by Nippon Instruments Corporation, accuracy <2% of measurement results), Zn, Pb, Cd, Cr, Cu, Ni, Fe, and Mn inductively coupled plasma atomic spectrometry (ICP-AES) by ICP-AES iCAP 7400 analyzer from Thermo Scientific (Waltham, MA, USA), with an accuracy of <2% of the measurement results.
Slurry samples collected from the FGD absorber in object 2 and the concentrations of Hg in the liquid samples are determined in the approved laboratory using the AMA 254 mercury analyzer (LECO Corporation, St. Joseph, MI, USA), accuracy <2% of measurement results. The concentration of metals in the slurry samples is determined using the ICP-AES method using the same apparatus as in object 1.
On the basis of the measurement results, the amount of precipitating agent that is to be added to the slurry is determined. The tests are performed as a function of the molar ratio
Y defined as
The samples of slurry collected from the pipeline are filtrated and analyzed for metal content. The efficiency of metal precipitation from the slurry is calculated by comparing the value before and after the administration of sodium sulfide:
where we have the following:
—concentration of selected metal (Hg, Zn, Pb, Cd, Cr, Cu, Ni, Fe, Se, and Mn) in the sample collected after the addition of the precipitating agent;
—concentration of selected metal (Hg, Zn, Pb, Cd, Cr, Cu, Ni, Fe, Se, and Mn) in the sample collected before adding the precipitating agent to the absorber.
2.4. Mercury Measurements
To determine the influence of the injection of a precipitating agent on the effectiveness of reducing mercury emissions into the atmosphere, continuous measurements of the total mercury concentration in the flue gas are carried out using two analyzers installed in front of the installation of the WFGD (cross section A) and in the chimney (cross section B). Based on the measurement results, the effectiveness of mercury removal from the flue gas is determined according to the formula
where we have the following:
—average total mercury concentration in the measurement cross section (A), ;
—average total mercury concentration in chimney (B), .
ref—reference conditions: T = 273.15 K, P = 1013.25 hPa, humidity < , calculated for the oxygen content in the combustion gas = 6%.
In object 1, two CMM systems with a CVAF mercury analyzer of Gasmet, accuracy <2% of measurement range are used. In object 2, two Durag-Verewa HM 1400 TRX continuous systems (Durag Group, Hamburg, Germany), with an accuracy of 1% of the measurement range, are used. In parallel with the measurements made by the monitoring system, samples are taken in the same measurement sections to determine the concentration of mercury using the Ontario Hydro method [
37] to identify the concentration of
and
in the exhaust gas. The Ontario Hydro method consists of collecting mercury from a partial stream of flue gas in a series of eight washers with sorption solution (three washers with KCl solution, one washer with mixture
and
, three washers with mixture of
and
, and the last silica gel). Based on mercury concentrations in washers (in washers with KCl oxidized mercury is captured and metallic mercury is captured in washers with mixture of
and
), the concentrations of metallic and oxidized mercury are calculated. Other flue gas parameters are supplied from the continuous monitoring emission systems of the power plant. A summary of the exhaust gas measurement results and their variability during the tests is presented in
Table 3.
For both tests, the flue gas stream and temperature are at a comparable level. The concentrations of mercury and sulfur dioxide are higher for tests in object 1 than in object 2.
4. Discussion
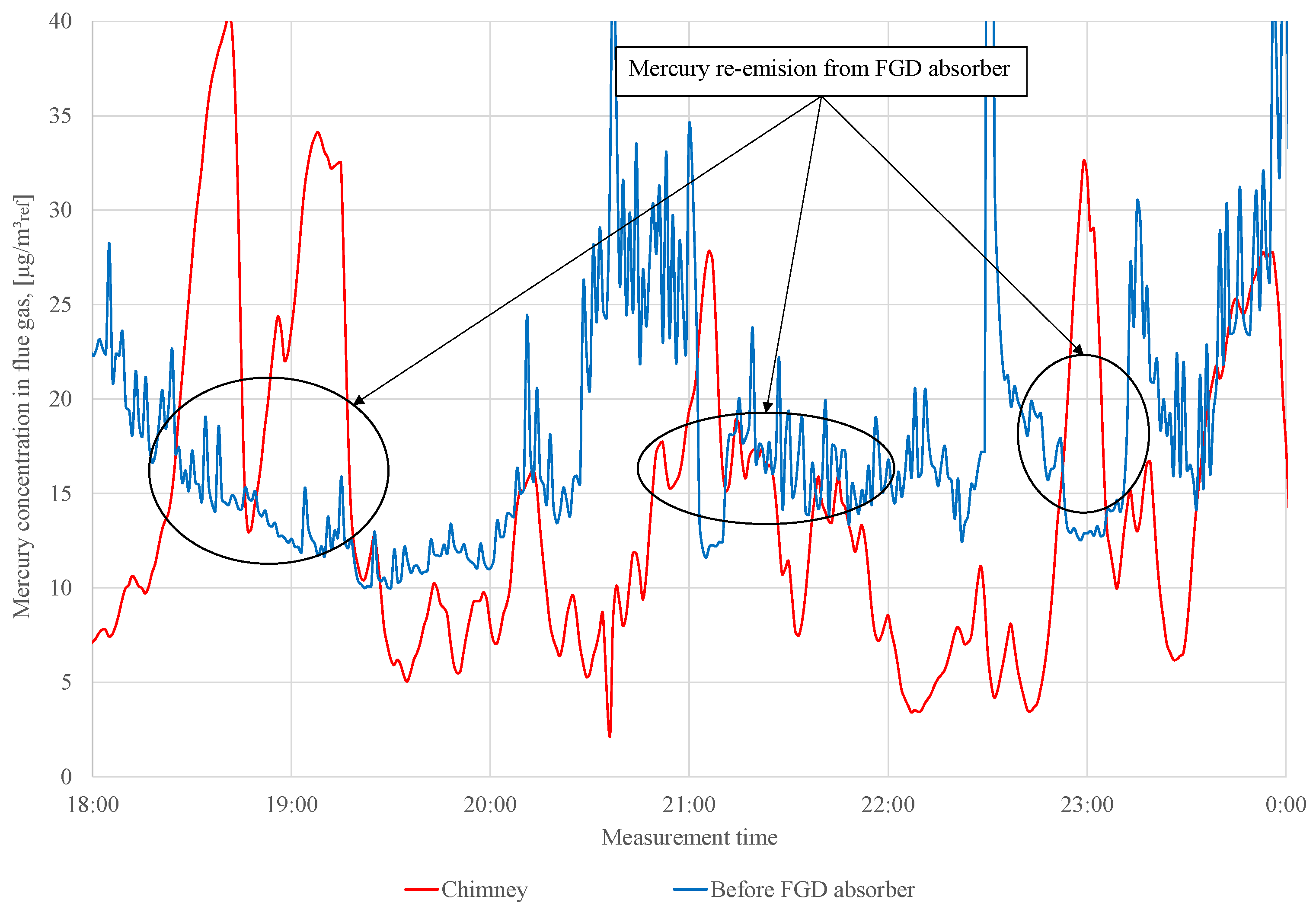
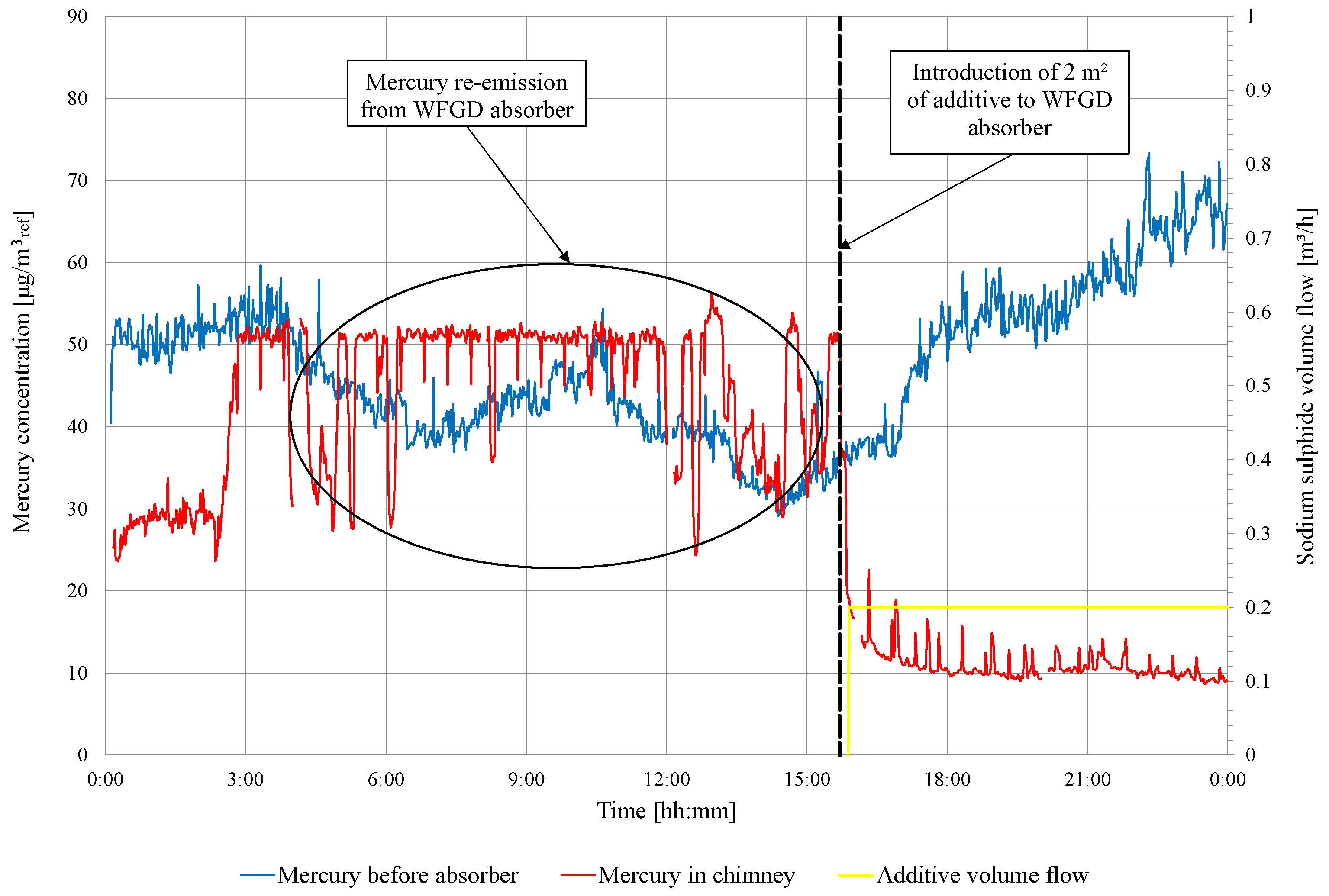
For both lignite-fired facilities, the mercury concentration measurements upstream and downstream of the WFGD absorber have shown the occurrence of the re-emission phenomenon. Measurements made using the Ontario Hydro method show that mercury in the metallic form
is re-emitted (
Table 4 and
Table 6). The observed re-emission phenomenon is visible in continuous measurements (
Figure 3 and
Figure 5). For the test in object 1, the highest mercury concentration in the chimney is 40
, while the concentration in front of the WFGD absorber is approximately 15
(2.7 times higher mercury concentration in the chimney than in front of WFGD). In case of the test in object 2, the maximum observed re-emission is 55
in the chimney, while the concentration in front of the WFGD is approximately 40
. The observed re-emission phenomenon is lower in the object 2 tests than observed in those for object 1. It should be noted that the intensity of mercury re-emission is affected by many factors, including WFGD operation parameters such as the pH, ORP, slurry temperature, and sulfate concentration in the sorption solution [
26,
38]. Another factor that influences mercury re-emission is the concentration of halides (chlorine, bromine, and fluor) in the fuel; the following relation occurs: the higher the concentration of halides in the fuel, the lower the intensity of the
re-emission from the WFGD absorber [
21]. A significant difference between object 1 and object 2 is the use of adipic acid in the absorber liquid cycle (in object 1), which may have an impact on the higher observed re-emission rate [
28]. Organic acids play the role of a reducing agent for mercury dissolved in the WFGD slurry.
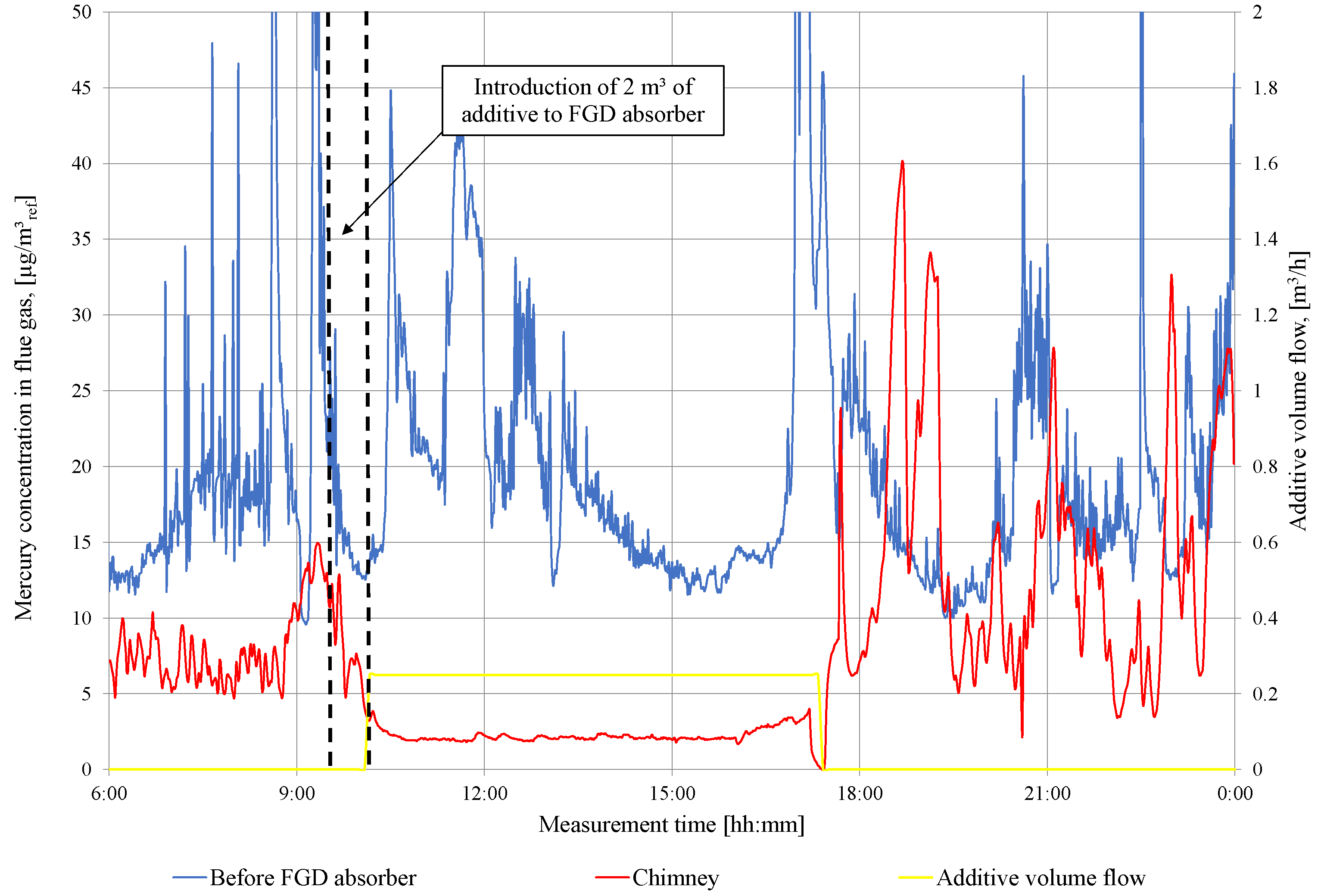
During industrial tests, a 10% w/w sodium sulfide solution (technical grade) is fed to the absorber in two ways. At the beginning of the tests, the initial dose is fed as quickly as possible to the WFGD slurry (2 ), and after that, continuous feeding with a small amount (to 250 /h) is carried out. The real molar ratio of the additive is calculated on the basis of the metals concentration dissolved in the slurry. For object 1, the concentration is 0.18 and 1.32 for tests in object 2. The calculated molar ratio of the precipitating agent introduced to the FGD slurry at the beginning of the tests is the following:
For tests in object 1, 2 of additive is fed to the FGD absorber Y = 4.27;
For tests in object 2, 2 of additive is fed to the FGD absorber Y = 0.81.
For both installations, the efficiency of the precipitation of mercury from the slurry is high, with 85.9% for object 2, and 88.1% for object 1. For object 1 tests, the molar ratio Y is more than four times higher than in object 2 tests. This large difference in the results of the additive dose calculation is due to the assumption that the concentration of metals dissolved in the slurry is 1.50
(real concentration measured is 0.18
). The efficiency of mercury removal from the flue gas increases from level 56.9 to 74% in the case of the object 2 tests, which is too low to meet the emission standard (
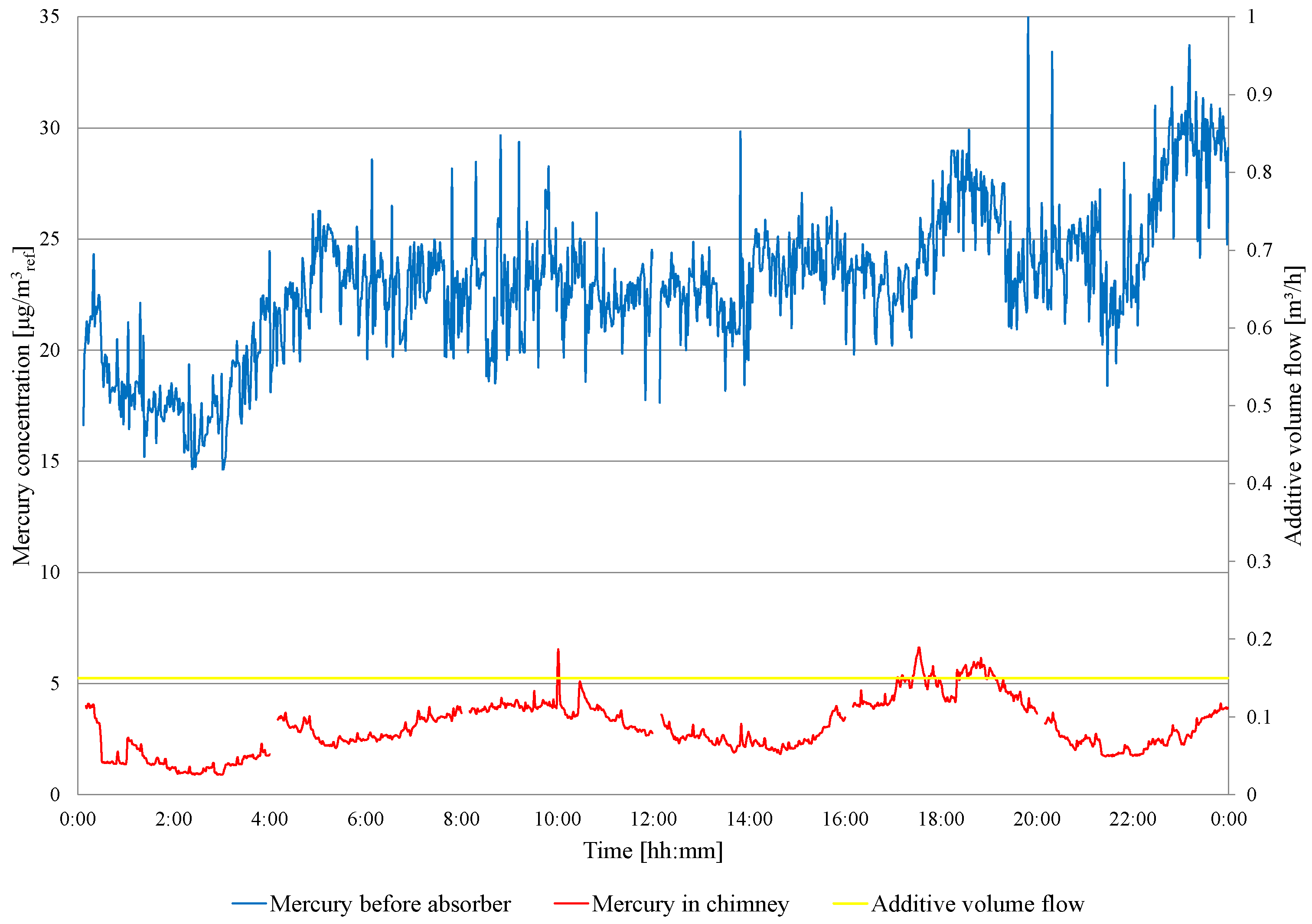
Figure 5). In the case of the tests in object 1, the mercury removal efficiency is higher and reaches 85%, and the emission requirement is met (
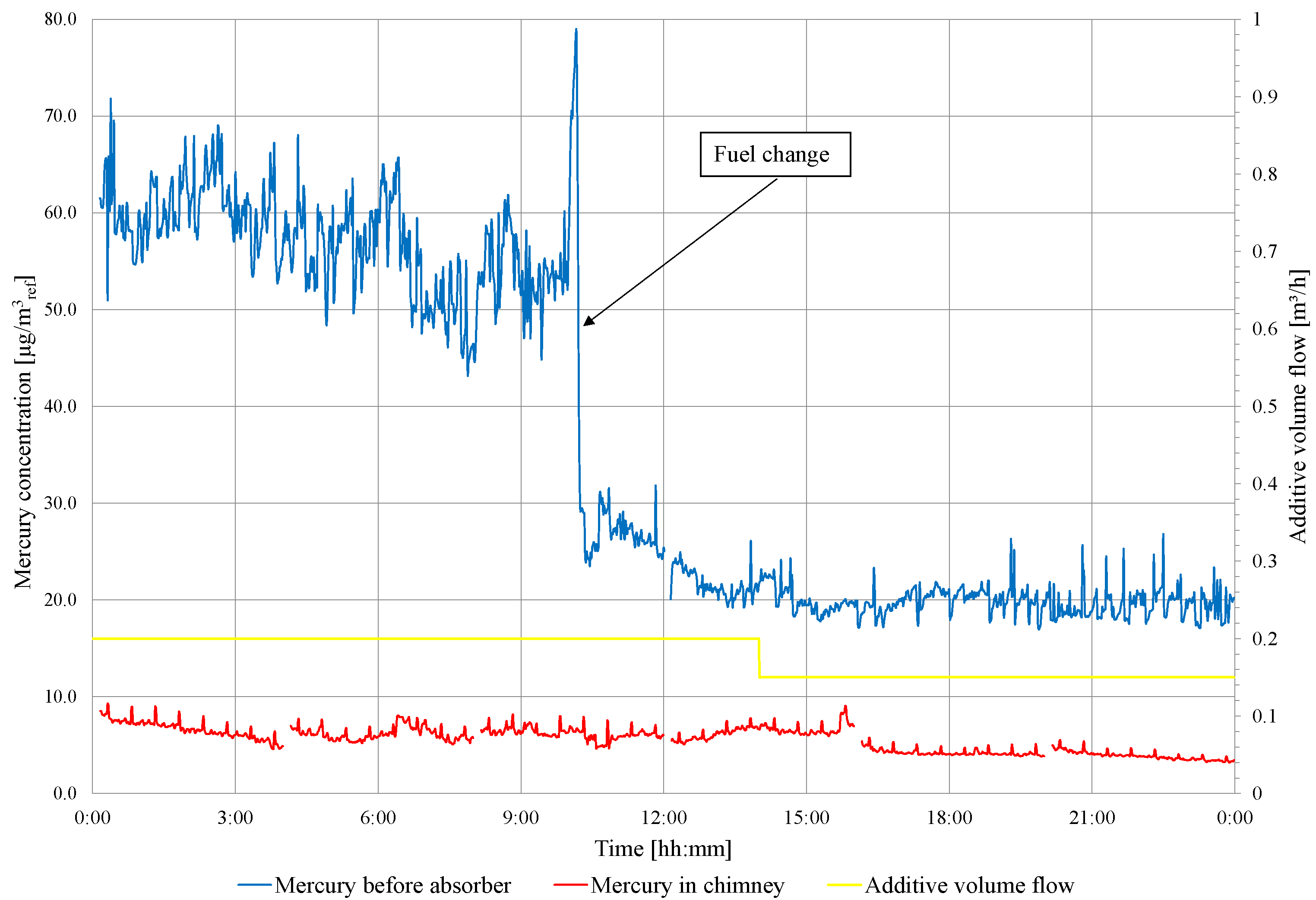
Figure 4). The combustion of high mercury lignite in object 2 is also significant in achieving emission requirements; therefore, the concentration of Hg in front of the absorber is higher than in the tests carried out in object 1 (
Figure 4 and
Figure 5). When the lignite in the test of object 2 is changed to one with a low mercury content (
Table 7), it allows to meet the emission standards, and the efficiency of mercury removal is at a level of 77.3%.
The analyses of the metal content in the absorber-filtered slurry show that the addition of sodium sulfide causes the precipitation of all the metals determined in the case of object 1. For object 2, there is no effect on the precipitation of manganese, iron, and lead. The observed phenomenon is related to a higher molar ratio Y during object 1 tests than in object 2 tests. The highest efficiency is achieved for mercury (object 1—88.1%, object 2—85.9%), which confirms the selectivity of sodium sulfide [
39]. The precipitation efficiency of the remaining metals ranges from 2 to 70%. In general, reactions of the precipitation of mercury and metals contained in the slurry, with the use of sodium sulfide, can be written using the formula [
30]
As a result of the precipitation of mercury and other metals from the slurry liquid phase, its concentration decreases in WFGD raw wastewater (
Table 5 and
Table 8), which can influence the lifetime of the treatment system.


 ,
, 

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}