1. Introduction
Fossil fuels have dominated global energy systems for over two centuries, providing accessible and economical energy sources. However, their pervasive utilisation has precipitated significant environmental degradation through greenhouse gas (GHG) emissions and pollutants affecting terrestrial, aquatic, and atmospheric systems.
The 2015 Paris Agreement established critical climate targets: limiting global temperature increases to well below 2 °C above pre-industrial levels while pursuing efforts to restrict warming to 1.5 °C. However, the World Meteorological Organization (WMO)’s State of the Global Climate reported that 2024 was the first full year with a global average temperature more than 1.5 °C above pre-industrial levels (1850–1900), which made it the hottest year in the 175 years of recorded data [
1]. Current global warming is already fuelling more dangerous heatwaves, extreme rainfall, severe droughts, melting of glaciers, and rising sea levels. With projections of annual global temperatures for 2025 to 2029 estimated to range from 1.2 °C to 1.9 °C above the 1850–1900 average, urgent actions must be taken to combat escalating global warming [
1].
Despite the overwhelming global temperature rise, global efforts to mitigate GHG emissions are accelerating, driven by international agreements, technological innovations, and increased public awareness [
2]. Among all sectors, the aviation industry is considered the hardest to decarbonise due to its reliance on high-temperature processes and energy-dense fuels. The aviation sector faces immense pressure to decarbonise, as it contributes approximately 2.5% of global GHG emissions annually [
3], with its projected growth posing significant challenges for global emission reduction targets. The International Air Transport Association (IATA) target to achieve net-zero CO
2 in the aviation sector by 2050 calls for rigorous transformative shifts in energy production and consumption patterns for this hard-to-abate sector [
4]. Unlike other transport sectors, direct electrification and hydrogen propulsion remain largely impractical for long-haul flights, making Sustainable Aviation Fuel (SAF) a critical pathway to achieving net-zero emissions.
Bioenergy systems like SAF production from biomass offer promising pathways to decarbonise the aviation sector by providing renewable alternatives to conventional jet fuels while also mitigating the global waste accumulation problem. Within this context, the type and source of biomass, together with the production pathway, largely determine the real sustainability of SAFs. Hence, careful selection of the feedstock and pathway is required to optimise the system to achieve its full potential.
Various feedstocks have been explored for SAF production, and they are broadly categorised into four generations based on the type of feedstock used for their production. Mainly leveraging their abundance, cost-effectiveness, and sustainability, this study focused on second-generation biofuel feedstocks, which are produced from non-food-based feedstocks (e.g., municipal solid waste (MSW) and agricultural residues), as opposed to the first, third, and fourth generations, which compete with food supplies (e.g., food crops), face scarcity and scalability challenges (e.g., oils and microalgae), and are genetically engineered (e.g., electro-biofuels), respectively. While second-generation biofuel feedstocks like MSW and food waste present unique advantages, agricultural residues appear promising due to their abundance, low cost, and minimal land-use change impact.
Agricultural waste is an abundant waste, with approximately 5 billion tons of residues generated annually [
5]. Its generation peaks during harvest seasons, but decentralised production and competing uses, such as animal feed or bedding, limit its availability for bioenergy. Processes like shredding or grinding reduce the size and bulk density of the feedstock, making it easier to transport [
6]. While its abundance is unmatched, efficient collection and storage systems are critical to overcoming logistical challenges, mainly during its seasonal production.
Common residues like corn stover (CS), rice straw (RS), wheat straw (WS), and sugarcane bagasse (SB) were prioritised for biofuel production in this study due to their high abundance and consistent availability globally. For instance, CS is a widely available agricultural residue in the United States, accounting for millions of tons annually, while RS and WS dominate in Asia and Europe, respectively, due to extensive rice and wheat cultivation [
7] and SB is highly concentrated in sugar-producing regions such as Brazil and India [
8]. Moreover, their utilisation reduces environmental issues such as open-field burning of RS and WS, which contributes significantly to air pollution [
9]. SB and CS are particularly advantageous due to their relatively centralised availability, which minimises logistical challenges [
10]. Additionally, the high biofuel potential of these residues, as demonstrated by the efficiencies of their conversions to SAF, makes them promising [
11].
Although SB, RS, WS, and CS are comparable in terms of availability, the cost-effectiveness of acquisition, and overall sustainability, based on their compositions and physical properties [
12,
13,
14,
15], CS and SB are the top candidates for SAF production feedstock owing to their energy density and conversion efficiency potential (i.e., high hemicellulose contents, volatile matter contents, and H/C ratios and low ash contents). However, CS is prioritised since the preliminary selection of a feedstock and a process design is a research-based process and research on SAF production from CS is significantly more abundant compared to SB, covering a wide array of conversion processes such as gasification and Fischer–Tropsch (G-FT) synthesis, FP, and alcohol to jet (ATJ), highlighting its versatility. Additionally, techno-economic analyses of CS-based SAF show strong potential for integration with existing agricultural infrastructure [
16]. In contrast, while SB is well-studied for biochemical conversions, studies focusing on SAF pathways are limited to fermentation-based ATJ pathways due to its high cellulose content and compatibility with sugarcane processing facilities. Therefore, with significant untapped potential for biofuel production to produce SAF, abundant research availability, and favourable integration feasibility, CS emerged as the most attractive feedstock option for SAF production in this study.
Several thermochemical and biochemical routes have been investigated for converting CS to SAF, including G-FT synthesis, ATJ, and FP. G-FT converts biomass into synthesis gas (syngas: CO + H
2) via gasification, followed by Fischer–Tropsch synthesis to make liquid hydrocarbons, including jet fuel [
17]. Meanwhile, the ATJ process converts biomass-derived alcohols (ethanol, butanol, and isobutanol) into jet-range hydrocarbons through dehydration, oligomerization, and hydrogenation [
18]. Finally, FP involves rapidly heating biomass in the absence of oxygen to decompose it into a mixture of vapours and char. Some of the vapours then condense into bio-oil, which is further upgraded into aviation fuel [
19].
Based on a preliminary evaluation of the fuel yields, environmental impacts, economic viability, and technology readiness of the routes from the literature review, FP emerged as a more attractive pathway for SAF production from CS compared to the other two pathways. FP offers the highest fuel yield (22.5% compared to 19.7% and 0.9% for ATJ and G-FT, respectively) among the three pathways, signifying efficient biomass conversion into bio-oil for SAF production [
17,
18,
20,
21]. Moreover, a cost reduction opportunities study by Tanzil et al. reported that FP stands out as the most cost-effective pathway, as its MFSP can reach as low as 1.78 USD/Liter when costs are optimised, compared to 2.31 USD/Liter and 1.94 USD/Liter for ATJ and G-FT, respectively [
21]. Additionally, FP demonstrates a moderate environmental impact with 68–76% GHG savings, making it a viable option for reducing emissions [
22]. Finally, although FP and G-FT are comparable in terms of resource availability, while ATJ is more limited in this regard, FP currently lags behind G-FT in terms of its Fuel Readiness Level (FRL), as its resulting fuel remains in the developmental stage. In contrast, G-FT is nearing commercial maturity. Nonetheless, considering FP’s overall potential and ongoing advancements toward increasing its FRL, it emerged as the most promising pathway for producing SAF from CS.
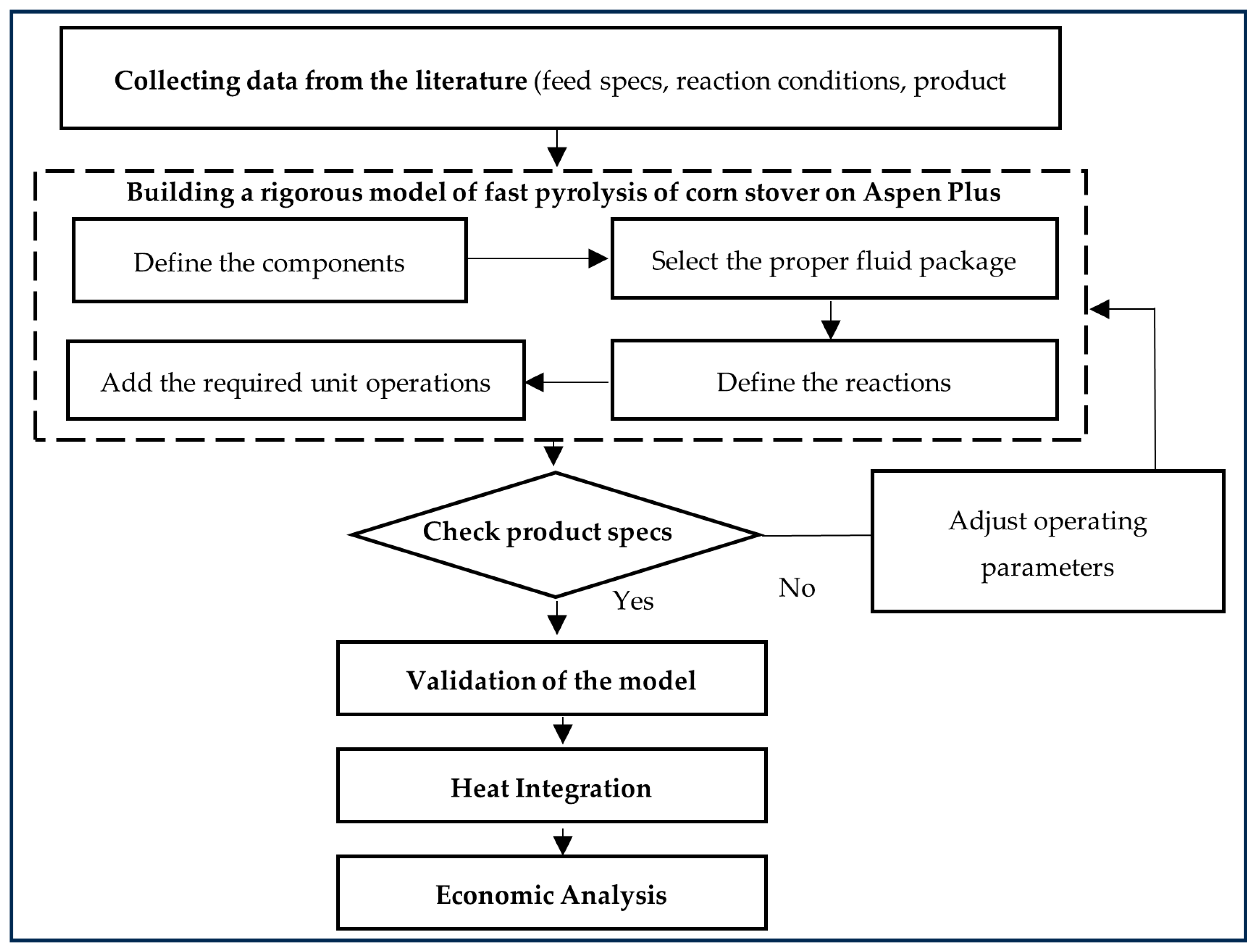
While the technical feasibility of producing SAF from various feedstocks is gaining traction, comprehensive techno-economic analyses, particularly for processing CS via FP, remain crucial for commercial deployment. This study aimed to address this gap by comprehensively designing the process, optimising the process by leveraging a heat integration strategy to minimise utility consumption using Aspen Plus, evaluating its economic viability, and identifying key parameters for scalability, thereby providing valuable insights into the potential of this pathway for SAF production.
3. Results and Discussion
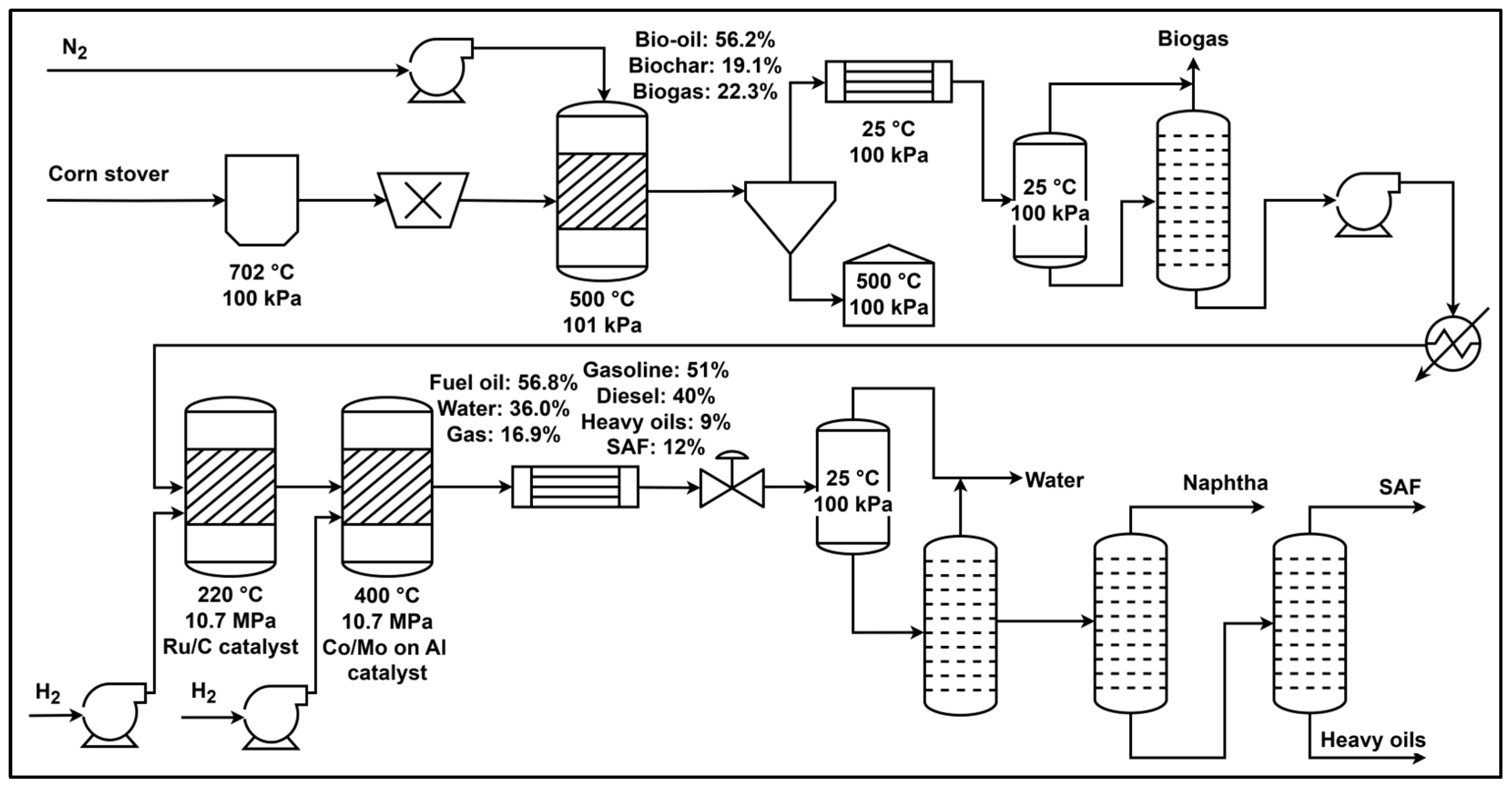
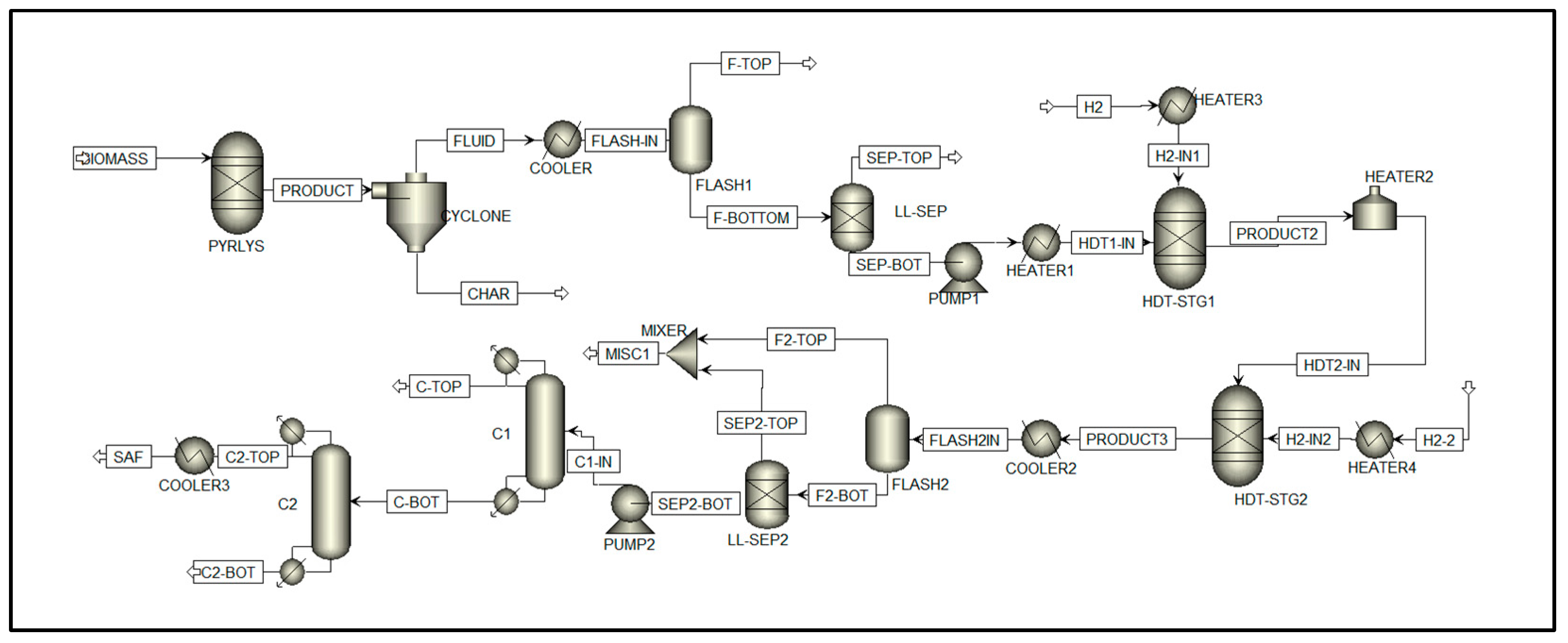
Based on the methodology described in
Section 2 for building the Aspen Plus model of the process,
Figure 3 presents the Aspen Plus model of the conversion of CS to SAF through FP and hydrotreatment.
3.1. Aspen Plus Model Validation
The primary objective of model validation was to ensure that the simulation results accurately reflect real-world production of SAF. In this study, the hydrotreatment process was modelled using Aspen Plus V12.1, where the reactor was simulated using RYield based on product yields obtained from the literature. As the yield data itself was derived from existing studies, directly comparing the simulation yields with those reported in the literature would have been redundant and not meaningful for validation purposes.
Therefore, to establish the validity of the model, the simulation results were compared to the elemental composition of the final product, SAF (hydrotreated CS bio-oil), reported in the literature, as presented in
Table 12. This approach ensured that the model accurately produces SAF with the same composition of carbon, hydrogen, oxygen, nitrogen, and sulphur contents rather than merely reproducing yield data. By doing so, it provided an independent validation method that focused on composition accuracy, which was critical for evaluating the quality and suitability of the SAF for downstream applications.
The comparison between the simulation results and those from the literature in
Table 12 demonstrates good agreement. The minor discrepancies between the simulated elemental composition and that from the literature are attributed to differences in process assumptions and model scope. The simulation assumes more efficient hydrotreatment, resulting in near-complete deoxygenation and a slightly higher hydrogen content. The trace sulphur in the simulation may originate from conservative assumptions related to gas clean-up, whereas the literature likely reports post-polishing data with sulphur below detection levels. Despite these minor differences, the close agreement in the carbon and hydrogen contents validates the reliability of the simulation model for predicting SAF composition and the following discussion of the results derived from it.
3.2. An Evaluation of the Properties of Sustainable Aviation Fuel (SAF)
The Aspen Plus simulation results yielded a comprehensive breakdown of the chemical composition of the SAF, including the proportions of paraffins, naphthene, aromatics, oxygenates, and other relevant components, as presented in
Table 13. The system was simulated via a steady-state deterministic method using fixed inputs with no variation or uncertainty. Therefore, the results represent a single point of operation.
The critical outcome of the simulation of SAF production from CS was the final composition of the SAF product. To assess its suitability, the properties of the SAF were instead validated based on the final composition of the SAF by comparing the simulation composition with the compositions of jet fuels reported in the literature (100% waste wood-derived (WWD) SAF and 100% conventional jet fuel) [
33]. This approach was logical and scientifically sound because the chemical composition directly influences the physical properties and performance characteristics of a fuel. The properties presented in
Table 14 reflect the combustion performance, efficiency, fluidity, cold-temperature pumpability performance, and stability of the fuel, which are crucial to characterise the quality of jet fuel.
Upon comparing the composition of the simulation results with two reference fuel compositions (100% WWD SAF and 100% conventional jet fuel) in
Table 15, it was observed that the product composition fell within the range between the two reference fuels. Such an outcome indicates that the chemical properties of the produced SAF are between those of the WWD SAF and the petroleum-based fuel.
Therefore, the results indicate that the most practical application of the SAF would be as a blended fuel that could be mixed with conventional jet fuel to form an SAF blend that meets the necessary ASTM standards for aviation fuel. A study by Jeon et al. suggests that a 10% SAF blend with conventional jet fuel offers the optimal jet fuel quality that achieves all ASTM standards, with a final boiling point (FBP) of 299.5 °C [
33]. An aviation fuel blend review by Lau et al. confirms the relevancy of the proposed blend, as a blend percentage of 10% is also recommended for SAF produced from Jatropha plants, Babassu seeds, palm kernels, and Lignin-based plants [
35]. A low-percentage blend is expected for SAF derived from lignocellulosic biomass, as it tends to have a higher oxygen content and more complex aromatic structures compared to SAF produced from oilseed crops like Canola and Camelina, which comply with the standards as 20% and 50% blends, respectively [
35].
3.3. Energy Savings Analysis
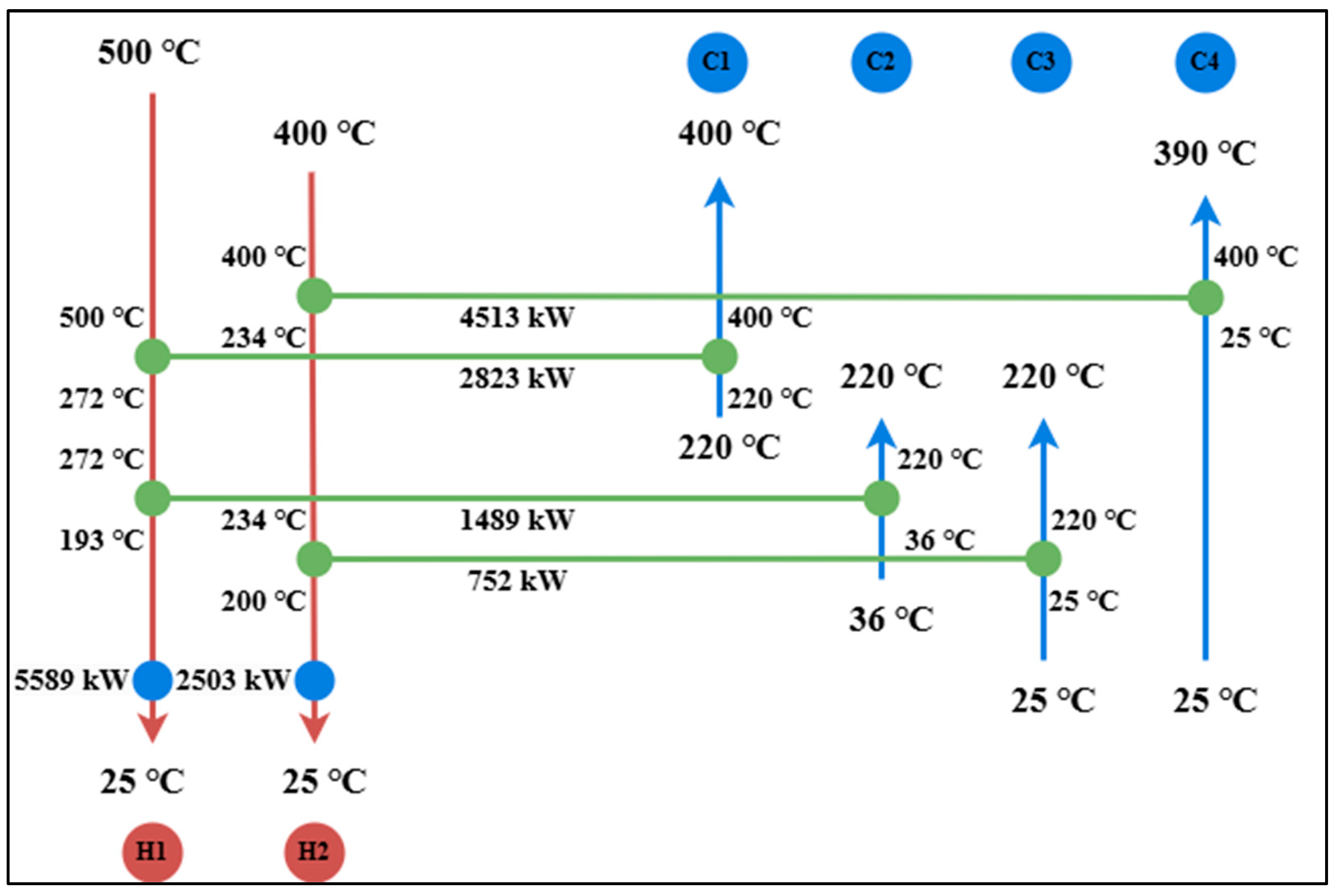
From the pinch analysis, four streams were matched to maximise the heat recovery in the system, and the results are reported in
Table 16 and
Figure 4.
Each heat source available provides heat to more than one heat-sink stream. On that account, pairing hot streams with cold streams that require higher outlet temperatures needs to be prioritised to avoid outlet temperature cross. As a result, H1 and H2 integrate with C1 and C4 first, respectively, before directing their excess heat to the other two cold streams.
When the heat integration network obtained from the pinch analysis was applied in the Aspen Plus simulation, it was observed that the total cooling utility requirement (8092.12 kW) was slightly higher than the result from the pinch analysis (7967.59 kW). This discrepancy primarily arose because Aspen Plus is capable of accurately modelling phase transitions, including the latent heat that occurs during condensation or vaporisation. Unlike pinch analysis, which assumes constant heat flux, Aspen Plus dynamically calculates the enthalpy changes during phase transformations. This results in a more realistic estimation of the cooling duty.
Despite the discrepancy between the cooling utility requirements obtained from pinch analysis and Aspen Plus simulation, pinch analysis remains an effective and practical method for estimating and designing HENs. The discrepancy observed is relatively small, indicating that pinch analysis still serves as a reliable guide for preliminary HEN design and effectively identifies pinch points and heat recovery potentials, making it useful for conceptual design.
After heat integration optimisation, the utility requirements were significantly reduced from 9701 kW to none for the heating utility and from 17668 kW to 7967 kW for the cooling utility. These remarkable reductions indicate that 9701 kW of energy was successfully integrated between the hot and cold streams, achieving 100% energy savings for the heating utility and 55% savings for the cooling utility.
Consequently, the need for heating utilities such as high-pressure steam and fired heat was eliminated. Additionally, the significant reduction in cooling demand minimised the reliance on cooling utilities. As a result, the types of utilities required were reduced from high-pressure steam, fired heat, cooling water, and refrigerant to just cooling water and refrigerant.
3.4. Economic Analysis
The results of an economic analysis that included the CAPEX and the OPEX for both the base case and the optimised case (after heat integration) are presented in
Table 17.
The analysis suggests that the material costs were the dominant contributors to the OPEX in both cases, driven by feedstock acquisition, hydrogen, and catalyst costs, while utility costs were minimal. Despite an 84% reduction in utility costs through optimisation, the overall impact on the total OPEX was negligible due to unchanged material costs.
For the CAPEX, the FCI remained the largest component. Optimisation led to a 12% reduction in the total CAPEX, but its impact was limited relative to the total costs.
Overall, based on the 600 tonnes/day plant capacity and annual SAF production of 32.5 Liters/year, the MFSPs for the base and optimised cases were calculated to be 2.35 USD/Liter and 2.29 USD/Liter, respectively. The MFSP decreased slightly by 6 cents/Liter when optimisation was applied, reflecting a modest economic improvement primarily constrained by high material costs.
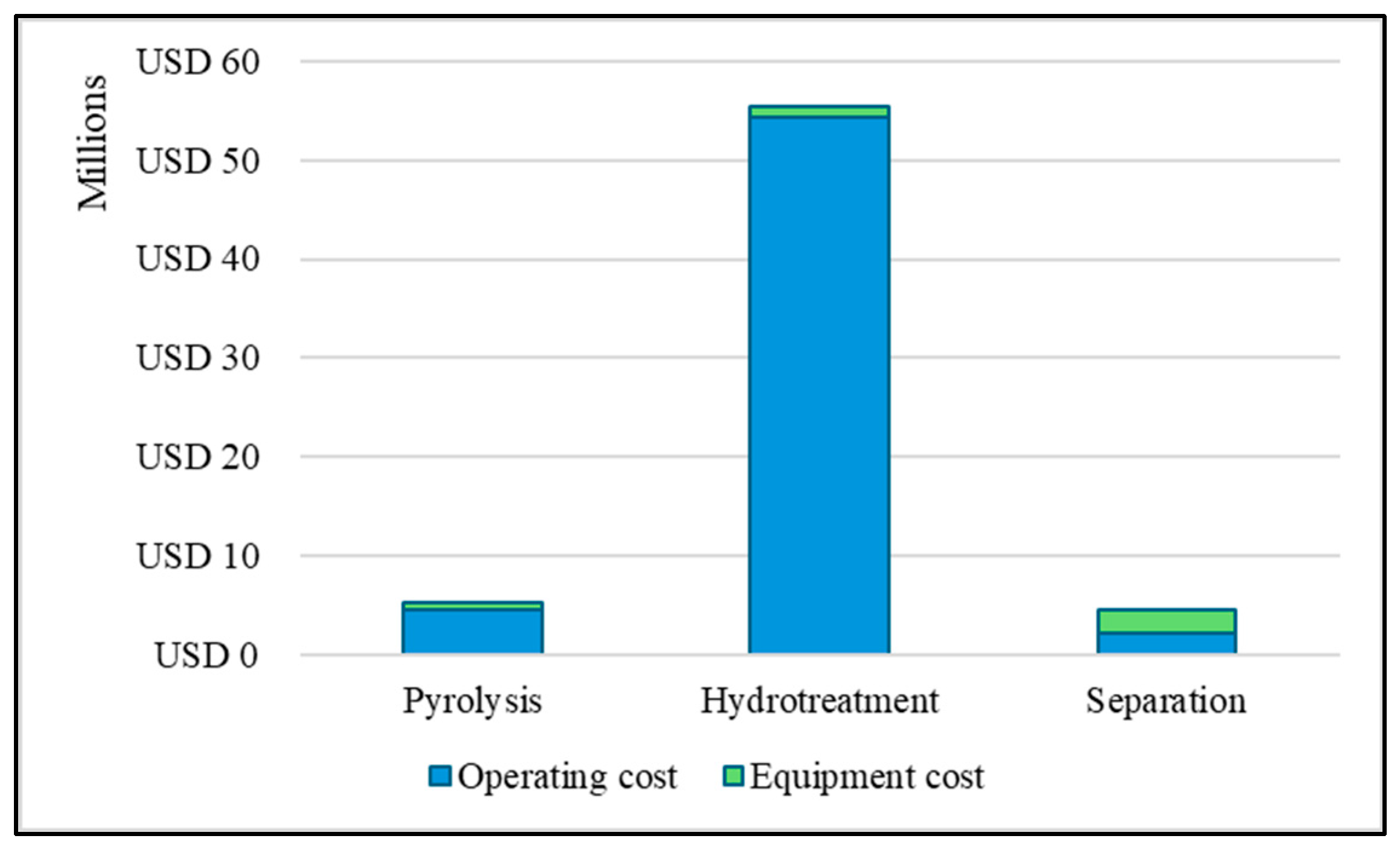
Figure 5 shows the cost distribution between the main steps in SAF production, pyrolysis, hydrotreatment, and separation, where the credits of the feedstock and the product are not included in the distribution. The results indicate that the equipment costs involved for all steps are minimal when compared to the operating costs. For pyrolysis, since nitrogen is extracted from the atmosphere without an additional purchase, the operating cost mainly comes from the utilities. The hydrotreatment operating cost is significantly larger than those of the other two steps due to additional hydrogen and catalyst sourcing, which are the main drivers of the material costs. Finally, the separation of SAF has the lowest operating cost due to its moderate operating temperatures compared to the other units used in the other two steps.
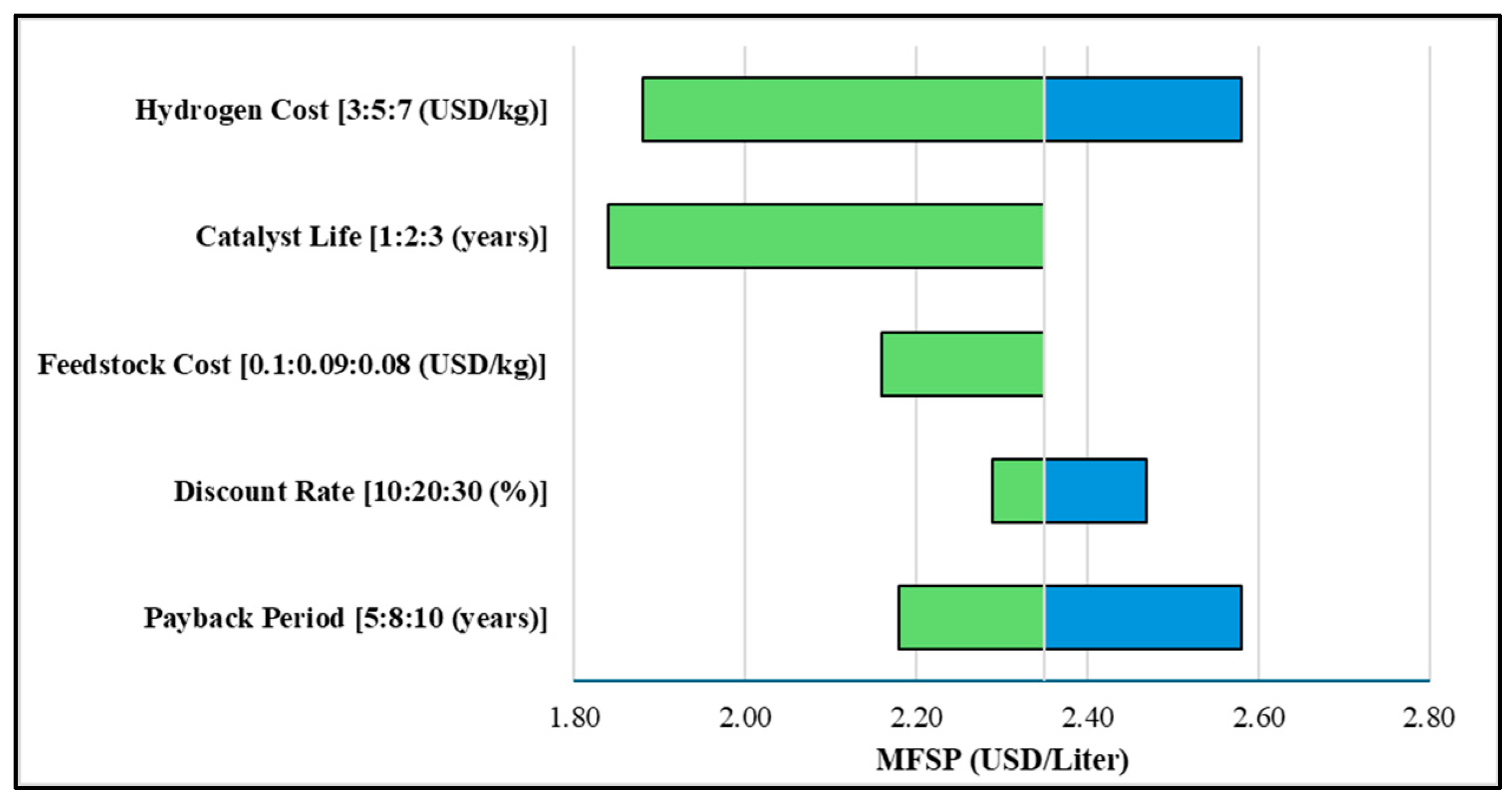
The results of a sensitivity analysis of the cost variables that have the greatest impact on the MFSP are presented in
Figure 6. The nominal value of the MFSP is 2.35 USD/Liter, and the possible ranges of the MFSP shown take both cases into account, where the base case represents the maximum value and the optimised case represents the minimum value.
The sensitivity analysis highlights that material-related cost variables have the largest influence on the MFSP. In the original case, conservative assumptions were made by selecting the highest hydrogen cost (7 USD/kg), the shortest catalyst life (1 year), and the highest feedstock cost (0.10 USD/kg), which collectively contributed to a higher MFSP.
However, the analysis implies that optimising these material costs can significantly lower the MFSP. If the hydrogen cost is reduced to 3 USD/kg, the catalyst life is extended to 3 years, and the feedstock cost is lowered to 0.08 USD/kg, the combined effect can bring the MFSP below 2 USD/L, as shown by the lower bounds of the sensitivity bars, which is consistent with the range reported by Tanzil et al. [
21]. This suggests that targeted cost reductions for key input materials—whether through improved sourcing, catalyst durability, or feedstock agreements—have the potential to substantially improve the economic feasibility of the fuel production process.
In contrast, the discount rate and payback period have a smaller influence on the MFSP. The original case uses a 10% discount rate and an 8-year payback period. These assumptions position the MFSP closer to the midpoints of their respective sensitivity ranges, indicating that changes in capital recovery conditions are less critical than variations in material costs.
To conclude, this section demonstrates the technical feasibility of producing SAF from CS via FP, followed by hydrotreatment and separation, with Aspen Plus simulations indicating realistic fuel outputs. While the standalone SAF does not meet ASTM standards due to its high FBP, a 10% blend with conventional jet fuel is compliant, highlighting its potential as a transitional solution. Process optimisation through heat integration yielded full heating utility savings and significant cooling savings of 55%, enhancing energy efficiency and sustainability. Economic analysis revealed that while heat integration slashed utility costs by 84%, the MFSP only decreased slightly from 2.35 USD/L to 2.29 USD/L due to unchanging material costs, which were identified as the primary cost drivers. However, sensitivity analysis shows that further cost reductions for feedstock, hydrogen, and catalysts could make SAF more economically competitive.
4. Conclusions
Through an analysis of GHG emissions across various sectors, the aviation industry was recognised as one of the most challenging sectors to decarbonise due to its dependence on high-energy-density fuels and limited alternatives. Simultaneously, the waste management sector was highlighted for substantial GHG emissions from landfills and its potential for valorisation. Utilising the strategic intersection between aviation and waste management, production of SAF from waste feedstocks presents dual benefits. This approach not only mitigates emissions from aviation but also addresses the environmental impact of waste accumulation.
Comprehensive process design of SAF production from CS via FP was implemented in Aspen Plus, which included pyrolysis, hydrotreatment, and separation as the main steps. The results from the simulation indicate that the produced fuel is realistic but does not comply with ASTM specifications as a standalone jet fuel, as it exceeds the final boiling point (FBP) limit. A 10% SAF blend with conventional jet fuel is suggested to enhance fuel quality and satisfy all ASTM requirements. This limitation is expected, as the technology for SAF production from lignocellulosic biomass is relatively young, particularly upgrading oil through hydrotreatment. Nevertheless, the ability to produce an SAF that meets standards in a 10% blend is a promising step forward, offering a transitional pathway toward increased SAF adoption as the technology matures and scalability improves.
To further optimise the process, a heat integration strategy was implemented by combining four pairs of hot and cold streams. This resulted in 100% energy savings for the heating utility and 55% savings for the cooling utility while eliminating the need for high-pressure steam and fired heat in the utility system. Simultaneously, this reduced the reliance on external utilities by maximising heat recovery within the system, making the process more sustainable environmentally and economically.
An economic evaluation was conducted to determine the value of the product. Among the key findings, material costs—particularly those related to hydrogen, catalysts, and feedstock—are the dominant drivers of SAF production economics, significantly influencing the MFSP. Despite the reduction in utility costs, high material costs limited economic improvement, as the MFSP was only reduced from 2.35 USD/L to 2.29 USD/L. However, a sensitivity analysis revealed that targeted cost reductions in material pricing could reduce the MFSP below 2 USD/L, indicating strong potential for economic competitiveness. Although the price of SAF is not yet competitive with conventional jet fuel, its significant advantage in reducing carbon emissions presents a compelling value proposition and serves as a key driver for its adoption.
Overall, the aim of this study to seek sustainable pathways for the transition to a low-carbon energy system while addressing the gap in the technical feasibility of SAF production, particularly for CS via FP, by utilising a waste resource to produce high-value biofuel via an optimised process was achieved. While further improvements are needed to reach its full potential, this work represents a meaningful step forward in advancing sustainable biofuel development.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}