

Energy Integration of Thermal Pretreatment in Anaerobic Digestion of Wheat Straw

 ,
, 
Abstract
1. Introduction
2. Materials and Methods
2.1. Feedstocks and Anaerobic Inoculum
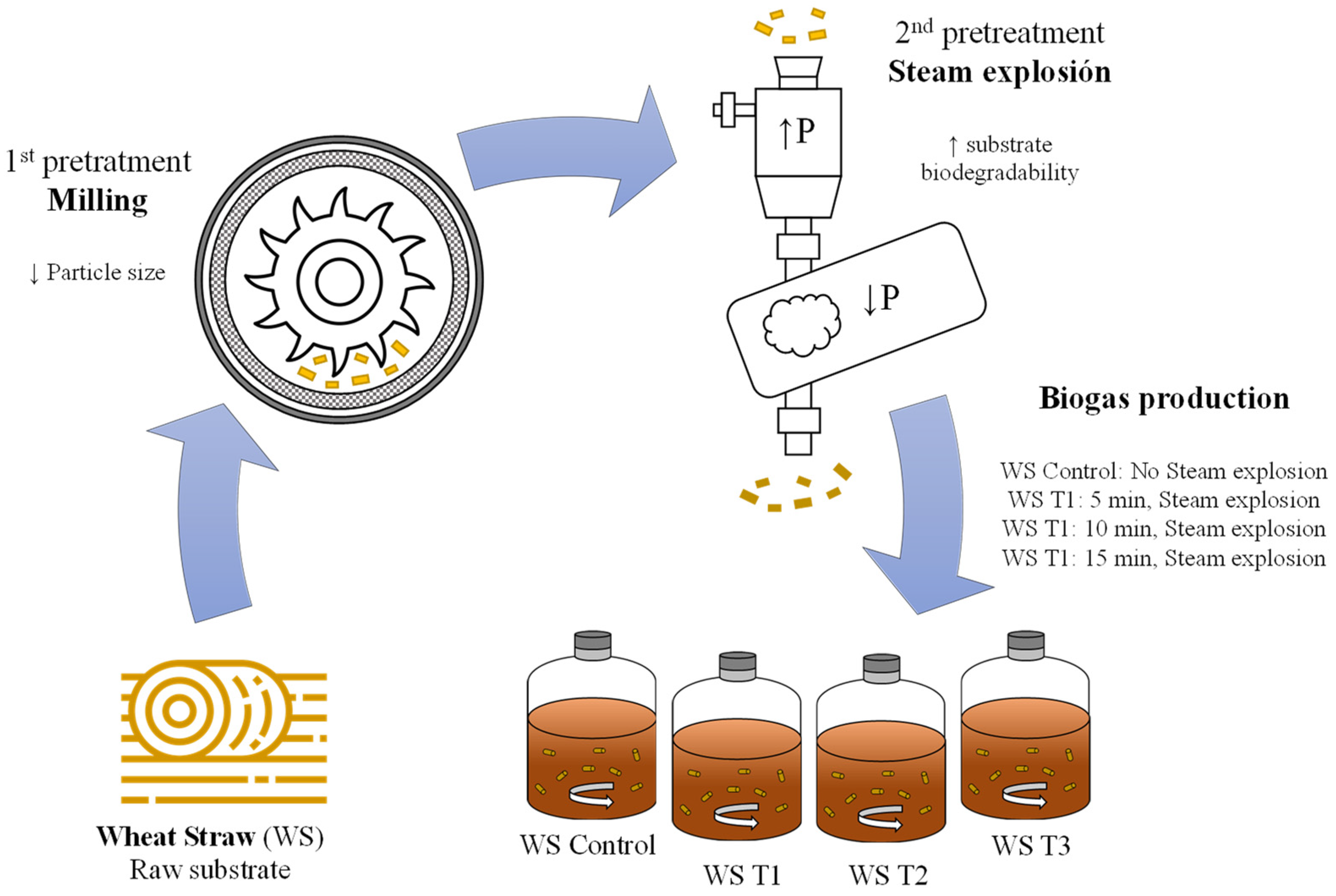
2.2. Thermal Hydrolysis Pretreatment
2.3. Biochemical Methanogenic Potential Tests
2.3.1. Anaerobic Digestion Tests
2.3.2. Analytical Procedure
2.4. Modelling
Biogas Production
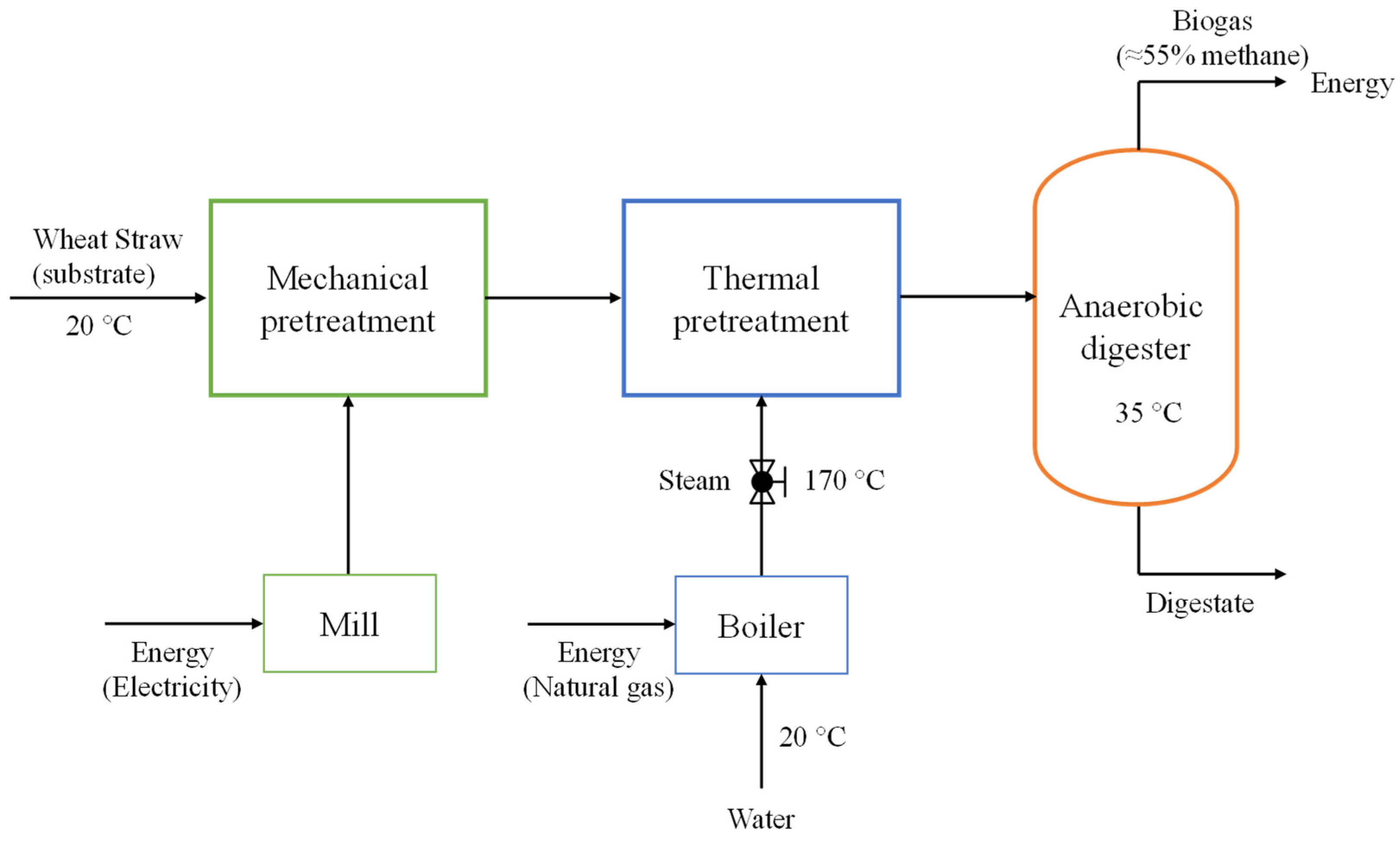
2.5. Energy Feasibility Study
3. Results and Discussion
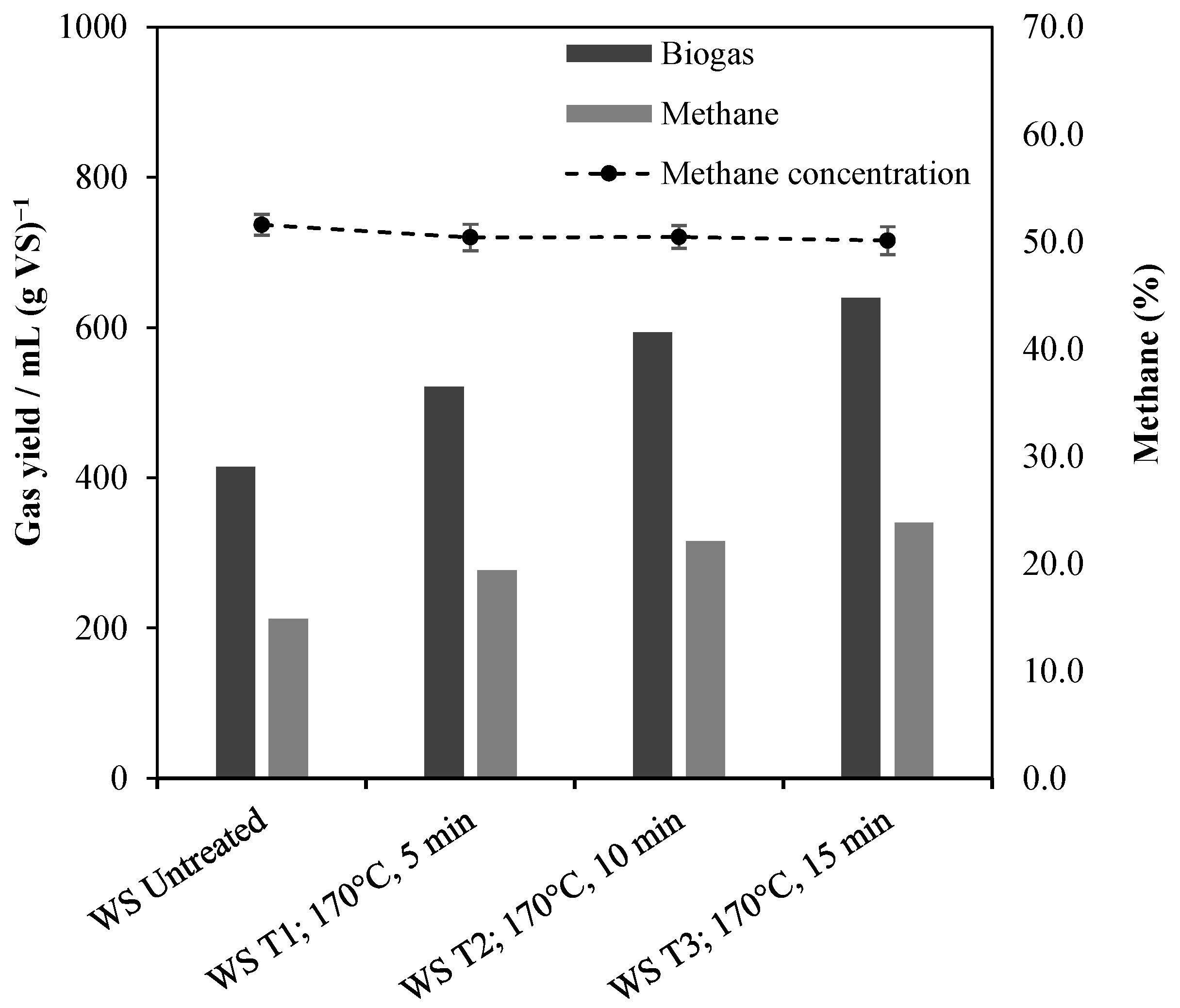
3.1. Impact of Steam Explosion Pretreatment on Biogas Production
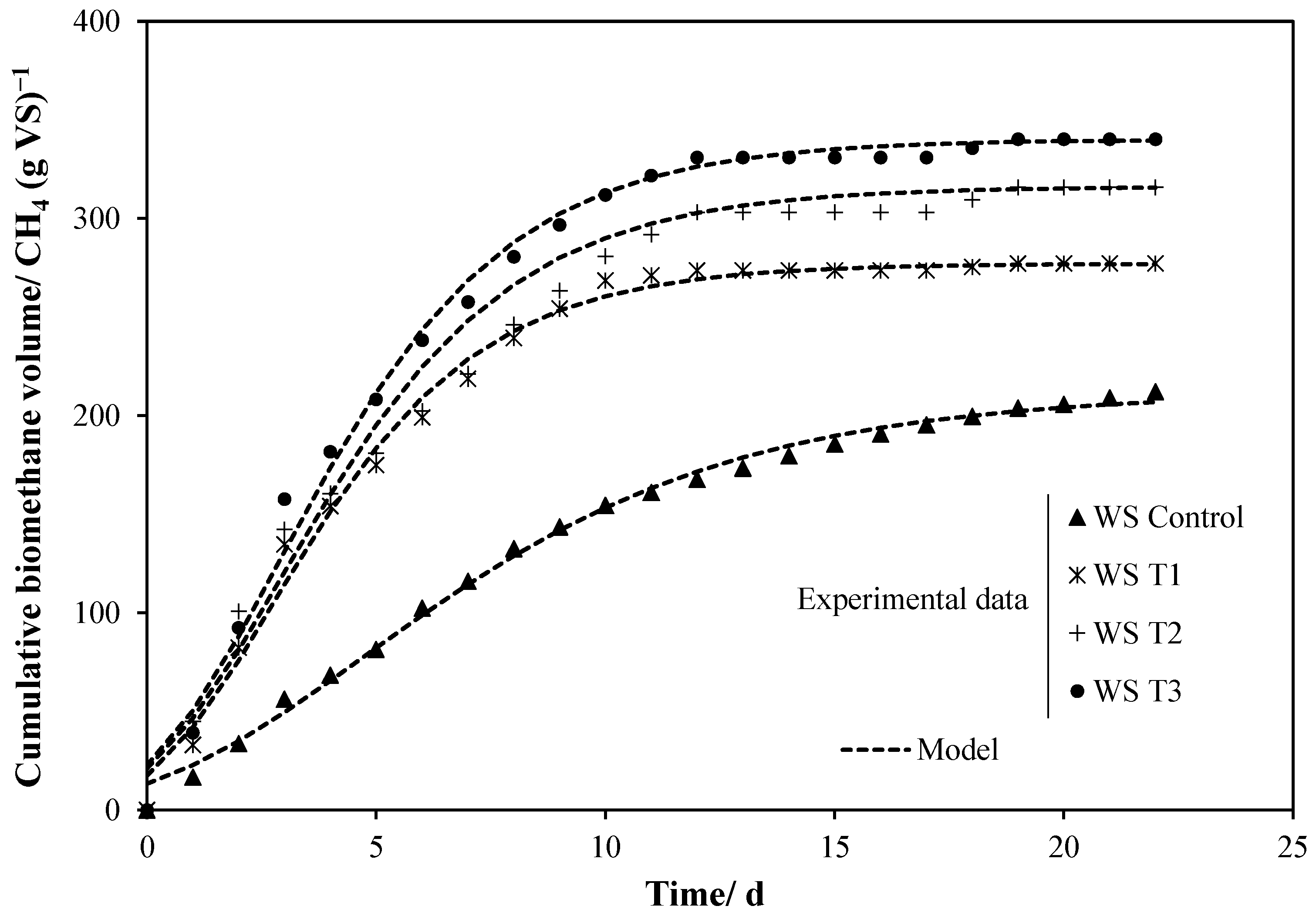
3.2. Modelling
3.3. Lignocellulose Component Decomposition
3.4. Energy Feasibility Study
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Singh, R. Chapter 7—Toxic risk assessment of engineered nanoparticles used in ink formulations. In Smart Multifunctional Nano-Inks; Gupta, R.K., Nguyen, T.A., Eds.; Elsevier: Amsterdam, The Netherlands, 2023; pp. 159–194. [Google Scholar] [CrossRef]
- Gołasa, P.; Wysokiński, M.; Bieńkowska-Gołasa, W.; Gradziuk, P.; Golonko, M.; Gradziuk, B.; Siedlecka, A.; Gromada, A. Sources of Greenhouse Gas Emissions in Agriculture, with Particular Emphasis on Emissions from Energy Used. Energies 2021, 14, 3784. [Google Scholar] [CrossRef]
- Dar, R.A.; Parmar, M.; Dar, E.A.; Sani, R.K.; Phutela, U.G. Biomethanation of agricultural residues: Potential, limitations and possible solutions. Renew. Sustain. Energy Rev. 2021, 135, 110217. [Google Scholar] [CrossRef]
- Jin, X.; Ai, W.; Dong, W. Lignocellulose degradation, biogas production and characteristics of the microbial community in solid-state anaerobic digestion of wheat straw waste. Life Sci. Space Res. 2022, 32, 1–7. [Google Scholar] [CrossRef] [PubMed]
- Kim, S.; Dale, B.E. Life cycle assessment of various cropping systems utilized for producing biofuels: Bioethanol and biodiesel. Biomass Bioenergy 2005, 29, 426–439. [Google Scholar] [CrossRef]
- Passoth, V.; Sandgren, M. Biofuel production from straw hydrolysates: Current achievements and perspectives. Appl. Microbiol. Biotechnol. 2019, 103, 5105–5116. [Google Scholar] [CrossRef]
- Xu, C.; Li, J.; Zhang, X.; Wang, P.; Deng, B.; Liu, N.; Yuan, Q. Effects of segmented aerobic and anaerobic fermentation assisted with chemical treatment on comprehensive properties and composition of wheat straw. Bioresour. Technol. 2022, 362, 127772. [Google Scholar] [CrossRef]
- Hashemi, B.; Sarker, S.; Lamb, J.J.; Lien, K.M. Yield improvements in anaerobic digestion of lignocellulosic feedstocks. J. Clean. Prod. 2021, 288, 125447. [Google Scholar] [CrossRef]
- Tsapekos, P.; Kougias, P.G.; Frison, A.; Raga, R.; Angelidaki, I. Improving methane production from digested manure biofibers by mechanical and thermal alkaline pretreatment. Bioresour. Technol. 2016, 216, 545–552. [Google Scholar] [CrossRef]
- Rajput, A.A.; Zeshan; Visvanathan, C. Effect of thermal pretreatment on chemical composition, physical structure and biogas production kinetics of wheat straw. J. Environ. Manag. 2018, 221, 45–52. [Google Scholar] [CrossRef]
- Camargo, F.P.; Rabelo, C.A.B.S.; Duarte, I.C.S.; Silva, E.L.; Varesche, M.B.A. Biogas from lignocellulosic feedstock: A review on the main pretreatments, inocula and operational variables involved in anaerobic reactor efficiency. Int. J. Hydrogen Energy 2023, 48, 20613–20632. [Google Scholar] [CrossRef]
- Yu, Y.; Wu, J.; Ren, X.; Lau, A.; Rezaei, H.; Takada, M.; Bi, X.; Sokhansanj, S. Steam explosion of lignocellulosic biomass for multiple advanced bioenergy processes: A review. Renew. Sustain. Energy Rev. 2022, 154, 111871. [Google Scholar] [CrossRef]
- Song, Z.; Yang, G.; Liu, X.; Yan, Z.; Yuan, Y.; Liao, Y. Comparison of seven chemical pretreatments of corn straw for improving methane yield by anaerobic digestion. PLoS ONE 2014, 9, e93801. [Google Scholar] [CrossRef] [PubMed]
- Naik, G.P.; Poonia, A.K.; Chaudhari, P.K. Pretreatment of lignocellulosic agricultural waste for delignification, rapid hydrolysis, and enhanced biogas production: A review. J. Indian Chem. Soc. 2021, 98, 100147. [Google Scholar] [CrossRef]
- Periyasamy, S.; Karthik, V.; Kumar, P.S.; Isabel, J.B.; Temesgen, T.; Hunegnaw, B.M.; Melese, B.B.; Mohamed, B.A.; Vo, D.-V.N. Chemical, physical and biological methods to convert lignocellulosic waste into value-added products. A review. Environ. Chem. Lett. 2022, 20, 1129–1152. [Google Scholar] [CrossRef]
- Bauer, A.; Bösch, P.; Friedl, A.; Amon, T. Analysis of methane potentials of steam-exploded wheat straw and estimation of energy yields of combined ethanol and methane production. J. Biotechnol. 2009, 142, 50–55. [Google Scholar] [CrossRef]
- Theuretzbacher, F.; Lizasoain, J.; Lefever, C.; Saylor, M.K.; Enguidanos, R.; Weran, N.; Gronauer, A.; Bauer, A. Steam explosion pretreatment of wheat straw to improve methane yields: Investigation of the degradation kinetics of structural compounds during anaerobic digestion. Bioresour. Technol. 2015, 179, 299–305. [Google Scholar] [CrossRef] [PubMed]
- Ferreira, L.C.; Donoso-Bravo, A.; Nilsen, P.J.; Fdz-Polanco, F.; Pérez-Elvira, S.I. Influence of thermal pretreatment on the biochemical methane potential of wheat straw. Bioresour. Technol. 2013, 143, 251–257. [Google Scholar] [CrossRef]
- Cano, R.; Nielfa, A.; Fdz-Polanco, M. Thermal hydrolysis integration in the anaerobic digestion process of different solid wastes: Energy and economic feasibility study. Bioresour. Technol. 2014, 168, 14–22. [Google Scholar] [CrossRef] [PubMed]
- Lizasoain, J.; Trulea, A.; Gittinger, J.; Kral, I.; Piringer, G.; Schedl, A.; Nilsen, P.J.; Potthast, A.; Gronauer, A.; Bauer, A. Corn stover for biogas production: Effect of steam explosion pretreatment on the gas yields and on the biodegradation kinetics of the primary structural compounds. Bioresour. Technol. 2017, 244, 949–956. [Google Scholar] [CrossRef]
- Steinbach, D.; Wüst, D.; Zielonka, S.; Krümpel, J.; Munder, S.; Pagel, M.; Kruse, A. Steam Explosion Conditions Highly Influence the Biogas Yield of Rice Straw. Molecules 2019, 24, 3492. [Google Scholar] [CrossRef]
- Dell’Omo, P.P.; Spena, V.A. Mechanical pretreatment of lignocellulosic biomass to improve biogas production: Comparison of results for giant reed and wheat straw. Energy 2020, 203, 117798. [Google Scholar] [CrossRef]
- Díaz, I.; Díaz-Curbelo, A.; Pérez-Lemus, N.; Fdz-Polanco, F.; Pérez-Elvira, S.I. Traceability of organic contaminants in the sludge line of wastewater treatment plants: A comparison study among schemes incorporating thermal hydrolysis treatment and the conventional anaerobic digestion. Bioresour. Technol. 2020, 305, 123028. [Google Scholar] [CrossRef] [PubMed]
- Fdz-Polanco, F.; Velazquez, R.; Perez-Elvira, S.I.; Casas, C.; del Barrio, D.; Cantero, F.J.; Fdz-Polanco, M.; Rodriguez, P.; Panizo, L.; Serrat, J.; et al. Continuous thermal hydrolysis and energy integration in sludge anaerobic digestion plants. Water Sci. Technol. 2008, 57, 1221–1226. [Google Scholar] [CrossRef] [PubMed]
- Holliger, C.; Alves, M.; Andrade, D.; Angelidaki, I.; Astals, S.; Baier, U.; Bougrier, C.; Buffière, P.; Carballa, M.; de Wilde, V.; et al. Towards a standardization of biomethane potential tests. Water Sci. Technol. 2016, 74, 2515–2522. [Google Scholar] [CrossRef]
- Romagnoli, F.; Pastare, L.; Sabūnas, A.; Bāliņa, K.; Blumberga, D. Effects of pre-treatment on Biochemical Methane Potential (BMP) testing using Baltic Sea Fucus vesiculosus feedstock. Biomass Bioenergy 2017, 105, 23–31. [Google Scholar] [CrossRef]
- Rouches, E.; Escudié, R.; Latrille, E.; Carrère, H. Solid-state anaerobic digestion of wheat straw: Impact of S/I ratio and pilot-scale fungal pretreatment. Waste Manag. 2019, 85, 464–476. [Google Scholar] [CrossRef]
- Eaton, A.D.; Clesceri, L.S.; Greenberg, A.E.; Franson, M.A.H. Standard Methods for the Examination of Water & Wastewater, 22nd ed.; APHA: Washington, DC, USA, 2012. [Google Scholar]
- National Renewable Energy Laboratory. Determination of Structural Carbohydrates and Lignin in Biomass. Biomass Compositional Analysis Laboratory Procedures. 2012. Available online: https://www.nrel.gov/docs/gen/fy13/42618.pdf (accessed on 25 March 2024).
- Li, W.; Khalid, H.; Zhu, Z.; Zhang, R.; Liu, G.; Chen, C.; Thorin, E. Methane production through anaerobic digestion: Participation and digestion characteristics of cellulose, hemicellulose and lignin. Appl. Energy 2018, 226, 1219–1228. [Google Scholar] [CrossRef]
- Meneses Quelal, O.; Pilamunga Hurtado, D. Anaerobic Fermentation of Slaughterhouse Waste—Codigestion with Wheat Straw to Determine Methane Biochemical Potential and Kinetic Analysis. Fermentation 2023, 9, 726. [Google Scholar] [CrossRef]
- Zhao, Y.; Sun, F.; Yu, J.; Cai, Y.; Luo, X.; Cui, Z.; Hu, Y.; Wang, X. Co-digestion of oat straw and cow manure during anaerobic digestion: Stimulative and inhibitory effects on fermentation. Bioresour. Technol. 2018, 269, 143–152. [Google Scholar] [CrossRef]
- Chen, Y.R.; Hashimoto, A.G. Substrate utilization kinetic model for biological treatment process. Biotechnol. Bioeng. 1980, 22, 2081–2095. [Google Scholar] [CrossRef]
- Krishania, M.; Vijay, V.K.; Chandra, R. Methane fermentation and kinetics of wheat straw pretreated substrates co-digested with cattle manure in batch assay. Energy 2013, 57, 359–367. [Google Scholar] [CrossRef]
- Deublein, D.; Steinhauser, A. Biogas from Waste and Renewable Resources. Focus Catal. 2011, 2011, 8. [Google Scholar] [CrossRef]
- Schley, P.; Beck, M.; Uhrig, M.; Sarge, S.M.; Rauch, J.; Haloua, F.; Filtz, J.-R.; Hay, B.; Yakoubi, M.; Escande, J.; et al. Measurements of the Calorific Value of Methane with the New GERG Reference Calorimeter. Int. J. Thermophys. 2010, 31, 665–679. [Google Scholar] [CrossRef]
- Ji, G.; Xiao, W.; Gao, C.; Cao, Y.; Zhang, Y.; Han, L. Mechanical fragmentation of wheat and rice straw at different scales: Energy requirement in relation to microstructure properties and enzymatic hydrolysis. Energy Convers. Manag. 2018, 171, 38–47. [Google Scholar] [CrossRef]
- Jiradechakorn, T.; Chuetor, S.; Kirdponpattara, S.; Narasingha, M.; Sriariyanun, M. Performance of combined hydrochemo-mechanical pretreatment of rice straw for bioethanol production. Energy Rep. 2023, 9, 180–185. [Google Scholar] [CrossRef]
- Eskicioglu, C.; Monlau, F.; Barakat, A.; Ferrer, I.; Kaparaju, P.; Trably, E.; Carrère, H. Assessment of hydrothermal pretreatment of various lignocellulosic biomass with CO2 catalyst for enhanced methane and hydrogen production. Water Res. 2017, 120, 32–42. [Google Scholar] [CrossRef] [PubMed]
- Menardo, S.; Balsari, P. An Analysis of the Energy Potential of Anaerobic Digestion of Agricultural By-Products and Organic Waste. Bioenergy Res. 2012, 5, 759–767. [Google Scholar] [CrossRef]
- Sambusiti, C.; Monlau, F.; Ficara, E.; Carrère, H.; Malpei, F. A comparison of different pre-treatments to increase methane production from two agricultural substrates. Appl. Energy 2013, 104, 62–70. [Google Scholar] [CrossRef]
- Kang, Y.-R.; Su, Y.; Wang, J.; Chu, Y.-X.; Tian, G.; He, R. Effects of different pretreatment methods on biogas production and microbial community in anaerobic digestion of wheat straw. Environ. Sci. Pollut. Res. 2021, 28, 51772–51785. [Google Scholar] [CrossRef]
- Wang, Z.; Hu, Y.; Wang, S.; Wu, G.; Zhan, X. A critical review on dry anaerobic digestion of organic waste: Characteristics, operational conditions, and improvement strategies. Renew. Sustain. Energy Rev. 2023, 176, 113208. [Google Scholar] [CrossRef]
- Shang, G.; Zhang, C.; Wang, F.; Qiu, L.; Guo, X.; Xu, F. Liquid hot water pretreatment to enhance the anaerobic digestion of wheat straw—Effects of temperature and retention time. Environ. Sci. Pollut. Res. 2019, 26, 29424–29434. [Google Scholar] [CrossRef] [PubMed]
- Nelson, M.C.; Morrison, M.; Yu, Z. A meta-analysis of the microbial diversity observed in anaerobic digesters. Bioresour. Technol. 2011, 102, 3730–3739. [Google Scholar] [CrossRef] [PubMed]
- Yadav, M.; Vivekanand, V. Combined fungal and bacterial pretreatment of wheat and pearl millet straw for biogas production—A study from batch to continuous stirred tank reactors. Bioresour. Technol. 2021, 321, 124523. [Google Scholar] [CrossRef] [PubMed]
- Akizuki, S.; Suzuki, H.; Fujiwara, M.; Toda, T. Impacts of steam explosion pretreatment on semi-continuous anaerobic digestion of lignin-rich submerged macrophyte. J. Clean. Prod. 2023, 385, 135377. [Google Scholar] [CrossRef]
- Li, P.; Wei, X.; Wang, M.; Liu, D.; Liu, J.; Pei, Z.; Shi, F.; Wang, S.; Zuo, X.; Li, D.; et al. Simulation of anaerobic co-digestion of steam explosion pulping wastewater with cattle manure: Focusing on degradation and inhibition of furfural. Bioresour. Technol. 2023, 380, 129086. [Google Scholar] [CrossRef] [PubMed]
- Hendriks, A.T.W.M.; Zeeman, G. Pretreatments to enhance the digestibility of lignocellulosic biomass. Bioresour. Technol. 2009, 100, 10–18. [Google Scholar] [CrossRef] [PubMed]
- Alvaro, A.G.; Palomar, C.R.; Redondo, D.H.; Torre, R.M.; de Godos Crespo, I. Simultaneous production of biogas and volatile fatty acids through anaerobic digestion using cereal straw as substrate. Environ. Technol. Innov. 2023, 31, 103215. [Google Scholar] [CrossRef]
- Garuti, M.; Sinisgalli, E.; Soldano, M.; Fermoso, F.G.; Rodriguez, A.J.; Carnevale, M.; Gallucci, F. Mechanical pretreatments of different agri-based feedstock in full-scale biogas plants under real operational conditions. Biomass Bioenergy 2022, 158, 106352. [Google Scholar] [CrossRef]
- Kakar, F.L.; Aqeel, H.; Liss, S.N.; Elbeshbishy, E. Impact of Hydrothermal Pretreatment Parameters on Mesophilic and Thermophilic Fermentation and Anaerobic Digestion of Municipal Sludge. Fermentation 2023, 9, 508. [Google Scholar] [CrossRef]
- Vanegas, M.; Romani, F.; Jiménez, M. Pilot-Scale Anaerobic Digestion of Pig Manure with Thermal Pretreatment: Stability Monitoring to Improve the Potential for Obtaining Methane. Processes 2022, 10, 1602. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Substrate | Pretreatment Conditions | Anaerobic Digestion Effect | Reference |
|---|---|---|---|
| Wheat straw (WS) | 178 °C, 30 min | 85.7% increase in methane production | [17] |
| 160 °C, 30 min | 71.2% increase in methane production | ||
| WS | 170 °C, 5 min | 40.5% increase in methane yield | [18] |
| WS | 170 °C, 15 min | 59.4% increase in methane yield | |
| WS | 160 °C, 10 min | 13.9% increase in methane production | [16] |
| WS | 180 °C, 10 min | 12.8% increase in methane production | |
| WS | 180 °C, 15 min | 20.0% increase in methane production | |
| Spent grain | 170 °C, 30 min | 40.2% increase in methane production | [19] |
| Corn stover | 180 °C, 15 min | 12.7% increase in methane production | [20] |
| Rice straw | 174 °C, 30 min | 6.7% increase in methane yield | [21] |
| Parameter | Units | WWT Inoculum | Wheat Straw |
|---|---|---|---|
| Total solids | g·kg−1 | 14.9 ± 0.1 | 928.2 ± 7.3 |
| Volatile solids | g·kg−1 | 10.2 ± 0.2 | 851.6 ± 15.9 |
| COD | g·L−1 | 19.2 ± 0.4 | 1422.4 ± 15.5 |
| Cellulose | % | - | 33.9 ± 0.4 |
| Hemicellulose | % | - | 23.8 ± 0.2 |
| Lignin | % | - | 22.3 ± 0.1 |
| Essay | Increase in Cumulative Methane Production in Comparison with Control Experiment (%) | |||
|---|---|---|---|---|
| Day 5 | Day 10 | Day 15 | Day 20 | |
| WS T1 | 114.9% | 73.9% | 47.5% | 34.7% |
| WS T2 | 122.2% | 81.9% | 63.5% | 53.5% |
| WS T3 | 155.8% | 102.1% | 78.3% | 65.4% |
| Gompertz | ||||
|---|---|---|---|---|
| P (mL CH4∙g VS−1) | Rm (mL CH4∙g VS−1∙d−1) | λ (d) | R2 | |
| Control | 212 | 16.73 | 0.09 | 0.996 |
| WS T1 | 277 | 38.89 | 0.06 | 0.992 |
| WS T2 | 316 | 40.19 | 0.00 | 0.985 |
| WS T3 | 340 | 43.68 | 0.00 | 0.993 |
| Sample | Component Mass Fraction | ||||
|---|---|---|---|---|---|
| Dry Matter (%) | Volatile Solids (% DM) | Cellulose (% VS) | Hemicellulose (% VS) | Lignin (%VS) | |
| WS Control | 92.8 ± 0.1 | 91.7 ± 1.8 | 31.2 ± 0.4 | 21.8 ± 0.2 | 20.5 ± 0.1 |
| WS T1; 170 °C, 5 min | 61.8 ± 0.2 | 94.5 ± 0.1 | 36.0 ± 1.1 | 17.3 ± 0.4 | 23.3 ± 1.0 |
| WS T2; 170 °C, 10 min | 60.1 ± 0.4 | 95.8 ± 0.1 | 36.6 ± 0.5 | 14.0 ± 0.2 | 24.3 ± 0.2 |
| WS T3; 170 °C, 15 min | 58.5 ± 0.3 | 95.5 ± 0.1 | 38.2 ± 0.4 | 12.6 ± 0. | 23.5 ± 1.4 |
| Hydrolysis Conditions | Energy Generation | Energy Consumption | Energy Savings | Energy Balance | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Temperature (°C) | Time (min) | Methane (m3∙t VS−1) | Energy (kWh) | Miller Energy (kWh∙t−1) | Steam (kg∙t−1) | Steam Energy (kWh) | Total Energy (kWh) | Energy (kWh) | Energy (kWh∙t−1) | Energy Increase (%) |
| Raw | - | 212 | 1876.4 | 140.0 | 0 | 0 | 140 | 0 | 1736.4 | - |
| 170 | 5 | 277 | 2361.2 | 140.0 | 31.5 | 283.8 | 423.8 | 16.9 | 1954.4 | 12.5 |
| 170 | 10 | 316 | 2689.5 | 140.0 | 63.1 | 567.6 | 707.6 | 16.9 | 1998.8 | 15.1 |
| 170 | 15 | 340 | 2897.9 | 140.0 | 94.6 | 851.4 | 991.4 | 16.9 | 1923.4 | 10.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
García Álvaro, A.; Ruiz Palomar, C.; Díaz Villalobos, I.; Hermosilla, D.; Muñoz, R.; de Godos, I. Energy Integration of Thermal Pretreatment in Anaerobic Digestion of Wheat Straw. Energies 2024, 17, 2030. https://doi.org/10.3390/en17092030
García Álvaro A, Ruiz Palomar C, Díaz Villalobos I, Hermosilla D, Muñoz R, de Godos I. Energy Integration of Thermal Pretreatment in Anaerobic Digestion of Wheat Straw. Energies. 2024; 17(9):2030. https://doi.org/10.3390/en17092030
Chicago/Turabian StyleGarcía Álvaro, Alfonso, César Ruiz Palomar, Israel Díaz Villalobos, Daphne Hermosilla, Raúl Muñoz, and Ignacio de Godos. 2024. "Energy Integration of Thermal Pretreatment in Anaerobic Digestion of Wheat Straw" Energies 17, no. 9: 2030. https://doi.org/10.3390/en17092030
APA StyleGarcía Álvaro, A., Ruiz Palomar, C., Díaz Villalobos, I., Hermosilla, D., Muñoz, R., & de Godos, I. (2024). Energy Integration of Thermal Pretreatment in Anaerobic Digestion of Wheat Straw. Energies, 17(9), 2030. https://doi.org/10.3390/en17092030