
Assessment of Suitability for Long-Term Operation of a Bucket Elevator: A Case Study


Abstract
:1. Introduction
- The time of failure-free operation is shorter than the normative time, and therefore, the technical condition of the device is unacceptable;
- Repairs and overhauls undertaken before the expiration of the normative time are not justified, as the technical condition of the device is still acceptable.
- Vibrations generated by the operation of power transmission assemblies. Components that are the most significant sources of vibrations include drive motors, gears (bearings, shafts, gears) and couplings;
- Vibrations resulting from the kinematics and dynamics of the working assemblies of this type of conveyor. The primary sources of vibrations are the bucket chain, buckets and sprockets.
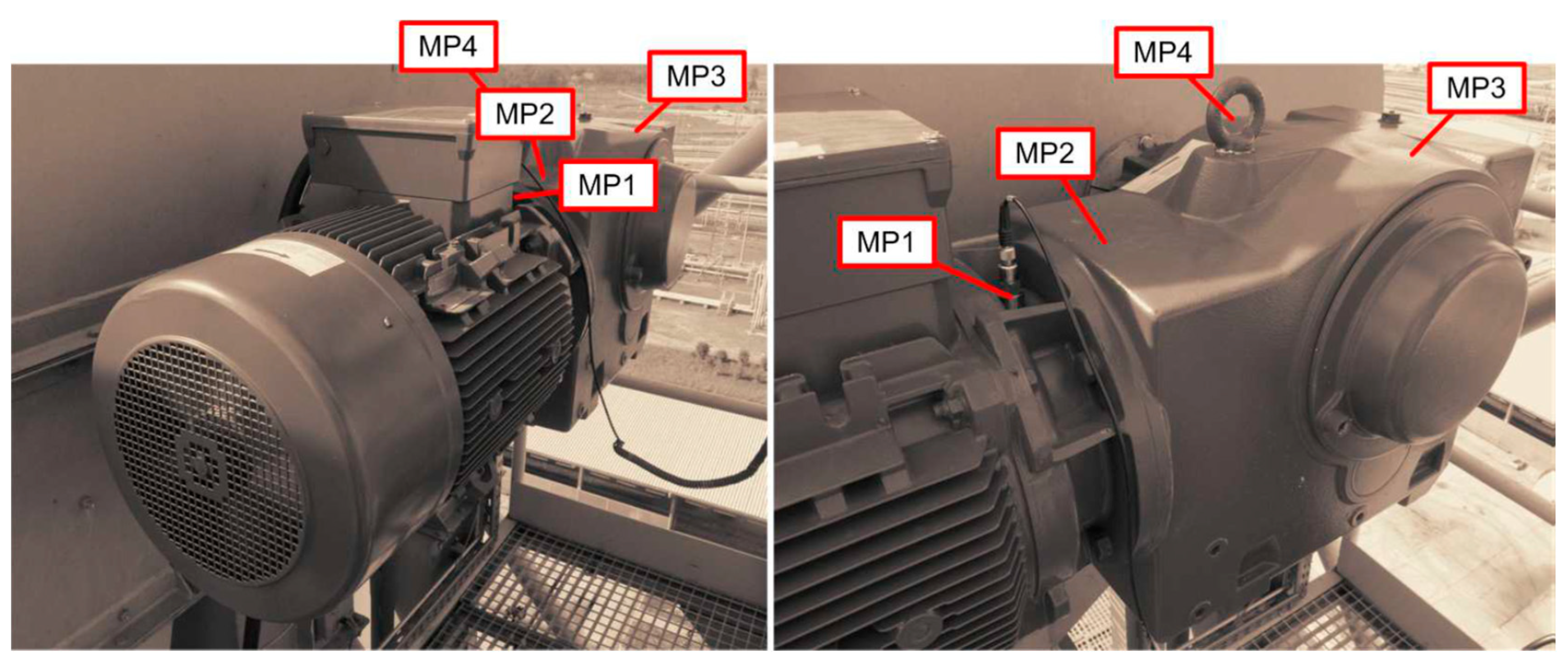
2. Materials and Methods
3. Methods of Assessment of Vibration Severity
- Analysis in the time domain;
- Analysis in the frequency domain.
3.1. Method of Assessment of Vibration Severity Based on the Analysis of Peak Values of Signals in the Time Domain
- Classic measures, i.e., RMS and peak values of vibration velocity and vibration acceleration;
- Dimensionless factors: the crest factor (the ratio of peak to RMS) and the impulse factor (the ratio of peak to mean) of vibration velocity and vibration acceleration.
3.2. Methods of Assessment of Vibration Severity Based on the Spectral Analysis of Signals
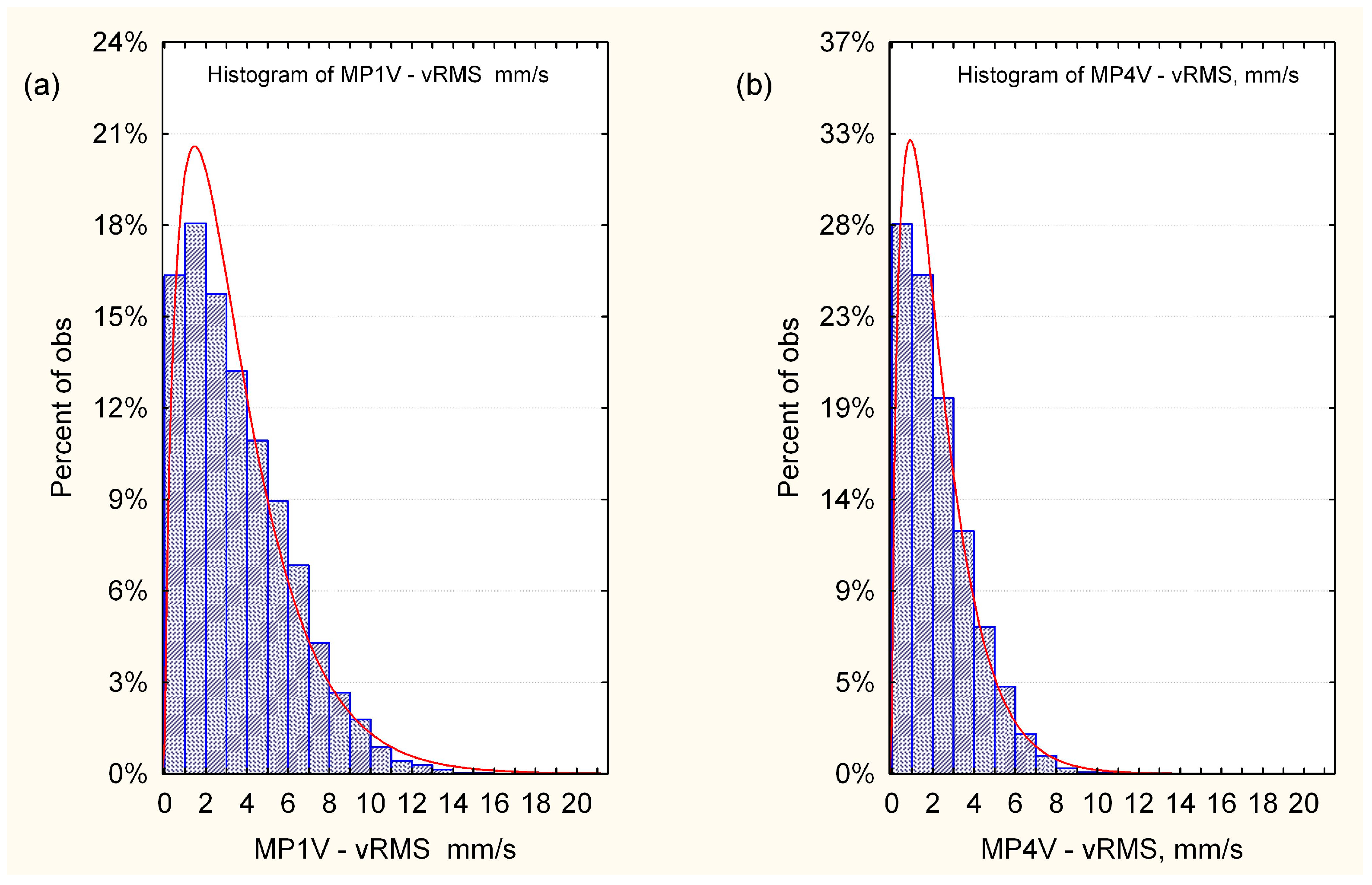
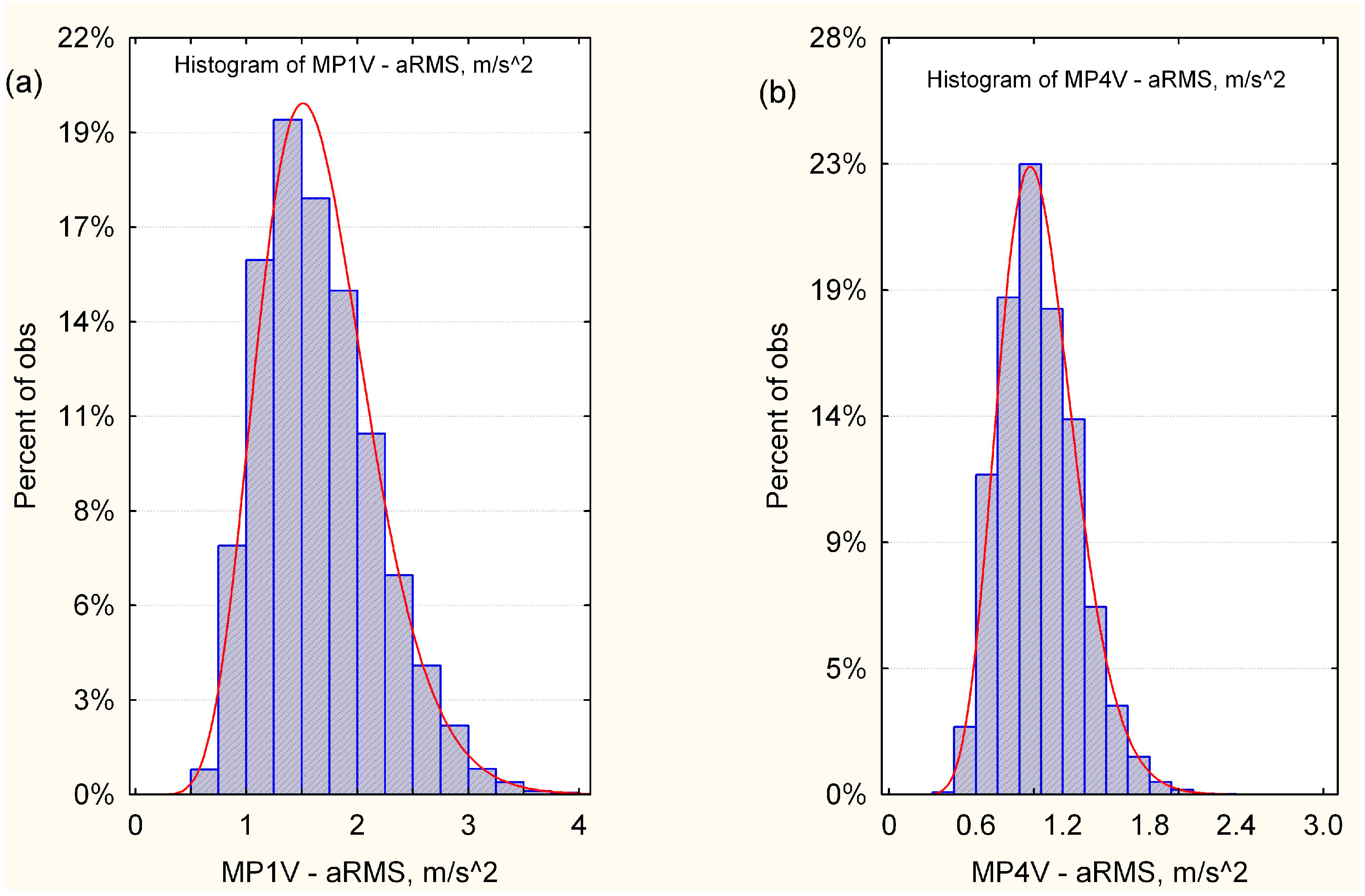
3.3. Method of Assessment of Vibration Severity in the Probabilistic Approach to Signal Analysis
- The measured vibration signals are assumed to be random variables and then their statistical distributions are estimated;
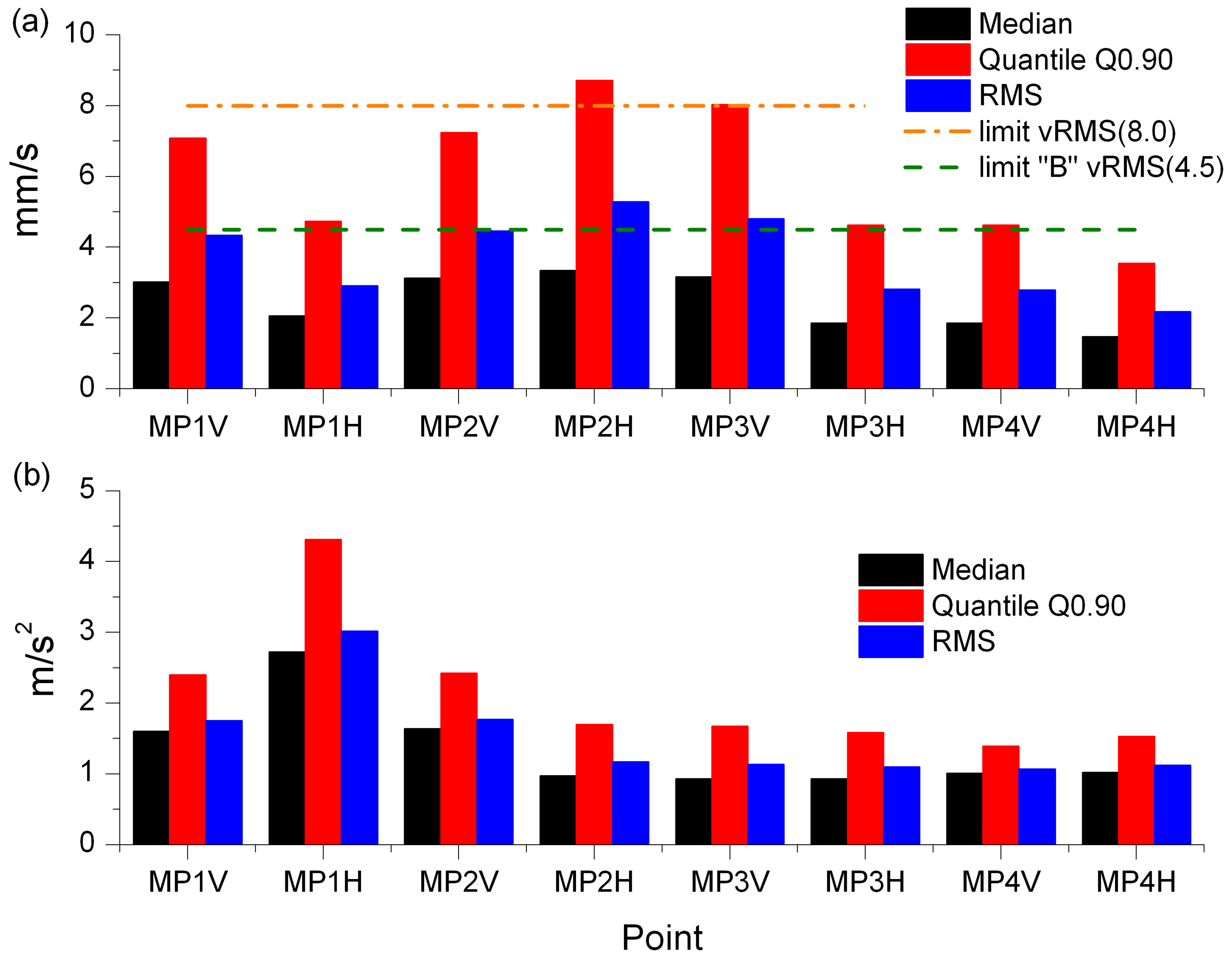
- The vibration severity is determined from the calculated quantiles Qp of the measured signals, with p being the assumed confidence level;
- The limits of the analyzed signals are the basis for determining the technical condition of the equipment under study.
4. Results and Discussion
- Without load (i.e., with the gear idling);
- Under the nominal working velocity of the bucket chain.
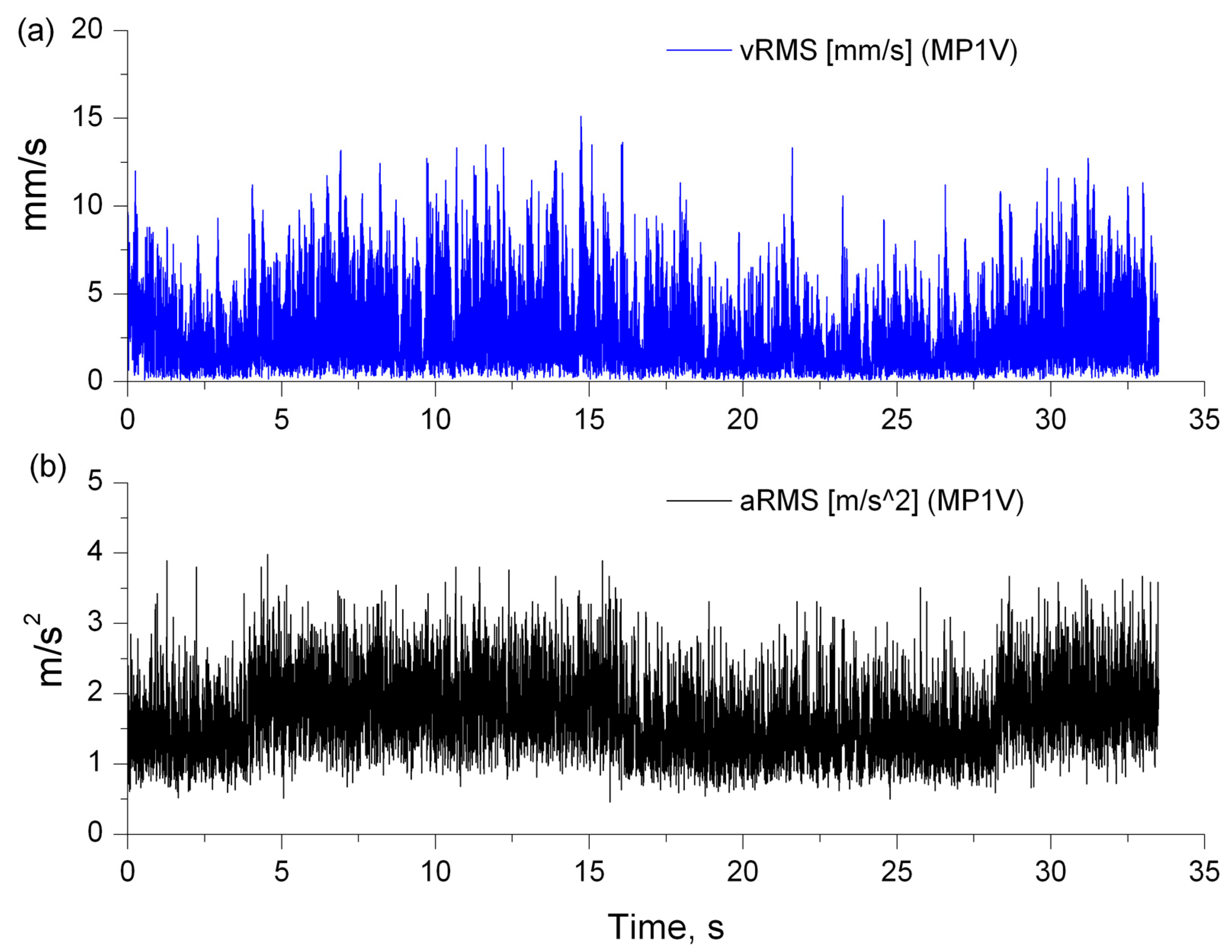
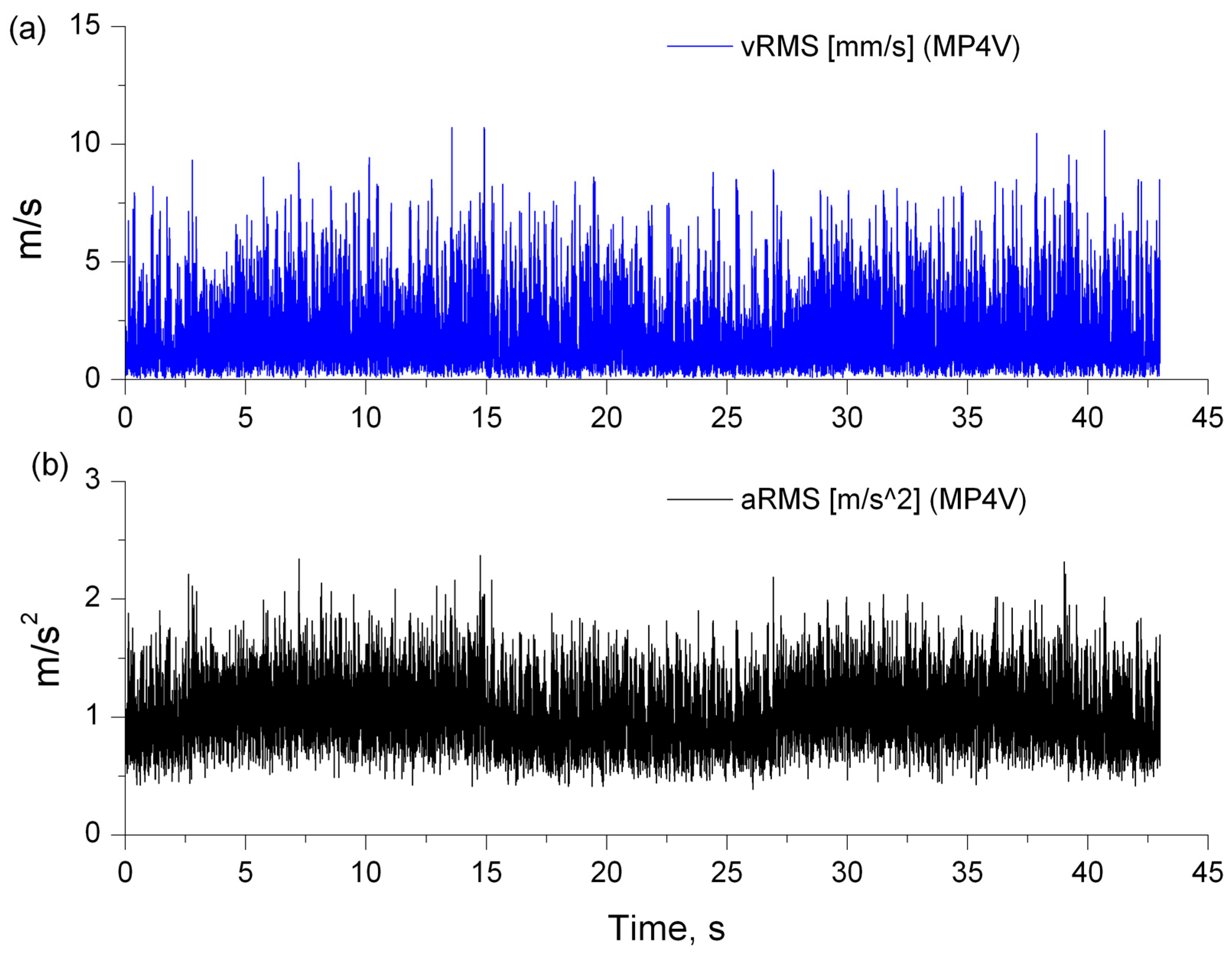
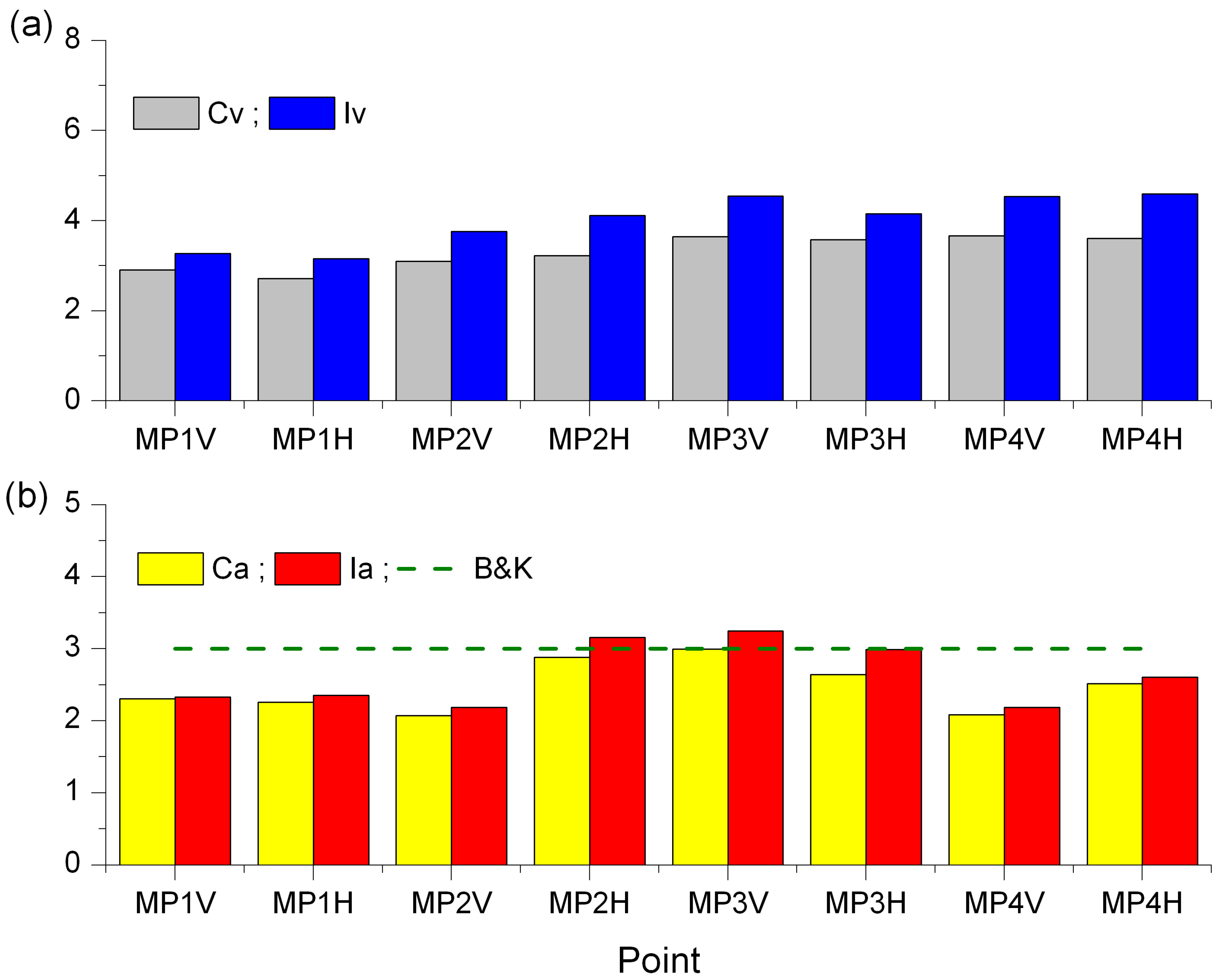
4.1. Results of Vibration Severity Analysis Based on the Peak Values of the Signal
- Classical measures of vibration: RMS, peak values of velocity and acceleration;
- Dimensionless indices: crest factor and impulse factor. The impulse factor is particularly useful in diagnostics based on vibration analysis.
- Peak values of velocity at some points exceed the lower limit of zone “C” (minor fault) but do not exceed its upper limit. At the remaining points, the peak values of velocity are in zone “D” (no fault).
- Peak values of acceleration only at point MP1H slightly exceed the lower limit of zone “C” (minor fault). At the remaining points, the peak values of vibration acceleration are in zone “D” (no fault).
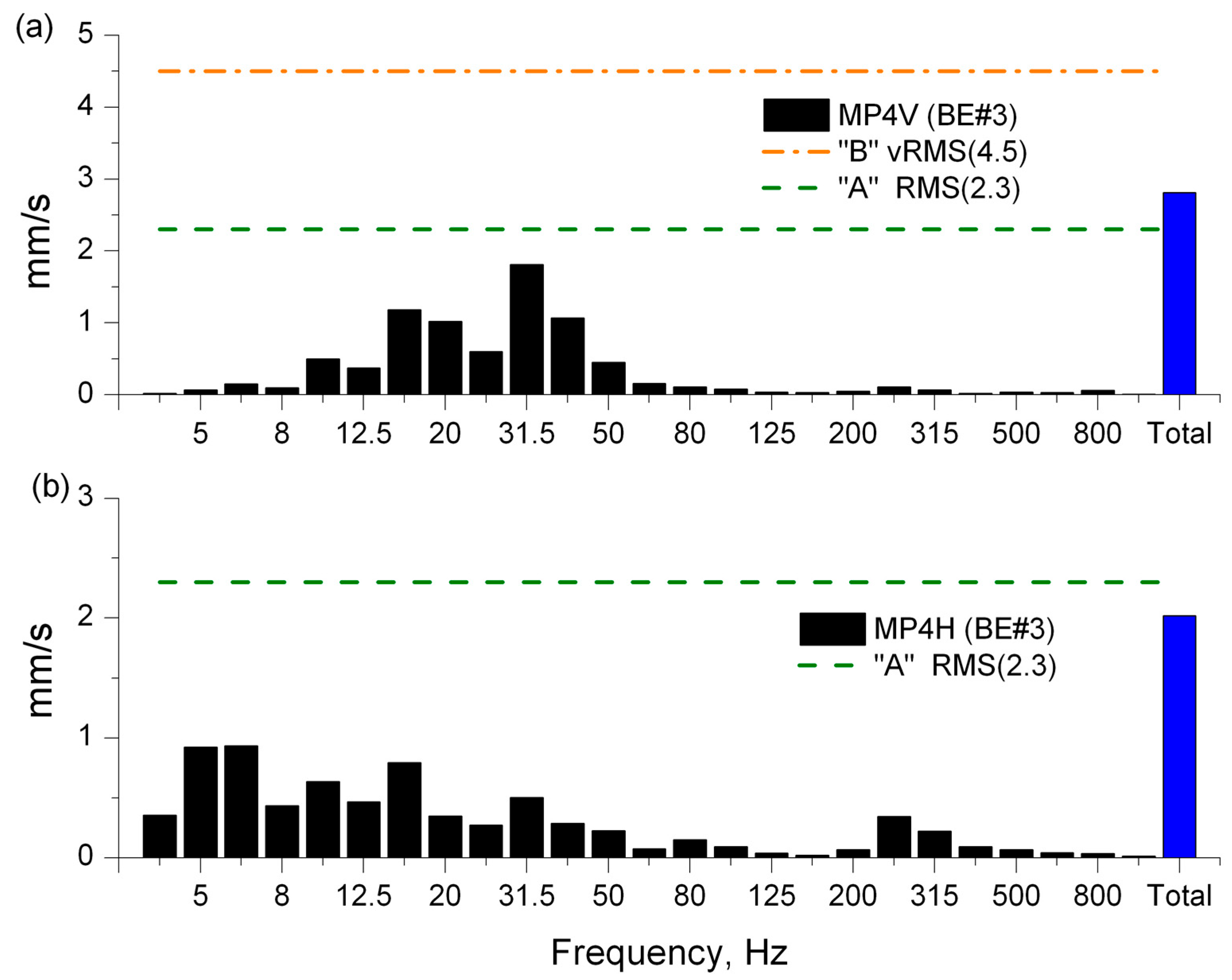
4.2. Results of Vibration Severity Analysis in the Frequency Domain
4.3. Results of Vibration Severity Analysis in the Probabilistic Approach
5. Conclusions
- In the time domain, based on the peak values of vibration signals;
- In the frequency domain, based on the spectral analysis of vibration signals;
- Using the probabilistic approach to the analysis of vibration signals.
Funding
Data Availability Statement
Conflicts of Interest
References
- Feldman, M. Hilbert transform in vibration analysis. Mech. Syst. Signal Process. 2011, 25, 735–802. [Google Scholar] [CrossRef]
- Rai, A.; Upadhyay, S.H. A review on signal processing techniques utilized in the fault diagnosis of rolling element bearings. Tribol. Int. 2016, 96, 289–306. [Google Scholar] [CrossRef]
- Malla, C.; Panigrahi, I. Review of Condition Monitoring of Rolling Element Bearing Using Vibration Analysis and Other Techniques. J. Vib. Eng. Technol. 2019, 7, 407–414. [Google Scholar] [CrossRef]
- Jabłoński, A.; Dworakowski, Z.; Dziedziech, K.; Chaari, F. Vibration-based diagnostics of epicyclic gearboxes—From classical to soft-computing methods. Measurement 2019, 147, 106811. [Google Scholar] [CrossRef]
- Skal’s’kyi, V.R.; Stankevych, O.M.; Kuz’, I.S. Application of Wavelet Transforms for the Analysis of Acoustic-Emission Signals Accompanying Fracture Processes in Materials (A Survey). Mater. Sci. 2018, 54, 139–153. [Google Scholar] [CrossRef]
- Bortnowski, P.; Gładysiewicz, L.; Król, R.; Ozdoba, M. Models of transverse vibration in conveyor belt—Investigation and analysis. Energies 2021, 14, 4153. [Google Scholar] [CrossRef]
- Baccar, D.; Söffker, D. Identification and classification of failure modes in laminated composites by using a multivariate statistical analysis of wavelet coefficients. Mech. Syst. Signal Process. 2017, 96, 77–87. [Google Scholar] [CrossRef]
- Chen, Y.; Zhang, T.; Luo, Z.; Sun, K. A novel rolling bearing fault diagnosis and severity analysis method. Appl. Sci. 2019, 9, 2356. [Google Scholar] [CrossRef]
- Badihi, H.; Zhang, Y.; Jiang, B.; Pillay, P.; Rakheja, S. A Comprehensive Review on Signal-Based and Model-Based Condition Monitoring of Wind Turbines: Fault Diagnosis and Lifetime Prognosis. Proc. IEEE 2022, 110, 754–806. [Google Scholar] [CrossRef]
- Huang, L.T.; Chang, J.Y. Vibration Characterization and Fault Diagnosis of a Planetary Gearbox with a Wireless Embedded Sensor. Appl. Sci. 2023, 13, 729. [Google Scholar] [CrossRef]
- Abouel-seoud, S.A. Fault detection enhancement in wind turbine planetary gearbox via stationary vibration waveform data. J. Low Freq. Noise Vib. Act. Control 2018, 37, 477–494. [Google Scholar] [CrossRef]
- Yadavar Nikravesh, S.M.; Rezaie, H.; Kilpatrik, M.; Taheri, H. Intelligent fault diagnosis of bearings based on energy levels in frequency bands using wavelet and support vector machines (SVM). J. Manuf. Mater. Process. 2019, 3, 11. [Google Scholar] [CrossRef]
- Abboud, D.; Elbadaoui, M.; Smith, W.A.; Randall, R.B. Advanced bearing diagnostics: A comparative study of two powerful approaches. Mech. Syst. Signal Process. 2019, 114, 604–627. [Google Scholar] [CrossRef]
- Sokolski, P.; Smolnicki, T. A Method for Monitoring the Technical Condition of Large-Scale Bearing Nodes in the Bodies of Machines Operating for Extended Periods of Time. Energies 2021, 14, 6637. [Google Scholar] [CrossRef]
- Asmussen, M.F.; Liniger, J.; Pedersen, H.C. Fault detection and diagnosis methods for fluid power pitch system components—A review. Energies 2021, 13, 1305. [Google Scholar] [CrossRef]
- Jonas, S.; Anagnostos, D.; Brodbeck, B.; Meyer, A. Vibration Fault Detection in Wind Turbines Based on Normal Behaviour Models without Feature Engineering. Energies 2023, 16, 1760. [Google Scholar] [CrossRef]
- Yan, R.; Gao, R.X.; Chen, X. Wavelets for fault diagnosis of rotary machines: A review with applications. Signal Process. 2014, 96, 1–15. [Google Scholar] [CrossRef]
- Sokolski, P.; Sokolska, J. A method of comparative evaluation of the drive units of two bucket elevators—A case study. Energies 2021, 14, 7439. [Google Scholar] [CrossRef]
- Wang, Y.; Zheng, L.; Gao, Y.; Li, S. Vibration Signal Extraction Based on FFT and Least Square Method. IEEE Access 2020, 8, 224092–224107. [Google Scholar] [CrossRef]
- Jaros, R.; Byrtus, R.; Dohnal, J.; Danys, L.; Baros, J.; Koziorek, J.; Zmij, P.; Martinek, R. Advanced Signal Processing Methods for Condition Monitoring. Arch. Comput. Methods Eng. 2023, 30, 1553–1577. [Google Scholar] [CrossRef]
- Strömbergsson, D.; Marklund, P.; Berglund, K.; Larsson, P.E. Bearing monitoring in the wind turbine drivetrain: A comparative study of the FFT and wavelet transforms. Wind Energy 2020, 23, 1381–1393. [Google Scholar] [CrossRef]
- Li, S.Y.; Tam, L.M.; Wu, S.P.; Tsai, W.L.; Hu, C.W.; Cheng, L.Y.; Xu, Y.X.; Cheng, S.C. The Performance Investigation of Smart Diagnosis for Bearings Using Mixed Chaotic Features with Fractional Order. Sensors 2023, 23, 3801. [Google Scholar] [CrossRef]
- Yazdanpanah Goharrizi, A.; Sepehri, N. A wavelet-based approach to internal seal damage diagnosis in hydraulic actuators. IEEE Trans. Ind. Electron. 2010, 57, 1755–1763. [Google Scholar] [CrossRef]
- Goharrizi, A.Y.; Sepehri, N.; Wu, Y. A wavelet-based approach for online external leakage diagnosis and isolation from internal leakage in hydraulic actuators. Int. J. Fluid Power 2011, 12, 37–47. [Google Scholar] [CrossRef]
- Shi, Z.; Yang, X.; Li, Y.; Yu, G. Wavelet-based Synchroextracting Transform: An effective TFA tool for machinery fault diagnosis. Control Eng. Pract. 2021, 114, 104884. [Google Scholar] [CrossRef]
- Liu, Z.; Zhang, L.; Carrasco, J. Vibration analysis for large-scale wind turbine blade bearing fault detection with an empirical wavelet thresholding method. Renew. Energy 2020, 146, 99–110. [Google Scholar] [CrossRef]
- Maliuk, A.S.; Ahmad, Z.; Kim, J.M. Hybrid Feature Selection Framework for Bearing Fault Diagnosis Based on Wrapper-WPT. Machines 2022, 10, 1204. [Google Scholar] [CrossRef]
- ISO-10816-3; Mechanical Vibration. Evaluation of Machine Vibration by Measurements on Non-Rotating Parts. Part 3: Industrial Machines with Nominal Power above 15 kW and Nominal Speeds between 120 r/min and 15,000 r/min When Measured In Situ. ISO: Geneva, Switzerland, 2009.
- Elsamanty, M.; Ibrahim, A.; Saady Salman, W. Principal component analysis approach for detecting faults in rotary machines based on vibrational and electrical fused data. Mech. Syst. Signal Process. 2023, 200, 110559. [Google Scholar] [CrossRef]
- He, L.; Unnikrishnan, J.; Hao, L.; Matthews, B.; Qiao, W. Enhanced Wind Turbine Main Drivetrain Gearbox and Bearing Monitoring and Diagnostics via Information Fusion of Acoustic Electrical and Vibration Signatures. In Proceedings of the Electric Machines—Drives Conference (IEMDC) 2019 IEEE, San Diego, CA, USA, 12–15 May 2019. [Google Scholar] [CrossRef]
- Jabłoński, M.; Borkowski, P. Industrial implementations of control algorithms for voltage inverters supplying induction motors. Arch. Electr. Eng. 2021, 70, 475–491. [Google Scholar] [CrossRef]
- Jabłoński, M.; Borkowski, P. Correction Mechanism for Balancing Driving Torques in an Opencast Mining Stacker with an Induction Motor and Converter Drive System. Energies 2022, 15, 1282. [Google Scholar] [CrossRef]
- PN-ISO 8579-2:1996; Przepisy Odbioru Przekładni Zębatych—Określanie Drgań Mechanicznych Przekładni Zębatych Podczas Badań Odbiorczych (Gearbox Acceptance Regulations—Determination of Mechanical Vibration of Gearboxes during Acceptance Tests). ISO: Geneva, Switzerland, 1996. (In Polish)
- Blake, M.P.; Mitchell, W.S. Vibration and Acoustic Measurement Handbook; Spartan Books: New York, NY, USA, 1972. [Google Scholar]
- Cempel, C. Diagnostyka techniczna—Spojrzenie syntetyczne (Machine Condition Monitoring-Historic Overview). Diagnostyka Diagn. Struct. Health Monit. 2011, 1, 55–67. (In Polish) [Google Scholar]
- Brüel & Kjær an HBK Company. Available online: https://www.bksv.com/media/doc/bo0253.pdf (accessed on 1 June 2021).
- Cempel, C. Fundamentals of vibroacoustical condition monitoring. In Handbook of Condition Monitoring; Davies, A., Ed.; Springer: Dordrecht, The Netherlands, 1998; pp. 324–353. [Google Scholar] [CrossRef]
- Pietrzak, P.; Wolkiewicz, M. Machine Learning-Based Stator Current Data-Driven PMSM Stator Winding Fault Diagnosis. Sensors 2022, 22, 9668. [Google Scholar] [CrossRef]
- Skowron, M.; Krzysztofiak, M.; Orlowska-Kowalska, T. Effectiveness of neural fault detectors of permanent magnet synchronous motor trained with symptoms from field-circuit modeling. IEEE Access 2022, 10, 104598–104611. [Google Scholar] [CrossRef]
- Choi, S.; Haque, M.S.; Tarek, M.T.B.; Mulpuri, V.; Duan, Y.; Das, S.; Garg, V.; Ionel, D.M.; Masrur, M.A.; Mirafzal, B.; et al. Fault diagnosis techniques for permanent magnet ac machine and drives—A review of current state of the art. IEEE Trans. Transp. Electrif. 2018, 4, 444–463. [Google Scholar] [CrossRef]
- Khaneghah, M.Z.; Alzayed, M.; Chaoui, H. Fault Detection and Diagnosis of the Electric Motor Drive and Battery System of Electric Vehicles. Machines 2023, 11, 713. [Google Scholar] [CrossRef]
- Hsueh, Y.-M.; Ittangihal, V.R.; Wu, W.-B.; Chang, H.-C.; Kuo, C.-C. Fault diagnosis system for induction motors by CNN using empirical wavelet transform. Symmetry 2019, 11, 1212. [Google Scholar] [CrossRef]
- Ribeiro Junior, R.F.; dos Santos Areias, I.A.; Campos, M.M.; Teixeira, C.E.; da Silva, L.E.B.; Gomes, G.F. Fault detection and diagnosis in electric motors using convolution neural network and short-time fourier transform. J. Vib. Eng. Technol. 2022, 10, 2531–2542. [Google Scholar] [CrossRef]
- Xu, G.; Liu, M.; Jiang, Z.; Shen, W.; Huang, C. Online fault diagnosis method based on transfer convolutional neural networks. IEEE Trans. Instrum. Meas. 2019, 69, 509–520. [Google Scholar] [CrossRef]
- Wang, L.; Zhang, C.; Zhu, J.; Xu, F. Fault Diagnosis of Motor Vibration Signals by Fusion of Spatiotemporal Features. Machines 2022, 10, 246. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Upper Limits | Classes of Condition | |
|---|---|---|
| Effective Velocity Peak, mm/s | Effective Acceleration Peak, m/s2 | |
| 140.5 | 981.0 | AA—Danger |
| 59.25 | 174.6 | A—Acute Fault |
| 25.0 | 31.0 | B—Some Fault |
| 10.5 | 5.5 | C—Minor Fault |
| 4.5 | 1.0 | D—No Fault |
| Support Conditions | Upper Limits of Velocity RMS, mm/s | Evaluation Zones/Vibration Severity |
|---|---|---|
| Flexible | 2.3 | Zone “A”—vibration severity for newly commissioned drive units |
| 4.5 | Zone “B”—vibration severity is considered acceptable for unrestricted long-term operation | |
| 7.1 | Zone “C”—vibration severity is considered unsatisfactory for unrestricted long-term continuous operation, and remedial action should be taken | |
| >7.1 | Zone “D”—vibration severity is sufficiently high to cause damage |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sokolski, P. Assessment of Suitability for Long-Term Operation of a Bucket Elevator: A Case Study. Energies 2023, 16, 7852. https://doi.org/10.3390/en16237852
Sokolski P. Assessment of Suitability for Long-Term Operation of a Bucket Elevator: A Case Study. Energies. 2023; 16(23):7852. https://doi.org/10.3390/en16237852
Chicago/Turabian StyleSokolski, Piotr. 2023. "Assessment of Suitability for Long-Term Operation of a Bucket Elevator: A Case Study" Energies 16, no. 23: 7852. https://doi.org/10.3390/en16237852
APA StyleSokolski, P. (2023). Assessment of Suitability for Long-Term Operation of a Bucket Elevator: A Case Study. Energies, 16(23), 7852. https://doi.org/10.3390/en16237852