
Optimization of the Air Distribution in a Biomass Grate-Fired Furnace



 and
and 
Abstract
:1. Introduction
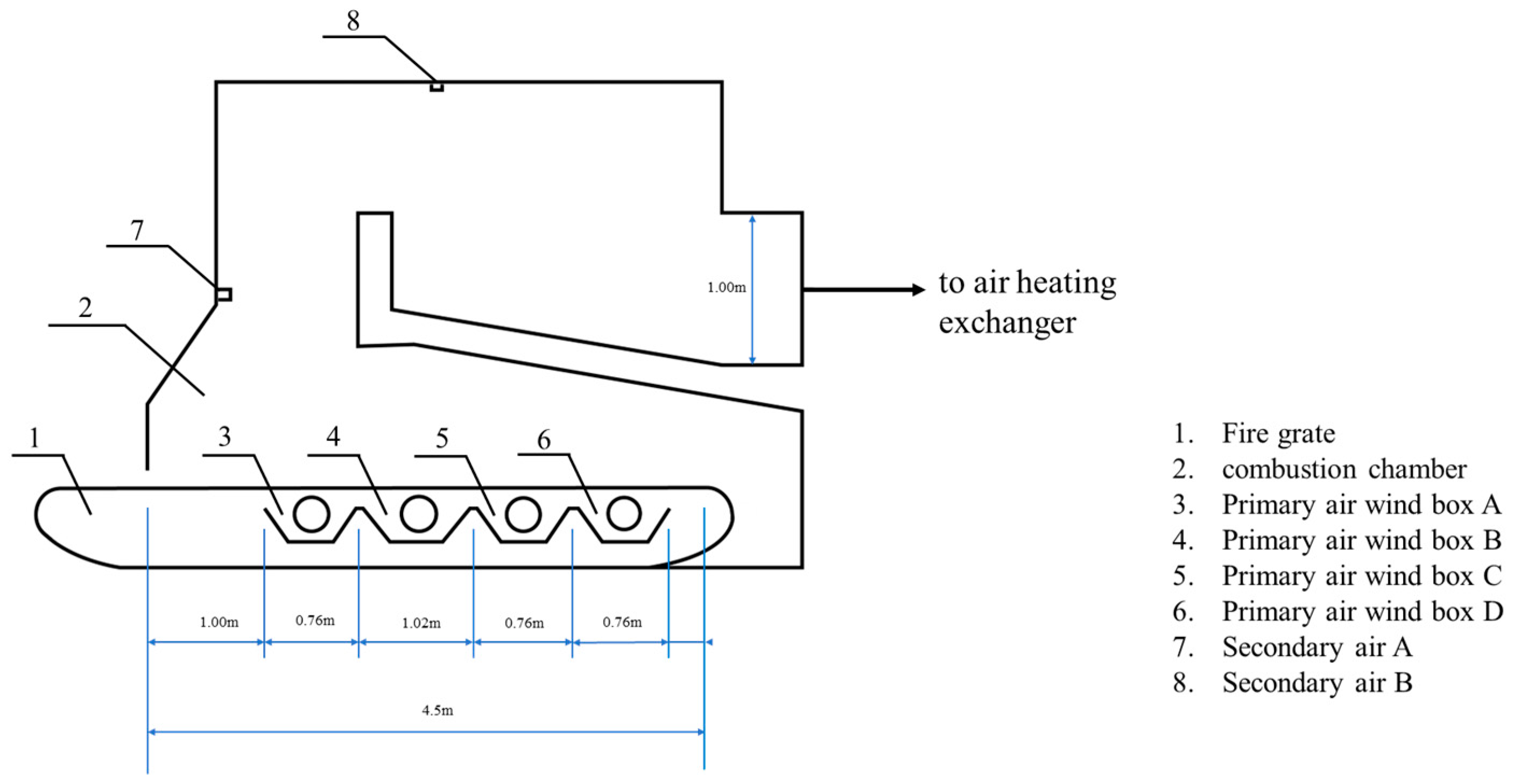
2. Biomass Grate-Firing Furnace for Hot Air Supply
3. Modeling Method and Calculation Conditions
4. Results and Discussion
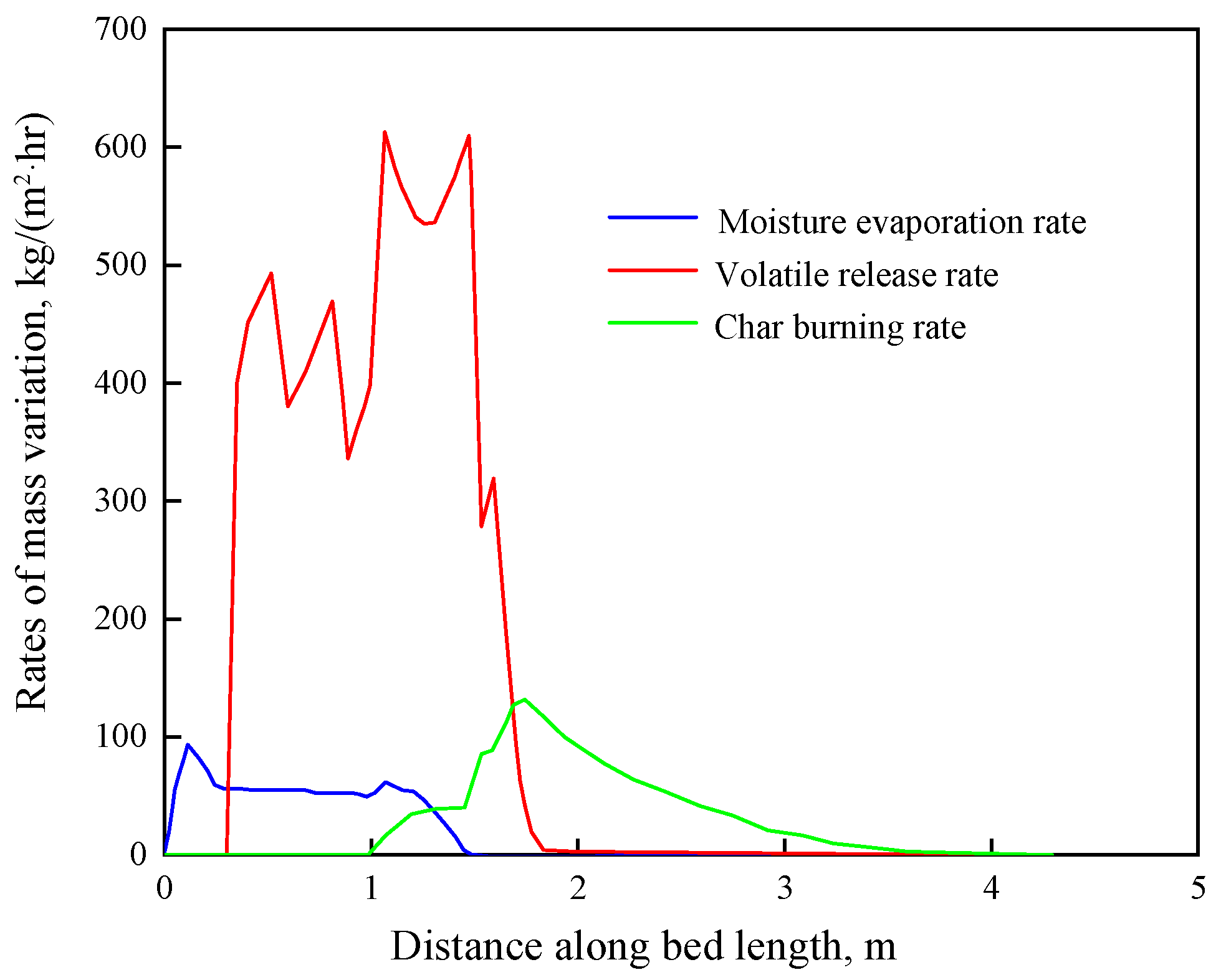
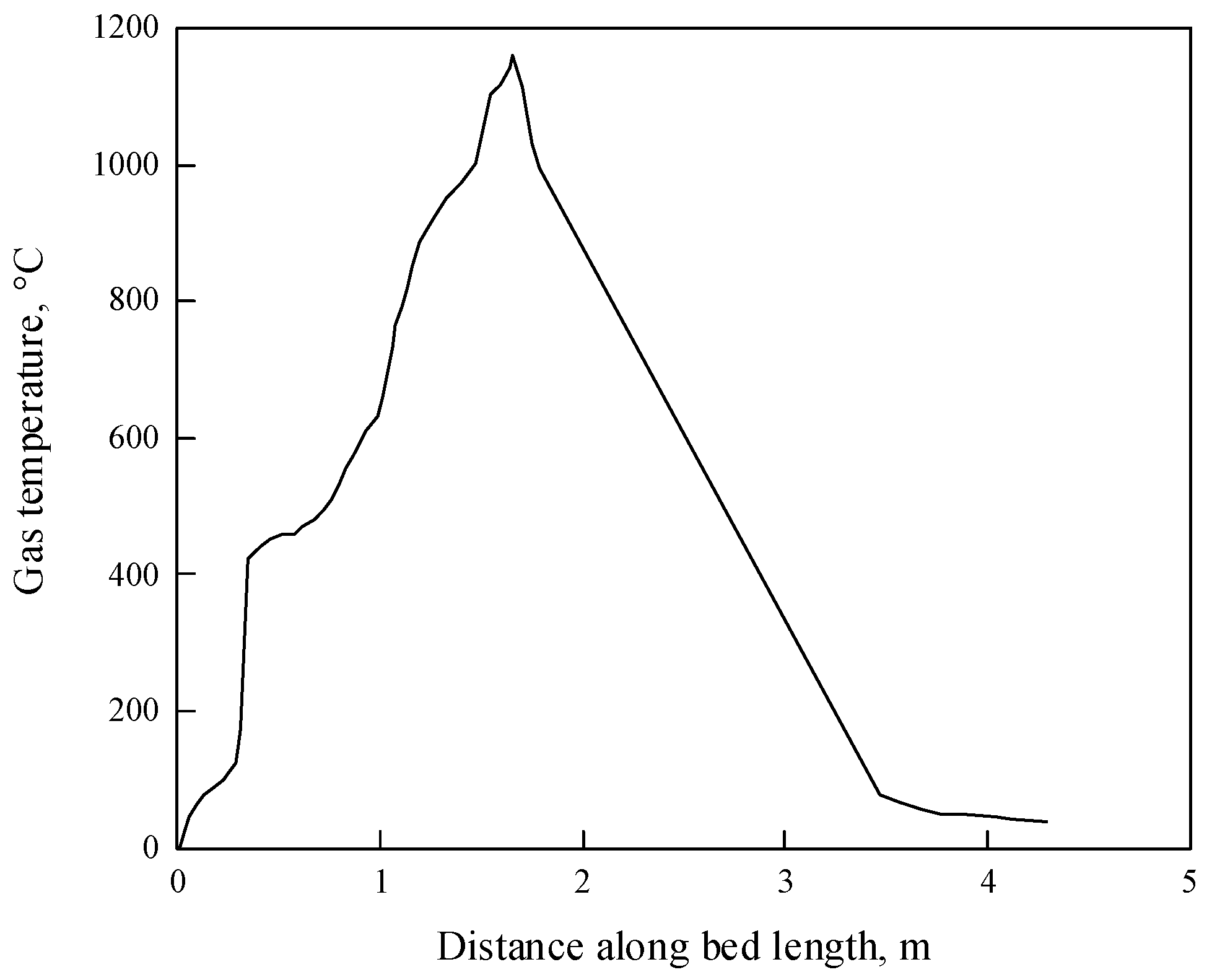
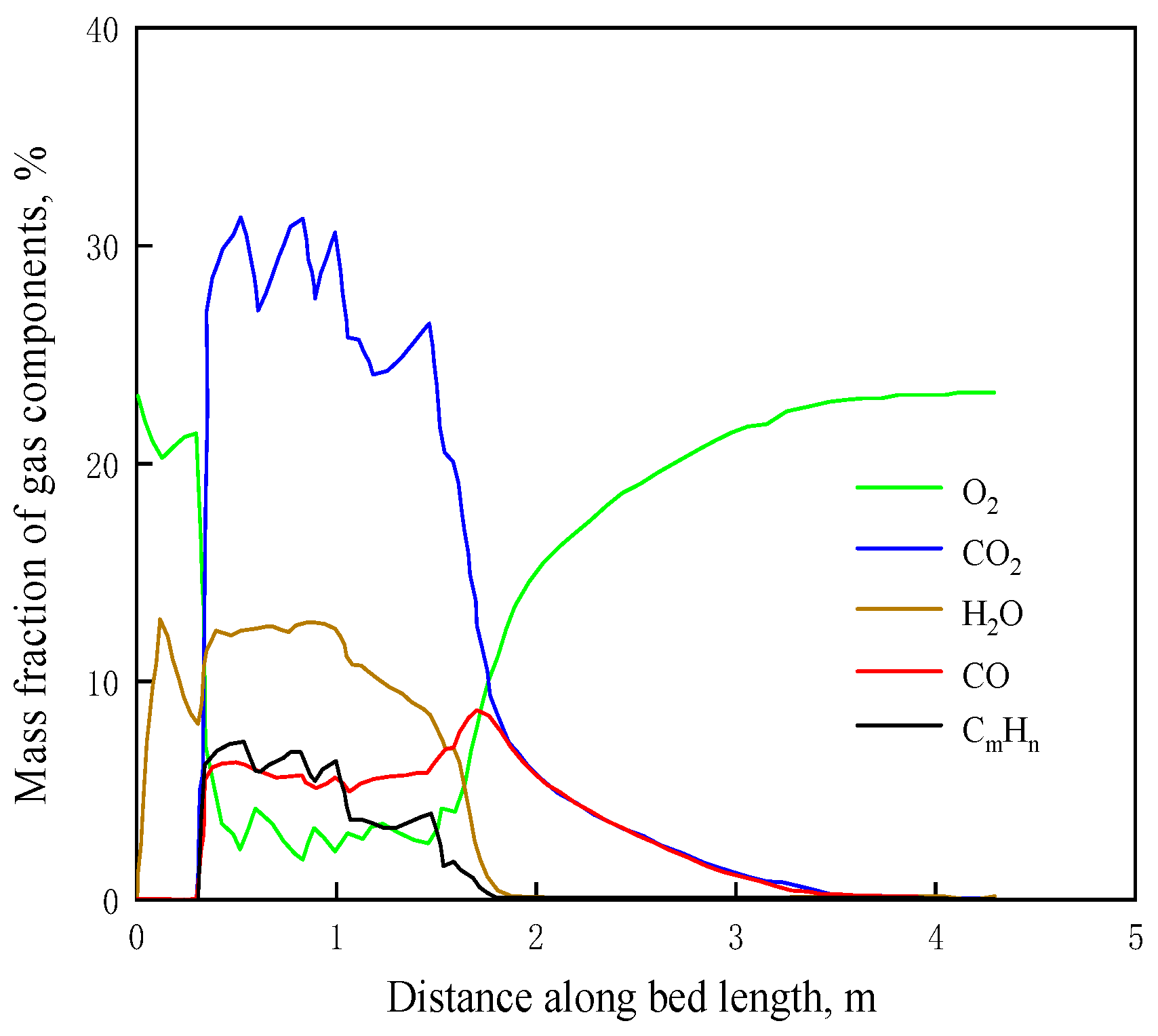
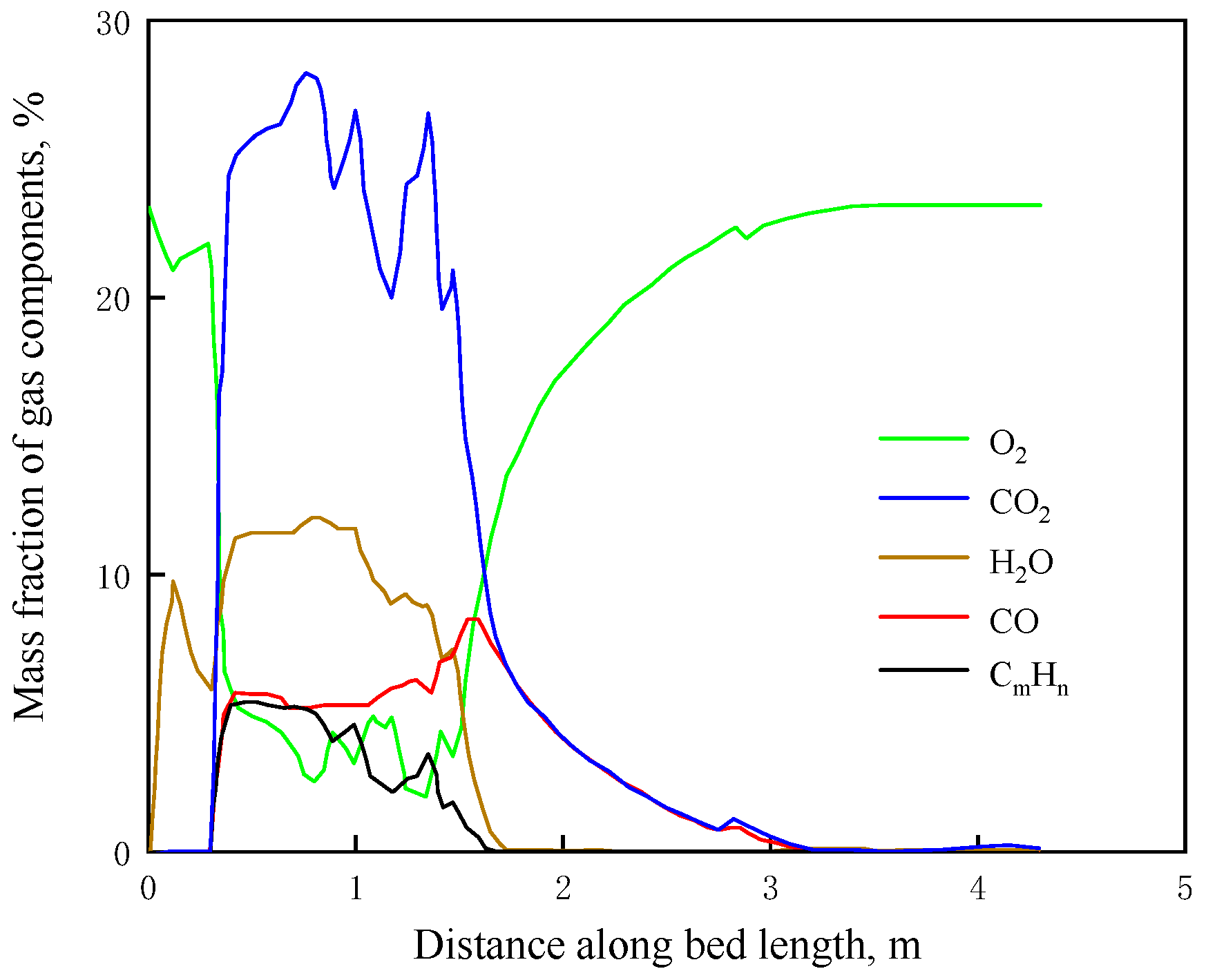
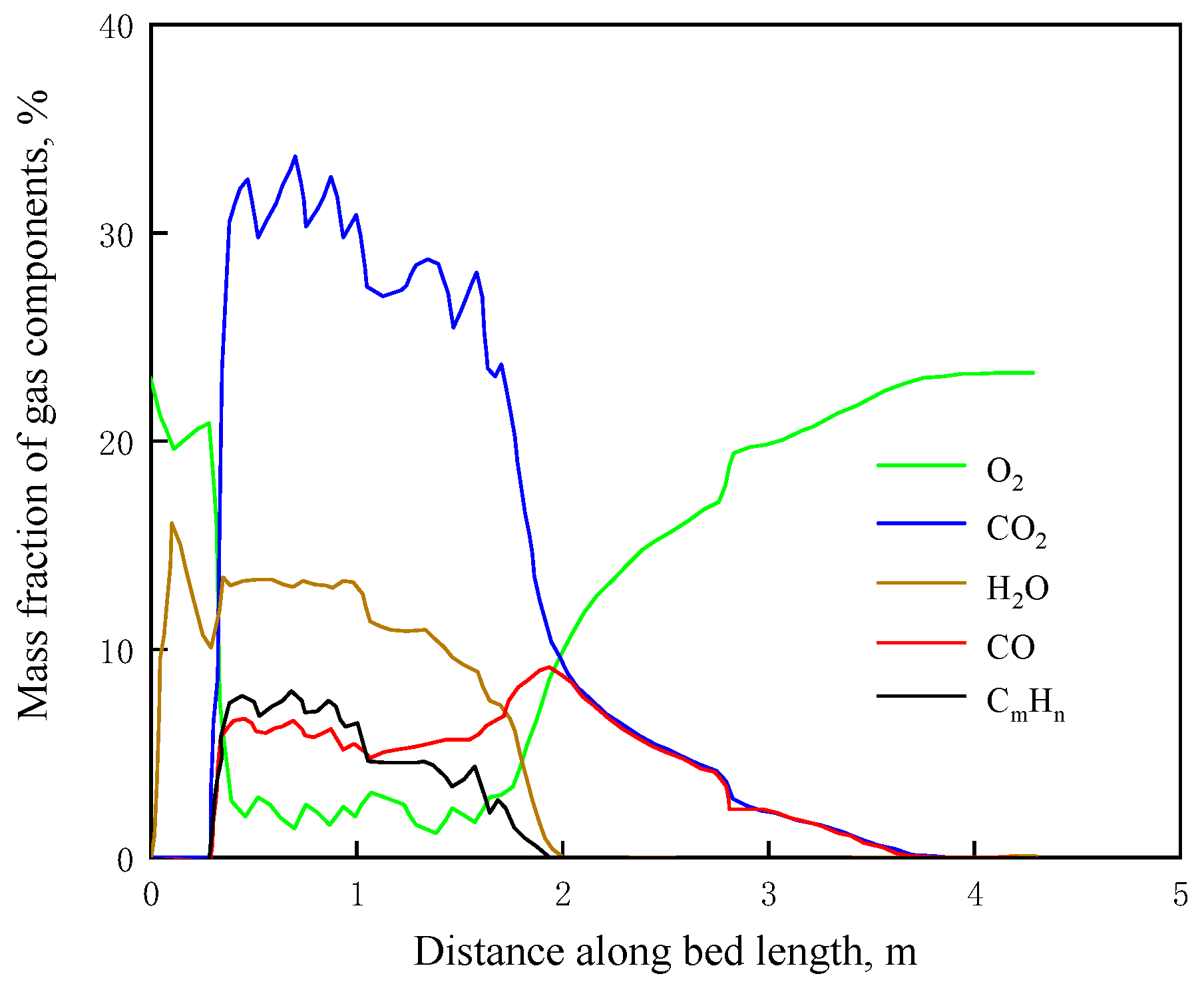
4.1. Grate-Firing Process
4.1.1. UAD Mode
4.1.2. FAD Mode
4.1.3. RAD Mode
4.2. Gas Combustion in Furnace Chamber
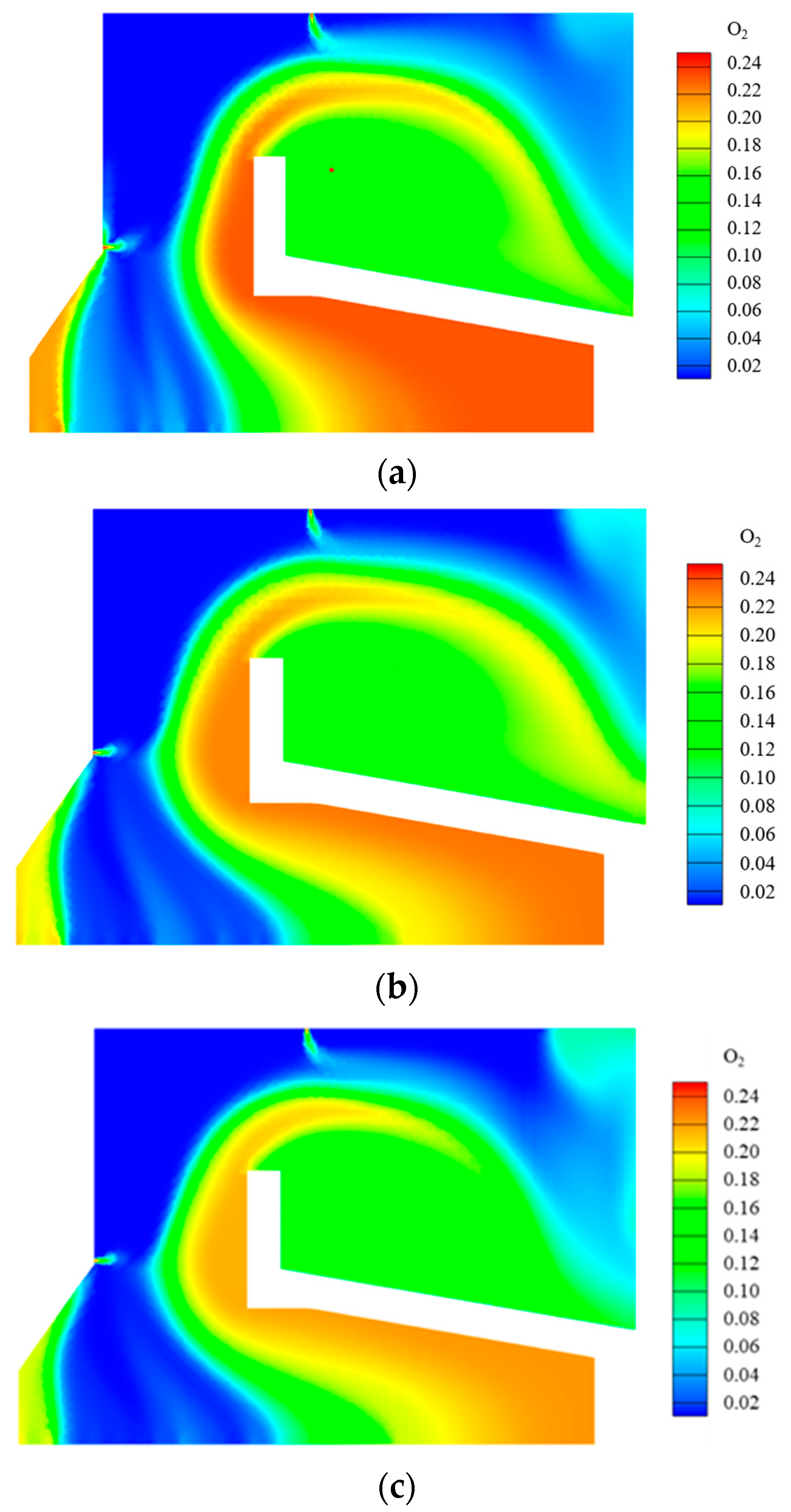
4.2.1. Oxygen Concentration Field
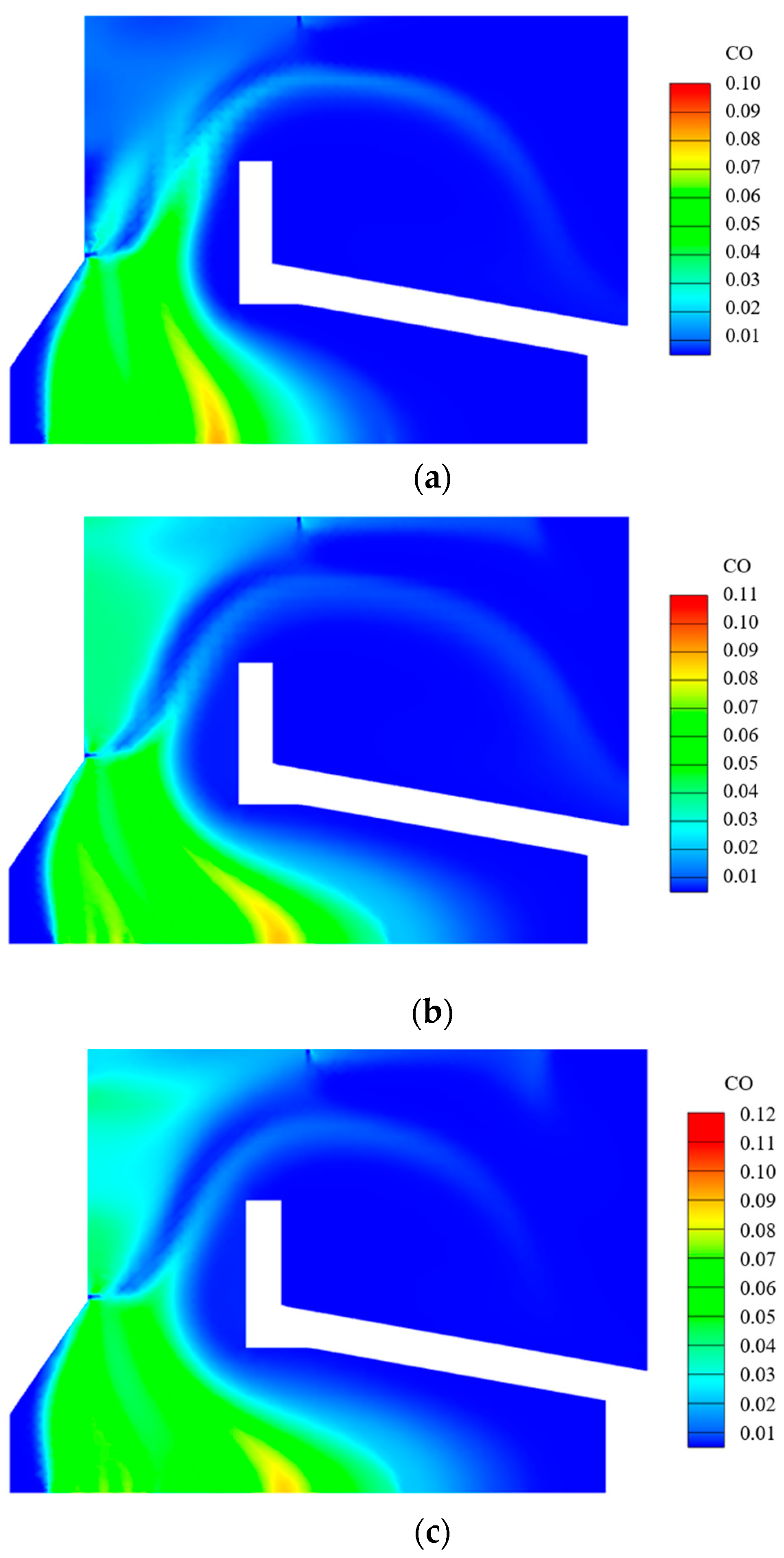
4.2.2. CO Concentration Field
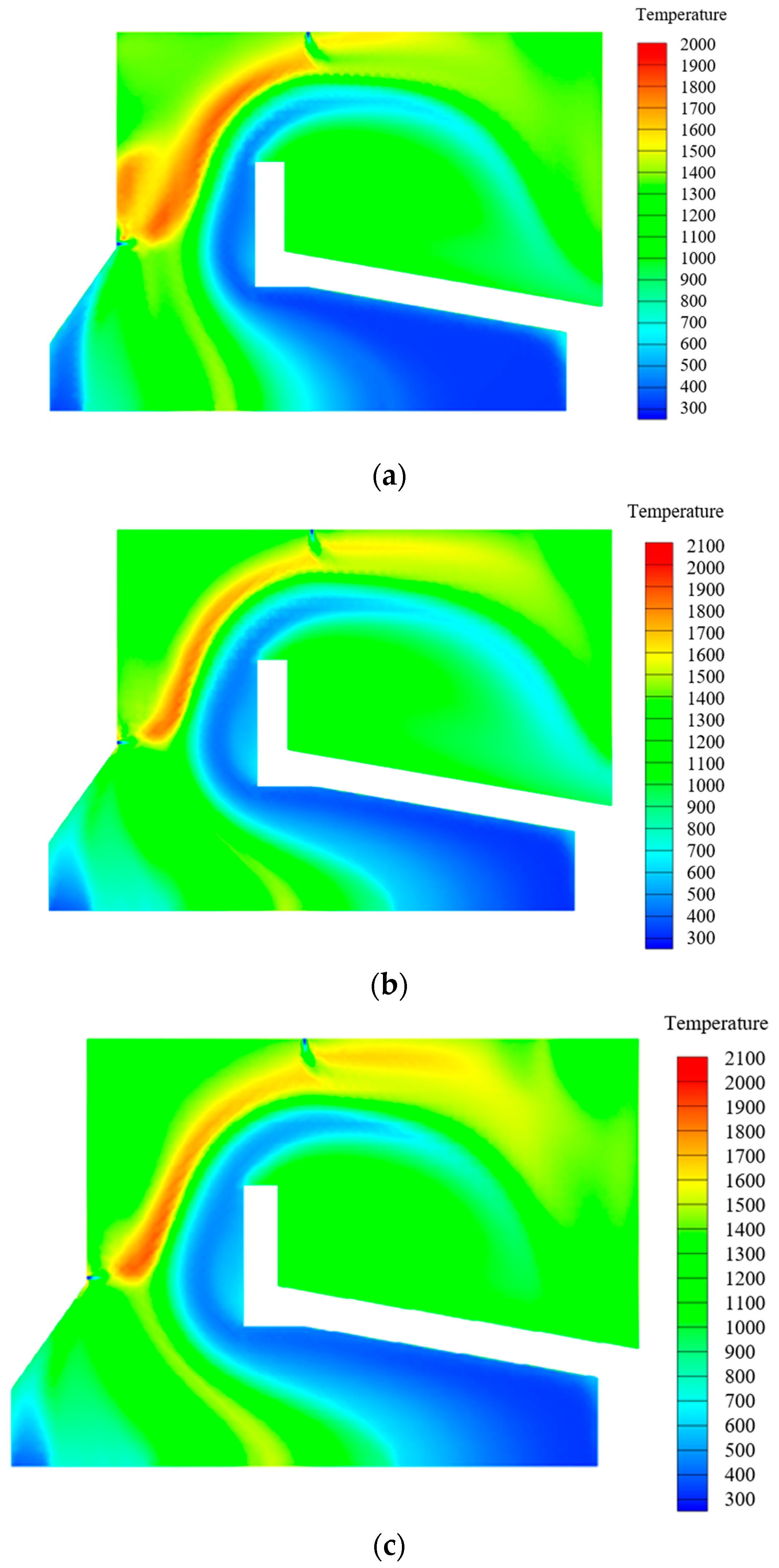
4.2.3. Temperature Field
4.3. NOx Emissions
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Khan, A.A.; Jong, W.; Jansens, P.J.; Spliethoff, H. Biomass combustion in fluidized bed boilers. Potential problems and remedies. Fuel Process. Technol. 2009, 90, 21–50. [Google Scholar] [CrossRef]
- Saidur, R.; Abdelaziz, E.A.; Demirbas, A.; Hossain, M.S.; Mekhilf, S. A review on biomass as a fuel for boilers. Renew. Sustain. Energy Rev. 2011, 15, 2262–2289. [Google Scholar] [CrossRef]
- Haberl, H.; Sprinz, D.; Bonazountas, M.; Cocco, P.; Desaubies, Y.; Henze, M.; Hertel, O. Correcting a fundamental error in greenhouse gas accounting related to bioenergy. Energy Policy 2012, 45, 18–23. [Google Scholar] [CrossRef] [PubMed]
- Zhang, L.; Xu, C.; Champagne, P. Overview of recent advances in thermo-chemical conversion of biomass. Energy Convers. Manag. 2010, 51, 969–982. [Google Scholar] [CrossRef]
- Sun, Y.; Yuan, Z.; Sun, Z. The status and future of bioenergy and biomass utilization in China. Renew. Energy Resour. 2006, 24, 78–82. [Google Scholar]
- Xu, C.; Hong, J.; Chen, J.; Han, X.; Lin, C.; Li, X. Is biomass energy really clean? An environmental life-cycle perspective on biomass-based electricity generation in China. J. Clean. Prod. 2016, 133, 767–776. [Google Scholar] [CrossRef]
- Yin, C.; Rosendahl, L.; Kær, S. Grate-firing of biomass for heat and power production. Prog. Energy Combust. Sci. 2008, 34, 725–754. [Google Scholar] [CrossRef]
- Ji, J. Numerical Modeling of the Combustion in Coal-Fired Traveling Grate Boilers and the Optimization of Arch and Air Distribution. Ph.D. Thesis, Shanghai Jiaotong University, Shanghai, China, 2008. [Google Scholar]
- Deng, M.; Nie, Y.; Yuan, Y.; Ma, R.; Shan, M.; Yang, X. The impact of oxygen content in the primary air supply on fuel burning rate and pollutant emissions in a forced-draft biomass stove. Fuel 2022, 321, 124129. [Google Scholar] [CrossRef]
- Zhou, M.; ParraÁlvarez, J.; Wu, Y.; Smith Sean, T.; Smith Philip, J. Large-eddy simulation of coal combustion in 15 MW pilot-scale boiler-simulation facility. AIChE J. 2021, 67, e17270. [Google Scholar] [CrossRef]
- Liu, Z. Influence of Air Distribution in the Furnace on Combustion Characteristics of the Boiler. China Special Equipment Safety 2013, 29, 7–10. [Google Scholar]
- Wang, Q.; Guan, J.; Sun, D.; Sun, B.; Sun, J. Numerical simulation of cold flow field in horizontal coal sootless combustion boiler furnace. Proc. Chin. Soc. Electr. Eng. 2003, 23, 164–167. [Google Scholar]
- Wang, J. Analysis of the Influence of the Boiler Arch on the Heat Transfer Process in the Furnace. Master’s Thesis, Dalian University of Technology, Liaoning, China, 2003. [Google Scholar]
- Xu, M. Numerical Simulation Study on the Effect of Arch Shape and Air Distribution Mode on the Combustion Performance of Chain Furnace. Master’s Thesis, Harbin Institute of Technology, Harbin, China, 2013. [Google Scholar]
- Ji, J.; Luo, Y.; Hu, L. Study on the mechanism of unsteady combustion related to volatiles in a coal-fired traveling grate boiler. Appl. Therm. Eng. 2008, 28, 145–156. [Google Scholar] [CrossRef]
- Wang, Y.; Sun, Q.; Wang, H.; Li, X.; Gao, J.; Du, Q.; Wu, S. Numerical modeling and optimization of nitrogen oxides reduction by biogas reburning in travelling grate boilers. Harbin Gongye Daxue Xuebao/J. Harbin Inst. Technol. 2019, 51, 52–57. [Google Scholar]
- Yu, Z.; Ma, X.; Liu, G. Structural Design and Numerical Simulation for Furnace Arch in Straw-fired Boiler. In Challenges of Power Engineering and Environment; Springer: Berlin/Heidelberg, Germany, 2007. [Google Scholar]
- Yang, Y.; Sharifi, V.; Swithenbank, J. Effect of air flow rate and fuel moisture on the burning behaviors of biomass and simulated municipal solid wastes in packed beds. Fuel 2004, 83, 1553–1562. [Google Scholar] [CrossRef]
- Yang, Y.; Goh, Y.; Zakaria, R.; Nasserzadeh, V.; Swithenbank, J. Mathematical modelling of MSW incineration on a travelling bed. Waste Manag. 2002, 22, 369–380. [Google Scholar] [CrossRef] [PubMed]
- Yang, Y.; Nasserzadeh, V.; Goodfellow, J.; Goh, Y.; Swithenbank, J. Parameter study on the incineration of municipal solid waste fuels in packed beds. J. Inst. Energy 2002, 75, 66–80. [Google Scholar]
- Xiong, L.; Lin, L.; Li, S. k-e Turbulent Model and its Application to the FLUENT. Ind. Heat. 2007, 36, 13–15. [Google Scholar]
- Shih, T.; Liou, W.; Shabbir, A.; Yang, Z.; Jiang, Z. A new k-e eddy viscosity model for high Reynolds number turbulent flows. Comput. Fluids 1995, 24, 227–238. [Google Scholar] [CrossRef]
- Miao, Z.; Dou, W.; Zhou, Q. Theoretical analysis of the characteristics of transverse air distribution in the air chamber of a fire-bed furnace. Therm. Energy Power Eng. 2001, 3, 380–382+460. [Google Scholar]
- Miao, M.; Zhou, T.; Hu, X.; Zhang, M.; Yang, H.R. Analysis of N2O reduction by components of red mud in bubbling fluidized bed. Fuel 2023, 333, 126476. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Unit | Designed Value |
|---|---|---|
| Power of furnace | MW | 7.00 |
| Fuel lower heating value | kJ/kg | 12,790.00 |
| Fuel feed rate | t/h | 2.40 |
| Initial fuel layer height | m | 0.25 |
| Design efficiency | % | 83.12 |
| The effective length of the grate | m | 4.50 |
| Width of grate | m | 2.50 |
| The heat load of the grate | kW/m2 | 875.00 |
| Excess air ratio | - | 2.00 |
| Ultimate (ar)/% | Car | Har | Oar | Nar | Sar |
| 38.05 | 4.30 | 35.45 | 0.49 | 0.09 | |
| Proximate (ar)/% | M | V | FC | A | |
| 8.10 | 65.10 | 13.20 | 13.60 |
| Primary Air Wind Box | A | B | C | D |
|---|---|---|---|---|
| Lengths of wind boxes, m | 0.76 | 1.02 | 0.76 | 0.76 |
| FAD, % | 30.00 | 40.00 | 15.00 | 15.00 |
| UAD, % | 23.00 | 31.00 | 23.00 | 23.00 |
| RAD, % | 15.00 | 20.00 | 35.00 | 30.00 |
| FAD | UAD | RAD | |
|---|---|---|---|
| Concentration, mg/Nm3 | 133.50 | 104.40 | 76.60 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Q.; Zhang, M.; Xiao, F.; Wang, H.; Jin, Y.; Hu, N.; Yang, H. Optimization of the Air Distribution in a Biomass Grate-Fired Furnace. Energies 2023, 16, 7634. https://doi.org/10.3390/en16227634
Wang Q, Zhang M, Xiao F, Wang H, Jin Y, Hu N, Yang H. Optimization of the Air Distribution in a Biomass Grate-Fired Furnace. Energies. 2023; 16(22):7634. https://doi.org/10.3390/en16227634
Chicago/Turabian StyleWang, Qingjia, Man Zhang, Fan Xiao, Hairui Wang, Yan Jin, Nan Hu, and Hairui Yang. 2023. "Optimization of the Air Distribution in a Biomass Grate-Fired Furnace" Energies 16, no. 22: 7634. https://doi.org/10.3390/en16227634
APA StyleWang, Q., Zhang, M., Xiao, F., Wang, H., Jin, Y., Hu, N., & Yang, H. (2023). Optimization of the Air Distribution in a Biomass Grate-Fired Furnace. Energies, 16(22), 7634. https://doi.org/10.3390/en16227634