
Recovery and Reuse of Valuable Chemicals Derived from Hydrothermal Carbonization Process Liquid

 ,
,  ,
,  ,
,  , and
, and
Abstract
:1. Introduction
2. Methodologies
2.1. Hydrothermal Carbonization
2.2. Solvent Extraction of Organics from HTC-PL
2.3. Fractionation Distillation for HTC-PL Chemicals
2.4. Characterization of HTC-PLs and Extracts
3. Results and Discussion
3.1. Identification and Assessment of Organic Functionalities in HTC-PL
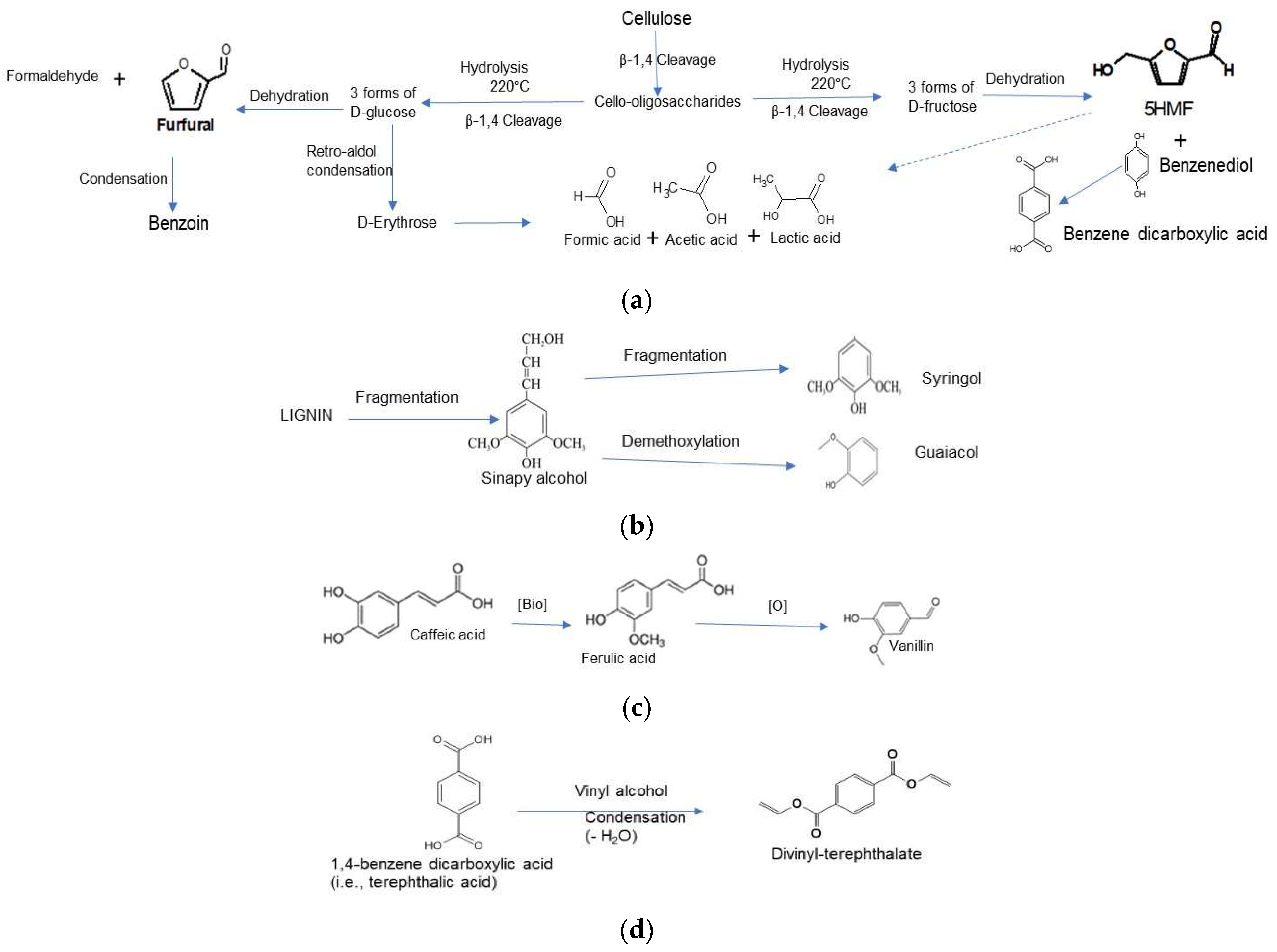
3.2. GC-MS Analysis of HTC-PLs and Reaction Model in HTC
| C5 Xylose- | Organic acids, aldehyde, alcohol, furfural |
| C6 glucose, fructose- | Furfural and furan derivatives |
| Lignin- | Alcohol derivatives from lignin alcohol |
| Cellulose- | Split into smaller chains and some derivatives |
3.3. Extraction of HTC-PL Chemicals by Fractional Distillation
3.4. Extraction of Chemicals from HTC-PL by Organic Solvents
3.4.1. Methylene Chloride Extraction
3.4.2. Diethyl Ether and n Hexane Extracts
- Dehydrogenation of Naphthene and dehydrocyclization of Paraffins to produce aromatics
- Isomerization of Paraffins, Isomerization of Naphthene and Naphthene Dehydro-isomerization
- Hydrocracking of heavy Paraffins (takes place in 3rd reactor)
3.5. Soil Application of HTC-PL Residue as Nutrient Support
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| DEC | dielectric constant |
| DSS | digested sewage sludge |
| FDCA | furan dicarboxylic acid |
| GH | greenhouse |
| HC | hydrochar |
| HHV | high heating value |
| HTC | hydrothermal carbonization |
| HTC-PL | HTC process liquid |
| 5HMF | 5-hydroxymethyl furfural |
| Kw | dissociation constant |
| NPK | Nitrogen phosphorous potassium |
| TIC | total ionic chromatogram |
| TPB | tomato plant biomass |
| TKN | Total Kjeldahl Nitrogen |
| USS | undigested sewage sludge |
References
- Langone, M.; Basso, D. Process Waters from Hydrothermal Carbonization of Sludge: Characteristics and Possible Valorization Pathways. Int. J. Environ. Res. Public Health 2020, 17, 6618. [Google Scholar] [CrossRef] [PubMed]
- Kambo, H.; Minaret, J.; Dutta, A. Process Water from the Hydrothermal Carbonization of Biomass: A Waste or a Valuable Product? Waste Biomass Valor. 2018, 9, 1181–1189. [Google Scholar] [CrossRef]
- Merzari, F.; Langone, M.; Andreottola, G.; Fiori, L. Methane production from process water of sewage sludge hydrothermalcarbonization. A review. Valorising sludge through hydrothermal carbonization. Crit. Rev. Environ. Sci. Technol. 2019, 49, 947–988. [Google Scholar] [CrossRef]
- Wirth, B.; Reza, T.; Mumme, J. Influence of digestion temperature and organic loading rate on the continuous anaerobic treatment of process liquor from hydrothermal carbonization of sewage sludge. Bioresour. Technol. 2015, 198, 215–222. [Google Scholar] [CrossRef]
- Wirth, B.; Reza, T. Continuous Anaerobic Degradation of Liquid Condensate from Steam-Derived Hydrothermal Carbonization of Sewage Sludge. ACS Sustain. Chem. Eng. 2016, 4, 1673–1678. [Google Scholar] [CrossRef]
- Qiao, W.; Peng, C.; Wang, W.; Zhang, Z. Biogas production from supernatant of hydrothermally treated municipal sludge by upflow anaerobic sludge blanket reactor. Bioresour. Technol. 2011, 102, 9904–9911. [Google Scholar] [CrossRef]
- Yin, S.; Ryan, R.; Harris, M.; Tan, Z. Subcritical hydrothermal liquefaction of cattle manure to bio-oil: Effects of conversion parameters on bio-oil yield and characterization of bio-oil. Bioresour. Technol. 2010, 101, 3657–3664. [Google Scholar] [CrossRef]
- Nanda, S.; Mohanty, P.; Pant, K.K. Characterization of North American lignocellulosic biomass and biochars in terms of their candidacy for alternate renewable fuels. Bioenergy Res. 2013, 6, 663–677. [Google Scholar] [CrossRef]
- Janal-Uddin, A.T.; Shakirudeen, A.; Salaudeen, S.A.; Dutta, A.; Zytner, R.G. Hydrothermal Conversion of Waste Biomass from Greenhouses into Hydrochar for Energy, Soil Amendment, and Wastewater Treatment Applications. Energies 2002, 15, 3663. [Google Scholar] [CrossRef]
- Nicolae, S.A.; Au, H.; Modugno, P.; Luo, H.; Szego, A.; Qiao, M.; Li, L.; Yin, W.; Heeres, H.; Berged, N.; et al. Recent advances in hydrothermal carbonisation: From tailored carbon materials and biochemicals to applications and bioenergy. Green Chem. 2020, 22, 4747. [Google Scholar] [CrossRef]
- Collard, F.; Blin, J. A review on pyrolysis of biomass constituents: Mechanisms and composition of the products obtained from the conversion of cellulose, hemicelluloses and lignin. Renew. Sust. Energy Rev. 2014, 38, 594–608. [Google Scholar] [CrossRef]
- Titirici, M.; White, R.; Falcoa, C.; Sevillab, M. Black perspectives for a green future: Hydrothermal carbons for environment protection and energy storage. Energy Environ. Sci. 2012, 5, 6796. [Google Scholar] [CrossRef]
- Funke, A.; Ziegler, F. Hydrothermal carbonization of biomass: A summary and discussion of chemical mechanisms for process engineering. Biofuel. Bioprod. Bior. 2010, 4, 160–177. [Google Scholar] [CrossRef]
- Kruse, A.; Dahmen, N. Water—A magic solvent for biomass conversion J. Supercrit. Fluids 2015, 96, 36–45. [Google Scholar] [CrossRef]
- Harvey, A.H.; Friend, D.G. Physical Properties of Water, Aqueous Systems at Elevated Temperatures and Pressure: Physical Chemistry in Water, Steam and Hydrothermal Solutions; Elsevier: Amsterdam, The Netherlands, 2004. [Google Scholar]
- Yang, B.; Cheng, M. Py-FTIR-GC/MS Analysis of Volatile Products of Automobile Shredder Residue Pyrolysis. Polymers 2020, 12, 2734. [Google Scholar] [CrossRef]
- Tarhan, S.Z.; Koçer, A.; Özçimen, D.; Gökalp, I. Utilization of hydrothermal process water for microalgal growth. Eurasian J. Biol. Chem. Sci. 2020, 3, 42–47. [Google Scholar]
- Fuertes, A.B.; Arberstain, M.C.; Sevilla, M.; Macia-Agullo, J.A.; Fiol, S.; Lopez, R.J.; Smernik, R.J.; Aitkenhead, W.P.; Arce, F.; Macias, F. Chemical and structural properties of carbonaceous products obtained by pyrolysis and hydrothermal carbonisation of corn stover. Aus. J. Soil Res. 2010, 48, 618–626. [Google Scholar] [CrossRef]
- Inoue, S.; Hanaoka, T.; Minowa, T. Hot compressed water treatment for production of charcoal from wood. J. Chem. Eng. Japan 2002, 35, 1020–1023. [Google Scholar] [CrossRef]
- Möller, M.; Schröder, U. Hydrothermal production of furfural from xylose and xylan as model compounds for hemicelluloses. RSC Adv. 2013, 3, 22253. [Google Scholar] [CrossRef]
- Yu, Y.; Lou, X.; Wu, H. Some Recent Advances in Hydrolysis of Biomass in Hot-Compressed Water and Its Comparisons with Other Hydrolysis Methods. Energy Fuels 2008, 22, 46–60. [Google Scholar] [CrossRef]
- Antal, M.; Mok, W.; Richards, G. Mechanism of formation of 5-(hydroxymethyl)-2-furaldehyde from D-fructose and sucrose. Carbohydr. Res. 1990, 199, 91–109. [Google Scholar] [CrossRef] [PubMed]
- Karagöz, S.; Bhaskar, T.; Muto, A.; Sakata, Y. Catalytic Hydrothermal Treatment of Pine Wood Biomass: Effect of RbOH and CsOH on Product Distribution. J. Chem. Technol. Biotechnol. 2005, 80, 1097–1102. [Google Scholar] [CrossRef]
- Mukherjee, A.; Dumont, M.; Raghavan, V. Sustainable production of hydroxymethyl furfural and levulinic acid: Challenges and opportunities. Biomass Bioenergy 2015, 72, 143–183. [Google Scholar] [CrossRef]
- Kibet, J.; Khachatryan, L.; Dellinger, B. Molecular Products and Radicals from Pyrolysis of Lignin. Environ. Sci. Technol. 2012, 46, 12994–13001. [Google Scholar] [CrossRef] [PubMed]
- Laurichesse, S.; Avérous, L. Chemical modification of lignins: Towards biobased polymers. Prog. Polym. Sci. 2014, 39, 1266–1290. Available online: www.elsevier.com/locate/ppolysci (accessed on 16 May 2022). [CrossRef]
- Buendia-Kandia, F.; Mauviel, G.; Guedon, E.; Rondags, E.; Petitjean, D.; Dufour, A. Decomposition of Cellulose in Hot-Compressed Water: Detailed Analysis of the Products and Effect of Operating Conditions. Energy Fuels 2018, 32, 4127−4138. [Google Scholar] [CrossRef]
- Gao, Y.; Wang, H.; Junhong, J.; Peng, P.; Zhai, M.; She, D. Hydrothermal degradation of hemicelluloses from triploid poplar in hot compressed water at 180–340 °C. Polym. Degrad. Stab. 2016, 126, 179–187. [Google Scholar] [CrossRef]
- Peterson, A.; Vogel, F.; Lachance, R.; Fro¨ling, M.; Antal, M.J.; Tester, J. Thermochemical biofuel production in hydrothermal media: A review of sub- and supercritical water technologies. Energy Environ. Sci. 2008, 1, 32–65. [Google Scholar] [CrossRef]
- Torres, A. Physical, chemical, and bioactive compounds of tree tomato (Cyphomandra betacea). Arch. Lat. Nutr. 2012, 62, 381–388. (In Spanish) [Google Scholar] [PubMed]
- Silva-Beltrán, N.P.; Ruiz-Cruz, S.; Chaidez, C.; Ornelas-Paz, J.D.; López-Mata, M.A.; Márquez-Ríos, E.; Estrada, M.I. Chemical constitution and effect of extracts of tomato plants by-products on the enteric viral surrogates. Int J. Environ. Health Res. 2015, 25, 299–311. [Google Scholar] [CrossRef]
- Kim, D.; Kwack, Y.; Lee, J.; Chun, C. Antimicrobial Activity of Various Parts of Tomato Plants Varied with Different Solvent Extracts; Plant Pathol. J. 2019, 35, 149–155; [Google Scholar] [CrossRef]
- Werpy, T.; Petersen, G. Top Value Chemicals from Biomass. In Energy Efficiency and Renewable Energy; U.S. Department of Energy: Washington, DC, USA, 2004; pp. 1–76. [Google Scholar]
- Fisher Scientific. Catalog Number AAH2871807, Furan-2,5-dicarboxalic Acid (96%), quantity 1g, price S147,25 Each. 2022. Available online: https://www.fishersci.com/shop/products/furan-2-5-dicarboxylic-acid-98-thermo-scientific/AAH2871803 (accessed on 15 September 2022).
- Triebl, C. Simulation and Economic Analysis of 5-Hydroxymethylfurfural Conversion to 2,5-Furandicarboxylic Acid. ‘Diplom-Ingenieur’ Thesis, Leoben University of Mining, Leoben, Austria, 2012. [Google Scholar]
- Xu, S.; Zhou, P.; Zhang, Z.; Yang, C.; Zhang, B.; Deng, K.; Steven Bottle, S.; Zhu, H. Selective Oxidation of 5-Hydroxymethylfurfural to 2,5-Furandicarboxylic Acid Using O2 and a Photocatalyst of Co-thioporphyrazine Bonded to g-C3N4. J. Am. Chem. Soc. 2017, 139, 14775–14782. [Google Scholar] [CrossRef]
- De-Kreij, C.; Voogt, M.; Baas, R. Nutrient solutions and water quality for soilless cultures. In Applied Plant Research; Division Glasshouse: Naaldwijk, The Netherlands, 2003; Available online: https://edepot.wur.nl/456342 (accessed on 16 May 2022).









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Biomass | Extractives % | Hemicellulose % | Lignin % | Cellulose % | Ash % | HHV MJ/kg |
|---|---|---|---|---|---|---|
| Tomato plant | 14.1 ± 2.4 | 37.2 ± 2.1 | 11.9 ± 1.8 | 32.1 ± 2.6 | 4.7 ± 0.3 | 12.7 |
| Miscanthus | 6.9 | 30.2 | 14.2 | 44.4 | 4.4 | 17.4 |
| Switch grass | 13.6 | 33.7 | 8.4 | 35.3 | 9.1 | 15.3 |
| Corn stover | 26.3 | 26.3 | 9.5 | 29.7 | 8.2 | 15.6 |
| Peak Location -Wavenumber cm−1 | Stretching of Bonds | Organic Chemical Types that Absorb IR |
|---|---|---|
| 700–750 | C-O-C, ring | Cyclic/ring containing compounds |
| 1550–1750 | C=C, C=O | Aldehyde, ketone, easter, amide, acids, aromatic, alkene, vinyl, vinylidene, aliphatic, methyl and methylene |
| 2100–2250 | C=C, C=N | Alkene, alkyne, nitrile, aromatics |
| 2850–3700 | C-H, O-H, C=C-H, N-H, | Alkane, alcohol, alkene, amide, amine, |
| 400–700 | C-H | Hemicellulose |
| 875 | C-H | Aromatic and lignin |
| 910 | C-H | Cellulose and hemicellulose |
| 1060 | C-O stretching and C-O deformation | Alcohol |
| 1108 | O-H association | Alcohol and hemicellulose |
| 1082 and 1176 | C-O-C stretching vibration | Cellulose and lignin |
| 1215 | C-O stretching | Lignin |
| 1264 | C-O-C Stretching | Cellulose |
| 1402; 1410–1435 | C-H; O-H bending | Carboxylic acid |
| 1440–1500 | O-CH3 | Lignin |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jamal-Uddin, A.-T.; Reza, M.T.; Norouzi, O.; Salaudeen, S.A.; Dutta, A.; Zytner, R.G. Recovery and Reuse of Valuable Chemicals Derived from Hydrothermal Carbonization Process Liquid. Energies 2023, 16, 732. https://doi.org/10.3390/en16020732
Jamal-Uddin A-T, Reza MT, Norouzi O, Salaudeen SA, Dutta A, Zytner RG. Recovery and Reuse of Valuable Chemicals Derived from Hydrothermal Carbonization Process Liquid. Energies. 2023; 16(2):732. https://doi.org/10.3390/en16020732
Chicago/Turabian StyleJamal-Uddin, Abu-Taher, M. Toufiq Reza, Omid Norouzi, Shakirudeen A. Salaudeen, Animesh Dutta, and Richard G. Zytner. 2023. "Recovery and Reuse of Valuable Chemicals Derived from Hydrothermal Carbonization Process Liquid" Energies 16, no. 2: 732. https://doi.org/10.3390/en16020732
APA StyleJamal-Uddin, A.-T., Reza, M. T., Norouzi, O., Salaudeen, S. A., Dutta, A., & Zytner, R. G. (2023). Recovery and Reuse of Valuable Chemicals Derived from Hydrothermal Carbonization Process Liquid. Energies, 16(2), 732. https://doi.org/10.3390/en16020732