Abstract
Low- and middle-income countries have tremendous potential for renewable energy production, including production of renewable carbon from locally prolific crops. In this work, bamboo endemic to West Africa (Bambusa vulgaris) was studied as a feedstock for the production of renewable sugars as the gateway to the local production of biofuels and bio-based chemical products. The effectiveness of delignification and amorphization pretreatments was evaluated, with the observation that quantitative (97 ± 4%) sugar yields could be obtained with a rapid initial hydrolysis rate (82 ± 4 mg g−1 h−1) but only when amorphization was performed following delignification. Experimental measurements and further characterization using 13C solid state nuclear magnetic resonance (NMR) helped establish the importance of amorphization and delignification and explained why the order of these treatments determined their effectiveness. The economics of the bamboo-based process were compared with those projected for corn stover, selected as a well-studied benchmark crop. Because of the higher bamboo growth rate compared with corn stover and the effectiveness of the pretreatment, the projected net present value (NPV) of the bamboo biorefinery was positive ($190 MM, U.S.), whereas the corn biorefinery projected to negative NPV (−$430 MM, U.S.). A socially sustainable framework for deployment of a bamboo biorefinery in a low- or middle-income economy was then proposed, guided by the principle of local ownership and stakeholder buy-in. The findings presented here motivate further investment in development of bamboo cultivation and conversion to sugars as a rapid route to decarbonization of low- and middle-income economies.
1. Introduction
Making a transition to clean energy sources globally has the potential to save trillions of dollars [1] and avert the worst impacts of climate change [2]. Given the differences in renewable resource bases and their economic norms, low- and middle-income nations can play a key role in the decarbonization process. For example, countries identified as low- and middle-income economies have especially abundant resource bases for wind and especially solar power [3]. West Africa alone, assuming an adequate water supply, has the potential to produce 120,000 TWh of green hydrogen per year at a price of less than $2.63/kg [4], a quantity that if realized would be transformative for industry, transportation, and agriculture [5].
Solar and wind energy will play a key role in decarbonization [6], but, alone, these two technologies cannot replace all of the products currently derived from petroleum [7]. This points to a key challenge: decarbonization while retaining the carbon-based fuels, chemicals, and materials that cannot be eliminated. Biomass has potential, as a low-carbon alternative to petroleum, to replace liquid fuels, especially for air transportation, and industrial chemicals [8]. Cellulose, the most abundant component of biomass, is also the world’s largest source of renewable carbon [9], while lignin is the second most abundant component of biomass and the world’s most abundant source of renewable aromatic moieties [10].
Low- and middle-income countries have especially abundant supplies of the two requirements for biomass growth: solar input and land [11]. Accordingly, along with providing renewable electricity, low- and middle-income countries can play a key role in providing renewable carbon as part of a globally realized clean-energy transition [12].
In the past, resource-based development programs, including copper and cobalt mining or rubber production, have exerted a destabilizing effect on the host economies and societies [13]. This destabilization effect must be avoided for successful integration of renewable carbon from low- and middle-income countries in the global economies, and three pre-conditions can help minimize or prevent this destabilizing effect. First and foremost, the clean energy technologies must make efficient use of the biomass feedstock, without production of waste that will damage the local environment instead of preserving it. Second, any process that produces renewable carbon must be economically competitive with petroleum. While solar and wind power have already become competitive in many locations [14], production of bio-renewable carbon has yet to achieve similar economic success [15]. Third and finally, the technology must be appropriate for the social and economic structures which exist in low- and middle-income countries. History has amassed cases of catastrophic failure when technologies were imposed by industrialized countries, which is especially true for extractive processes such as mining or petroleum recovery [16]. These three pre-conditions fall roughly into three categories: (1) science and technology, (2) economics, and (3) societal considerations. Satisfying these three pre-conditions requires careful selection of an appropriate biomass crop and cost-effective and efficient conversion technology. When it comes to biomass crops appropriate for low- and middle-income countries, bamboo has many attractive features, including compatibility with growth on marginal lands, high drought tolerance, high growth rates, and low input requirements. Relative to corn stover, a well-studied feedstock that may be appropriate for the northerly climates of many industrialized nations, bamboo has an enormous advantage in growth rate, as its growth rate is approximately 10-times greater than corn stover. The high growth rate translates into greater opportunities to scaleup bioproduction, taking advantage of economies of scale [17]. In addition, bamboo can provide many environmental services that supplement its role as a renewable carbon source, including phytoremediation to remove heavy metals from contaminated soils [18], as a barrier to desertification and erosion [19], and as an ecosystem of its own [20]. All of these benefits are naturally conferred to the local population, helping ensure that the technology is not simply forced upon an unwilling population in order to meet the energy needs of low- and middle-income economies.
While substantial effort has been placed on growth and conversion of corn stover, much less is known about bamboo. This means that targeted efforts are required if bamboo is to realize its tremendous potential as a renewable carbon source in low- and middle-income countries. This points to a clear knowledge gap.
In addition to selecting an appropriate crop, maximizing societal benefits requires selection of an effective conversion technology that is appropriate for a low- or middle-income country. Many options are available [21]. Among these, conversion of the biopolymers into simple sugars [22] is an attractive, versatile approach since subsequent fermentation or catalytic conversion of simple sugars affords a wide range of bioproducts, ranging from ethanol and butanol to succinic acid [23]. In turn, many of these secondary products are platform chemicals of their own; for example, conversion of ethanol to jet fuel is becoming increasingly efficient [24]. Ethylene derived from renewable ethanol is already a commercial product for production of renewable polyethylene [25].
The key bottleneck in the sugars platform is the production of the sugars themselves [26]. Intense effort in the industrialized world on crops appropriate primarily for Northern climates, such as poplar, corn stover, or switch grass, has produced a wide range of approaches [27] the most advanced of which is a pretreatment step followed by enzyme hydrolysis [22]. The pretreatment step is necessary to expose and render accessible the cellulose content of the biomass [28]. An ideal pretreatment step leaves the residual cellulose and possibly hemicellulose amenable to conversion to simple sugars using cellulase enzymes [22]. Extensive studies have resulted in a vast reservoir of fundamental knowledge about the conversion of biomass into simple sugars. Many factors are important, including the properties and especially the accessibility and crystallinity of the cellulose contained in the biomass [29], the lignin content and disposition [30], the particle size [31], and ash content [32].
Unfortunately, compared with feedstocks like corn stover or poplar, crops appropriate for low- and middle-income economies, including bamboo, have been studied far less [33]. No existing theory can predict the effects of a given pretreatment for a particular feed, meaning that experiments are needed to quantify the effect of a given pretreatment on a particular type of biomass [34]. Accordingly, this study seeks to address the knowledge gap that exists for cost-effective pretreatment of bamboo and the resulting yields of simple sugars that can be obtained from it.
Learning from earlier work on corn stover and similar feedstocks, cellulose crystallinity [29] and lignin content [30] have emerged as critical parameters determining pretreatment effectiveness. Accordingly, sequential pretreatments that address these two factors have promise for rapid and near-quantitative conversion of cellulose and hemicellulose in bamboo into simple sugars [35,36]. In this study, we therefore tested sequential lignin removal and amorphization of a highly productive bamboo species native to Western Africa [37] (Bambusa vulgaris), measuring sugar yields and production rates and performing additional experiments using solid state 13C nuclear magnetic resonance (NMR) spectroscopy to understand key features of the sequential pretreatment [38]. We then input these data to an existing economic model published by the National Renewable Energy Lab [39], which was modified for the conditions expected for B. vulgaris cultivation. Finally, we assessed the technical performance and economics, both in terms of net present value and within the socio-economic context of potential host countries. These results and the hierarchical model of physical science, engineering, economics, and social science provide a new approach to decarbonization of low- and middle-income economies that leap-frogs the industrialized world and enables benefits of these activities to accrue locally.
2. Experimental Materials and Methods
2.1. Materials
Harvested bamboo (Bambusa vulgaris) from the University of Ife farms, Nigeria, was pulverized using a hammer mill, and sieved to a particle size range of 212–425 µm. The resulting sample is termed untreated bamboo, or bamboo-UN. The biochemical and elemental composition of the bamboo used in this study was reported previously [34]. Cellic CTec2 (containing cellulase, β-glucosaidase and hemicellulase, product SAE0020), acetic acid ≥ 99.7%, and sodium chlorite 80% were purchased from Sigma-Aldrich, St. Louis, MO, USA. Sulfuric acid and ethanol ACS grade were from Pharmco-Aaper. All chemicals were used as received.
2.2. Ball Milling
In a stainless-steel ball-milling cylinder (18 mm in diameter and 55.5 mm long) containing three stainless steel balls (2 × 9.5 mm diameter and 1 × 15.85 mm diameter) and fastened to a vibratory mill (RETSCH MM 2000 Mill, Retsch GmbH, Haan, Germany), a sample of bamboo weighing 1.0 g was placed and ball-milled (BM) for 60 min. Resulting samples are called bamboo-BM30 or 60, where the number refers to the duration of the ball milling treatment.
2.3. Delignification
Bamboo was delignified (DL) with acetic acid and sodium chlorite (NaClO2) solutions at 70 °C in an oil bath for 6 h, following published methods [35]. Prior to the process, 1 g of sieved dry bamboo biomass was weighed into a 250 mL Erlenmeyer flask containing NaClO2 at 0.6 g/g dry biomass and 32.6 mL/g dry biomass of 0.32 M acetic acid. The mixture was thoroughly shaken, covered, and heated at 70 °C in an oil bath with continuous stirring at 60× g for 2 h. Thereafter, the slurry was filtered and washed with deionized water. The process was repeated twice at the same temperature and duration. The washed bamboo was then air dried in a fume hood overnight for further analysis. Sample prepared using the delignification process are termed bamboo-DL.
2.4. Preparation of Native-like Lignin
Native-like lignin was prepared from bamboo by using the cosolvent enhanced lignin fractionation method (CELF) [40]. The CELF reaction is effective in cleaving the bonds between lignin and hemicellulose [41] while solubilizing the extracted lignin. Hammer-milled bamboo was first soaked in a 1:1 (weight basis) mixture of THF and water and then supplemented with 0.05 M dilute H2SO4. The 10 wt% slurry mixture was then transferred into a 1-gal jacketed Hastelloy reactor with no stirrer and heated to 160 °C by steam-injection into the jacket. The sample was maintained at this temperature for 15 min before being discharged to a cooling vessel that was submerged in a water bath at room temperature. The product slurry from CELF pretreatment was then vacuum-filtered through a paper-filter in a Büchner funnel to separate the liquor from the solids. The liquor was then subjected to rotary evaporation at 60 °C under mild vacuum to boil off and recover THF. Upon removal of THF from the liquor, the lignin crashes out of solution directly in the evaporating flask as a solid. The lignin solids were recovered from the flask, dried overnight in a 50 °C oven, then washed with DI water to serve as a native-like lignin substrate. When CELF lignin is supplemented to delignified bamboo during hydrolysis, the sample is termed bamboo-DL+L.
2.5. Enzymatic Hydrolysis
Biomass at 10% (w/v) solids loading was depolymerized using 20 FPU/g enzyme loading at 247 FPU/mL enzyme activity in a 50 mM citrate buffer (pH 5.0) containing 0.3% sodium azide. The substrate and enzyme mixtures were incubated at 50 °C and 150× g rpm. Hydrolysis experiments were performed for a series of reaction times and sugar yield was measured after each experiment. At the end of the depolymerization, the hydrolyzate was centrifuged (Eppendorf #5804) at 4000× g for 5 min and the supernatant collected for enzymes inactivation in vigorously boiling water for 5 min, followed by filtration using a 0.22 μm PTFE syringe filter for sugar analysis. All reactions were carried out in triplicate.
For the lignin addition studies, CELF lignin was supplemented to delignified bamboo reaction mixture to replicate the cellulose-to-lignin ratio of ~3:1 present in bamboo-UN [34], and enzymatic hydrolysis was performed under the same enzymatic hydrolysis conditions above (i.e., 10% (w/v) solids loading and enzyme loading of 20 FPU/g biomass).
2.6. Hydrolyzate Characterization
Hydrolyzate samples were analyzed for sugars on a Shimadzu Ultra HPLC Nexera Series system equipped with Diode Array Detector (DAD), Refractive Index Detector (RID) and Phenomenex Rezex ROA-Organic Acid H+(8%) HPLC column. The samples were eluted with 5 mM H2SO4 at a flow rate of 0.6 mL/min and an oven temperature of 35 °C. The calibration curve of compounds of interest was obtained using solutions of known concentrations (0.25, 0.5, 1.0, 1.5, 2.0, 5.0 and 7.0 g/L).
2.7. Biomass Characterization
Select feeds and representative treated materials were analyzed using solid state 13C NMR. NMR spectra were recorded on a Bruker Avance Neo 400WB spectrometer at a frequency of 100 MHz, with 1H irradiation at 400 MHz for cross polarization (CP) and dipolar decoupling. Samples were packed as received into 4 mm zirconia rotors and measured under magic-angle spinning (MAS) in a Bruker double-resonance probe head. The 90°-pulse length was 3.6 ms and 4 ms for 1H and 13C, respectively. Multiple cross polarization with composite pulses [42] and 5 repolarization delays at 14 kHz provided nearly quantitative comprehensive 13C NMR spectra, while cross polarization at 9 kHz is optimum for delignified materials. The 13C NMR spectra were recorded with 1H decoupling of |gB1|/2p = 89 kHz. Chemical shifts were referenced to TMS, with the COO resonance of a-glycine at 176.49 ppm serving as a secondary reference.
Solid state NMR provides quantitative measurements of cellulose crystallinity, lignin content, and other properties of biomass. To confirm trends in crystallinity observed using solid state NMR and to expand the range of samples that could be analyzed, a Rigaku Geigerflex Diffractometer (Rigaku Corporation, Tokyo, Japan) using Cu Kα (λ = 1.540598 Å) at 37.5 kV and 25 mA was used to obtain the X-ray diffractograms of samples. Samples were scanned from 2θ angles in the range of 6–50° at a step size and scan speed of 0.05° and 1.0 s per step, respectively.
2.8. Techno-Economic Analysis
Techno-economic analysis was performed for sugar production in three scenarios: one benchmark scenario for corn stover and two scenarios for bamboo. The cellulosic sugars model published by NREL was used as the starting point [39]. For the corn stover benchmark, the scale of the biorefinery was adjusted for handling a circular area with a 15 km radius centered on the refinery, with all other parameters held constant from their set points. For bamboo, corn stover pretreatment processes were replaced with the sequential process developed here, the biorefinery was re-scaled to account for differences in productivity between bamboo and corn stover, and all other parameters were held at their fixed point to allow direct comparison with the analysis performed for corn stover. Chemical costs were estimated using quotes or publicly available sources; the energy requirements of ball milling were estimated from Ekwe et al. [34] The U.S. dollar was used for all calculations, including labor costs, resulting in a conservative estimate of installation and operating expenses arising from labor. More details are provided in the Supplementary Materials, Figures S3 and S4.
3. Results and Discussion
The objective of this work is to study the potential of bamboo as a source of renewable carbon in low- and middle-income countries, merging advances in science and engineering, techno-economic analysis, and analysis of social adoption to maximize the potential benefits [34]. Because industrialized economies have largely overlooked tropical energy crops such as bamboo, our first step was to identify conditions which achieve rapid and quantitative recovery of sugars under mild conditions. Earlier work by Ekwe et al. [34] showed that 62% sugar yields could be obtained from a two-step treatment of B. vulgaris, with the first step consisting of ball milling and the second consisting of enzyme hydrolysis. The yield obtained after ball milling for 60 min (i.e., “bamboo-BM60”) compares favorably to that for untreated bamboo (termed “bamboo-UN”). These two results are shown in the first two lines of Table 1, which also includes information on sugar formation rates (at least 10-times greater for bamboo-BM60 compared with bamboo-UN). Further details are provided in Table S1, which presents individual glucose, xylose, and arabinose yields; Figure S1, which presents time-resolved hydrolysis data; and Figure S2, which presents original XRD diffractograms corresponding to the samples listed in Table 1.

Table 1.
Sugar yields and formation rates observed for B. vulgaris treated under different conditions.
The benefits of ball milling are directly attributable to a significant difference in sample crystallinity before and after pretreatment (Table 1) [34]. Unfortunately, ball milling on its own could not achieve quantitative sugar yields, meaning that it results in wasting approximately 40% of the sugar content of the bamboo. Bamboo-BM60 represented the greatest extent of ball milling that could be achieved in the lab without sample charring; moreover, XRD and NMR analysis revealed near complete amorphization of bamboo-BM60 (see Table 1), indicating that increased duration of the ball milling treatment was unlikely to result in further increases in sugar yields. Instead, and based on guidance from previous studies that indicated that lignin inhibits enzyme hydrolysis [43] by blocking enzyme access and non-productive enzyme binding [30], we decided to delignify the bamboo. For this purpose, we chose a mild, oxidative delignification method [35], known to preserve the underlying cellulose and hemicellulose structure. The resulting sample is termed “bamboo-DL” and results are shown in Table 1. Amazingly, delignification on its own results in 78 ± 5% sugar yield, 26% (and 16 percentage points) greater than even that observed for bamboo-BM60.
To understand the benefits of delignification in more detail, bamboo-BM60 and bamboo-DL were analyzed using 13C NMR. Figure 1 and Figure 2 contain solid state 13C NMR spectra of bamboo-BM60 and bamboo-DL, along with several other spectra to be discussed later. As anticipated, the NMR spectrum obtained for bamboo-BM60 indicates complete amorphization. This observation can be attributed to formation of “truly amorphous” cellulose, and the expected outcome is to render the bamboo much more reactive. Interestingly, the hemicellulose reactivity is also increased by ball milling, though the NMR spectrum contains no information that suggests chemical transformation of the hemicellulose after ball milling. This result must therefore be attributable to differences in hemicellulose accessibility after amorphization.
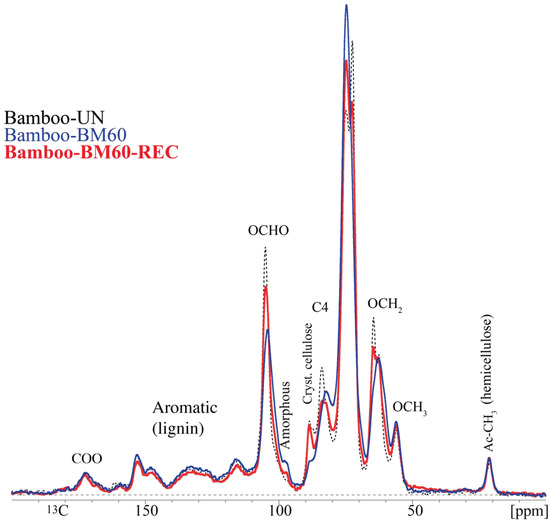
Figure 1.
MultiCP 13C NMR spectra of bamboo-UN, bamboo-BM60, and bamboo-BM60-REC. Table 1 provides descriptions of these samples.
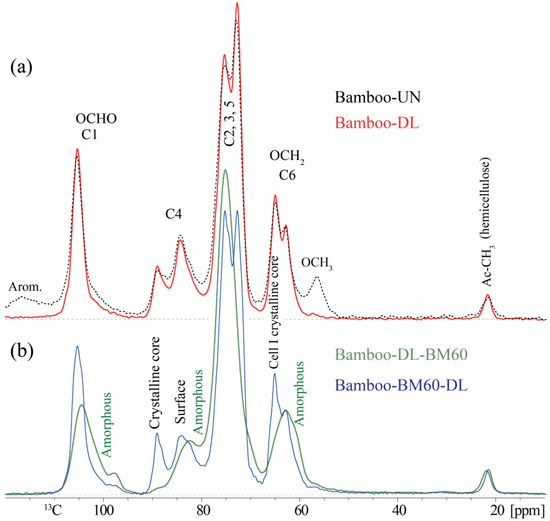
Figure 2.
Cross polarization 13C NMR spectra of sp3-hybridized C in (a) bamboo-UN and bamboo-DL; (b) bamboo-DL-BM60 and bamboo-BM60-DL. Table 1 provides descriptions of these samples.
NMR analysis of bamboo-DL (Figure 2a) indicates >95% lignin removal, as desired. Interestingly, and as quantified in Table 1, the crystallinity of bamboo increases after the delignification treatment. Otherwise, NMR does not identify any significant (i.e., >5%) change in the chemical composition of cellulose or hemicellulose content of the bamboo after delignification. Accordingly, we can attribute the >10-fold increase in sugar yields obtained with delignification primarily to lignin removal itself, and not some secondary effect on the cellulose and hemicellulose. If anything, comparison of results obtained for bamboo-BM60 and bamboo-DL indicates that the delignification increases sugar yields despite rendering the cellulose (and potentially hemicellulose) less reactive than in its original form. On its own, the effect of lignin removal might either be attributable to its role in blocking enzyme access or non-productive enzyme binding. Understanding which effect is more important can help guide continued development of the bamboo delignification approach, especially since this understanding might enable partial delignification as an energy-efficient and cost-effective method of increasing bamboo reactivity.
To explore observations made from bamboo-DL in greater detail, we performed a novel experiment of lignin supplementation. Here, lignin was first removed from the sample as before using a gentle oxidative technique to produce bamboo-DL. Then, in a second experiment, lignin was removed from bamboo using co-solvent enhanced lignin fractionation (termed “CELF”), a method which has been shown to preserve much of the original lignin structure [44], unlike the oxidative delignification technique used to produce bamboo-DL, which results in extensive lignin depolymerization [35]. Supplementing the CELF lignin to delignified bamboo in the proper proportion as present in the untreated sample results in a new sample that we term “bamboo-DL+L”. The advantage of bamboo-DL+L is that lignin supplemented in this way is not bound to the cellulose and hence cannot block enzyme access to it. Lignin supplementation effectively isolates the enzyme binding phenomenon from enzyme blocking.
Table 1 shows that enzyme hydrolysis of bamboo-DL+L results in a sugar yield equal to that obtained for bamboo-BM60 and 27% less than that observed for bamboo-DL. Similarly, the sugar production rate observed for bamboo-DL+L is approximately half that observed for bamboo-DL. Based on these observations, we can surmise that lignin plays a more important role in enzyme blocking than enzyme binding; lignin re-distribution that leaves cellulose surfaces exposed therefore has potential to reduce the energy requirements and costs associated with complete lignin removal while still boosting sugar yields.
Results achieved with bamboo-DL are impressive given that the delignification process increases the crystallinity of the remaining cellulose, an effect which can be associated with decreased reactivity. Accordingly, the next step was to combine delignification with mechanical cellulose decrystallization. Two experiments were performed, one with delignification preceding decrystallization (achieved by ball milling the delignified sample for 60 min, bamboo-DL-BM60) and one consisting of decrystallization followed by delignification (bamboo-BM60-DL). The results are summarized in Table 1. Interestingly, bamboo-DL-BM60 shows negligible improvements over bamboo-DL in terms of sugar yields upon hydrolysis, within the limits of experimental uncertainty and despite a roughly 50% increase in sugar formation rates. Remarkably in comparison, hydrolysis of bamboo-BM60-DL achieves near quantitative sugar yields (again within the limits of experimental uncertainty) and a sugar formation rate that is twice that observed for bamboo-DL. Comparison of bamboo-DL with bamboo-B60-DL and bamboo-DL-BM60 clearly shows the benefits of sequential treatments targeting both cellulose crystallinity and lignin content. Counter-intuitively, the order of the decrystallization and delignification treatments is crucial, with a clear preference for decrystallization followed by delignification. Any technological deployment must take this preference into account.
The next step was to understand why the order of the two steps of the sequential process was so important. A clue is provided in the XRD and NMR measurements of crystallinity of the two samples, with bamboo-DL-BM60 being much more amorphous than bamboo-BM60-DL. Comparison of these two diffractograms in Figure S1, and of the NMR spectra in Figure 2b, reveals a relative absence of the peaks associated with crystallinity in the bamboo-BM60-DL spectrum, much more so than in the bamboo-DL-BM60 spectrum. This difference in crystallinity required further explanation, prompting an additional experiment.
We hypothesized that the newly understood phenomenon of water-promoted recrystallization [45] was responsible for the dramatic differences in crystallinity observed between bamboo-BM60-DL and bamboo-DL-BM60. Tyufekchiev et al. [45] recently linked water-promoted recrystallization of amorphized microcrystalline cellulose to increased reactivity, a mechanism that could explain the observations made for bamboo-BM60-DL and bamboo-DL-BM60. Specifically, the delignification process selected in this study is aqueous-based, providing an opportunity for water-promoted recrystallization of the bamboo-BM60 sample after its amorphization by ball milling. To date, the effect of water recrystallization on reducing amorphized cellulose reactivity has only been reported for microcrystalline cellulose, which is a model compound for whole biomass, and at aggressive hydrolysis conditions (>100 °C). To test the recrystallization hypothesis for whole biomass at mild conditions used in this study, we subjected bamboo-BM60 to a treatment intended to simulate enzyme hydrolysis conditions, with the exception that the enzyme was excluded from the mixture. The resulting sample is termed bamboo-BM60-REC; it was analyzed using NMR (as shown in Figure 1) and subsequently subjected to enzyme hydrolysis to convert it to simple sugars (Table 1). Consistent with the recrystallization hypothesis, bamboo-BM60-REC has much greater crystallinity than bamboo-BM and nearly identical crystallinity to bamboo-BM60-DL, showing significant water-promoted recrystallization takes place when amorphized biomass is exposed to liquid water. Figure 1 contains the NMR spectrum of bamboo-BM60-REC showing the return of crystalline features following the recrystallization treatment. Further, the sugar yield obtained from hydrolysis of bamboo-BM60-REC is 22% points less than that measured for bamboo-BM60, indicating that recrystallization of amorphous cellulose also restores its recalcitrance. This is an important finding, as it provides clear guidance for designing sequential treatments that address lignin and crystallinity barriers to cellulose reactivity-decrystallization steps must follow any treatment that exposes the biomass to water, otherwise the benefits of decrystallization are reversed.
Continuing with development of scientific understanding of bamboo conversion, we can plot the data provided in Table 1 to examine the interrelationships between the various dependent and independent variables. Accordingly, Figure 3a plots the measured total sugar yields as a function of the feedstock crystallinity as measured by XRD. An additional data point, originally reported by Ekwe et al. [34] and corresponding to a 30-min ball milling treatment (bamboo-BM30) appears on Figure 3a, but not in Table 1, to provide greater context. Samples with (BM30, BM60, and BM60-REC) and without lignin (DL, DL-BM60, BM60-DL).
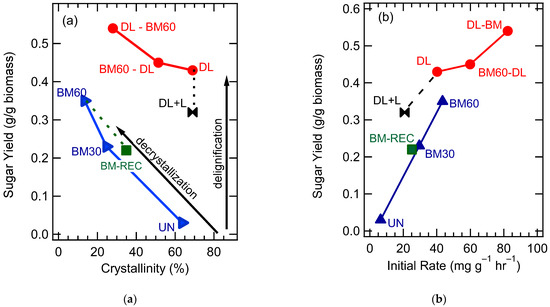
Represent two clearly differentiated trends in Figure 3a. Sugar yields are much more sensitive to crystallinity for the samples containing lignin than those that do not. This indicates that lignin removal and decrystallization play partially redundant roles. Considering the lignin-containing samples, the data point corresponding to bamboo-BM60-REC falls nearly on the line defined by the other lignin-containing samples, further supporting the reversibility of crystallization and recrystallization. Lignin supplementation (DL+L) results in a point that is intermediate to the data sets for which native lignin is present and for which it is absent, though somewhat closer to the lignin-containing data and again pointing to an especially important role for lignin in enzyme blocking.
Figure 3b plots glucose yields as a function of initial formation rates. As in Figure 3a, the data separate into clusters depending on their lignin content. Interestingly, both data sets can be represented by roughly linear relationships. The slope of the line describing the delignified data, which includes bamboo-DL+L, is less than that describing the data corresponding to bamboo which has not been delignified. The differences in slopes can be explained by the complementary roles of cellulose crystallinity and lignin removal. In fact, the observation that initial rate impacts sugar yields more for the lignin-containing samples than it does for the delignified ones is highly indicative of the role of enzyme de-activation on lignin competing with cellulose hydrolysis. In other words, fast initial reaction rates are necessary for lignin-containing samples, since enzyme is deactivated in parallel reactions with lignin. For delignified samples, rapid initial reaction rates are less important to achieve high sugar yields, since the deactivation reactions are less important.
A second interesting observation in Table 1 that has not yet been discussed in depth is the product ratio of glucose to xylose. This value is roughly 3 to 1 for most samples, which is consistent with the native bamboo composition as reported previously [34]. In two cases, BM60-REC and DL+L the glucose-to-xylose ratio deviates from 3 to take much larger values (see Table 1). The glucose-to-xylose ratios measured for these two samples implicate a differential role played by enzyme binding to lignin (more strongly for hemicellulase than cellulase) and/or hemicellulose accessibility. Future work can address these subtle differences. For the purposes of the present study, the most promising treatment, DL-BM60, achieves a 3 to 1 glucose-to-xylose ratio, which is easily interpreted based on bamboo’s constituents.
Returning to a high-level technological perspective of Table 1, the experiments presented to this point indicate that a two-step process can achieve rapid and near-quantitative conversion of bamboo to simple sugars (bamboo-DL-BM60). This yield exceeds any previously reported value for this feedstock; given the favorable growth rate of bamboo compared with other feedstocks such as corn stover [34], an opportunity exists for scale-up of the corresponding biorefinery without increasing the distance over which biomass is transported. Since increasing transportation distances increases both feedstock costs and emissions [46], highly intense bamboo cultivation coupled with highly effective conversion to sugars represents a potentially economically viable path to renewable sugars. Cost-effective production of renewable sugars then opens the path for production of many biofuels and bio-products [47] The next step was to compare the costs associated with the delignification-amorphization process applied to bamboo with those associated with corn stover as a well-studied benchmark [39].
A previously published detailed techno-economic analysis on corn stover conversion to sugars [39] was used as the starting point for the bamboo analysis. The corn stover process consists of dilute acid pretreatment followed by enzyme hydrolysis, which is an older process than proposed here. Accordingly, for the analysis of the bamboo refinery, we replaced the corn stover dilute acid pretreatment processes with delignification and amorphization processes. The scale was adjusted in both cases to reflect published productivity of corn stover [46] and bamboo [48], assuming in each case that the biorefinery feed was cultivated on approximately 7000 hectares of land, the equivalent of a 15 km radius circle centered on the refinery. Consistent scale factors were used to adjust costs based on capacity, and U.S. labor rates were used in both cases. No attempt was made to monetize the rapid hydrolysis rates observed for bamboo-DL-BM60 (see Table 2), which is a conservative choice since rapid rates can potentially permit downsizing the enzyme hydrolysis reactor, reducing costs. As a further conservative choice, labor costs were kept for the U.S. labor market; labor costs will be less in low- and middle-income economies, again indicating that cost projections will be over-predicted for these locations. Table 2 provides important details used for the analysis of the corn stover and bamboo processes; more details are provided in the Supplementary Materials (Figures S3 and S4). Full details of the corn stover benchmark case, including simulation meta-files, are publicly available [39].
Table 2.
Techno-economic analysis of biorefineries based on corn stover (benchmark) and bamboo.
Table 2 provides the results of the economic analysis. Holding the area of cultivation constant between the corn stover and bamboo cases means that the capacity of the bamboo biorefinery is roughly 10-times greater than that of the stover biorefinery-consistent with the relative growth rates of the two crops [46,48]. This difference results in a corresponding increase in the capital costs of the bamboo biorefinery relative to the stover version, subject to the applied scale-up factor. And, while the capital expenses projected for any of these projects all exceed $300 MM, that figure should be placed in the perspective of the $12 T potential for converting low- and middle-income countries to renewable energy [1].
Despite the differences in initial investment, because of the economies of scale and the efficiency of the conversion process, the bamboo biorefinery results in a positive projection of net present value (NPV), whereas the corn stover process resulting in a negative NPV. Clearly, switching from corn stover to bamboo and using an effective conversion technology has disruptive economic potential. Accordingly, despite the large up-front investment required for a bamboo biorefinery, much of this cost is due to the scale that rapid bamboo growth makes possible, which results in a much more attractive investment.
While the bamboo biorefinery is much more economically attractive than the corn stover version, scope remains to improve economics further. The delignification technology used here is an aqueous process that utilizes acetic acid and sodium chlorite. These reagents add to the operating expenses of the bamboo biorefinery. More importantly, the sodium chlorite process oxidizes and depolymerizes the lignin, rendering it as a water-soluble product that is not easily recovered. Accordingly, for the bamboo biorefinery, we modeled the process to include a much larger wastewater treatment capacity than used for the stover biorefinery. The result is that wastewater treatment represents more than 25% of the capital expenses associated with the bamboo biorefinery. Reducing this cost is an obvious way to improve the economics of the bamboo biorefinery.
The sodium chlorite process used here was selected as an effective method of boosting cellulose reactivity while retaining the underlying cellulose and hemicellulose in as pristine a condition as possible [35]. Alternative delignification techniques are available, including the traditional organosolv process [49], co-solvent enhanced lignin fractionation (CELF)_using tetrahydrofuran [41], and the g-valerolactone-based process [50]. Each of these alternatives yields a lignin in solid form that can be utilized for different applications, including combustion to offset the heating requirement associated with downstream processes such as distillation of an ethanol product obtained by fermentation of the sugar stream. Adoption of a lignin fractionation technique that retains the lignin in solid form, rather than as an aqueous contaminant, adds a new value stream to the biorefinery that would decrease the costs of the associated wastewater treatment plant.
Replacing the sodium chlorite process with one of the aforementioned alternatives would result in many first- and second-order changes in the process simulation that are difficult to capture without targeted experiments. For this reason, we analyzed the economics for a third scenario (scenario 3 in Table 2), still for bamboo but now with a 50% reduction in wastewater treatment capital costs. In principle, these cost savings might be realized by adoption of a fractionation technique that produced a solid, rather than soluble, lignin type that could be removed prior to wastewater treatment; or, by recovery and valorization of the lignin depolymerization products formed during delignification [51]. Accordingly, in the spirit of a sensitivity analysis, Table 2 includes the low wastewater cost scenario for bamboo. As expected, reducing wastewater costs by 50% reduces the capital expenses by approximately 13%, and accordingly improves projected NPV by 7% relative to the bamboo baseline scenario with full wastewater costs. While the low wastewater cost scenario requires development of new technologies beyond those considered here, it shows the sensitivity of process economics to wastewater costs that can guide future efforts. In fact, sacrificing sugar yields while reducing wastewater costs may be the most promising new direction—a counter-intuitive finding in a field long focused entirely on improving yields.
Effective technology and economic viability are necessary yet not entirely sufficient requirements for beneficial deployment of a technology in a low- and middle-income economy. Mining operations and other extractive industries generally meet these two requirements, yet exert a destabilizing effect on their host countries. An extractive industry can be defined as one that takes resources-through mining, human labor, or agricultural products-from economically disadvantaged countries and exports out of the country all of the benefits-the material itself, value-added manufacturing possibilities, as well as the benefits that come from the products produced. Extractive industries have proven socially disruptive many times throughout history [52], and memory of previous failures may dissuade allotment of the necessary upfront funding (seen from Table 2 to begin in the range of hundreds of millions of dollars).
At the outset of the paper, we asserted that biofuels production does not have to follow the path used previously by extractive industries. Instead, careful planning can identify synergies between biofuel production and local economies that avoids disruptive effects. The remainder of this study proposes a framework to achieve this desirable outcome, building on the transdisciplinary framework of stakeholder input recommended by Bergendahl et al. [53].
A comprehensive strategy for sustainable investments for decarbonizing low- and middle-income countries is a work in progress. Nonetheless, years of investments resulting in uneven outcomes points to the importance of engaging all layers of stakeholders. A list of stakeholders for decarbonization investment will include, at a minimum: the investors, central government, local government, relevant non-governmental organizations active in that area, local leaders, and most importantly the local population. Investors, central government, and even local governments are often included in the process as a matter of course. Without their inclusion, investors do not invest, governments do not issue necessary permits, and local government can create additional red tape and increase transaction costs. In addition to these obvious actors, the needs of the local population/community are often overlooked, yet arguably equally important for investment to have the desired outcomes. In fact, the local community must not only be included in the decision-making process, but also intimately involved as implementation partners. The local community must be convinced of the economic and ecological services benefits of the bamboo project; then engaged during its implementation to the mutual benefit of the project and the community. Then, the local community becomes implementation partners.
The concept of implementation partners in transdisciplinary research means that local people are engaged in the development process in a way that supports principles of egalitarianism and peer-to-peer interaction. Why? Perhaps contrary to popular opinion, people living in low-and middle-income countries are both industrious and innovative [54,55]. Furthermore, if they share in the ownership—intellectual, not necessarily of the physical objects—local people can make a project work or be part of its failure.
In the 1960s, Princeton Economist Albert O. Hirschman [13] wrote about this phenomenon as the principle of the hiding hand. For Hirschman, the “hiding hand” (not to be confused with the Smithian ‘invisible hand of the market’) demonstrates that failures come because we underestimate, or cannot fathom in the first place, the challenges of our venture. Rather, we use heuristics, case studies, and best practices, for example, to normalize our goals and frame them not in terms of their challenges, but under the useful delusion of the absence of a challenge.
As an example of the hiding hand that is especially relevant to bamboo, Hirschman describes an account of the successful Karnapuli Paper Mill built in the former East Pakistan (now Bangladesh). After years of economic analysis, prototyping and market testing, advisors for the International Bank for Reconstruction and Development (the precursor to the World Bank) determined that mills could produce paper products from bamboo that could compete with wood-based products on the American market. After nearly a decade of planning and construction the mill complex came online in 1954. Not long after the bamboo entered production, the plantations of bamboo, where the mill was drawing its raw materials from, unexpectedly flowered, then died. Dead bamboo was worthless to this enterprise. After this “crop failure”, the managers of the plant, who had specifically been drawn from the local population and therefore had buy-in for the success of the project and local knowledge appropriate to it, began a research program to cultivate faster growing bamboo and add retrofits so that other forms of wood could be processed. As a result, the plant, with the knowledge and networks of the local labor force, created a successful operation that had a more diversified source of raw materials than imagined previously.
The Karnapuli example shows that through understanding the local context, engaging local communities as partners, and contribute to the implementation process, only improves on a project’s chances of success. One key purpose of the work presented here, then, is to avoid the fallacy and spurious logic that the technology and its outputs will, as a matter of course, integrate and resonate with local norms, knowledge, and needs (cf. Auty’s resource curse thesis 2002) [56]. To extend the benefits of sustainable development or carbon neutral energy to places like Brazil, Nigeria, Ghana, Ecuador, or Argentina, we must place as much emphasis on co-designing a local biofuel economy as we do for converting biomass into simple sugars. Just as acutely, the ancillary benefits-such as erosion control–and potential unwanted side effects-like water use or wastewater generation as in the case of the delignification technology-must be communicated and-if possible-mitigated through design. The biofuel science we presented above is intrinsically important to the success of this project based on certain assumptions, like efficiency, water treatment characteristics and costs, and fixed capital costs at different manufacturing plant scales. So, too, is the relationship the project has with the local economy, perceptions of costs and benefits, and community “ownership”. The literature of “green development in low- and middle-income countries” is littered with cases of failed technology because project proponents employed aspatial assumptions about technology and ROIs, but overlooked the contingencies of developing new economic ecosystems that reflected the institutional norms of a host community [13,16]. The next step in this project is, then, to reveal and examine the critical factors required for a local economy to support this endeavor.
4. Conclusions
Making the transition to a decarbonized economy in low- and middle-income countries has game-changing economic and climate saving potential with bioenergy playing a key role, provided that suitable feedstocks are selected, effective technologies are developed for converting biomass into simple sugars, favorable economics can be achieved, and local stakeholders can be engaged. In this work, bamboo was studied as a renewable source of carbon that is fast growing, acclimated to marginal soils, and suitable for many low- and middle-income countries. Sequential treatments addressing lignin content and cellulose crystallinity were applied to bamboo, achieving quantitative sugar yields (97 ± 4%) and rapid initial hydrolysis rates (82 ± 4 mg g−1 h−1). 13C NMR was used to understand these effects, showing in particular the role of crystallinity on hydrolysis. Several economic scenarios were studied. Because of the economies of scale afforded by the faster growing bamboo, biorefineries with a bamboo feed achieved positive NPV, whereas corn stover did not. Corporate profitability is not synonymous with project success. We considered the role of the transdisciplinary stakeholder engagement of local populations, who can offer insights beyond local employment. Transdisciplinary engagement can encourage a sense of ownership and communication of the long-term economic and environmental benefits of bamboo biorefining, using trusted channels such as respected local leaders. This work outlines a path to decarbonize transportation fuels and chemicals in low- and middle-income countries, by cost effective conversion of fast-growing bamboo to simple sugars as well as bringing a transdisciplinary perspective to local stakeholder/partner engagement.
Supplementary Materials
The following supporting information can be downloaded at: https://www.mdpi.com/article/10.3390/en16010331/s1, Figure S1: Time-resolved data observed for enzymatic, Figure S2: X-ray diffractograms; Figure S3: Process flow of the corn stover to sugars process [39]; Figure S4: Process flow of the corn stover to sugars process [57]; Table S1: Hydrolysis yields obtained from enzymatic hydrolysis
Author Contributions
Conceptualization, M.T.T. and M.V.T.; methodology, A.A.S.; formal analysis, K.S.-R., M.V.T., C.M.C. and M.T.T.; investigation, N.B.E., Z.Z., M.V.T., G.A.T., A.R.M. and K.S.-R.; resources, C.M.C., A.A. and E.O.O.; data curation, A.A.S.; writing-original draft preparation, M.T.T., R.K. and K.S.-R.; writing-reviewing and editing, M.V.T., A.A., K.S.-R. and R.K.; supervision, W.O.S.; project administration, M.T.T.; funding acquisition, M.T.T., N.B.E. and W.O.S. All authors have read and agreed to the published version of the manuscript.
Funding
This work was funded in part by the U.S. National Science Foundation (ENG/1554283), the Pan African Materials Institute (PAMI) under the World Bank African Centers of Excellence program (AUST/PAMI/2015 5415-NG), and the Tertiary Education Trust Fund (TETFund) of Nigeria. The HPLC used to quantify sugar content was purchased as part of Shimadzu Academic Grant Program (SPARQ). The NSF-MRI program (Award No. 1726346) funded acquisition of the solid-state NMR spectrometer used in this work.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Way, R.; Ives, M.C.; Mealy, P.; Farmer, J.D. Empirically grounded technology forecasts and the energy transition. Joule 2022, 6, 2057–2082. [Google Scholar] [CrossRef]
- IPCC. Adaptation, and Vulnerability. In Contribution of Working Group II to the Sixth Assessment Report of the Intergovernmental Panel on Climate Change; Pörtner, H.-O., Roberts, D.C., Tignor, M., Poloczanska, E.S., Mintenbeck, K., Alegría, A., Craig, M., Langsdorf, S., Löschke, S., Möller, V., et al., Eds.; Cambridge University Press: Cambridge, UK; New York, NY, USA, 2022; 3056p. [Google Scholar] [CrossRef]
- Vanegas Cantarero, M.M. Of renewable energy, energy democracy, and sustainable development: A roadmap to accelerate the energy transition in developing countries. Energy Res. Soc. Sci. 2020, 70, 101716. [Google Scholar] [CrossRef]
- Available online: https://www.brookings.edu/blog/africa-in-focus/2022/05/10/the-promise-of-african-clean-hydrogen-exports-potentials-and-pitfalls/ (accessed on 15 November 2022).
- IEA. 2019. Available online: https://www.iea.org/reports/the-future-of-hydrogen (accessed on 15 November 2022).
- He, G.; Lin, J.; Sifuentes, F.; Liu, X.; Abhyankar, N.; Phadke, A. Rapid cost decrease of renewables and storage accelerates the decarbonization of China’s power system. Nat. Commun. 2020, 11, 2486. [Google Scholar] [CrossRef]
- Schiffer, Z.J.; Manthiram, K. Electrification and Decarbonization of the Chemical Industry. Joule 2017, 1, 10–14. [Google Scholar] [CrossRef]
- Kohli, K.; Prajapati, R.; Sharma, B.K. Bio-based chemicals from renewable biomass for integrated biorefineries. Energies 2019, 12, 233. [Google Scholar] [CrossRef]
- McNamara, J.T.; Morgan, J.L.; Zimmer, J. A molecular description of cellulose biosynthesis. Annu. Rev. Biochem. 2015, 84, 895. [Google Scholar] [CrossRef] [PubMed]
- Calvo-Flores, F.G.; Dobado, J.A. Lignin as renewable raw material. ChemSusChem 2010, 3, 1227–1235. [Google Scholar] [CrossRef]
- Solangi, K.H.; Islam, M.R.; Saidur, R.; Rahim, N.A.; Fayaz, H. A review on global solar energy policy. Renew. Sustain. Energy Rev. 2011, 15, 2149–2163. [Google Scholar] [CrossRef]
- Martinot, E.; Chaurey, A.; Lew, D.; Moreira, J.R.; Wamukonya, N. Renewable energy markets in developing countries. Annu. Rev. Energy Environ. 2002, 27, 309–348. [Google Scholar] [CrossRef]
- Hirschman, A.O. Development Projects Observed; Brookings Institution Press: Washington, DC, USA, 2014. [Google Scholar]
- IEA. 2022. Available online: https://www.iea.org/reports/solar-pv (accessed on 15 November 2022).
- Davis, R.; Grundl, N.; Tao, L.; Biddy, M.J.; Tan, E.C.D.; Beckham, G.T.; Humbird, D.; Thompson, D.N.; Roni, M.S. Process Design and Economics for the Conversion of Lignocellulosic Biomass to Hydrocarbon Fuels and Coproducts: 2018 Biochemical Design Case Update; Biochemical Deconstruction and Conversion of Biomass to Fuels and Products via Integrated Biorefinery Pathways; NREL: Washington, DC, USA, 2018.
- Escobar, A. Designs for the Pluriverse. In Designs for the Pluriverse; Duke University Press: Durham, NC, USA, 2018. [Google Scholar]
- Aui, A.; Wang, Y.; Mba-Wright, M. Evaluating the economic feasibility of cellulosic ethanol: A meta-analysis of techno-economic analysis studies. Renew. Sustain. Energy Rev. 2021, 145, 111098. [Google Scholar] [CrossRef]
- Bian, F.; Zhong, Z.; Zhang, X.; Yang, C.; Gai, X. Bamboo—An untapped plant resource for the phytoremediation of heavy metal contaminated soils. Chemosphere 2020, 246, 125750. [Google Scholar] [CrossRef] [PubMed]
- Neba, B.; Chimi, D.; Gadinga, W.; Kaam, R. Bamboo Policy Integration Analysis Cameroon; INBAR Working Paper: Tripura, India, 2020. [Google Scholar]
- Ramakrishnan, M.; Zhou, M.; Baskar, K.; Packiam, S. Role of bamboo in ecosystem. Austin J. Environ. Toxicol. 2018, 4, 1023. [Google Scholar]
- Ramos, A.; Monteiro, E.; Rouboa, A. Biomass pre-treatment techniques for the production of biofuels using thermal conversion methods—A review. Energy Convers. Manag. 2022, 270, 116271. [Google Scholar] [CrossRef]
- Mosier, N.; Wyman, C.; Dale, B.; Elander, R.; Lee, Y.; Holtzapple, M.; Ladisch, M. Features of promising technologies for pretreatment of lignocellulosic biomass. Bioresour. Technol. 2005, 96, 673–686. [Google Scholar] [CrossRef] [PubMed]
- Zhou, Z.; Lei, F.; Li, P.; Jiang, J. Lignocellulosic biomass to biofuels and biochemicals: A comprehensive review with a focus on ethanol organosolv pretreatment technology. Biotechnol. Bioeng. 2018, 115, 2683–2702. [Google Scholar] [CrossRef]
- Tanzil, A.H.; Zhang, X.; Wolcott, M.; Brandt, K.; Stöckle, C.; Murthy, G.; Garcia-Perez, M. Evaluation of dry corn ethanol bio-refinery concepts for the production of sustainable aviation fuel. Biomass Bioenergy 2021, 146, 105937. [Google Scholar] [CrossRef]
- Zhang, M.; Yu, Y. Dehydration of Ethanol to Ethylene. Ind. Eng. Chem. Res. 2013, 52, 9505–9514. [Google Scholar] [CrossRef]
- Jha, S.; Nanda, S.; Acharya, B.; Dalai, A.K. A review of thermochemical conversion of waste biomass to biofuels. Energies 2022, 15, 6352. [Google Scholar] [CrossRef]
- Agbor, V.B.; Cicek, N.; Sparling, R.; Berlin, A.; Levin, D.B. Biomass pretreatment: Fundamentals toward application. Biotechnol. Adv. 2011, 29, 675–685. [Google Scholar] [CrossRef]
- Mankar, A.R.; Pandey, A.; Modak, A.; Pant, K.K. Pretreatment of lignocellulosic biomass: A review on recent advances. Bioresour. Technol. 2021, 334, 125235. [Google Scholar] [CrossRef]
- Hall, M.; Bansal, P.; Lee, J.H.; Realff, M.J.; Bommarius, A.S. Cellulose crystallinity—A key predictor of the enzymatic hydrolysis rate. FEBS J. 2010, 277, 1571–1582. [Google Scholar] [CrossRef] [PubMed]
- Yoo, C.G.; Meng, X.; Pu, Y.; Ragauskas, A.J. The critical role of lignin in lignocellulosic biomass conversion and recent pretreatment strategies: A comprehensive review. Bioresour. Technol. 2020, 301, 122784. [Google Scholar] [CrossRef] [PubMed]
- Liu, Z.-H.; Qin, L.; Pang, F.; Jin, M.-J.; Li, B.-Z.; Kang, Y.; Dale, B.E.; Yuan, Y.-J. Effects of biomass particle size on steam explosion pretreatment performance for improving the enzyme digestibility of corn stover. Ind. Crops Prod. 2013, 44, 176–184. [Google Scholar] [CrossRef]
- Huang, C.; Wu, X.; Huang, Y.; Lai, C.; Li, X.; Yong, Q. Prewashing enhances the liquid hot water pretreatment efficiency of waste wheat straw with high free ash content. Bioresour. Technol. 2016, 219, 583–588. [Google Scholar] [CrossRef] [PubMed]
- Zhao, Y.; Damgaard, A.; Christensen, T.H. Bioethanol from corn stover—A review and technical assessment of alternative biotechnologies. Prog. Energy Combust. Sci. 2018, 67, 275–291. [Google Scholar] [CrossRef]
- Ekwe, N.B.; Tyufekchiev, M.V.; Salifu, A.A.; Tompsett, G.A.; LeClerc, H.O.; Belden, E.R.; Onche, E.O.; Ates, A.; Schmidt-Rohr, K.; Yuan, S. Mechanochemical Pretreatment for Waste-Free Conversion of Bamboo to Simple Sugars: Utilization of Available Resources for Developing Economies. Adv. Sustain. Syst. 2022, 6, 2100286. [Google Scholar] [CrossRef]
- Siqueira, G.; Várnai, A.; Ferraz, A.; Milagres, A.M. Enhancement of cellulose hydrolysis in sugarcane bagasse by the selective removal of lignin with sodium chlorite. Appl. Energy 2013, 102, 399–402. [Google Scholar] [CrossRef]
- Cheng, M.-H.; Maitra, S.; Clennon, A.N.C.; Appell, M.; Dien, B.S.; Singh, V. The effects of sequential hydrothermal-mechanical refining pretreatment on cellulose structure changes and sugar recoveries. Biomass Convers. Biorefinery 2022. [Google Scholar] [CrossRef]
- Bystriakova, N.; Kapos, V.; Lysenko, I. Bamboo Biodiversity: Africa, Madagascar and the Americas; UNEP/Earthprint: Nairobi, Kenya, 2004. [Google Scholar]
- Yuan, S.; Tyufekchiev, M.V.; Timko, M.T.; Schmidt-Rohr, K. Direct quantification of the degree of polymerization of hydrolyzed cellulose by solid-state NMR spectroscopy. Cellulose 2022, 29, 2131–2144. [Google Scholar] [CrossRef]
- “NREL 2017 Biochemical Sugar Model”. Biorefinery Analysis Process Models. Available online: https://www.nrel.gov/extranet/biorefinery/aspen-models/ (accessed on 15 November 2022).
- Wang, Y.-Y.; Sengupta, P.; Scheidemantle, B.; Pu, Y.; Wyman, C.E.; Cai, C.M.; Ragauskas, A.J. Effects of CELF Pretreatment Severity on Lignin Structure and the Lignin-Based Polyurethane Properties. Front. Energy Res. 2020, 8, 149. [Google Scholar] [CrossRef]
- Meng, X.; Parikh, A.; Seemala, B.; Kumar, R.; Pu, Y.; Christopher, P.; Wyman, C.E.; Cai, C.M.; Ragauskas, A.J. Chemical Transformations of Poplar Lignin during Cosolvent Enhanced Lignocellulosic Fractionation Process. ACS Sustain. Chem. Eng. 2018, 6, 8711–8718. [Google Scholar] [CrossRef]
- Duan, P.; Schmidt-Rohr, K. Composite-pulse and partially dipolar dephased multiCP for improved quantitative solid-state 13C NMR. J. Magn. Reson. 2017, 285, 68–78. [Google Scholar] [CrossRef] [PubMed]
- Huang, C.; Jiang, X.; Shen, X.; Hu, J.; Tang, W.; Wu, X.; Ragauskas, A.; Jameel, H.; Meng, X.; Yong, Q. Lignin-enzyme interaction: A roadblock for efficient enzymatic hydrolysis of lignocellulosics. Renew. Sustain. Energy Rev. 2022, 154, 111822. [Google Scholar] [CrossRef]
- Meng, X.; Bhagia, S.; Wang, Y.; Zhou, Y.; Pu, Y.; Dunlap, J.R.; Shuai, L.; Ragauskas, A.J.; Yoo, C.G. Effects of the advanced organosolv pretreatment strategies on structural properties of woody biomass. Ind. Crops Prod. 2020, 146, 112144. [Google Scholar] [CrossRef]
- Tyufekchiev, M.; Kolodziejczak, A.; Duan, P.; Foston, M.; Schmidt-Rohr, K.; Timko, M.T. Reaction engineering implications of cellulose crystallinity and water-promoted recrystallization. Green Chem. 2019, 21, 5541–5555. [Google Scholar] [CrossRef]
- Volk, T.A.; Berguson, B.; Daly, C.; Halbleib, M.D.; Miller, R.; Rials, T.G.; Abrahamson, L.P.; Buchman, D.; Buford, M.; Cunningham, M.W.; et al. Poplar and shrub willow energy crops in the United States: Field trial results from the multiyear regional feedstock partnership and yield potential maps based on the PRISM-ELM model. GCB Bioenergy 2018, 10, 735–751. [Google Scholar] [CrossRef]
- Gómez Millán, G.; Hellsten, S.; Llorca, J.; Luque, R.; Sixta, H.; Balu, A.M. Recent advances in the catalytic production of platform chemicals from holocellulosic biomass. ChemCatChem 2019, 11, 2022–2042. [Google Scholar] [CrossRef]
- Non-Wood Forest Products 18, W.B.R., A Thematic Study Prepared in the Framework of the Global Forest Resources Assessment. 2005. Available online: https://www.fao.org/3/a1243e/a1243e00.htm (accessed on 15 November 2022).
- El Hage, R.; Brosse, N.; Chrusciel, L.; Sanchez, C.; Sannigrahi, P.; Ragauskas, A. Characterization of milled wood lignin and ethanol organosolv lignin from miscanthus. Polym. Degrad. Stab. 2009, 94, 1632–1638. [Google Scholar] [CrossRef]
- Lê, H.Q.; Zaitseva, A.; Pokki, J.P.; Ståhl, M.; Alopaeus, V.; Sixta, H. Solubility of organosolv lignin in γ-valerolactone/water binary mixtures. ChemSusChem 2016, 9, 2939–2947. [Google Scholar] [CrossRef] [PubMed]
- Wang, H.; Pu, Y.; Ragauskas, A.; Yang, B. From lignin to valuable products–strategies, challenges, and prospects. Bioresour. Technol. 2019, 271, 449–461. [Google Scholar] [CrossRef]
- Escobar, A. Construction nature: Elements for a post-structuralist political ecology. Futures 1996, 28, 325–343. [Google Scholar] [CrossRef]
- Bergendahl, J.A.; Sarkis, J.; Timko, M.T. Transdisciplinarity and the food energy and water nexus: Ecological modernization and supply chain sustainability perspectives. Resour. Conserv. Recycl. 2018, 133, 309–319. [Google Scholar] [CrossRef]
- Ambole, A. Embedding design in transdisciplinary research: Perspectives from urban Africa. Des. Issues 2020, 36, 28–40. [Google Scholar] [CrossRef]
- Eglash, R.; Foster, E.K. On the politics of generative justice: African traditions and maker communities. In What Do Science, Technology, and Innovation Mean from Africa; Routledge: London, UK, 2017; pp. 117–135. [Google Scholar]
- Auty, R. Sustaining Development in Mineral Economies: The Resource Curse Thesis; Routledge: London, UK, 2002. [Google Scholar]
- Available online: https://www.macrotrends.net/2537/sugar-prices-historical-chart-data#:~:text=The%20price%20shown%20is%20in (accessed on 15 November 2022).



Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).