
Investigation of Heat Transfer and Pressure Drop for R744 in a Horizontal Smooth Tube of R744/R404A Hybrid Cascade Refrigeration System—Part 1: Intermediate Temperature Region


Abstract
1. Introduction
2. Experimental Apparatus and Data Reduction
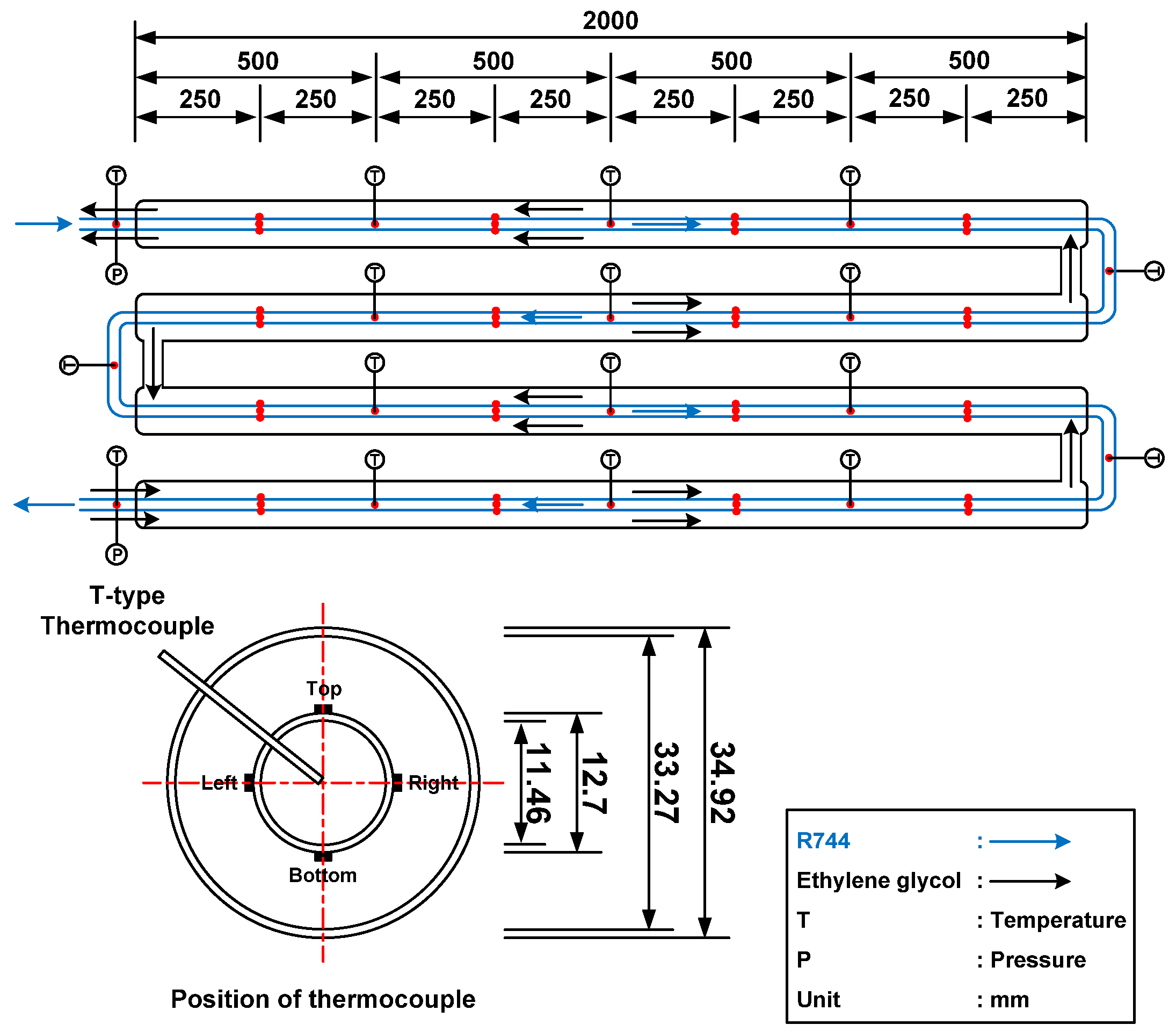
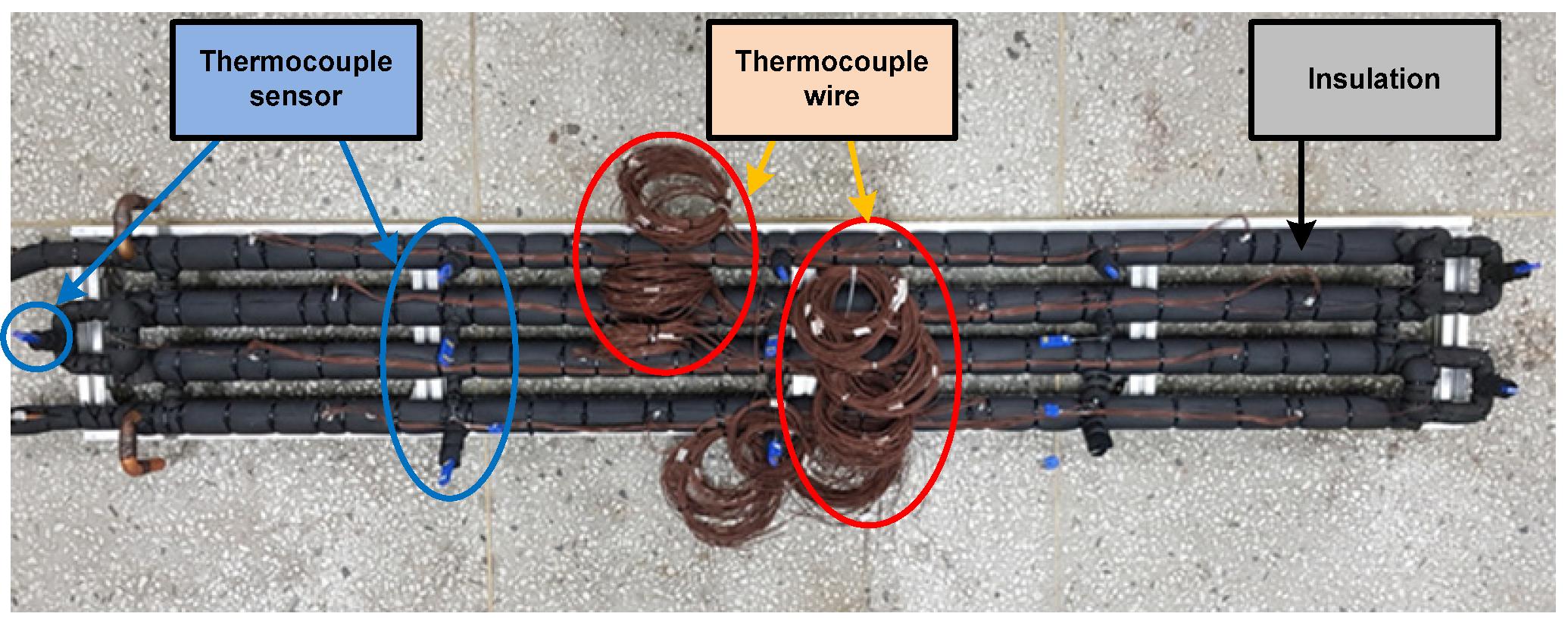
2.1. Experimental Apparatus and Method
2.2. Data Reduction
2.2.1. R744 Evaporation Heat Transfer
2.2.2. R744 Evaporation Pressure Drop
2.3. Uncertainties
3. Experimental Results
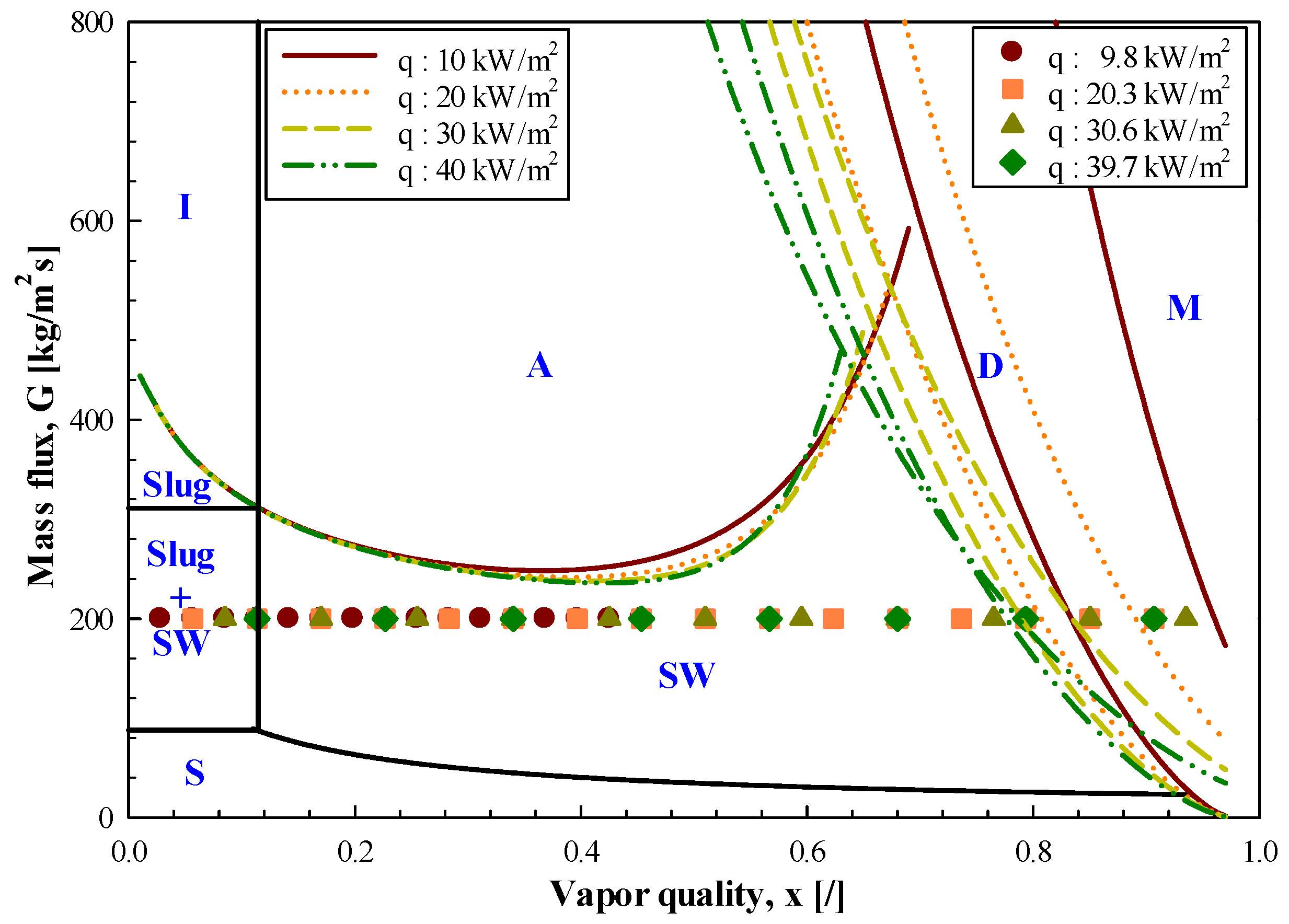
3.1. Flow Pattern Map of R744
3.1.1. Influence of the Mass Flux
3.1.2. Influence of the Saturation Temperature
3.1.3. Influence of the Heat Flux
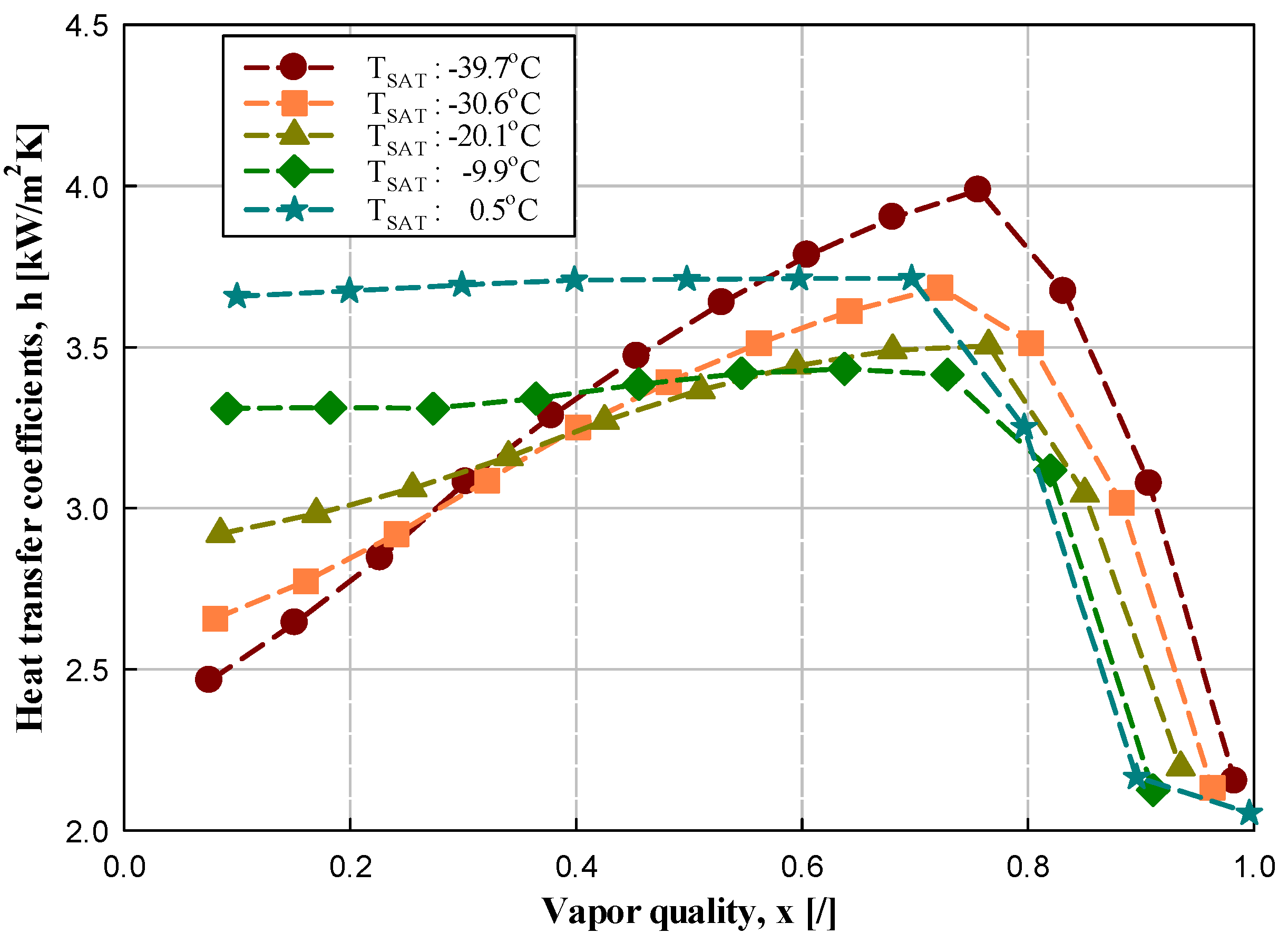
3.2. Evaporation Heat Transfer of R744
3.2.1. Influence of the Mass Flux
3.2.2. Influence of the Saturation Temperature
3.2.3. Influence of the Heat Flux
3.2.4. Comparison between Experimental Data and Existing Correlation Formulas
3.3. Evaporation Pressure Drop of R744
3.3.1. Influence of the Mass Flux
3.3.2. Influence of the Saturation Temperature
3.3.3. Influence of the Heat Flux
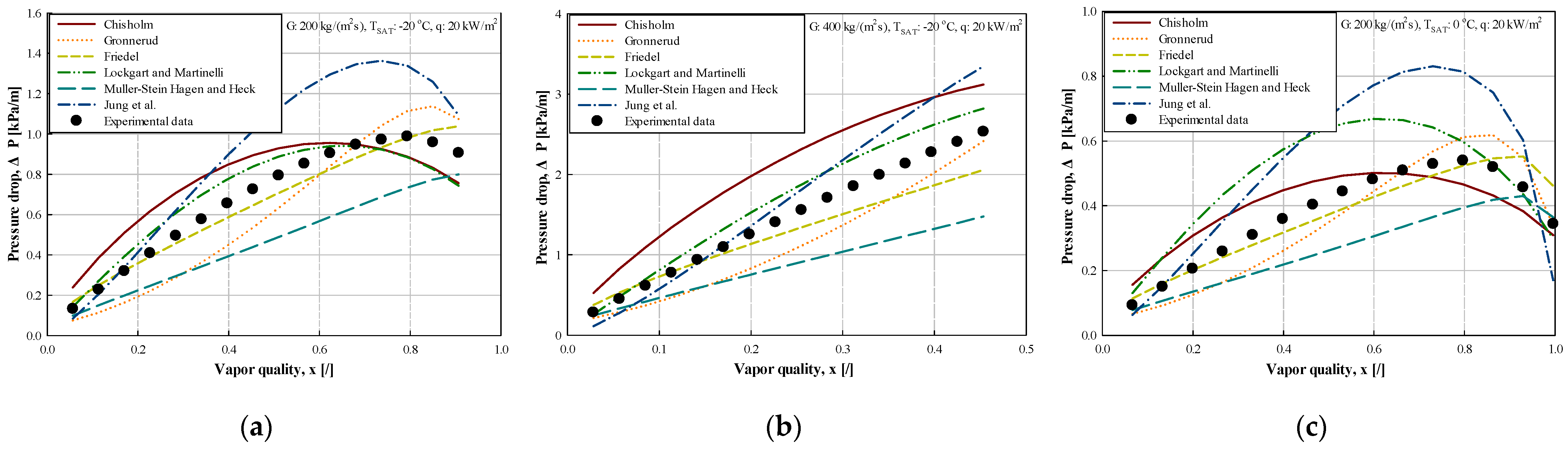
3.3.4. Comparison between Experimental Data and Existing Correlation Formulas
4. Conclusions
- As with other refrigerants, the R744 evaporator should be designed to increase the mass flux, saturation temperature, and heat flux as much as possible under the operating conditions.
- If Kandlikar’s correlation formula is used at an evaporation temperature of −20 °C, the R744 evaporation heat transfer coefficient can be predicted well.
- The heat transfer coefficient was larger in low vapor quality and smaller in high vapor quality as the saturation temperature increased. Therefore, there was a section where the heat transfer coefficient was reversed. On the other hand, in the pressure drop, the lower the saturation temperature, the greater the pressure drop as it changed from low vapor quality to high vapor quality without a special reversal section.
- To lower the evaporation pressure drop of R744, the mass and heat flux should be lowered, and the saturation temperature should be increased, unlike the results of the evaporation heat transfer coefficient. When both the pressure drop and heat transfer coefficient are considered, the pressure drop increases when the heat flux increases, but the increase is insignificant. Therefore, if the heat flux is increased and the saturation temperature is increased, both the heat transfer coefficient and pressure drop are considered to be good.
- To predict the evaporation pressure drop of R744, the experimental data of this study and the calculated value based on the existing correlation formula were compared. If Friedel’s correlation formula is used for a saturation temperature of −20 °C, which is the intermediate-temperature region of the IRS, the R744 evaporation pressure drop can be predicted well.
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
Nomenclature
| SYMBOLS | ||
| Specific heat at constant pressure | kJ/(kgK) | |
| d | Diameter | mm |
| E | Enhancement factor | |
| F | Constant in Shah’s correlation | |
| f | Friction factor | |
| Fluid-dependent parameter in Equations (16) and (17) | ||
| G | Mass velocity | kg/(m2s) |
| g | Gravity acceleration | m/s2 |
| h | Heat transfer coefficient | kW/(m2K) |
| i | Enthalpy | kJ/kg |
| Latent heat | kJ/kg | |
| k | Thermal conductivity | kW/(mK) |
| L | Tube length | mm |
| Mass flow rate | kg/s | |
| n | Number of local tube | |
| P | Pressure | kPa |
| Q | Heat capacity | kW |
| Heat flux | kW/m2 | |
| Volumetric heat generation | kW/m3 | |
| r | Radius | m |
| S | Suppression factor | |
| T | Temperature | oC |
| Specific volume | m3/kg | |
| Quality | ||
| z | Local tube length | m |
| Pressure drop due to friction | ||
| GREEK SYMBOLS | ||
| Difference | ||
| void fraction | ||
| Efficiency | ||
| Density | kg/m3 | |
| Viscosity | kg/(ms) | |
| Surface tension, Standard deviation N/m | % | |
| Two-phase multiplier | ||
| DIMENSIONLESS NUMBERS | ||
| Boiling number | ||
| Convection number | ||
| Reynolds number | ||
| Nusselt number | ||
| Prandtl number | ||
| Froude number | ||
| SUBSCRIPTS | ||
| Abs | Absolute | |
| Avg | Average | |
| B | Brine | |
| Bottom | Bottom | |
| cal | Calculated cb | |
| Convective boiling | ||
| CBD | Convective boiling dominant | |
| dry-out | Dry-out region | |
| E | Evaporation | |
| exp | Experimental | |
| f | Frictional | |
| i | Inner of the tube | |
| IA | Intermittent flow to annular flow transition | |
| in | Inlet of the tube | |
| l | Liquid state, Flow of the liquid phase alone in the tube | |
| lo | Total flow having the liquid properties | |
| left | Left | |
| loc | Local | |
| mom | Momentum | |
| mist | Mist flow | |
| nb | Nucleate boiling | |
| NBD | Nucleate boiling dominant | |
| o | Outer of the tube | |
| out | outlet of the tube | |
| pool | Pool boiling | |
| right | Right | |
| R744 | Refrigerant R744 | |
| SAT | Saturation | |
| static | Acceleration | |
| strat | Stratified flow | |
| top | Top | |
| tot | Total | |
| v | Vapor state | |
| w | Wall | |
| wavy | Wavy flow | |
| Martinelli parameter | ||
| SUPERSCRIPTS | ||
| M | Mechanical | |
| T | Thermal |
References
- Bredesen, A.M.; Aflekt, K.; Pettersen, J.; Hafner, A.; Neksà, P.; Skaugen, G. Studies on CO2 heat exchangers and heat transfer. In Proceedings of the IEA/IIR Workshop on CO2 Technologies in Refrigeration, Heat Pump, and Air-Conditioning Systems, Trondheim, Norway, 13–14 May 1997; pp. 329–358. [Google Scholar]
- Park, C.Y.; Hrnjak, P.S. Flow boiling heat transfer of CO2 at low temperatures in horizontal smooth tube. J. Heat Transf. 2005, 127, 1305–1312. [Google Scholar] [CrossRef]
- Yun, R.; Hwang, J.H.; Kim, Y.C.; Kim, M.S. Evaporation heat transfer characteristics of carbon dioxide in a horizontal smooth tube. In Proceedings of the IIR-Commission B1 Conference, Paderborn, Germany, 3–5 October 2001; pp. 517–523. [Google Scholar]
- Jeong, S.; Jeong, D.; Lee, J.J. Evaporating heat transfer and pressure drop inside helical coils with the refrigerant carbon dioxide. In Proceedings of the 21th International Congress of Refrigeration, Washington DC, USA, 17–22 August 2003; p. 260. [Google Scholar]
- Sawant, N.N.; Kim, M.S.; Payne, W.V.; Domanski, P.A.; Hwang, Y.W. A study of in-tube evaporation heat transfer of carbon dioxide. In Proceedings of the 21st IIR International Congress of Refrigeration, Washington, DC, USA, 17–22 August 2003; pp. 1–8. [Google Scholar]
- Koyama, S.; Lee, S.M.; Ito, D.; Kuwahara, K.; Ogawa, H. Experimental Study on Flow Boiling of Pure CO2 and CO2-Oil Mixtures inside Horizontal Smooth and Micro-fin Copper Tubes. In Proceedings of the IIR International Conference: Thermophysical Properties and Transfer Processes of Refrigerants, Vicenza, Italy, 30—31 August 2005; pp. 245–252. [Google Scholar]
- Knudsen, H.J.; Jensen, P.H. Heat transfer coefficient for boiling carbon dioxide. In Proceedings of the Workshop on CO2 Technologies in Refrigeration, Heat Pumps and Air Conditioning Systems, Trondheim, Norway, 13–14 May 1997; pp. 319–328. [Google Scholar]
- Yoon, S.H.; Cho, E.S.; Hwang, Y.W.; Kim, M.S.; Min, K.; Kim, Y.C. Characteristics of evaporative heat transfer and pressure drop of carbon dioxide and correlation development. Int. J. Refrig. 2004, 27, 111–119. [Google Scholar] [CrossRef]
- Schael, A.E.; Kind, M. Flow pattern and heat transfer characteristics during flow boiling of CO2 in a horizontal micro-fin tube and comparison with smooth tube data. Int. J. Refrig. 2005, 28, 1186–1195. [Google Scholar] [CrossRef]
- Wu, X.M.; Zhao, H.Y.; Wang, W.C.; Jing, L.; Zhang, L. Experimental study on evaporating heat transfer of CO2 in thin tube. J. Eng. Thermophys. 2005, 26, 823–825. [Google Scholar]
- Hashimoto, K.; Kiyotani, A.; Sasaki, N. Experimental study of influence of heat flux and mass velocity on carbon dioxide flow boiling heat transfer coefficient in horizontal smooth tube. In Proceedings of the 7th IIR Gustav Lorentzen Conference on Natural Working Fluids, Trondheim, Norway, 28–31 May 2006; pp. 1–8. [Google Scholar]
- Mastrullo, R.; Mauro, A.W.; Rosato, A.; Vanoli, G.P. Carbon dioxide local heat transfer coefficients during flow boiling in a horizontal circular smooth tube. Int. J. Heat Mass Transf. 2009, 52, 4184–4194. [Google Scholar] [CrossRef]
- Mastrullo, R.; Mauro, A.W.; Rosato, A.; Vanoli, G.P. Carbon dioxide heat transfer coefficients and pressure drops during flow boiling: Assessment of predictive methods. Int. J. Refrig. 2010, 33, 1068–1085. [Google Scholar] [CrossRef][Green Version]
- Cheng, L.; Xia, G. Flow boiling heat transfer and two-phase flow of carbon dioxide: Fundamentals, mechanistic models and applications. In Proceedings of the 4th World Congress on Momentum, Heat and Mass Transfer (MHMT 19), Rome, Italy, 10–12 April 2019. [Google Scholar] [CrossRef]
- Cheng, L.; Ribatski, G.; Quiben, J.M.; Thome, J.R. New prediction methods for CO2 evaporation inside tubes: Part I-A two-phase flow pattern map and a flow pattern based phenomenological model for two-phase flow frictional pressure drops. Int. J. Heat Mass Transf. 2008, 51, 111–124. [Google Scholar] [CrossRef]
- Rouhani, Z.; Axelsson, E. Calculation of void volume fraction in the subcooled and quality boiling regions. Int. J. Heat Mass Transf. 1970, 13, 383–393. [Google Scholar] [CrossRef]
- Kline, S.J.; McClintock, F.A. Describing Uncertainties in Single Sample Experiments. Mech. Eng. 1953, 75, 3–8. [Google Scholar]
- Moffat, R. Describing the uncertainties in experimental results. Exp. Therm. Fluid Sci. 1988, 1, 3–17. [Google Scholar] [CrossRef]
- Cheng, L.; Ribatski, G.; Wojtan, L.; Thome, J.R. New flow boiling heat transfer model and flow pattern map for carbon dioxide evaporating inside horizontal tubes. Int. J. Heat Mass Transf. 2006, 49, 4082–4094. [Google Scholar] [CrossRef]
- Cheng, L.; Ribatski, G.; Thome, J.R. New prediction methods for CO2 evaporation inside tubes: Part II—An updated general flow boiling heat transfer model based on flow patterns. Int. J. Heat Mass Transf. 2008, 51, 125–135. [Google Scholar] [CrossRef]
- Han, J.U.; Kim, S.J.; Jung, D.S.; Kim, Y.I. Flow Boiling Heat Transfer Characteristics of R22 Alternative Refrigerants in a Horizontal Smooth Tube. Korean J. Air-Cond. Refrig. Eng. 2001, 13, 242–251. [Google Scholar]
- Yun, R.; Kim, Y.C.; Kim, M.S. Two-phase flow patterns of CO2 in a narrow rectangular channel. In Proceedings of the 21st IIR International Congress of Refrigeration, Washington, DC, USA, 17–22 August 2003; pp. 1–7. [Google Scholar]
- Kew, P.A.; Cornwell, K. Correlations for the prediction of boiling heat transfer in small-diameter channels. Appl. Therm. Eng. 1997, 17, 705–715. [Google Scholar] [CrossRef]
- Wambshanss, M.W.; France, D.M.; Jendrzejczyk, J.A.; Tran, T.N. Boiling heat transfer in a horizontal small-diameter tube. J. Heat Transf. 1993, 115, 963–975. [Google Scholar] [CrossRef]
- Choi, K.I.; Pamitran, A.S.; Oh, C.Y.; Oh, J.T. Boiling heat transfer of R22, R134a, and CO2 in horizontal smooth mini-channels. Int. J. Refrig. 2007, 20, 1336–1346. [Google Scholar] [CrossRef]
- Pettersen, J. Flow vaporization of CO2 in micro-channels tubes. Exp. Therm. Fluid Sci. 2004, 28, 111–121. [Google Scholar] [CrossRef]
- Yun, R.; Kim, Y.C.; Kim, M.S. Convective boiling heat transfer characteristics of CO2 in microchannels. Int. J. Heat Mass Transf. 2005, 48, 235–242. [Google Scholar] [CrossRef]
- Choi, K.I.; Oh, J.T. Boiling Heat Transfer Ammonia inside Horizontal Smooth Small Tube. Korean J. Air-Cond. Refrig. Eng. 2013, 25, 101–108. [Google Scholar] [CrossRef]
- Zhao, X.; Bansal, P. Experimental investigation on flow boiling heat transfer of CO2 at low temperatures. Heat Transf. Eng. 2009, 30, 2–11. [Google Scholar] [CrossRef]
- Park, C.Y.; Hrnjak, P.S. CO2 and R410A Flow boiling heat transfer and pressure drop at low temperatures in a horizontal smooth tube. Int. J. Refrig. 2007, 30, 166–178. [Google Scholar] [CrossRef]
- Choi, K.I.; Pamitran, A.S.; Oh, J.T. Two-phase flow heat transfer of CO2 vaporization in smooth horizontal minichannels. Int. J. Refrig. 2007, 30, 767–777. [Google Scholar] [CrossRef]
- Thome, J.; Wojtan, L.; Ursenbacher, T. Investigation of flow boiling in horizontal tubes: Part 1—A new adiabatic two-phase flow pattern map. Int. J. Heat Mass Transf. 2005, 48, 2955–2969. [Google Scholar] [CrossRef]
- Wu, J.; Koettig, T.; Franke, C.; Helmer, D.; Eisel, T.; Haug, F.; Bremer, J. Investigation of heat transfer and pressure drop of CO2 two-phase flow in a horizontal minichannel. Int. J. Heat Mass Transf. 2011, 54, 2154–2162. [Google Scholar] [CrossRef]
- Oh, H.K.; Jo, H.; Son, C.H.; Jeon, M.J.; Yi, W.B. Evaporation heat transfer characteristics of carbon dioxide at low temperature of −30 °C~−50 °C. In Proceedings of the SAREK Summer Annual Conference, Yongpyong, Korea, 26–28 June 2013; pp. 17–20. [Google Scholar]
- Lim, T.W.; Han, K.I. A Study on Heat Transfer Characteristics in Flow Boiling of Pour Refrigerants and Their Mixtures in Horizontal Tube. Korean J. Air-Cond. Refrig. Eng. 2003, 15, 144–151. [Google Scholar]
- Chen, J.C. Correlation for boiling heat transfer to saturated fluids in convective flow. Ind. Eng. Chem. Process. Des. Dev. 1966, 5, 322–329. [Google Scholar] [CrossRef]
- Gungor, K.E.; Winterton, R.H.S. A general correlation for flow boiling in tubes and annuli. Int. J. Heat Mass Transf. 1986, 29, 351–358. [Google Scholar] [CrossRef]
- Kandlikar, S.G. A general correlation for saturated two-phase flow boiling horizontal and vertical tubes. J. Heat Transf. 1990, 112, 219–228. [Google Scholar] [CrossRef]
- Kenning, D.B.R.; Cooper, M.G. Saturated flow boiling of water in vertical tubes. Int. J. Heat Mass Transf. 1989, 32, 445–458. [Google Scholar] [CrossRef]
- Kandlikar, S.G. A model for correlating flow boiling heat transfer in augmented tubes and compact. J. Heat Transf. 1991, 113, 966–972. [Google Scholar] [CrossRef]
- Kandlikar, S.G.; Balasubramanian, P. An Extension of the flow boiling correlation to transition, laminar, and deep laminar flows in minichannels and microchannels. Heat Transf. Eng. 2004, 25, 86–93. [Google Scholar] [CrossRef]
- Bredesen, A.M.; Hafner, A.; Pettersen, J.; Nekså, P.; Aflekt, K. Heat transfer and pressure drop for in-tube evaporation of CO2. In Proceedings of the International Conference on Heat Transfer Issues in Natural Refrigerants, IIF-IIR, College Park, MD, USA, 6–7 November 1997; pp. 1–15. [Google Scholar]
- Yun, R.; Kim, Y. Two-phase pressure drop of CO2 in mini-tubes and micro-channels. Microscale Thermophys. Eng. 2004, 8, 259–270. [Google Scholar] [CrossRef]
- Moreno Quiben, J.; Thome, J.R. Flow pattern based two-phase frictional pressure drop model for horizontal tubes, Part II: New phenomenological model. Int. J. Heat Fluid Flow 2007, 28, 1060–1072. [Google Scholar] [CrossRef]
- Pierre, B. Flow resistance with boiling refrigerants part I. ASHRAE J. 1964, 6, 58–65. [Google Scholar]
- Martinelli, R.C.; Nelson, D.B. Prediction of pressure drop forced circulation boiling of water. Trans. ASME 1948, 70, 695–702. [Google Scholar]
- Baroczy, C.J. A systematic correlation for two-phase pressure drop. Chem. Eng. Prog. Symp. Ser. 1966, 62, 232–249. [Google Scholar]
- Chisholm, D. The influence of mass velocity on friction pressure gradients during steam-water flow. Proc. Inst. Mech. Eng. Conf. Proc. 1967, 182, 35. [Google Scholar] [CrossRef]
- Chisholm, D. Two Phase Flow in Pipelines and Heat Exchangers; Longman: London, UK; New York, NY, USA, 1983. [Google Scholar]
- Reddy, D.G.; Fighetti, C.F.; Merilo, M. Evaluation of two phase pressure drop correlations for high pressure steam water systems. In Proceedings of the ASME-JSME Thermal Engineering Joint Conference Proceedings, Honolulu, HI, USA, 20–24 March 1983; pp. 251–259. [Google Scholar]
- Lockhart, R.W.; Martinelli, R.C. Proposed correlation of data for isothermal, two phase, two component flow in pipes. Chem. Eng. Prog. 1949, 45, 39–48. [Google Scholar]
- Jung, D.S.; McLinden, M.; Radermacher, R.; Didion, D. A study of flow boiling heat transfer with refrigerant mixtures. Int. J. Heat Mass Transf. 1989, 32, 1751–1764. [Google Scholar] [CrossRef]
- Grönnerud, R. Investigation of liquid hold-up, flow resistance and heat transfer in circulation type evaporators. Part 4: Two-phase flow resistance in boiling refrigerants. In Proceedings of the IIR Conference, Heat and Mass Transfer in Refrigeration Systems and in Air Conditioning, Freudenstadt, Germany, 19 September 1972; pp. 127–138. [Google Scholar]
- Friedel, L. Improved friction pressure drop correlation for horizontal and vertical two-phase pipe flow. In Proceedings of the European Two-Phase Flow Group Meeting, Ispra, Italy, 5–8 June 1979. Paper E2. [Google Scholar]
- Muller-Steinhagen, H.; Heck, K. A simple friction pressure drop correlation for two-phase flow in pipes. Chem. Eng. Process. 1986, 20, 297–308. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Items | Evaporator | |
|---|---|---|
| Inner tube | Internal diameter [mm] | 11.46 |
| External diameter [mm] | 12.7 | |
| Material | Copper | |
| Outer tube | Internal diameter [mm] | 33.27 |
| External diameter [mm] | 34.92 | |
| Material | Copper | |
| Evaporator length [mm] | 8000 | |
| Variables | Value |
|---|---|
| Refrigerant | R744 |
| Test section | Horizontal smooth tube |
| Inner diameter of tube [mm] | 11.46 |
| Tube length [mm] | 8000 |
| Mass flux [kg/(m2·s)] | 200, 300, 400, 500 |
| Saturation temperature [°C] | −40, −30, −20, −10, 0 |
| Heat flux [kW/m2] | 10, 20, 30, 40 |
| Quality | 0–1 |
| Parameters | Unit | Uncertainty |
|---|---|---|
| Thickness, length, and width | [m] | ±0.005 |
| Inner diameter | [mm] | ±0.05 |
| Temperature | [°C ] | ±0.2 |
| Pressure | [kPa] | ±5.27 |
| P (Pressure drop) | [kPa] | ±0.01 |
| Mass flow rate of coolant | [kg/h] | ±7.53 |
| Mass flux of refrigerant | [kg/(m2·s)] | ±1.5 |
| Heat flux | [kW/m2] | ±0.15045 |
| Heat transfer coefficient | [kW/(m2·°C)] | ±0.597 |
| G [kg/(m2·s)] | Re [/] |
|---|---|
| 200 | 16,450 |
| 300 | 24,676 |
| 400 | 32,901 |
| 500 | 41,126 |
| k [kW/(m·K)] | Pr [/] | ||
|---|---|---|---|
| 0 | 0.1087 | 9.498 | 2.324 |
| −10 | 0.1214 | 13.81 | 2.243 |
| −20 | 0.1338 | 19.95 | 2.254 |
| −30 | 0.1463 | 29 | 2.327 |
| −40 | 0.1589 | 42.74 | 2.453 |
| [N/m] | ||
|---|---|---|
| 0 | 9.498 | 0.004344 |
| −10 | 13.81 | 0.006151 |
| −20 | 19.95 | 0.008068 |
| −30 | 29 | 0.01008 |
| −40 | 42.74 | 0.01217 |
| Researcher | Correlation | |
|---|---|---|
| Chen [36] | (14) | |
| Gungor-Winterton [37] | (15) | |
| Kandlikar [38] | (16) | |
| (17) | ||
| Kenning-Cooper [39] | (18) | |
| Yoon et al. [8] | (19) | |
| Correlation | Chen [36] | Gungor-Winterton [37] | Kandlikar [38] | Kenning- Cooper [39] | Yoon et al. [8] | |
|---|---|---|---|---|---|---|
| Deviation | ||||||
| Average deviation (%) | 4.03 | −33.04 | 3.17 | −7.40 | 33.25 | |
| Absolute mean deviation (%) | 15.12 | 33.45 | 9.29 | 24.80 | 33.35 | |
| 0 | 0.00009939 | 0.00001479 | 6.722 |
| −10 | 0.000118 | 0.00001386 | 8.512 |
| −20 | 0.0001393 | 0.00001312 | 10.62 |
| −30 | 0.0001642 | 0.00001246 | 13.18 |
| −40 | 0.0001938 | 0.00001187 | 16.33 |
| 0 | 927.4 | 97.65 | 9.498 |
| −10 | 982.9 | 71.18 | 13.81 |
| −20 | 1032 | 51.7 | 19.95 |
| −30 | 1076 | 37.1 | 29 |
| −40 | 1117 | 26.12 | 42.74 |
| Researcher | Correlation | |
|---|---|---|
| Chisholm [48] | (22) | |
| Lockhart-Martinelli [51] | (23) | |
| (24) | ||
| Jung et al. [52] | (25) | |
| Grönnerud [53] | (26) | |
| Friedel [54] | (27) | |
| Muller-Steinhagen-Heck [55] | (28) |
| Correlation | Chisholm [46] | Gronnerud [51] | Friedel [52] | Lockhart and Martinrlli [49] | Muller-Steinhagen and Heck [53] | Jung et al. [50] | |
|---|---|---|---|---|---|---|---|
| Deviation | |||||||
| Average deviation (%) | −30.48 | 5.31 | −5.72 | 8.80 | 25.22 | −28.36 | |
| Absolute mean deviation (%) | 39.85 | 26.44 | 12.45 | 27.76 | 25.23 | 47.20 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jeon, M.-J. Investigation of Heat Transfer and Pressure Drop for R744 in a Horizontal Smooth Tube of R744/R404A Hybrid Cascade Refrigeration System—Part 1: Intermediate Temperature Region. Energies 2022, 15, 2285. https://doi.org/10.3390/en15062285
Jeon M-J. Investigation of Heat Transfer and Pressure Drop for R744 in a Horizontal Smooth Tube of R744/R404A Hybrid Cascade Refrigeration System—Part 1: Intermediate Temperature Region. Energies. 2022; 15(6):2285. https://doi.org/10.3390/en15062285
Chicago/Turabian StyleJeon, Min-Ju. 2022. "Investigation of Heat Transfer and Pressure Drop for R744 in a Horizontal Smooth Tube of R744/R404A Hybrid Cascade Refrigeration System—Part 1: Intermediate Temperature Region" Energies 15, no. 6: 2285. https://doi.org/10.3390/en15062285
APA StyleJeon, M.-J. (2022). Investigation of Heat Transfer and Pressure Drop for R744 in a Horizontal Smooth Tube of R744/R404A Hybrid Cascade Refrigeration System—Part 1: Intermediate Temperature Region. Energies, 15(6), 2285. https://doi.org/10.3390/en15062285