Review of Recent Development in Copper/Carbon Composites Prepared by Infiltration Technique



Abstract
:1. Introduction
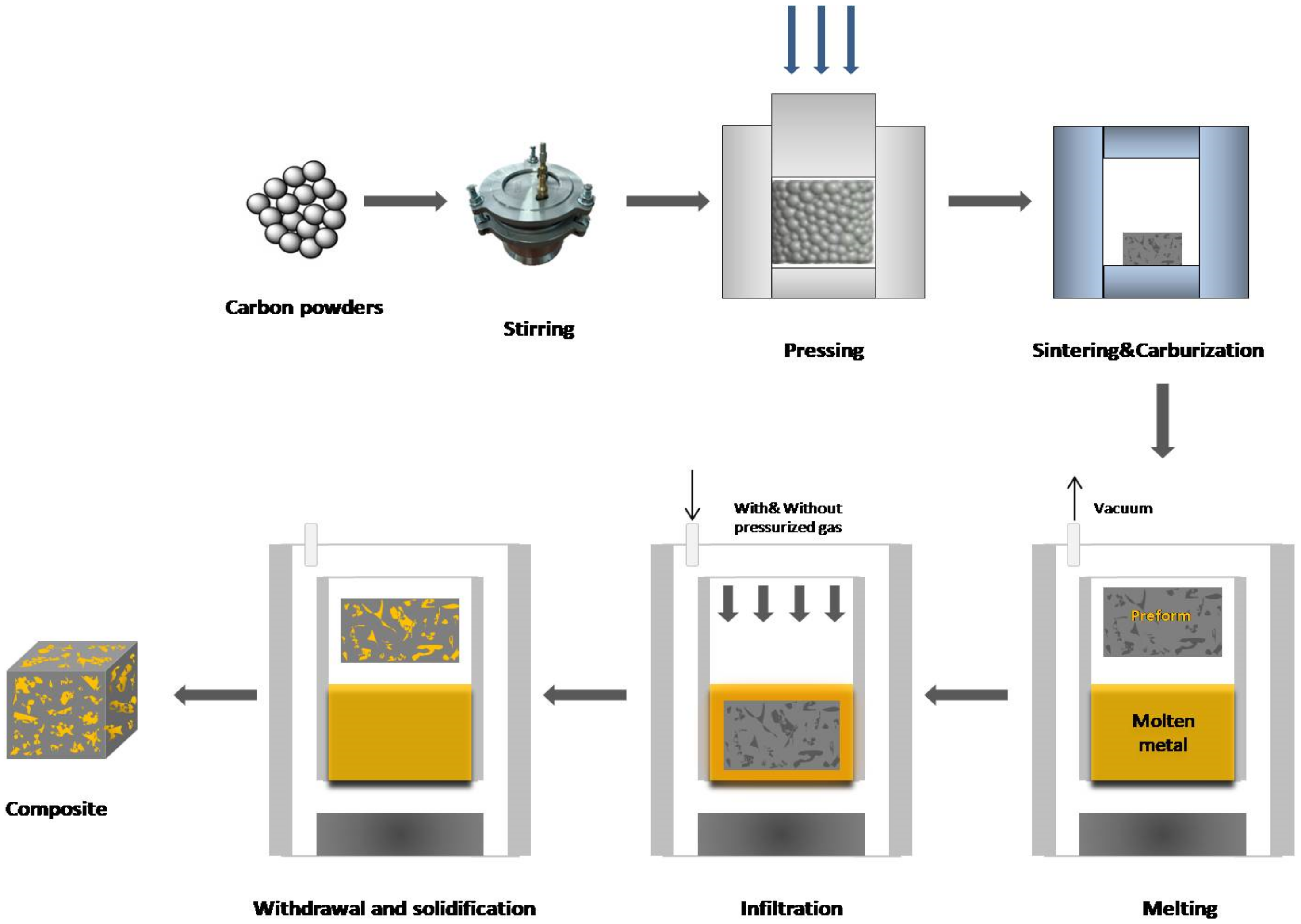
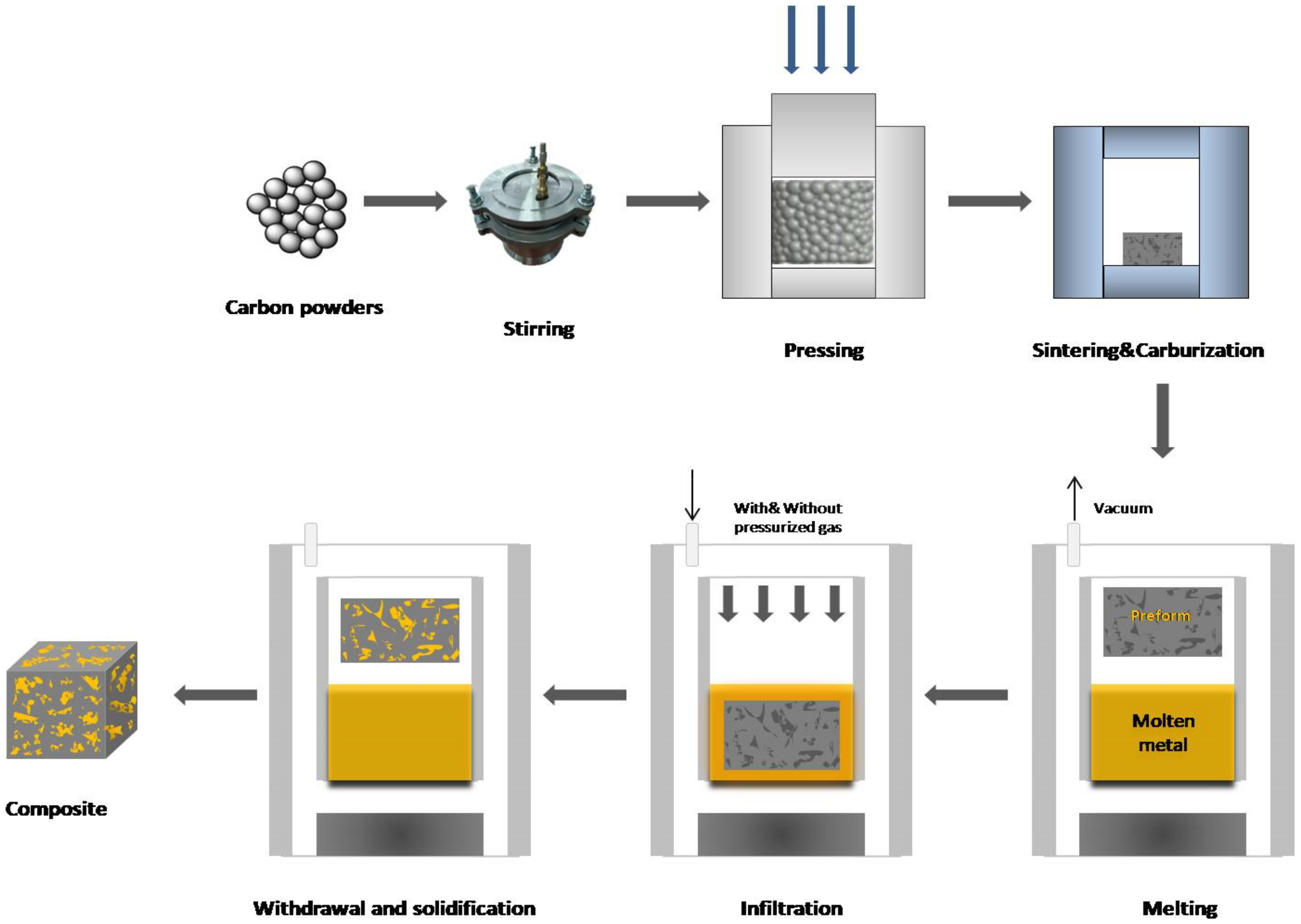
2. Infiltration Technology Preparation of Copper/Carbon Matrix Composites
3. Current Stage of the Art of the Infiltration of Copper/Carbon Matrix
3.1. Infiltration Technologies of Carbon Matrix without Pressure
3.1.1. Addition of Elements into Copper
3.1.2. Modification of Carbon Matrix
3.2. Gas PressureInfiltration of Carbon Matrix
3.2.1. Addition of Elements into Copper
3.2.2. Modification of Carbon Matrix
4. Observed Mechanical and Physical Properties of Cu/Carbon Composites
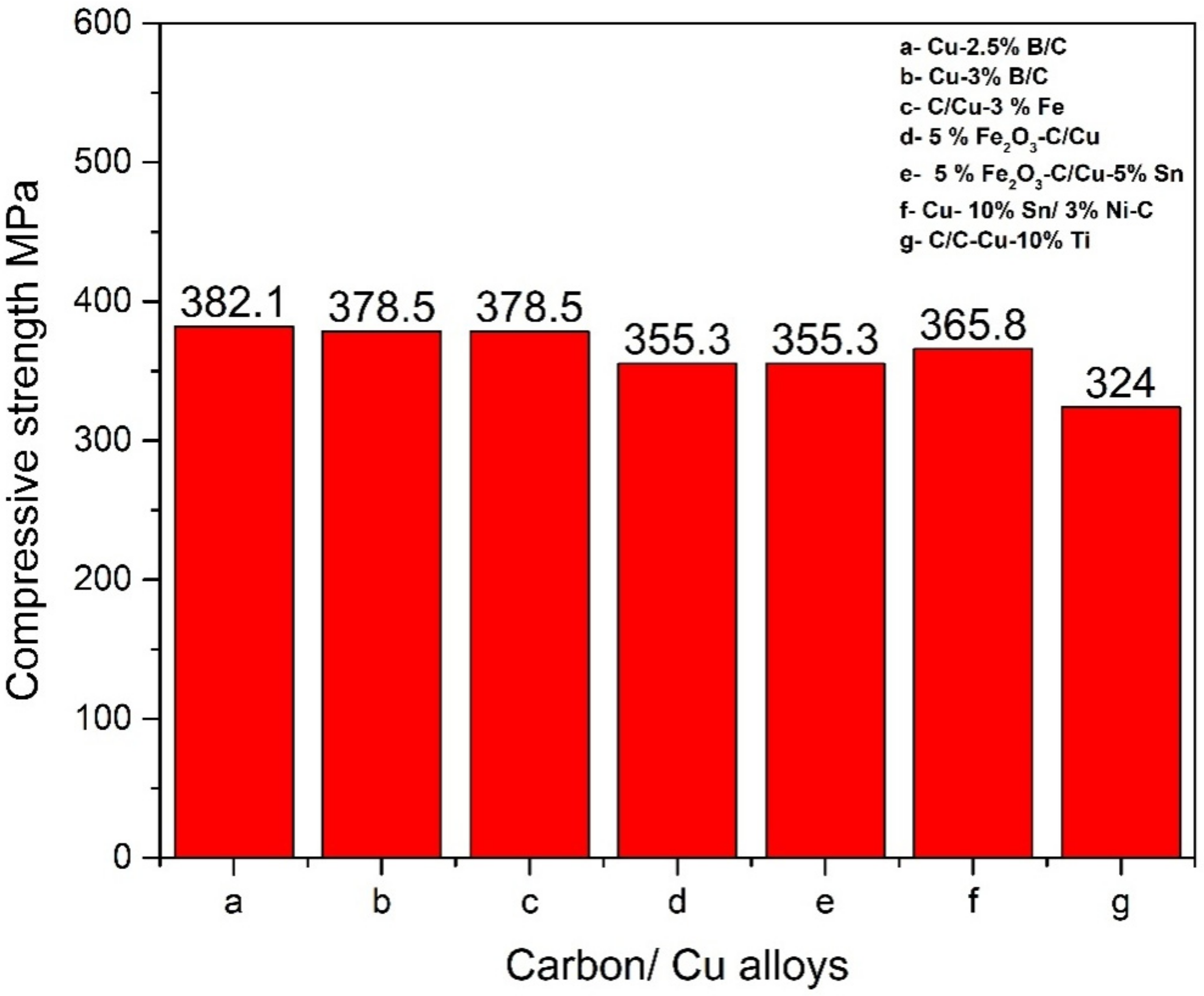
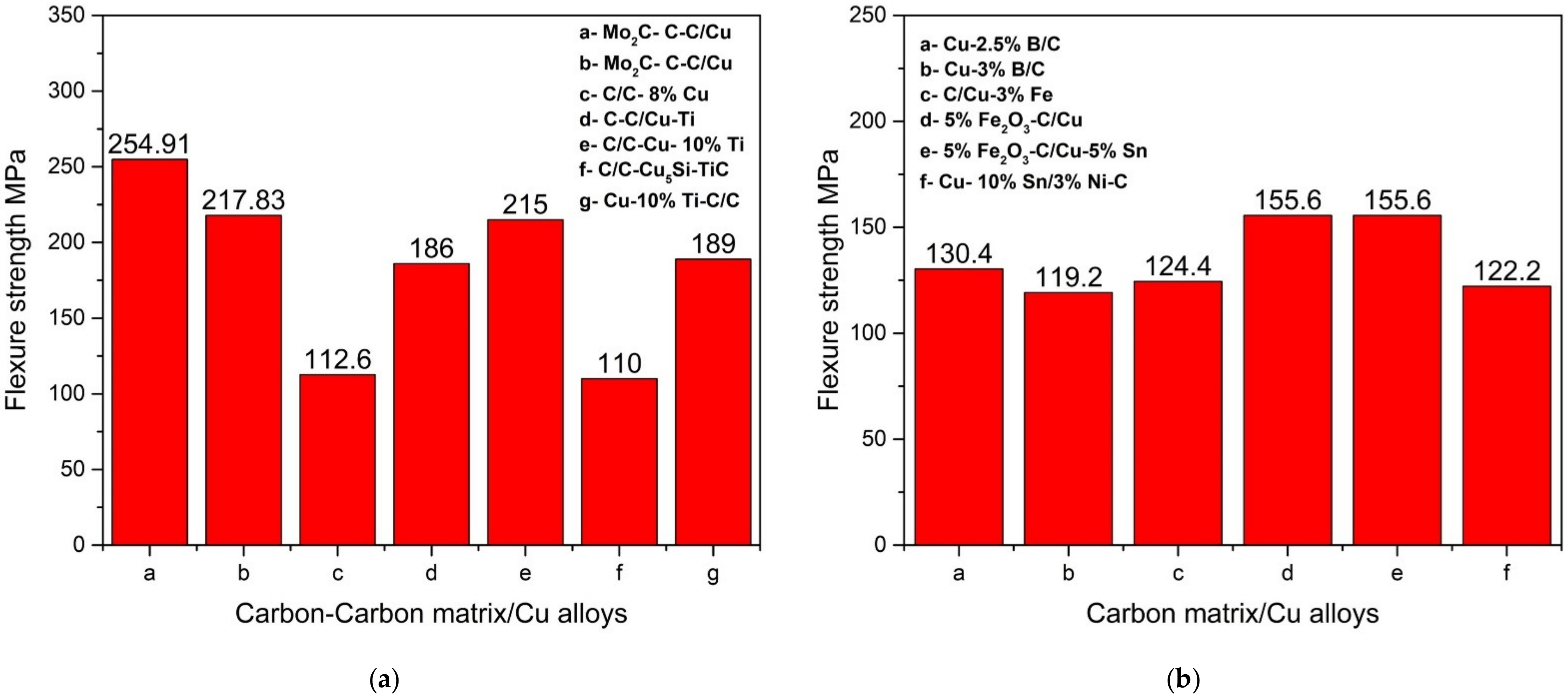
4.1. Mechanical Properties
4.1.1. Effect of Metal Alloying
4.1.2. Effect of Carbon Preform Doping
4.2. Tribological Properties

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composite | Friction Coefficient (-) | Counter Material | Reference |
|---|---|---|---|
| Mo2C-C-C/Cu | 0.251(F:50 N) | Pure Cu ring | [44] |
| Cu-C/C | 0.23 (P: 10 MPa) | Metal pin | [51] |
| C/C-Cu-10wt.% Ti | 0.169 (F:15 N, P:0.15 MPa) | Hardened steel | [39] |
| C/C-SiC-Cu | 0.32–0.47(P: 0.5–0.7 MPa) | Cu (24.5wt.%), Fe (19.8), C (14.3) | [41] |
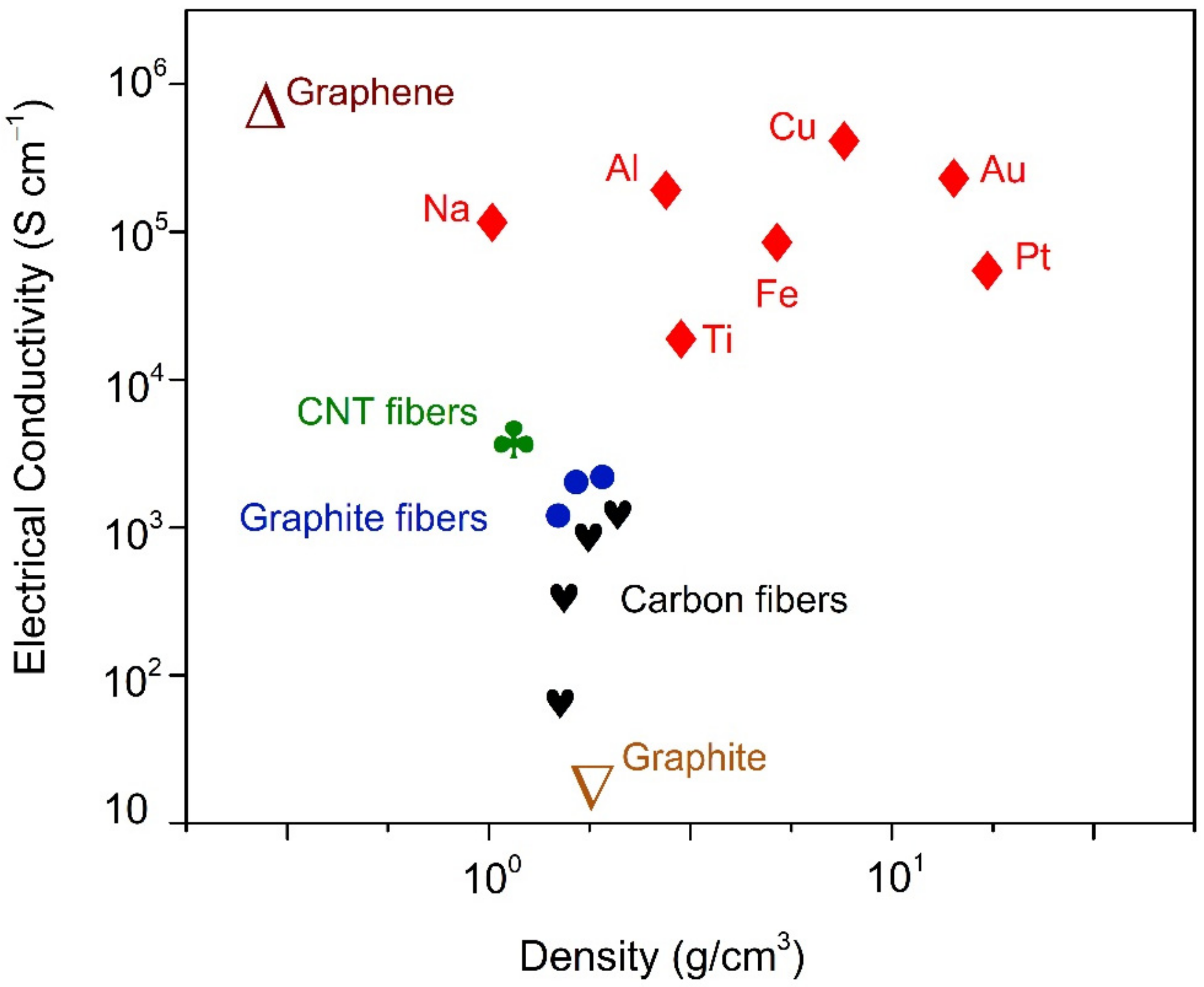
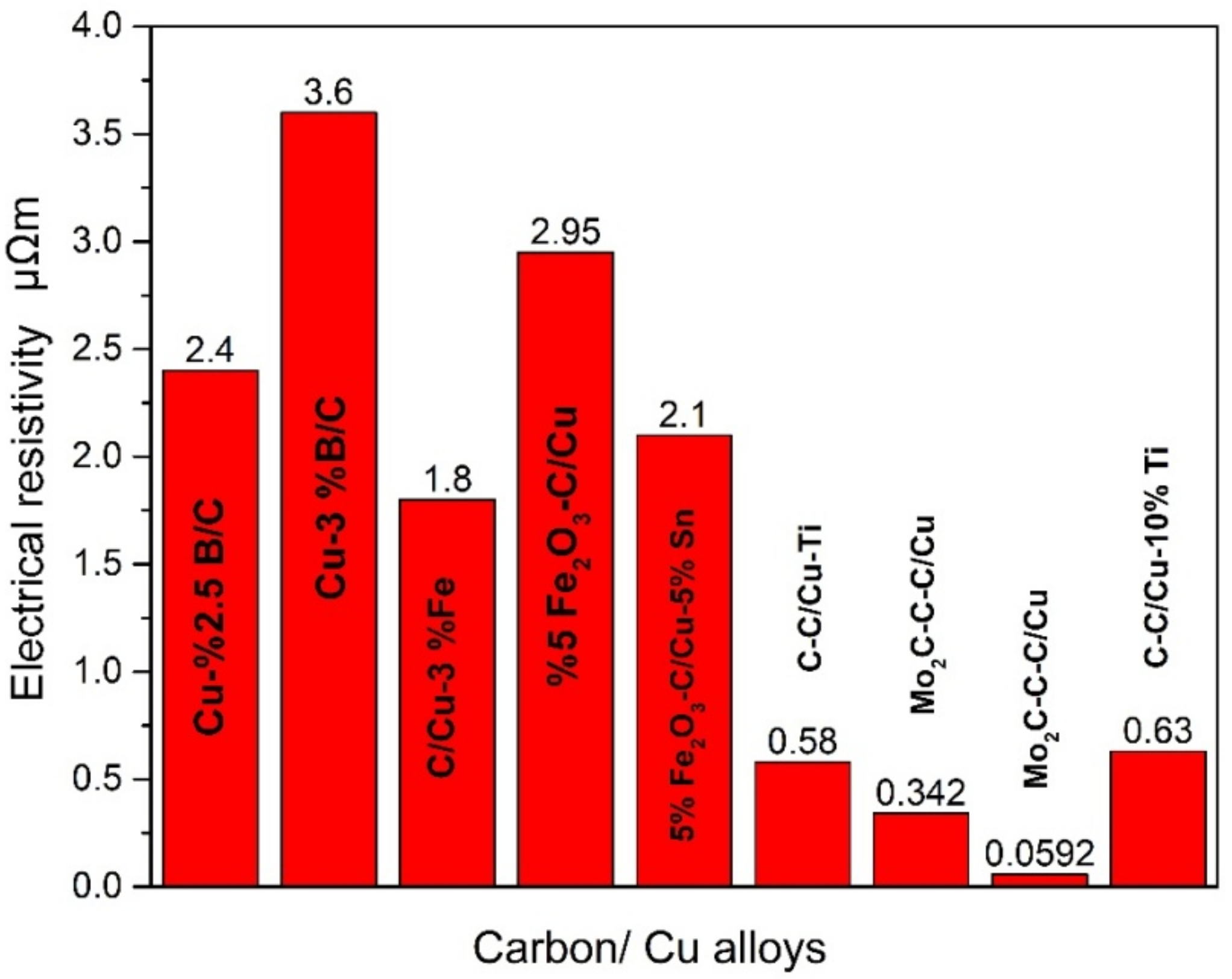
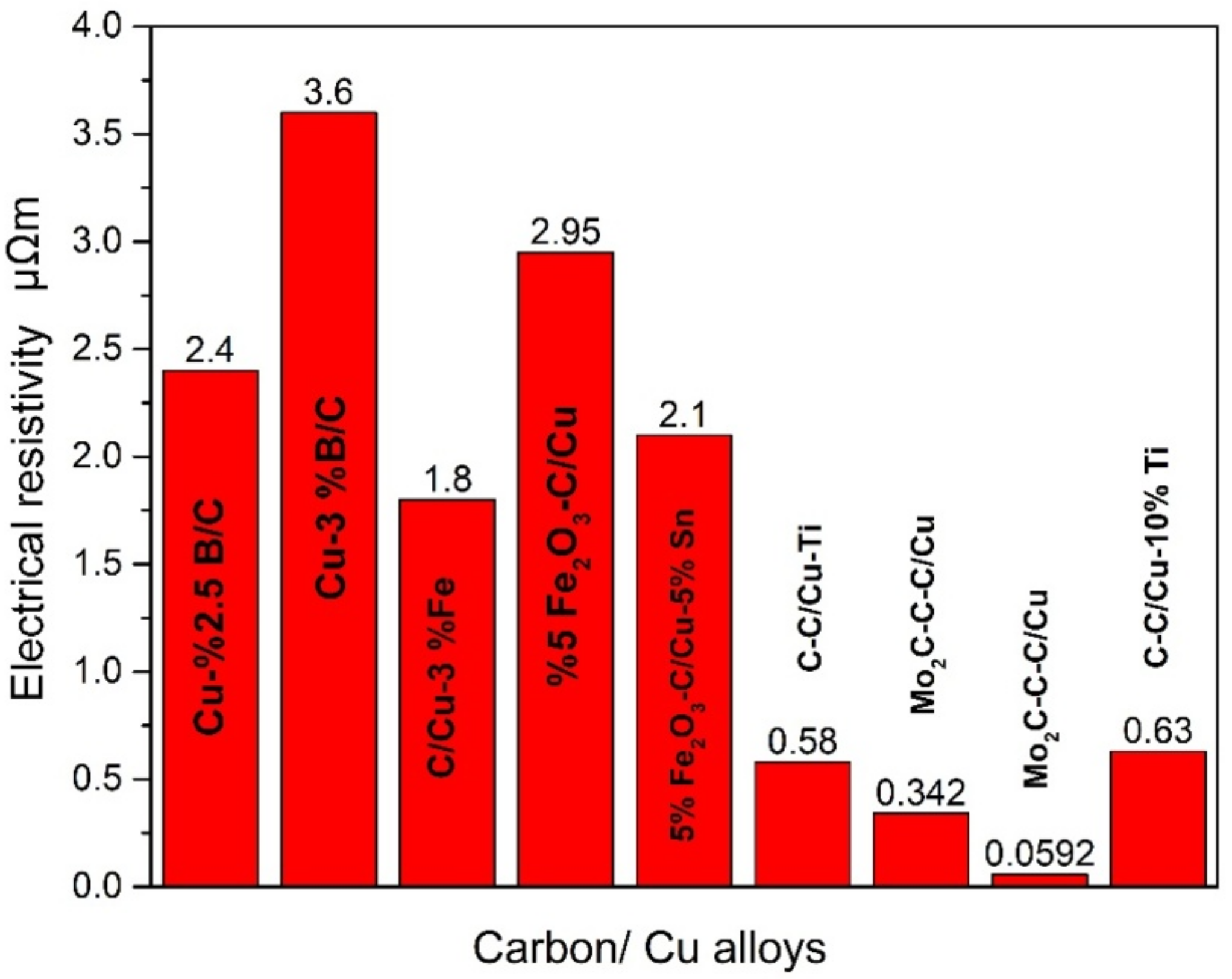
4.3. Electrical and Thermal Properties
5. Industrial Applications
6. Summary and Future Direction
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Dong, L.; Chen, W.; Zheng, C.; Deng, N. Microstructure and properties characterization of tungsten-copper composite materials doped with graphene. J. Alloys Compd. 2017, 695, 1637–1646. [Google Scholar] [CrossRef]
- Dong, L.; Chen, W.; Deng, N.; Song, J.; Wang, J. Investigation on arc erosion behaviors and mechanisms of W70Cu30 electrical contact materials adding graphene. J. Alloys Compd. 2017, 696, 923–930. [Google Scholar] [CrossRef]
- Cui, Y.; Wang, L.; Li, B.; Cao, G.; Fei, W. Effect of ball milling on the defeat of few-layer graphene and properties of copper matrix composites. Acta Metall. Sin. 2014, 27, 937–943. [Google Scholar] [CrossRef]
- Li, M.; Che, H.; Liu, X.; Liang, S.; Xie, H. Highly enhanced mechanical properties in Cu matrix composites reinforced with graphene decorated metallic nanoparticles. J. Mater. Sci. 2014, 49, 3725–3731. [Google Scholar] [CrossRef]
- Hwang, J.; Yoon, T.; Jin, H.; Lee, J.; Kim, T.S.; Hong, S.H.; Jeon, S. Enhanced mechanical properties of graphene/copper nanocomposites using a molecular-level mixing process. Adv. Mater. 2013, 25, 6724–6729. [Google Scholar] [CrossRef]
- Jagannadham, K. Volume fraction of graphene platelets in copper-graphene composites. Metall. Mater. Trans. A 2013, 44, 552–559. [Google Scholar] [CrossRef]
- Koltsova, T.S.; Nasibulina, L.I.; Anoshlin, I.V. New hybrid copper composite materials based on carbon nanostructures. J. Mater. Sci. Eng. B 2012, 2, 240–246. [Google Scholar]
- Nasibulin, A.G.; Koltsova, T. A novel approach to composite preparation by direct synthesis of carbon nanomaterial on matrix or filler particles. Acta Mater. 2013, 61, 1862–1871. [Google Scholar] [CrossRef]
- Yin, S.; Zhang, Z.; Ekoi, E.J.; Wang, J.J.; Dowling, D.P.; Nicolosi, V. Novel cold spray for fabricating graphene reinforced metal matrix composites. Mater. Lett. 2017, 196, 172–175. [Google Scholar] [CrossRef]
- Jagannadham, K. Orientation dependence of thermal conductivity in copper-graphene composites. J. Appl Phys. 2011, 110, 074901. [Google Scholar] [CrossRef]
- Kim, Y.; Lee, J.; Yeom, M.S. Strengthening effect of single-atomic-layer graphene in metal–graphene nanolayered composites. Nat. Commun. 2013, 4, 2114. [Google Scholar] [CrossRef] [PubMed]
- Xiong, D.B.; Cao, M.; Guo, Q.; Tan, Z.; Fan, G. Graphene-and-copper artificial nacre fabricated by a preform impregnation process: Bioinspired strategy for strengthening-toughening of metal matrix composite. Acs Nano 2015, 9, 6934–6943. [Google Scholar] [CrossRef] [PubMed]
- Liu, X.; Wei, D.; Zhuang, L. Fabrication of high-strength graphene nanosheets/Cu composites by accumulative roll bonding. Mater. Sci. Eng. A 2015, 642, 1–6. [Google Scholar] [CrossRef]
- Blawert, C. Noble and Nonferrous Metal Matrix Composite Materials. In Metal Matrix Composites: Custom-Made Materials for Automotive and Aerospace Engineering; Kainer, K.U., Ed.; WILEY-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2006; pp. 295–307. [Google Scholar]
- Stöckel, D. Verbundwerkstoffe; Bartz, W.J., Wippler, E., Eds.; Lexika-Verlag: Munich, Germany, 1978. [Google Scholar]
- Nicolas, E.; Michael, G.; Nicholas, M.G.; Drevet, B. Wettability at High Temperatures; Cahn, R.W., Ed.; Pergamon Materials Series; Elsevier: Oxford, UK, 1999. [Google Scholar]
- Piñero, E.; Molina, J.M.; Narciso, J.; Louis, E. Liquid metal infiltration into ceramic particle compacts chemically and morphologically heterogeneous. Mater. Sci. Eng. A 2008, 495, 288–291. [Google Scholar] [CrossRef]
- Manu, K.M.S.; Raag, L.A.; Rajan, T.P.D.; Gupta, M.; Pai, B.C. Liquid Metal Infiltration Processing of Metallic Composites: A Critical Review. Metall. Mater. Trans. B 2016, 47, 2799–2819. [Google Scholar] [CrossRef]
- Cook, A.J.; Werner, P.S. Pressure infiltration casting of metal matrix composites. Mater. Sci. Eng. A 1991, 144, 189–206. [Google Scholar] [CrossRef]
- Blucher, J.T. Discussion of a liquid metal pressure infiltration process to produce metal matrix composites. J. Mater. Process. Technol. 1992, 30, 381–390. [Google Scholar] [CrossRef]
- Etemadi, R.; Wang, B.; Pillai, K.M.; Niroumand, B.; Omrani, E.; Rohatgi, P. Pressure infiltration processes to synthesize metal matrix composites–A review of metal matrix composites, the technology and process simulation. Mater. Manuf. Processes 2018, 33, 1261–1290. [Google Scholar] [CrossRef]
- Sikhar, G.; Himanshu, B. A review on copper-graphite composite material fabrication & its mechanical properties. Int. J. Adv. Res. Innov. Ideas Educ. 2016, 2, 594–599. [Google Scholar]
- Hidalgo-Manrique, P.; Lei, X.; Xu, R.; Zhou, M.; Kinloch, I.A.; Young, R.J. Copper/graphene composites: A review. J. Mater. Sci. 2019, 54, 12236–12289. [Google Scholar] [CrossRef] [Green Version]
- Subramaniam, C.; Yamada, T.; Kobashi, K.; Sekiguchi, A.; Futaba, D.N.; Yumura, M.; Hata, K. One hundred fold increase in current carrying capacity in a carbon nanotube–copper composite. Nat. Commun. 2013, 4, 2202. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Subramaniam, C.; Yasuda, Y.; Takeya, S.; Ata, S.; Nishizawa, A.; Futaba, D.; Hata, K. Carbon nanotube-copper exhibiting metal-like thermal conductivity and silicon-like thermal expansion for efficient cooling of electronics. Nanoscale 2014, 6, 2669–2674. [Google Scholar] [CrossRef] [PubMed]
- Arnaud, C.; Lecouturier, F.; Mesguich, D.; Ferreira, N.; Chevallier, G.; Estournès, C.; Laurent, C. High strength—High conductivity double-walled carbon nanotube—Copper composite wires. Carbon 2016, 96, 212–215. [Google Scholar] [CrossRef] [Green Version]
- Xu, G.; Zhao, J.; Li, S.; Zhang, X.; Yong, Z.; Li, Q. Continuous electrodeposition for lightweight, highly conducting and strong carbon nanotube-copper composite fibers. Nanoscale 2011, 3, 4215–4219. [Google Scholar] [CrossRef]
- Sundaram, R.M.; Sekiguchi, A.; Sekiya, M.; Yamada, T.; Hata, K. Copper/carbon nanotube composites: Research trends and outlook. R. Soc. Open Sci. 2018, 5, 180814. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Janas, D.; Liszka, B. Copper matrix nanocomposites based on carbon nanotubes or graphene. Mater. Chem. Front. 2018, 2, 22–35. [Google Scholar] [CrossRef]
- Bakshi, S.R.; Lahiri, D.; Agarwal, A. Carbon nanotube reinforced metal matrix composites-a review. Int. Mater. Rev. 2010, 55, 41–64. [Google Scholar] [CrossRef]
- Léger, A.; Weber, L.; Mortensen, A. Influence of the wetting angle on capillary forces in pressure infiltration. Acta Mater. 2015, 91, 57–69. [Google Scholar] [CrossRef] [Green Version]
- Kong, B.; Ru, J.; Zhang, H.; Fan, T. Enhanced wetting and properties of carbon/carbon-Cu composites with Cr3C2 coatings by Cr-solution immersion method. J. Mater. Sci. Technol. 2018, 34, 458–465. [Google Scholar] [CrossRef]
- Paulo Davim, J. Metal Matrix Composites, Materials, Manufacturing and Engineering; De Gruyter: Berlin, Germany, 2014; pp. 4–5. [Google Scholar]
- Liu, Y.; Zhang, C.; Qiao, S.; Yang, Z. Fabrication and microstructure of C/Cu composites. Adv. Eng. Mater. 2010, 12, 493–496. [Google Scholar] [CrossRef]
- Zhang, H.; Liu, Y.; Zhao, X.; Luan, X. Preparation and arc erosion resistance of Cf/Cu composite by vacuum melting infiltration. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2014, 29, 1039–1043. [Google Scholar] [CrossRef]
- Rambo, C.R.; Travitzky, N.; Greil, P. Conductive TiC/Ti–Cu/C composites fabricated by Ti–Cu alloy reactive infiltration into 3D-printed carbon performs. J. Compos. Mater. 2015, 49, 1971–1976. [Google Scholar] [CrossRef] [Green Version]
- Zhang, K.X.; Guo, X.S.; Zhao, W.K.; Zhang, F.Q.; He, L.L. TEM study on the microstructure of the interface at the scale of nanometer formed between Cu-8wt.% Ti melt and C/C preform. Mater. Chem. Phys. 2020, 246, 122795. [Google Scholar] [CrossRef]
- Yang, L.; Ran, L.; Yi, M. Carbon fiber knitted fabric reinforced copper composite for sliding contact material. Mater. Des. 2011, 32, 2365–2369. [Google Scholar] [CrossRef]
- Cui, L.; Luo, R.; Wang, L.; Luo, H.; Deng, C. Novel copper-impregnated carbon strip for sliding contact materials. J. Alloys Compd. 2018, 735, 1846–1853. [Google Scholar] [CrossRef]
- Ran, L.; Peng, K.; Yi, M.; Yang, L. Ablation property of a C/C–Cu composite prepared by pressureless infiltration. Mater. Lett. 2011, 65, 2076–2078. [Google Scholar] [CrossRef]
- Goo, B.C. Tribological Properties of a C/C–SiC–Cu Composite Brake Disc. J. Frict. Wear 2017, 38, 455–461. [Google Scholar] [CrossRef]
- Zhang, C.; Liu, Y.; Yang, Z.; Chen, L.; Qiao, S. Cathode spot movement on a continuous carbon fiber reinforced Cu matrix composite in vacuum. Vacuum 2013, 93, 45–49. [Google Scholar] [CrossRef]
- Zhou, W.; Yi, M.; Peng, K.; Ran, L.; Ge, Y. Preparation of a C/C–Cu composite with Mo2C coatings as a modification interlayer. Mater. Lett. 2015, 145, 264–268. [Google Scholar] [CrossRef]
- Zhou, W.Y.; Peng, K.; Ran, L.P.; Ge, Y.C.; Yi, M.Z. Effect of Graphitization on the Microstructure and Properties of Mo2C-Modified C/C–Cu Composites. Adv. Eng. Mater. 2016, 18, 1017–1021. [Google Scholar] [CrossRef]
- Xiao, P.; Lu, Y.H.; Liu, Y.Z.; Li, Z.; Fang, H.C.; Zhou, W.; Li, Y. Microstructure and properties of Cu-Ti alloy infiltrated chopped Cf reinforced ceramics composites. Ceram. Int. 2017, 43, 16628–16637. [Google Scholar] [CrossRef]
- Schneider, G.; Weber, L.; Mortensen, A. Reactive pressure infiltration of Cu-46at. pct. Si into carbon. Acta Mater. 2019, 177, 9–19. [Google Scholar] [CrossRef]
- Zuo, H.; Wu, G.; Li, X.; Huang, Z.; Wei, W.; Yang, Z. Improvement of Interfacial Wetting and Mechanical Electrical Properties of Cu-B/sintered-carbon Composites. In Proceedings of the 2021 International Conference on Electrical Materials and Power Equipment (ICEMPE), Chongqing, China, 11–15 April 2021; pp. 1–4. [Google Scholar]
- Zuo, H.; Wei, W.; Yang, Z.; Li, X.; Ren, J.; Xian, Y.; Wu, G. Performance enhancement of carbon/copper composites based on boron doping. J. Alloys Compd. 2021, 876, 160213. [Google Scholar] [CrossRef]
- Zuo, H.; Wei, W.; Li, X.; Yang, Z.; Liao, Q.; Xian, Y.; Wu, G. Enhanced wetting and properties of Carbon/Copper composites by Cu-Fe alloying. Compos. Interfaces 2022, 29, 111–120. [Google Scholar] [CrossRef]
- Beronská, N.; Štefánik, P.; Iždinský, K. Thermal Conductivity and Thermal Expansion of Copper Matrix Composites Reinforced with High Modulus C Fibres. Defect Diffus. Forum 2010, 297, 820–825. [Google Scholar] [CrossRef]
- Wang, W.X.; Takao, Y.; Matsubara, T. Tensile strength and fracture toughness of C/C and metal infiltrated composites Si–C/C and Cu–C/C. Compos. Part A Appl. Sci. Manuf. 2008, 39, 231–242. [Google Scholar] [CrossRef]
- Wei, W.; Li, X.; Liao, Q.; Zuo, H.; Yang, Z.; Wu, G. Electro-mechanical Performance Improvement of Pantograph Strip for High-speed Railway. In Proceedings of the 2021 International Conference on Electrical Materials and Power Equipment (ICEMPE), Chongqing, China, 11–15 April 2021; pp. 1–4. [Google Scholar]
- Zuo, H.; Wei, W.; Yang, Z.; Li, X.; Xie, W.; Liao, Q.; Wu, G. Synchronously improved mechanical strength and electrical conductivity of Carbon/Copper composites by forming Fe3C interlayer at C/Cu interface. Mater. Today Commun. 2021, 28, 102661. [Google Scholar] [CrossRef]
- Liao, Q.; Wei, W.; Zuo, H.; Li, X.; Yang, Z.; Xiao, S.; Wu, G. Interfacial bonding enhancement and properties improvement of carbon/copper composites based on nickel doping. Compos. Interfaces 2021, 28, 637–649. [Google Scholar] [CrossRef]
- Liu, L.; Li, H.; Shi, X.; Feng, W.; Feng, B.; Sun, C. Effect of Cu particles on the ablation properties of C/C composites. Solid State Sci. 2013, 25, 78–84. [Google Scholar] [CrossRef]
- Davis, J.R. Cast copper and copper alloys. In ASM Specialty Handbook Copper and Copper Alloys; ASM International: Materials Park, OH, USA, 2001; p. 98. [Google Scholar]
- Ponraj, N.V.; Azhagurajan, A.; Vettivel, S.C.; Shajan, X.S.; Nabhiraj, P.Y.; Sivapragash, M. Graphene nanosheet as reinforcement agent in copper matrix composite by using powder metallurgy method. Surf. Interfaces 2017, 6, 190–196. [Google Scholar] [CrossRef]
- Dean, J.; Clyne, T.W. Extraction of plasticity parameters from a single test using a spherical indenter and FEM modelling. Mech. Mater. 2017, 105, 112–122. [Google Scholar] [CrossRef]
- Du, H.; Cui, C.; Liu, H.; Song, G.; Xiong, T. Improvement on compressive properties of lotus-type porous copper by a nickel coating on pore walls. J. Mater. Sci. Technol. 2020, 37, 114–122. [Google Scholar] [CrossRef]
- Hong, K.; Kádár, C.; Knapek, M.; Drozdenko, D.; Jenei, P.; Kim, M.Y.; Gubicza, J. Comparison of morphology and compressive deformation behavior of copper foams manufactured via freeze-casting and space-holder methods. J. Mater. Res. Technol. 2021, 15, 6855–6865. [Google Scholar] [CrossRef]
- Chu, K.; Jia, C.C.; Jiang, L.K.; Li, W.S. Improvement of interface and mechanical properties in carbon nanotube reinforced Cu–Cr matrix composites. Mater. Des. 2013, 45, 407–411. [Google Scholar] [CrossRef]
- Zhao, M.; Feng, W.; Li, C.; Xiu, W.; Li, M.; Liu, S.; Wang, L.; Huang, W.; Zhao, Q. Thermally conductive, mechanically strong dielectric film made from aramid nanofiber and edge-hydroxylated boron nitride nanosheet for thermal management applications. Compos. Interfaces 2020, 8, 1067–1080. [Google Scholar]
- Jiang, X.; Fang, H.C.; Xiao, P.; Liu, T.; Zhu, J.M.; Wang, Y.C.; Liu, P.F.; Li, Y. Influence of carbon coating with phenolic resin in natural graphite on the microstructures and properties of graphite/Cu composites. J. Alloys Compd. 2018, 744, 165–173. [Google Scholar] [CrossRef]
- Takadoum, J. Materials for Tribology. In Materials and Surface Engineering in Tribology; Béguin, V., Ed.; John Wiley & Sons: Hoboken, NJ, USA, 2013; pp. 109–113. [Google Scholar]
- Koo, C.M.; Shahzad, F.; Kumar, P.; Yu, S.; Lee, S.H.; Hong, J.P. Polymer-based EMI shielding materials. In Advanced Materials for Electromagnetic Shielding: Fundamentals, Properties, and Applications; Kuruvilla, J., Wilson, R., Gejo, G., Eds.; Wiley: Hoboken, NJ, USA, 2018; pp. 177–217. [Google Scholar]
- Bhattacharjee, Y.; Biswas, S.; Bose, S. Thermoplastic polymer composites for EMI shielding applications. In Materials for Potential EMI Shielding Applications: Processing, Properties and Current Trends; Elsevier: Oxford, UK, 2019. [Google Scholar]
- Cesano, F.; Uddin, M.J.; Lozano, K.; Zanetti, M.; Scarano, D. All-carbon conductors for electronic and electrical wiring applications. Front. Mater. 2020, 7, 219. [Google Scholar] [CrossRef]
- Giancoli, D.C. Physik; Pearson Deutschland GmbH: Hallbergmoos, Germany, 2006. [Google Scholar]
- DeLand, F.H. CRC Handbook of Chemistry and Physics; West, R.C., Astle, M.J., Beyer, W.H., Eds.; CRC Press, Inc.: Boca Raton, FL, USA, 1983; p. 2386. [Google Scholar]
- Chung, D. Properties of Carbon Fibers. In Carbon Fiber Composites; Butterworth-Heinemann: Waltham, MA, USA, 2012; p. 74. [Google Scholar]
- Carvill, J. Thermodynamics and heat transfer. In Mechanical Engineer’s Data Handbook; Butterworth-Heinemann: Waltham, MA, USA, 1994. [Google Scholar]
- Engineering Toolbox. Thermal Expansion—Linear Expansion Coefficients. 2003. Available online: https://www.engineeringtoolbox.com/linear-expansion-coefficients-d_95.html (accessed on 29 May 2022).
- Dunn, B.D. Materials and Processes: For Spacecraft and High Reliability Applications; Springer: Cham, Switzerland, 2016. [Google Scholar]
- Engineering Toolbox. Solids, Liquids and Gases—Thermal Conductivities. 2003. Available online: https://www.engineeringtoolbox.com/thermal-conductivity-d_429.html (accessed on 29 May 2022).
- Kidalov, S.V.; Shakhov, F.M. Thermal conductivity of diamond composites. Materials 2009, 2, 2467–2495. [Google Scholar] [CrossRef] [Green Version]

| Preform | Alloy wt.% | Preform Density (g/cm3) | Preform Porosity | References |
|---|---|---|---|---|
| Porous C-C preform | Cu-%1 Cr-%8Ti | 1.30 | - | [34] |
| Porous Cf preform | Cu-%1 Cr-%8Ti | 1.30 | - | [35] |
| Carbon preform | Cu-%50–Ti-% 50 | 1.80 | 65–78 | [36] |
| Porous C-C preform | Cu-8% Ti | - | - | [37] |
| Porous C-C preform | Cu, Ti powder | - | 20 | [38] |
| Porous C-C preform | Cu-10% Ti powder | 1.70 | 25 | [39] |
| Porous C-C preform | Cu-10% Ti powder | 1.60 | 6.1 | [40] |
| C/C preform | Cu, Si | 1.70 | - | [41] |
| Porous C-C preform | Cu-%1 Cr-%8Ti | 1.30 | - | [42] |
| Mo2C-coated C/Cpreform | Pure Cu | 1.20 | - | [43] |
| Mo2C/C-C preform | Pure Cu | 1.50 | - | [44] |
| Porous C-C/SiC preform | Cu-10% Ti powder | 1.20 | 37.7 | [45] |
| Porous Carbon | Cu-46 at.pct Si | - | 22 | [46] |
| Carbon preform | Cu-1.2; 2.5% B | 1.42 | 22.3 | [47] |
| Carbon preform | Cu-B (0, 0.6, 1.2, 2.5, and 3.0wt.%) | 1.42 | 22.3 | [48] |
| Carbon preform | Cu-% 0, 3, 6 Fe | 1.60 | 20.4 | [49] |
| C fibres | Pure Cu | 2.20 | - | [50] |
| C/C preform | Pure Cu | 1.70 | 20 | [51] |
| Carbon matrix(%1-3-5-7-9 Fe2O3; % 0.15 WC) | Pure Cu | - | 44.35 | [52] |
| Fe2O3 doped porous C-C preform | Cu-5% Sn | 1.40–1.48 | 25.2–24.5 | [53] |
| Nickel-doped carbon matrix | Cu-10% Sn | 1.32–1.51 | 33–25 | [54] |
| Cf-Cf preform | CuSO4 solution | 1.81 | - | [55] |
| Infiltration Pressure and Atmosphere | Infiltration Temperature | Infiltration Duration | Density (g/cm3) | Porosity % | Interface after Infiltration | References |
|---|---|---|---|---|---|---|
| 10−3 Pa under Vacuum | 1400 °C | 30 min | 7.34 | - | TiC | [34] |
| 10−3 Pa under Vacuum | 1400 °C | 30 min | - | - | TiC | [35] |
| Argon atmosphere | 1100 °C | 30 min | - | - | TiC | [36] |
| 10 Pa under vacuum | 1100 °C | 30 min | - | - | TiC, Cu2O | [37] |
| 10−2 Pa under vacuum | 1300 °C | 10 min | 2.9 | - | TiC | [38] |
| 10−2 Pa under vacuum | 1400 °C | 1 h | 3.8 | - | TiC | [39] |
| Vacuum | 1300 °C | 30 min | 2.9 | 2.4 | TiC | [40] |
| Vacuum | 1600 °C | - | 2.17 | - | SiC, Cu3Si | [41] |
| 10−3 Pa under Vacuum | 1400 °C | 30 min | - | - | TiC | [42] |
| Vacuum | 1573 °K | - | 5.02 | - | Mo2C | [43] |
| Vacuum | 1300 °C | - | 3.41–4.14 | - | Mo2C | [44] |
| Vacuum pressure < 1 Pa | 1300 °C | 2 h | 3.53–3.66 | 5.8–6.2 | Cu5Si, TiC, SiC | [45] |
| 1.1–1.2–1.3–1.4–12 MPa under Ar | 1050 °C–1100 °C–1150 °C–1200 °C | 160–190 min | - | - | SiC, Cu3Si | [46] |
| 5 MPa under N2 | 1150 °C | 30 min | 2.79–3.45–3.58 | 2.8–1.3–0.9 | B4C | [47] |
| 8 MPa under N2 | 1150 °C | 30 min | 2.79–3.58 | 2.8–0.9 | B4C | [48] |
| 10 MPa under N2 | 1200 °C | - | 2.8–3.1–3.3 | 5.2–1.6–1.3 | Fe3C | [49] |
| 6 MPa under N2 | 1200 °C | 5 min | - | - | - | [50] |
| 10 MPa under Ar | 1200 °C | 20 min | 2.68 | 9 | - | [51] |
| 18 MPa under Air | 1084 °C | 3 min | - | 12.1–4.8 | Fe3C | [52] |
| 12 MPa under N2 | 1200 °C | 30 min | - | 3.51–2.06 | Fe3C | [53] |
| 18 MPa/atmosphere unknown | 1250 °C | 5 min | 3.36–3.39 | - | Cu9NiSn3 | [54] |
| Vacuum | - | 20 min | 1.83–1.86–1.88 | - | - | [55] |
| References | Density (g/cm3) | Preform Mean Size (µm) | Metal Mean Size (µm) | Interlayer Thickness (µm) | Interfaces |
|---|---|---|---|---|---|
| [34] | 7.34 | - | - | 1.0–3.0 | TiC |
| [35] | - | - | - | 1.0–3.0 | TiC |
| [36] | - | - | - | 5.0–10.0 | TiC |
| [37] | - | 7 (Cf) | ≤0.02 (CuTi alloy) | 0.3 | TiC, Cu2O |
| [38] | 2.9 | - | - | - | TiC |
| [39] | 3.8 | - | 50–80 | - | TiC |
| [40] | 2.9 | - | 10 (Cu powder); 15 (Ti powder) | 0.5 | TiC |
| [41] | 2.17 | - | - | - | SiC, Cu3Si |
| [42] | - | - | - | 1.0–3.0 | TiC |
| [43] | 5.02 | ≤ 1 | - | 1.0 | Mo2C |
| [44] | 3.41–4.14 | - | - | 2.5–3.0 | Mo2C |
| [45] | 3.53–3.66 | - | 30–50 | 7–10 | Cu5Si, TiC, SiC |
| [46] | - | - | - | - | SiC, Cu3Si |
| [47] | 2.79–3.45–3.58 | - | - | 2.2, 3.1 | B4C |
| [48] | 2.79–3.58 | - | - | 2.2; 3.1 | B4C |
| [49] | 2.8–3.1–3.3 | - | - | 1.0–2.0 | Fe3C |
| [50] | - | - | - | - | - |
| [51] | 2.68 | - | - | - | - |
| [52] | - | 45 | - | - | Fe3C |
| [53] | - | 20 (Carbon powder); 5 (Fe2O3 powders) | - | 3.5; 5; 7 | Fe3C |
| [54] | 3.36–3.39 | 45 (Carbon/Ni) | - | - | Cu9NiSn3 |
| [55] | 1.83–1.86–1.88 | - | - | - | - |
| Material | Thermal Conductivity (Wm−1K−1) | CTE (10−6 K−1) | Reference |
|---|---|---|---|
| Pure copper | 400 | 17 | [70,73] |
| Carbon | 1.7 | 1.1–1.3 | [71,72] |
| Carbon fibers(PAN *-based AS-4 (Hercules)) | 7.2 | −1.7 | [70] |
| Graphite | 168 | 4–8 | [72,74] |
| Diamond | 1000–2200 | 1.1 | [75] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cantürk, S.B.; Kováčik, J. Review of Recent Development in Copper/Carbon Composites Prepared by Infiltration Technique. Energies 2022, 15, 5227. https://doi.org/10.3390/en15145227
Cantürk SB, Kováčik J. Review of Recent Development in Copper/Carbon Composites Prepared by Infiltration Technique. Energies. 2022; 15(14):5227. https://doi.org/10.3390/en15145227
Chicago/Turabian StyleCantürk, Selim Burak, and Jaroslav Kováčik. 2022. "Review of Recent Development in Copper/Carbon Composites Prepared by Infiltration Technique" Energies 15, no. 14: 5227. https://doi.org/10.3390/en15145227
APA StyleCantürk, S. B., & Kováčik, J. (2022). Review of Recent Development in Copper/Carbon Composites Prepared by Infiltration Technique. Energies, 15(14), 5227. https://doi.org/10.3390/en15145227