
Electricity Generation from Low and Medium Temperature Industrial Excess Heat in the Kraft Pulp and Paper Industry


Abstract
:1. Introduction
2. Industrial Excess Heat
2.1. Excess Heat Temperature Intervals
2.2. Identification of Technologies for Electricity Generation from Low and Medium Temperature Excess Heat

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Technology | Working Temperature (°C) | Heat Source Phase | Unit Size (kWel) | Electrical Efficiency (%) | Stage of Development |
|---|---|---|---|---|---|
| Rankine cycle | >240 | Gas, steam | 0.5–1500 MW | 47 Condensing | Commercial |
| 30 CHP | |||||
| ORC | 30–550 | Gas, liquid | 5 kW–15 MW | 5–20 | Commercial |
| Absorption Rankine cycle | 70–170 | Gas, liquid | 80–130 | 15 | Demonstration |
| PCM | 25–95 | Liquid | 10–1000 | 2.5–9 | Experimental development |
| Kalina cycle | 80–180 | Gas, liquid | 0.05–12 MW | 12–17 | Commercial |
| CO2 trans-critical | 60–540 | Gas, liquid | 0.25–8000 | 2.5–15 | Experimental development |
| TEG | 150–800 | Gas, liquid | 200–800 | 1.5–5 | Small scale commercial |
| TPV | 1000–1800 | Gas, liquid | - | 1–2 | Experimental development |
| Stirling cycle | 100–700 | Gas, liquid | 100–300 | 13–36 | Demonstration, commercial |
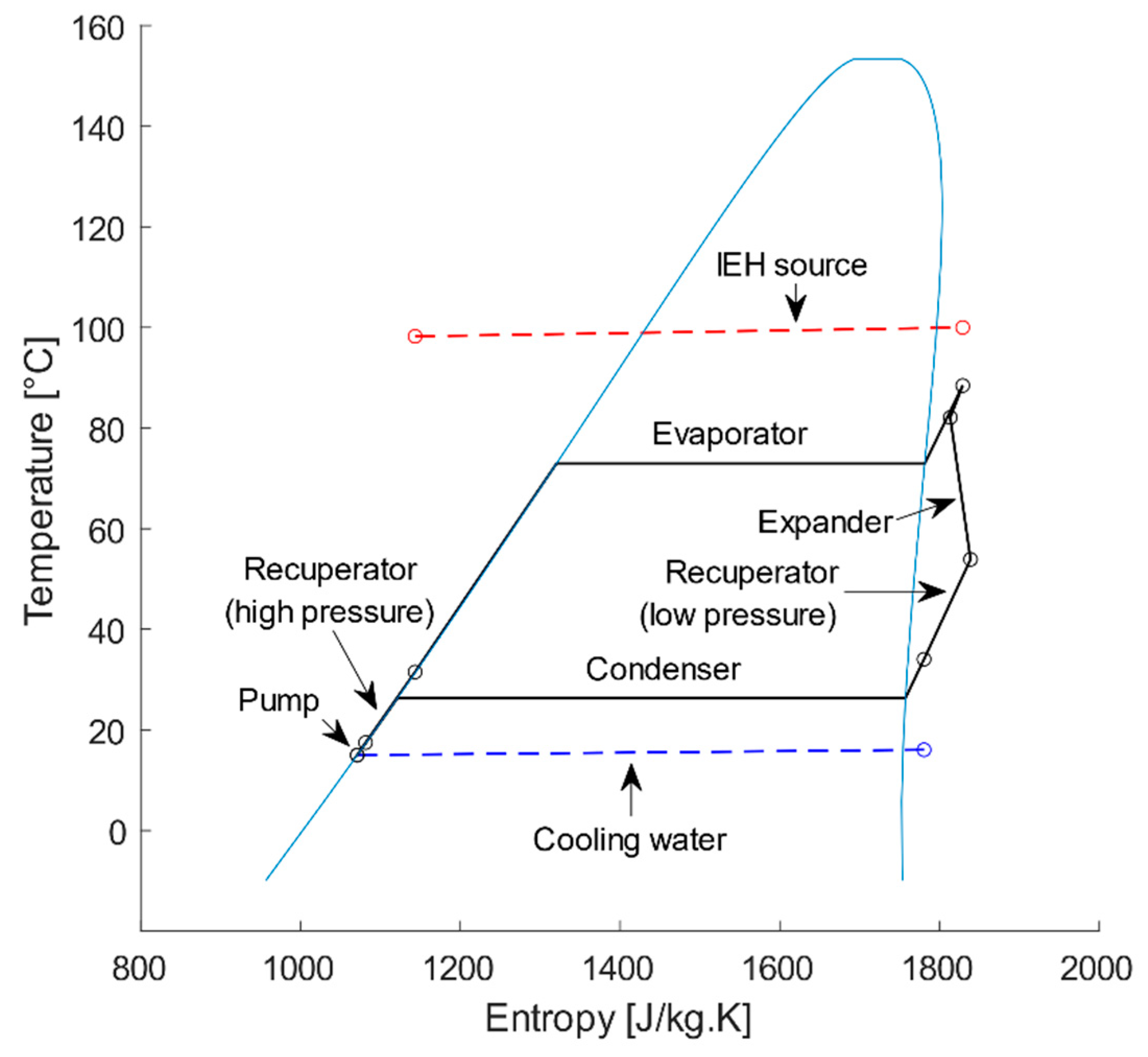
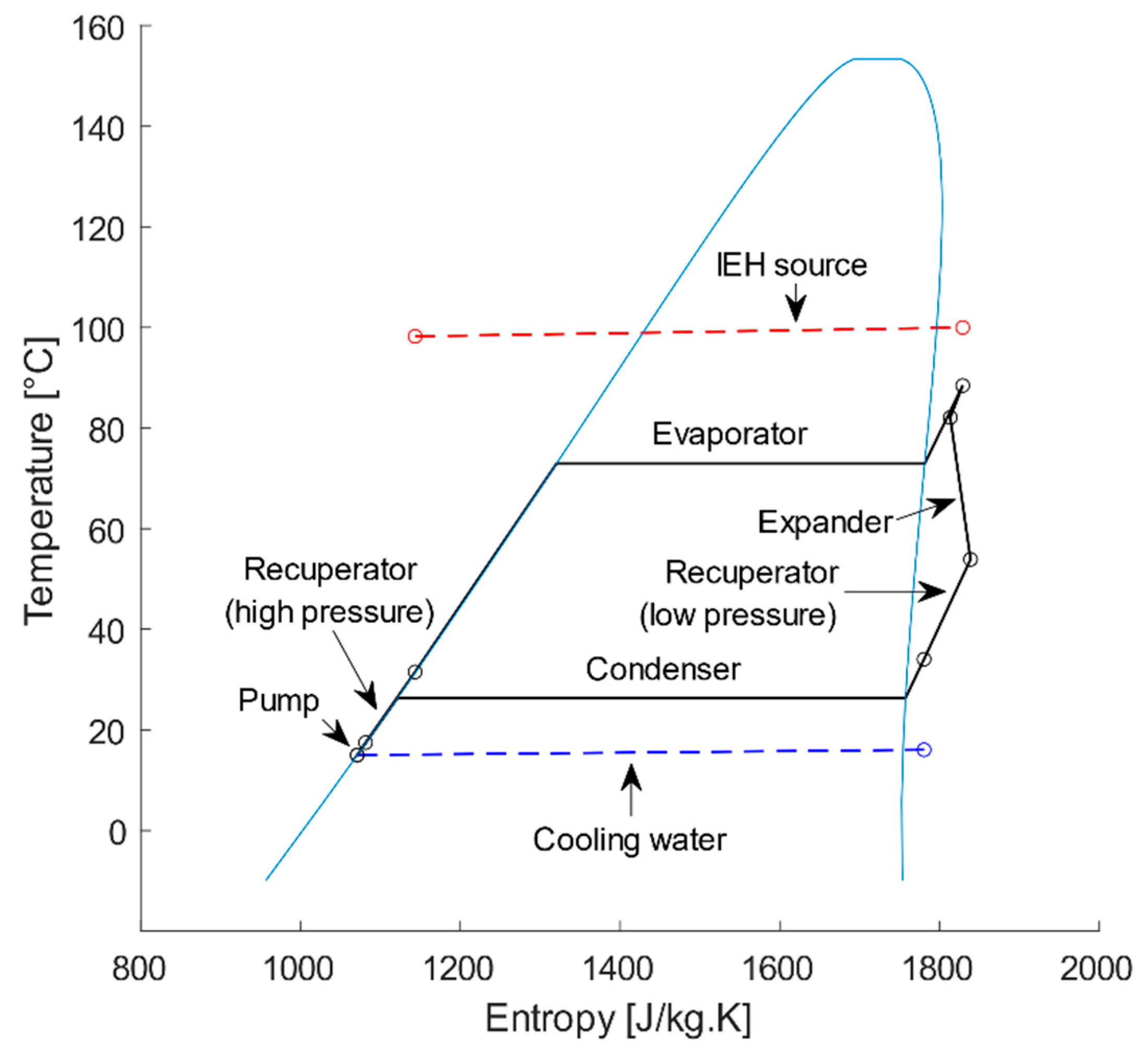
Organic Rankine Cycles (ORC)
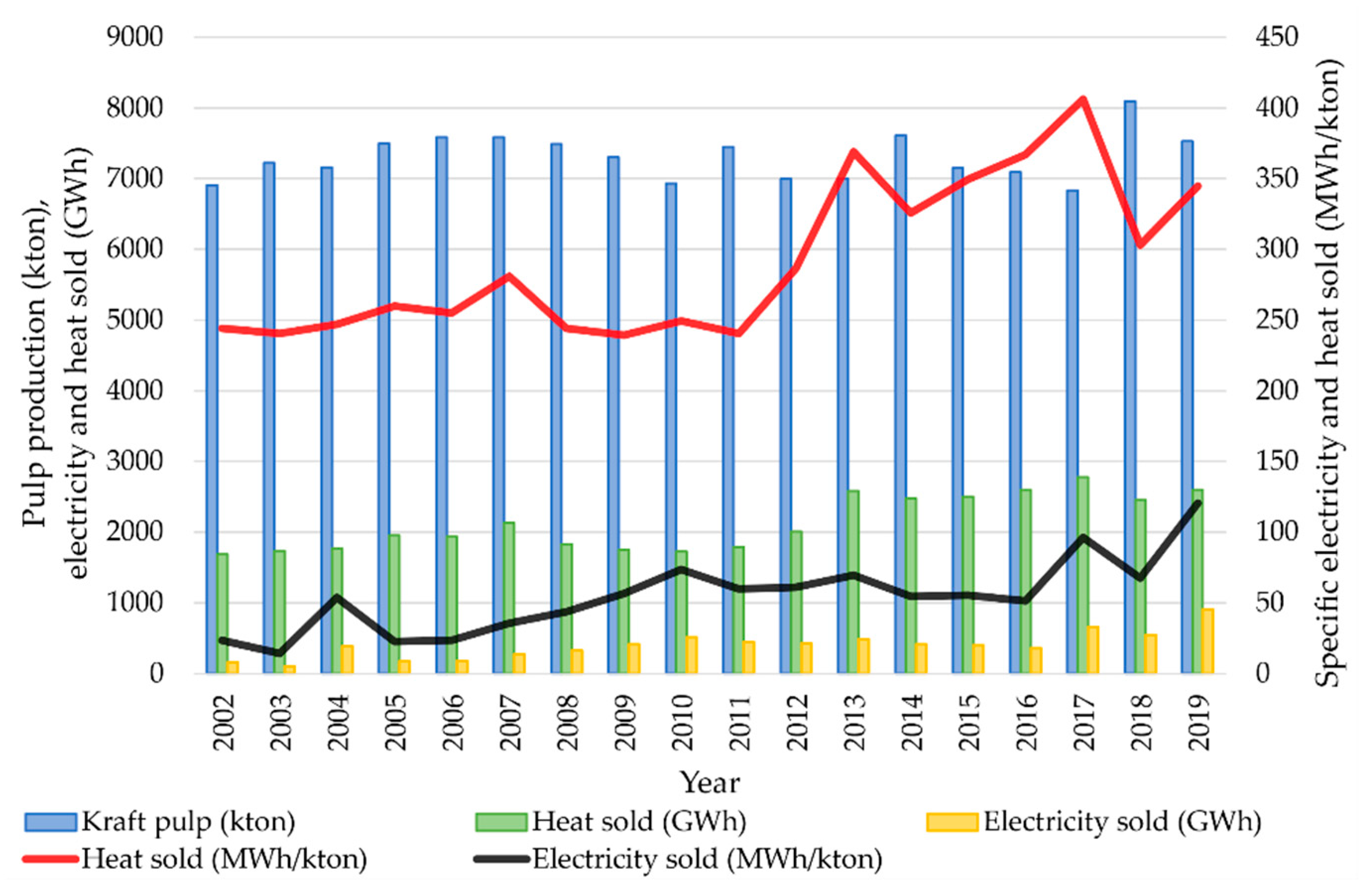
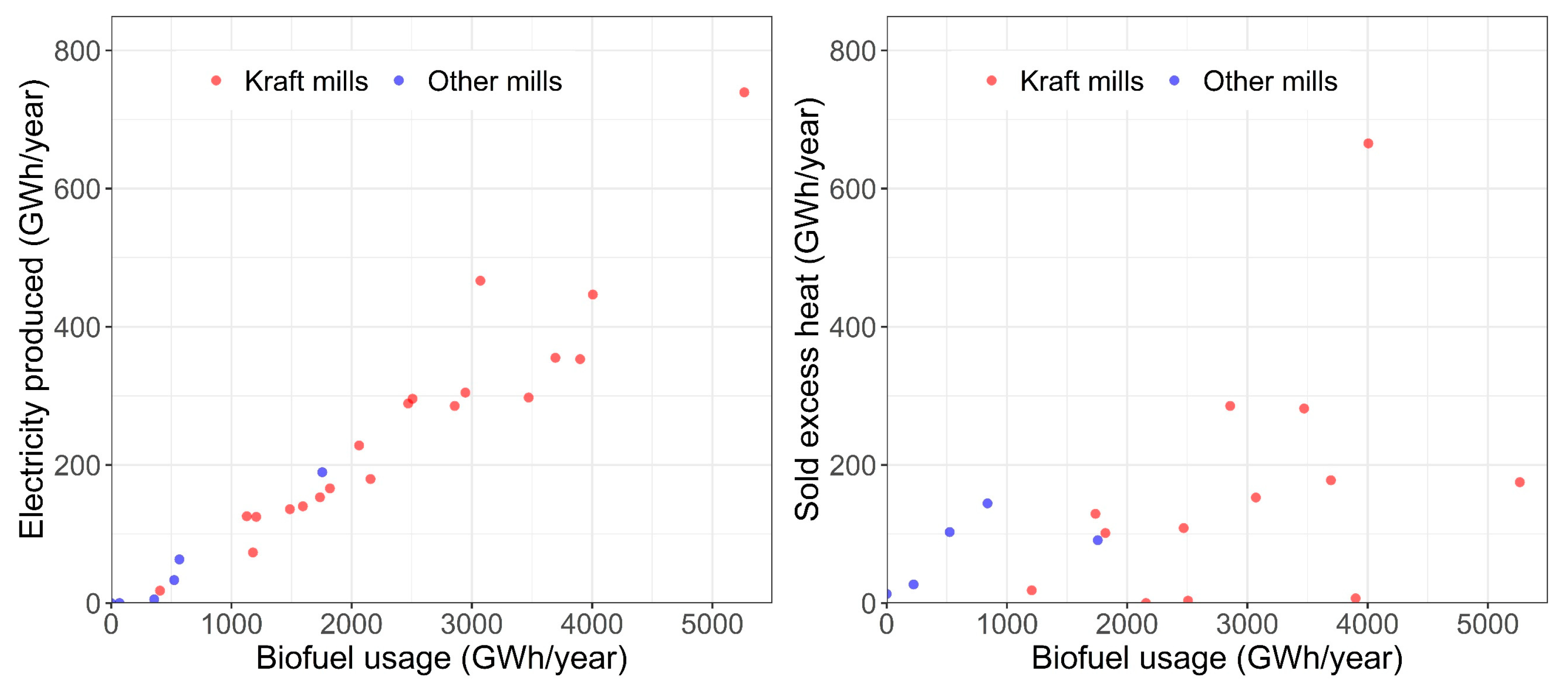
3. Energy Situation in the Swedish Kraft Pulp and Paper Sector
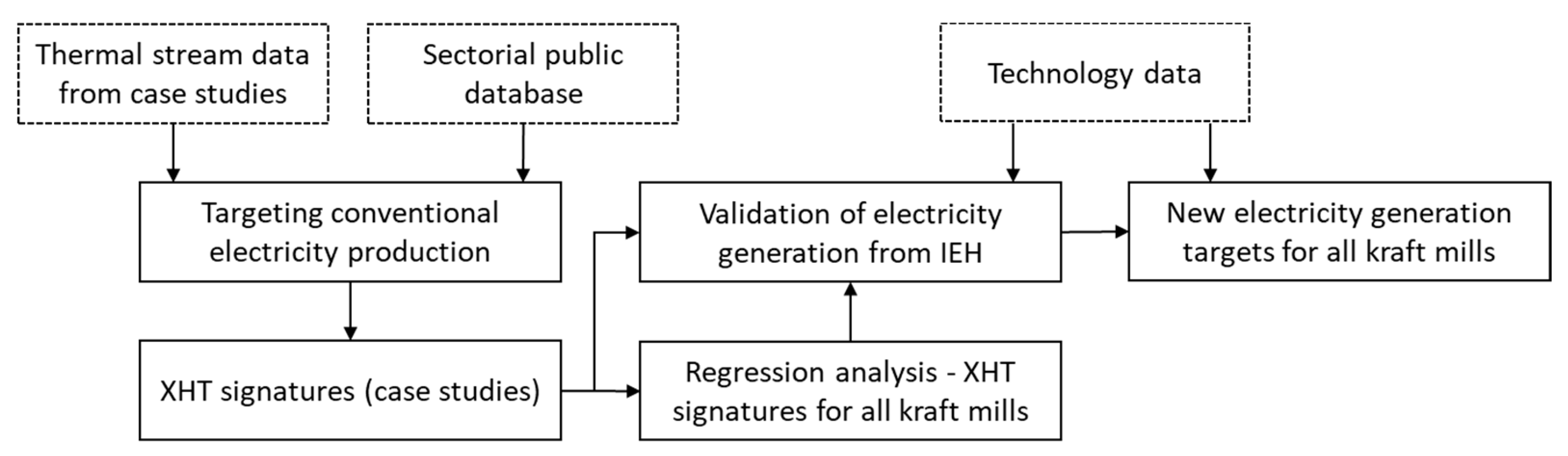
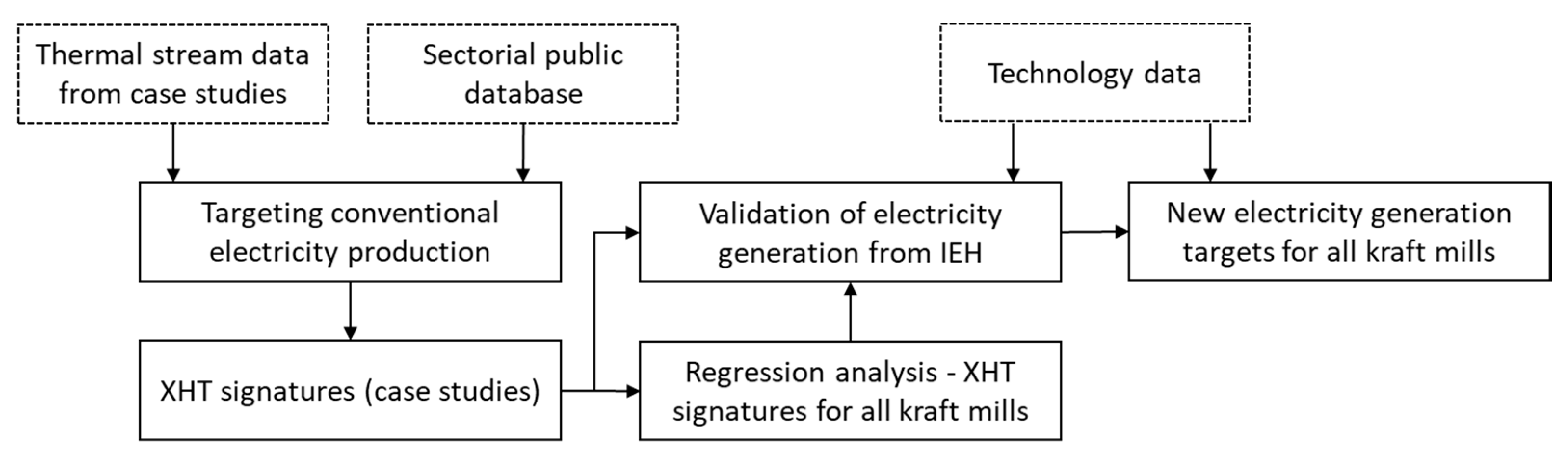
4. Methods
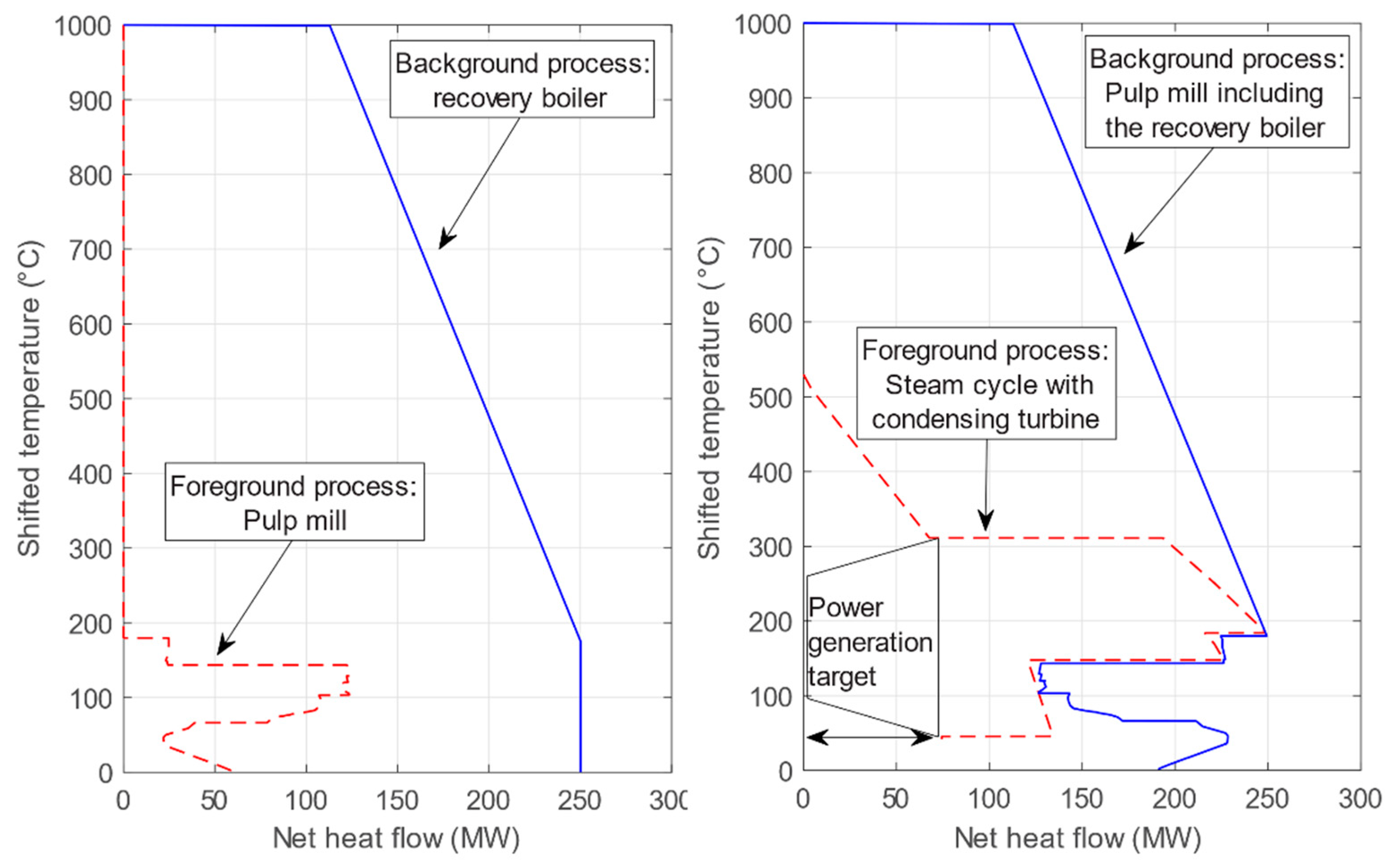
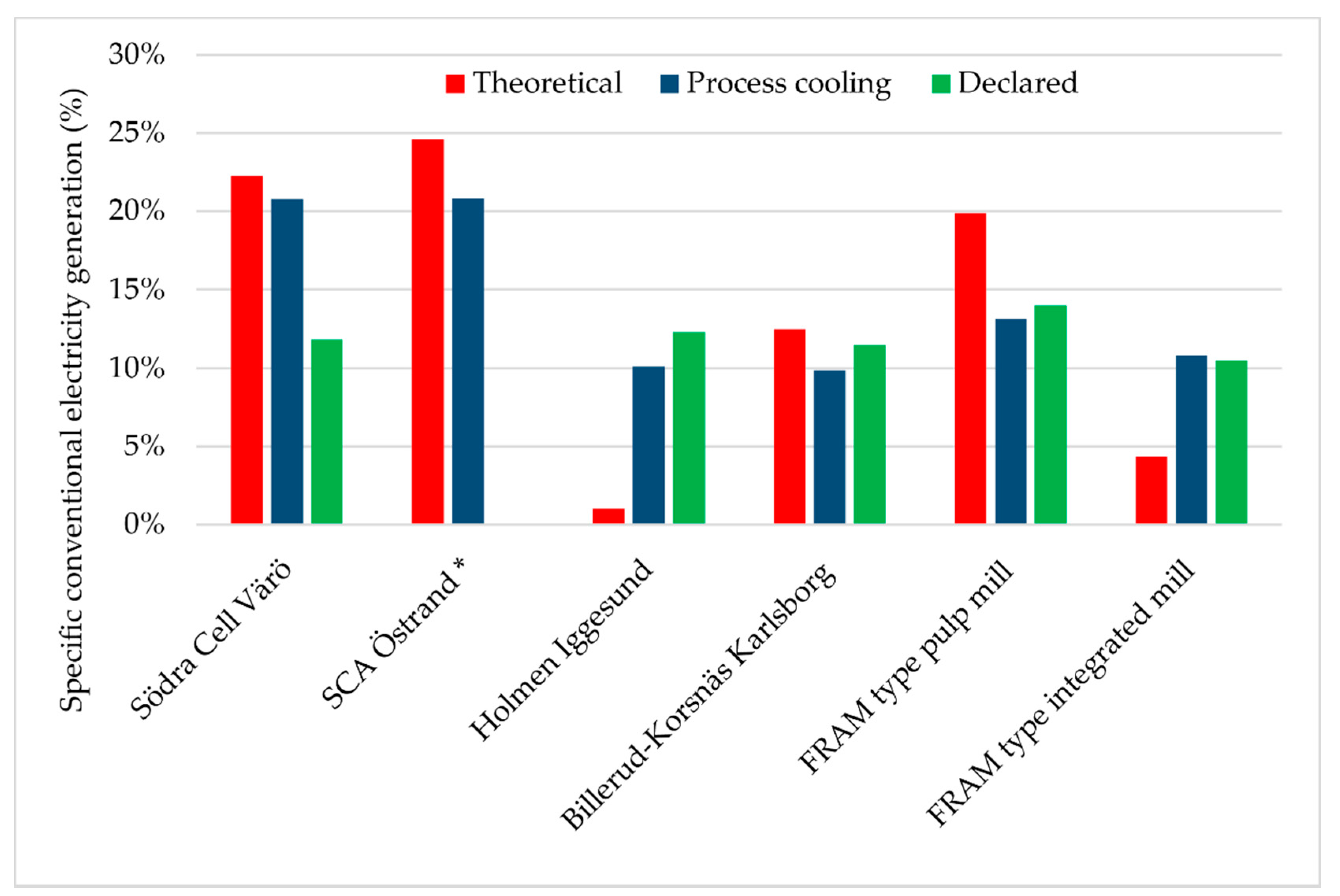
4.1. Targeting of Conventional Electricity Generation and Characterisation of Excess Heat Availability
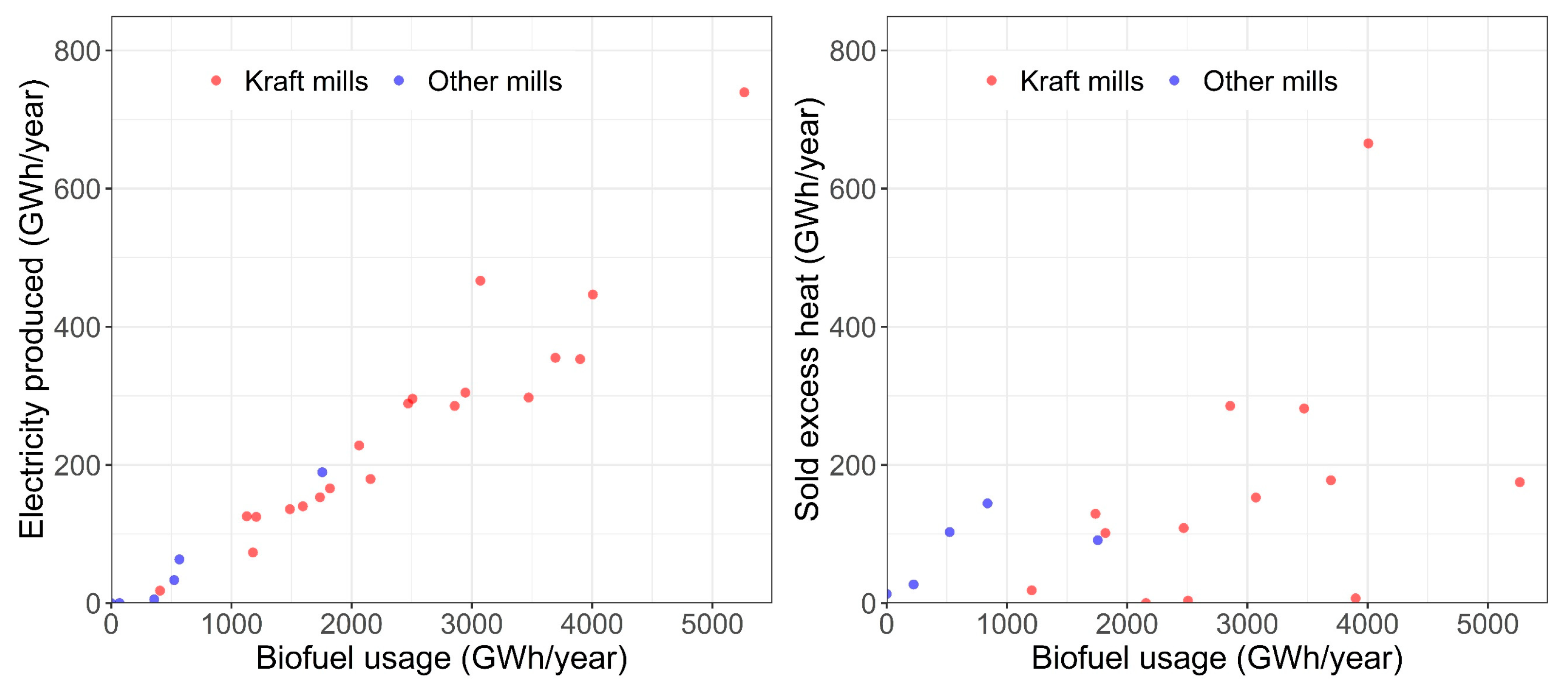
4.2. Regression Analysis
4.3. Estimation of Electricity Generation Potentials from Low and Medium Temperature Excess Heat
5. Results and Analysis
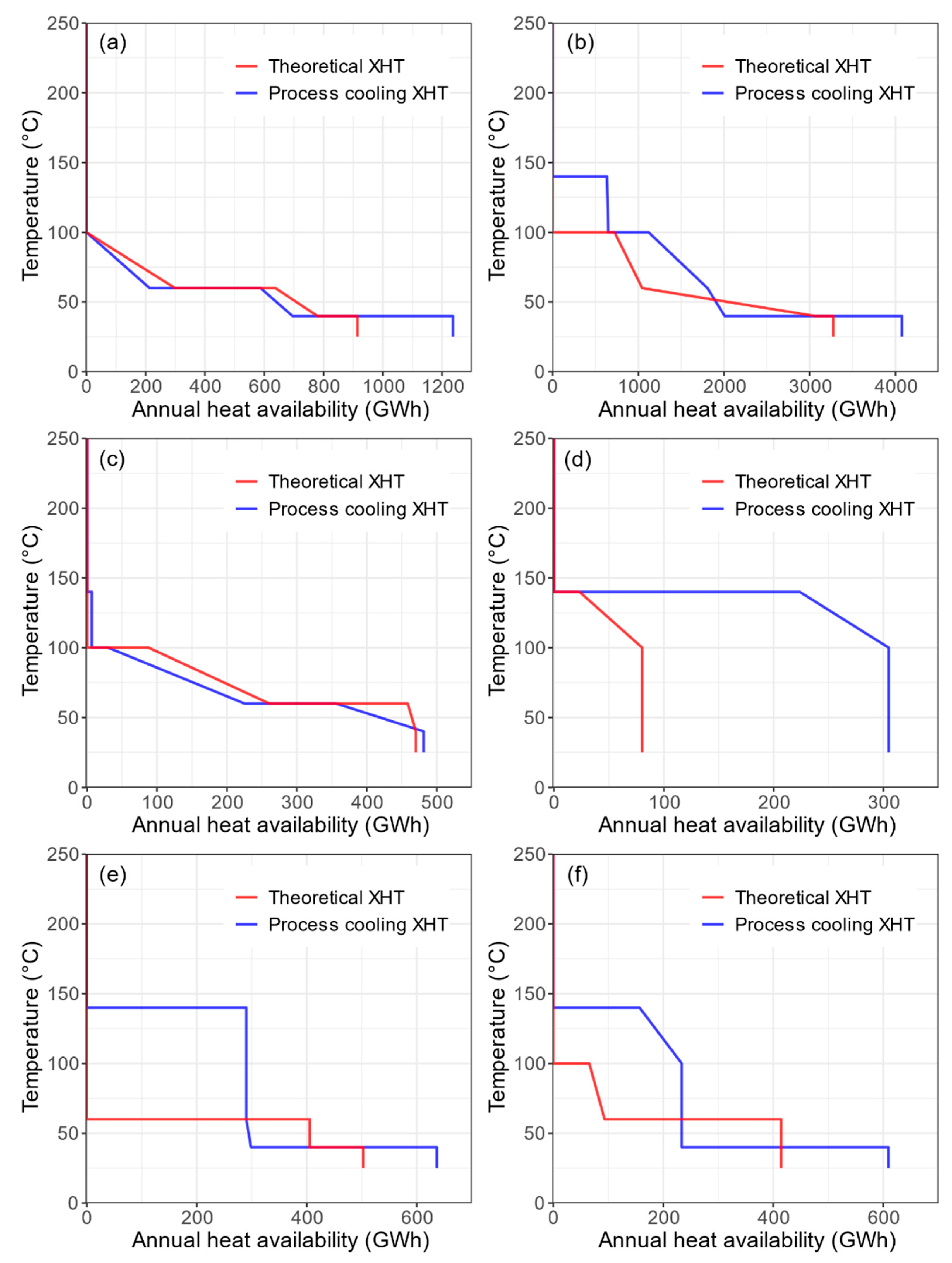
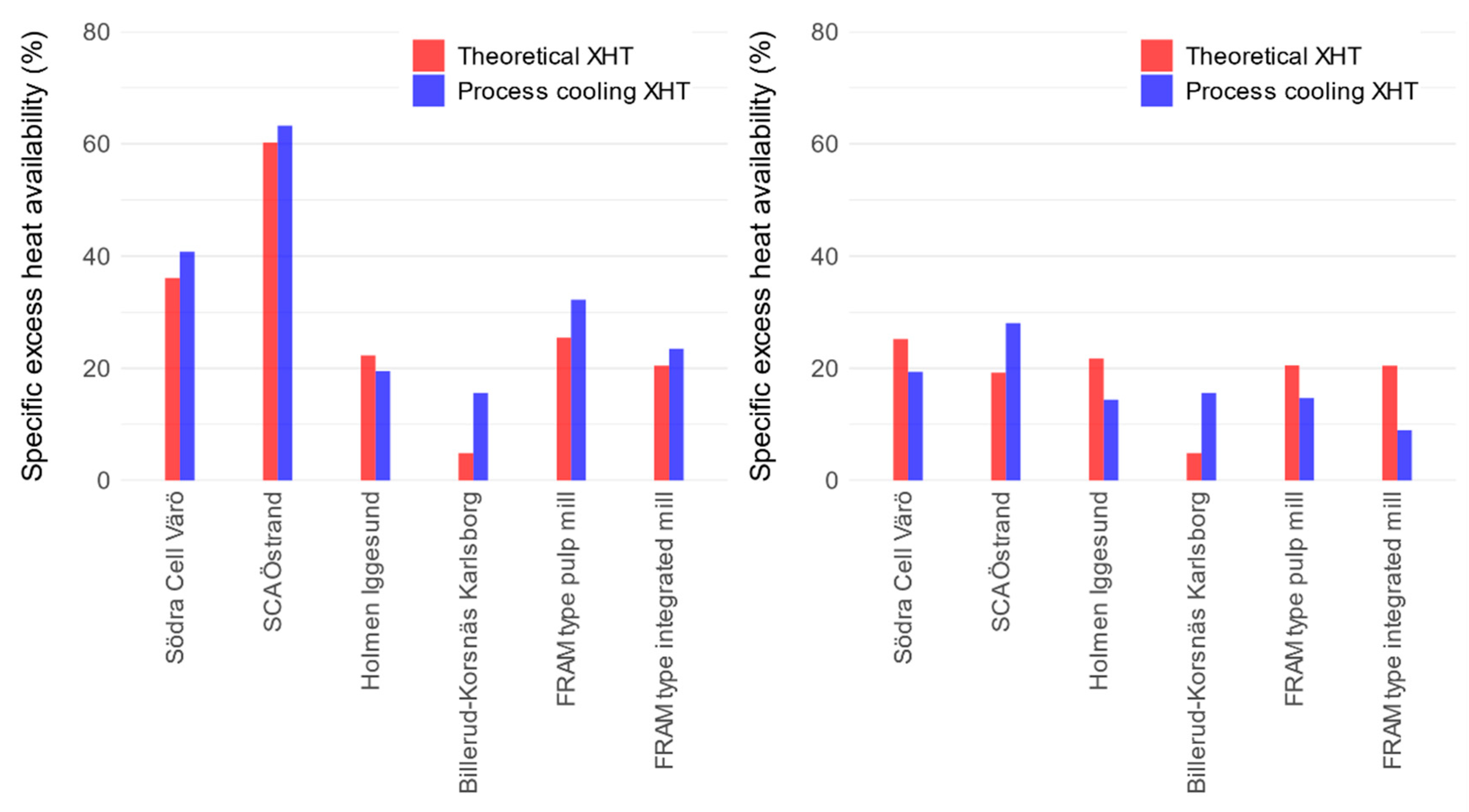
5.1. Excess Heat Availability
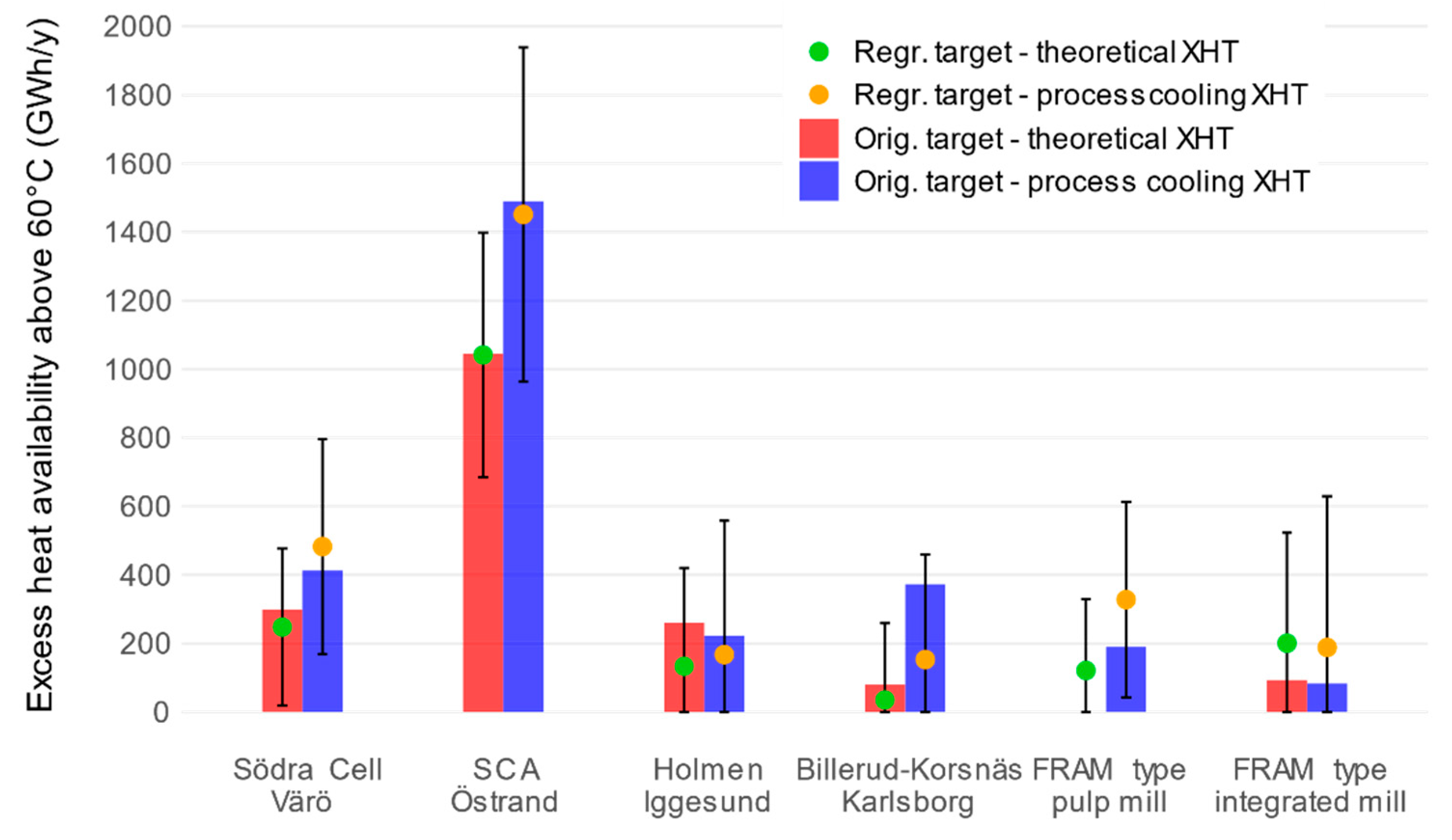
5.2. Regression Analysis for Excess Heat
5.3. Low and Medium Temperature Electricity Generation
5.4. Regression Analysis for Low and Medium Temperature Electricity Generation
6. Discussion
7. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A
| Excess Heat Temperature | k (Constant) | m (Market Pulp Coeff.) | n (Paper Coeff.) |
|---|---|---|---|
| ≥140 °C | 13.31 ± 12.985 | −0.018 ± 0.023 | −0.022 ± 0.034 |
| >100 °C | 46.175 ± 45.046 | −0.063 ± 0.079 | −0.078 ± 0.118 |
| ≥100 °C | −368.99 ± 130.11 | 1.172 ± 0.23 | 0.966 ± 0.341 |
| >60 °C | −402.18 ± 149.67 | 1.597 ± 0.264 | 1.191 ± 0.393 |
| ≥60 °C | −29.998 ± 187.25 | 1.248 ± 0.33 | 0.879 ± 0.491 |
| >40 °C | −1097.5 ± 121.24 | 4.606 ± 0.214 | 3.153 ± 0.318 |
| ≥40 °C | −1087.4 ± 111.3 | 4.84 ± 0.196 | 3.106 ± 0.292 |
| >25 °C | −1087.4 ± 111.3 | 4.84 ± 0.196 | 3.106 ± 0.292 |
| Excess Heat Temperature | k (Constant) | m (Market Pulp Coeff.) | n (Paper Coeff.) |
|---|---|---|---|
| ≥140 °C | −70.686 ± 214.28 | 0.731 ± 0.378 | 0.372 ± 0.562 |
| >100 °C | −47.636 ± 247.25 | 0.711 ± 0.436 | 0.438 ± 0.648 |
| ≥100 °C | −311.31 ± 294.88 | 1.506 ± 0.52 | 1.021 ± 0.773 |
| >60 °C | −582.35 ± 259.54 | 2.569 ± 0.458 | 1.748 ± 0.681 |
| ≥60 °C | −396.59 ± 143.11 | 2.42 ± 0.252 | 1.428 ± 0.375 |
| >40 °C | −443.61 ± 194.08 | 2.7 ± 0.342 | 1.625 ± 0.509 |
| ≥40 °C | −1209.4 ± 78.467 | 5.856 ± 0.138 | 3.624 ± 0.206 |
| >25 °C | −1209.4 ± 78.467 | 5.856 ± 0.138 | 3.624 ± 0.206 |
| Electricity Generation (kW) | ||||
|---|---|---|---|---|
| Mill | ORC 140 | ORC 100 | ORC 60 | Total Mill (kW) |
| BillerudKorsnäs, Frövi | 1113 | 174 | 46 | 1333 |
| BillerudKorsnäs, Gruvön | 2231 | 2824 | 0 | 5054 |
| BillerudKorsnäs, Karlsborg | 410 | 106 | 79 | 595 |
| BillerudKorsnäs, Korsnäsverken | 2055 | 2866 | 0 | 4920 |
| BillerudKorsnäs, Skärblacka | 2353 | 570 | 45 | 2969 |
| Holmen AB, Iggesund | 2046 | 494 | 42 | 2583 |
| Metsä Board, Husum | 2283 | 4099 | 0 | 6383 |
| Mondi Dynäs | 1071 | 184 | 89 | 1345 |
| Munksjö AB, Aspa | 1221 | 227 | 110 | 1557 |
| Munksjö Paper, Billingsfors | 0 | 209 | 131 | 339 |
| Nordic Paper Bäckhammar | 1107 | 203 | 98 | 1408 |
| Rottneros AB, Vallvik | 1560 | 212 | 103 | 1875 |
| SCA, Munksund | 399 | 112 | 54 | 565 |
| SCA, Obbola | 1714 | 519 | 37 | 2270 |
| SCA, Östrand | 3079 | 7319 | 0 | 10,397 |
| Smurfit Kappa Piteå | 2058 | 2813 | 0 | 4871 |
| Stora Enso, Skoghall | 2022 | 3318 | 0 | 5340 |
| Södra Cell AB, Mönsterås | 2929 | 4520 | 1 | 7449 |
| Södra Cell AB, Mörrum | 2703 | 247 | 78 | 3028 |
| Södra Cell AB, Värö | 2746 | 1067 | 63 | 3876 |
| FRAM type pulp mill | 2693 | 62 | 81 | 2836 |
| FRAM type integrated mill | 2178 | 1137 | 20 | 3334 |
| Total Sweden (kW) | 1078 | 33,280 | 39,971 | 74,329 |
| Electricity Generation (kW) | ||||
|---|---|---|---|---|
| Mill | ORC 140 | ORC 100 | ORC 60 | Total Mill (kW) |
| BillerudKorsnäs, Frövi | 591 | 210 | 881 | 1682 |
| BillerudKorsnäs, Gruvön | 0 | 1078 | 2475 | 3553 |
| BillerudKorsnäs, Karlsborg | 850 | 0 | 762 | 1612 |
| BillerudKorsnäs, Korsnäsverken | 0 | 1409 | 2101 | 3511 |
| BillerudKorsnäs, Skärblacka | 1039 | 464 | 1373 | 2876 |
| Holmen AB, Iggesund | 854 | 416 | 1180 | 2451 |
| Metsä Board, Husum | 0 | 357 | 3391 | 3748 |
| Mondi Dynäs | 0 | 351 | 167 | 518 |
| Munksjö AB, Aspa | 0 | 0 | 534 | 534 |
| Munksjö Paper, Billingsfors | 0 | 0 | 0 | 0 |
| Nordic Paper Bäckhammar | 0 | 280 | 365 | 645 |
| Rottneros AB, Vallvik | 404 | 0 | 203 | 607 |
| SCA, Munksund | 492 | 13 | 747 | 1251 |
| SCA, Obbola | 705 | 436 | 1036 | 2178 |
| SCA, Östrand | 0 | 0 | 3906 | 3906 |
| Smurfit Kappa Piteå | 0 | 1540 | 2077 | 3617 |
| Stora Enso, Skoghall | 0 | 1355 | 2310 | 3664 |
| Södra Cell AB, Mönsterås | 0 | 0 | 3938 | 3938 |
| Södra Cell AB, Mörrum | 1134 | 238 | 1984 | 3356 |
| Södra Cell AB, Värö | 0 | 878 | 2912 | 3790 |
| FRAM type pulp mill | 1338 | 117 | 1848 | 3303 |
| FRAM type integrated mill | 910 | 842 | 1314 | 3065 |
| Total Sweden (kW) | 40,036 | 23,498 | 31,118 | 94,652 |
References
- IPCC. Global Warming of 1.5 °C An IPCC Special Report on the Impacts of Global Warming of 1.5°C above Pre-Industrial Levels and Related Global Greenhouse Gas Emission Pathways, in the Context of Strengthening the Global Response to the Threat of Climate Change, Sustainable Development, and Efforts to Eradicate Poverty; IPCC: Geneva, Switzerland, 2018. [Google Scholar]
- European Commission. A Clean Planet for all A European Strategic Long-Term Vision for a Prosperous, Modern, Competitive and Climate Neutral Economy; European Commission: Brussels, Belgium, 2018. [Google Scholar]
- Regeringskansliet. Proposal Referred to the Council on Legislation on a Climate Policy Framework for Sweden; Regeringskansliet: Stockholm, Sweden, 2017. [Google Scholar]
- International Energy Agency. World Energy Outlook 2017; International Energy Agency: Paris, France, 2017; Volume 637. [Google Scholar] [CrossRef]
- Pettersson, K.; Axelsson, E.; Eriksson, L.; Svensson, E.; Berntsson, T.; Harvey, S. Holistic methodological framework for assessing the benefits of delivering industrial excess heat to a district heating network. Int. J. Energy Res. 2020, 44, 2634–2651. [Google Scholar] [CrossRef]
- Broberg Viklund, S. Energy efficiency through industrial excess heat recovery—Policy impacts. Energy Effic. 2015, 8, 19–35. [Google Scholar] [CrossRef] [Green Version]
- Karlsson, M.; Gebremedhin, A.; Klugman, S.; Henning, D.; Moshfegh, B. Regional energy system optimization—Potential for a regional heat market. Appl. Energy 2009, 86, 441–451. [Google Scholar] [CrossRef]
- Sandvall, A.F.; Börjesson, M.; Ekvall, T.; Ahlgren, E.O. Modelling environmental and energy system impacts of large-scale excess heat utilisation—A regional case study. Energy 2015, 79, 68–79. [Google Scholar] [CrossRef] [Green Version]
- Brueckner, S.; Miró, L.; Cabeza, L.F.; Pehnt, M.; Laevemann, E. Methods to estimate the industrial waste heat potential of regions—A categorization and literature review. Renew. Sustain. Energy Rev. 2014, 38, 164–171. [Google Scholar] [CrossRef]
- McKenna, R.C.; Norman, J.B. Spatial modelling of industrial heat loads and recovery potentials in the UK. Energy Policy 2010, 38, 5878–5891. [Google Scholar] [CrossRef]
- Hammond, G.P.; Norman, J.B. Heat recovery opportunities in UK industry. Appl. Energy 2014, 116, 387–397. [Google Scholar] [CrossRef] [Green Version]
- Cooper, S.J.G.; Hammond, G.P.; Norman, J.B. Potential for use of heat rejected from industry in district heating networks, Gb perspective. J. Energy Inst. 2016, 89, 57–69. [Google Scholar] [CrossRef]
- Bühler, F.; Petrović, S.; Ommen, T.; Holm, F.; Pieper, H.; Elmegaard, B. Identification and Evaluation of Cases for Excess Heat Utilisation Using GIS. Energies 2018, 11, 762. [Google Scholar] [CrossRef] [Green Version]
- Bühler, F.; Petrović, S.; Karlsson, K.; Elmegaard, B. Industrial excess heat for district heating in Denmark. Appl. Energy 2017, 205, 991–1001. [Google Scholar] [CrossRef] [Green Version]
- Bühler, F.; Petrović, S.; Holm, F.M.; Karlsson, K.; Elmegaard, B. Spatiotemporal and economic analysis of industrial excess heat as a resource for district heating. Energy 2018, 151, 715–728. [Google Scholar] [CrossRef] [Green Version]
- Brueckner, S.; Arbter, R.; Pehnt, M.; Laevemann, E. Industrial waste heat potential in Germany—A bottom-up analysis. Energy Effic. 2017, 10, 513–525. [Google Scholar] [CrossRef]
- Sollesnes, G.; Helgerud, H.E. Potensialstudie for Utnyttelse av Spillvarme fra Norsk Industri—[Study of the Potentials for the Utilisation of Excess Heat from the Norwegian Industry]; Enova: Trondheim, Norway, 2009. [Google Scholar]
- Broberg, S.; Backlund, S.; Karlsson, M.; Thollander, P. Industrial excess heat deliveries to Swedish district heating networks: Drop it like it’s hot. Energy Policy 2012, 51, 332–339. [Google Scholar] [CrossRef] [Green Version]
- Energiföretagen Sverige Fjärrvärmestatistik. Available online: https://www.energiforetagen.se/statistik/fjarrvarmestatistik/ (accessed on 1 March 2020).
- Zuberi, M.J.S.; Bless, F.; Chambers, J.; Arpagaus, C.; Bertsch, S.S.; Patel, M.K. Excess heat recovery: An invisible energy resource for the Swiss industry sector. Appl. Energy 2018, 228, 390–408. [Google Scholar] [CrossRef]
- Lu, H.; Price, L.; Zhang, Q. Capturing the invisible resource: Analysis of waste heat potential in Chinese industry. Appl. Energy 2016, 161, 497–511. [Google Scholar] [CrossRef] [Green Version]
- Johnson, I.; Choate, W.T.; Davidson, A. Waste Heat Recovery: Technology and Opportunities in U.S. Industry; BCS Incorporated: Laurel, NJ, USA, 2008. [Google Scholar]
- Dupont, M.; Sapora, E. The heat recovery potential in the French industry: Which opportunities for heat pump systems? In Proceedings of the ECEEE 2009 Summer Study, Nice, France, 1–6 June 2009; pp. 1115–1123. [Google Scholar]
- Persson, U.; Möller, B.; Werner, S. Heat Roadmap Europe: Identifying strategic heat synergy regions. Energy Policy 2014, 74, 663–681. [Google Scholar] [CrossRef]
- Möller, B.; Wiechers, E.; Persson, U.; Grundahl, L.; Connolly, D. Heat Roadmap Europe: Identifying local heat demand and supply areas with a European thermal atlas. Energy 2018, 158, 281–292. [Google Scholar] [CrossRef]
- Naegler, T.; Simon, S.; Klein, M.; Gils, H.C. Quantification of the European industrial heat demand by branch and temperature level. Int. J. Energy Res. 2015, 39, 2019–2030. [Google Scholar] [CrossRef] [Green Version]
- Miró, L.; Brückner, S.; Cabeza, L.F. Mapping and discussing Industrial Waste Heat (IWH) potentials for different countries. Renew. Sustain. Energy Rev. 2015, 51, 847–855. [Google Scholar] [CrossRef] [Green Version]
- Kong, L.; Hasanbeigi, A.; Price, L. Assessment of emerging energy-efficiency technologies for the pulp and paper industry: A technical review. J. Clean. Prod. 2016, 122, 5–28. [Google Scholar] [CrossRef] [Green Version]
- Swedish Energy Agency. Energy in Sweden 2015. ET015:8; Energimyndigheten: Eskilstuna, Sweden, 2015. [Google Scholar]
- Andersson, E.; Thollander, P. Key performance indicators for energy management in the Swedish pulp and paper industry. Energy Strateg. Rev. 2019, 24, 229–235. [Google Scholar] [CrossRef]
- Thollander, P.; Ottosson, M. An energy efficient Swedish pulp and paper industry—Exploring barriers to and driving forces for cost-effective energy efficiency investments. Energy Effic. 2008, 1, 21–34. [Google Scholar] [CrossRef] [Green Version]
- Laurijssen, J.; Faaij, A.; Worrell, E. Energy conversion strategies in the European paper industry—A case study in three countries. Appl. Energy 2012, 98, 102–113. [Google Scholar] [CrossRef]
- Confederation of European Paper Industries. Key Statistics 2018. European Pulp & Paper Industry; Confederation of European Paper Industries: Brussels, Belgium, 2019. [Google Scholar]
- International Energy Agency. Tracking Clean Energy Progress 2016; IEA: Paris, France, 2016. [Google Scholar]
- Ericsson, K.; Nilsson, L.J. Climate Innovations in the Paper Industry: Prospects for Decarbonisation; (IMES/EESS Report Series; Volume 110); Miljö- och Energisystem, LTH, Lunds Universitet: Lund, Sweden, 2018. [Google Scholar]
- Svensson, I.L.; Jönsson, J.; Berntsson, T.; Moshfegh, B. Excess heat from kraft pulp mills: Trade-offs between internal and external use in the case of Sweden-Part 1: Methodology. Energy Policy 2008, 36, 4178–4185. [Google Scholar] [CrossRef]
- Broberg Viklund, S.; Johansson, M.T. Technologies for utilization of industrial excess heat: Potentials for energy recovery and CO2 emission reduction. Energy Convers. Manag. 2014, 77, 369–379. [Google Scholar] [CrossRef] [Green Version]
- Amiri, S.; Weinberger, G. Increased cogeneration of renewable electricity through energy cooperation in a Swedish district heating system—A case study. Renew. Energy 2018, 116, 866–877. [Google Scholar] [CrossRef]
- Isaksson, J.; Jansson, M.; Åsblad, A.; Berntsson, T. Transportation fuel production from gasified biomass integrated with a pulp and paper mill—Part A: Heat integration and system performance. Energy 2016, 103, 557–571. [Google Scholar] [CrossRef]
- Mesfun, S.; Toffolo, A. Integrating the processes of a Kraft pulp and paper mill and its supply chain. Energy Convers. Manag. 2015, 103, 300–310. [Google Scholar] [CrossRef]
- Mongkhonsiri, G.; Gani, R.; Malakul, P.; Assabumrungrat, S. Integration of the biorefinery concept for the development of sustainable processes for pulp and paper industry. Comput. Chem. Eng. 2018, 119, 70–84. [Google Scholar] [CrossRef]
- Benali, M.; Périn-Levasseur, Z.; Savulescu, L.; Kouisni, L.; Jemaa, N.; Kudra, T.; Paleologou, M. Implementation of lignin-based biorefinery into a Canadian softwood kraft pulp mill: Optimal resources integration and economic viability assessment. Biomass Bioenergy 2014, 67, 473–482. [Google Scholar] [CrossRef]
- Päivärinne, S.; Hjelm, O.; Gustafsson, S. Excess heat supply collaborations within the district heating sector: Drivers and barriers. J. Renew. Sustain. Energy 2015, 7, 033117. [Google Scholar] [CrossRef] [Green Version]
- International Energy Agency. IEA IETS, Annex XV: Industrial Excess Heat Recovery—Technologies and Applications, Supported by Austria, Canada, Denmark, Germany, Italy, Norway, Portugal, and Sweden, Final Report—Task2; International Energy Agency: Paris, France, 2019. [Google Scholar]
- Bendig, M.; Maréchal, F.; Favrat, D. Defining waste heat for industrial processes. Appl. Therm. Eng. 2013, 61, 134–142. [Google Scholar] [CrossRef]
- International Energy Agency. IEA IETS, Annex XV: Industrial Excess Heat Recovery Technologies & Applications, Final Report—Task 1; International Energy Agency: Paris, France, 2015. [Google Scholar]
- Svensson, E.; Morandin, M.; Harvey, S. Characterization and visualization of industrial excess heat for different levels of on-site process heat recovery. Int. J. Energy Res. 2019, 43, 7988–8003. [Google Scholar] [CrossRef] [Green Version]
- Johansson, M.T.; Söderström, M. Options for the Swedish steel industry—Energy efficiency measures and fuel conversion. Energy 2011, 36, 191–198. [Google Scholar] [CrossRef] [Green Version]
- Johansson, M.T.; Söderström, M. Electricity generation from low-temperature industrial excess heat—An opportunity for the steel industry. Energy Effic. 2014, 7, 203–215. [Google Scholar] [CrossRef] [Green Version]
- Ma, G.Y.; Cai, J.J.; Zeng, W.W.; Dong, H. Analytical research on waste heat recovery and utilization of china’s iron & steel industry. Energy Procedia 2012, 14, 1022–1028. [Google Scholar]
- Campana, F.; Bianchi, M.; Branchini, L.; De Pascale, A.; Peretto, A.; Baresi, M.; Fermi, A.; Rossetti, N.; Vescovo, R. ORC waste heat recovery in European energy intensive industries: Energy and GHG savings. Energy Convers. Manag. 2013, 76, 244–252. [Google Scholar] [CrossRef]
- Law, R.; Harvey, A.; Reay, D. Opportunities for low-grade heat recovery in the UK food processing industry. Appl. Therm. Eng. 2013, 53, 188–196. [Google Scholar] [CrossRef]
- Hirzel, K.S.; Sontag, B.; Rohde, C. Industrielle Abwärmenutzung—Kurzstudie—[Industrial Waste Heat Recovery—Short Study]; Fraunhofer ISI: Karlsruhe, Germany, 2013. [Google Scholar]
- DECC. The Potential for Recovering and Using Surplus Heat from Industry Final Report; DECC: London, UK, 2014. [Google Scholar]
- Frederiksen, S.; Werner, S. District Heating and Cooling; Studentlitteratur AB: Lund, Sweden, 2013; ISBN 9789144085302. [Google Scholar]
- Svensson, E.; Morandin, M.; Cruz, I.; Harvey, S. Availability of excess heat from the Swedish Kraft pulping industry. In Proceedings of the International Sustainable Energy Conference on Renewable Heating and Cooling in Integrated Urban and Industrial Energy Systems, Graz, Austria, 23 March 2018; pp. 697–706. [Google Scholar]
- De Beer, J.; Worrell, E.; Blok, K. Long-term energy-efficiency improvements in the paper and board industry. Energy 1998, 23, 21–42. [Google Scholar] [CrossRef]
- US Energy Information Administration. Cost and Performance Characteristics of New Generating Technologies, Annual Energy Outlook 2018; US Energy Information Administration: Washington, DC, USA, 2017; pp. 1–3.
- Quoilin, S.; Declaye, S.; Tchanche, B.F.; Lemort, V. Thermo-economic optimization of waste heat recovery Organic Rankine Cycles. Appl. Therm. Eng. 2011, 31, 2885–2893. [Google Scholar] [CrossRef] [Green Version]
- Liu, B.T.; Chien, K.H.; Wang, C.C. Effect of working fluids on organic Rankine cycle for waste heat recovery. Energy 2004, 29, 1207–1217. [Google Scholar] [CrossRef]
- Dai, Y.; Wang, J.; Gao, L. Parametric optimization and comparative study of organic Rankine cycle (ORC) for low grade waste heat recovery. Energy Convers. Manag. 2009, 50, 576–582. [Google Scholar] [CrossRef]
- Wei, D.; Lu, X.; Lu, Z.; Gu, J. Performance analysis and optimization of organic Rankine cycle (ORC) for waste heat recovery. Energy Convers. Manag. 2007, 48, 1113–1119. [Google Scholar] [CrossRef]
- Oluleye, G.; Jobson, M.; Smith, R.; Perry, S.J. Evaluating the potential of process sites for waste heat recovery. Appl. Energy 2016, 161, 627–646. [Google Scholar] [CrossRef]
- Tchanche, B.F.; Papadakis, G.; Lambrinos, G.; Frangoudakis, A. Fluid selection for a low-temperature solar organic Rankine cycle. Appl. Therm. Eng. 2009, 29, 2468–2476. [Google Scholar] [CrossRef] [Green Version]
- Saleh, B.; Koglbauer, G.; Wendland, M.; Fischer, J. Working fluids for low-temperature organic Rankine cycles. Energy 2007, 32, 1210–1221. [Google Scholar] [CrossRef]
- Dickes, R.; Ziviani, D.; de Paepe, M.; van den Broek, M.; Quoilin, S.; Lemort, V. ORCmKit: An open-source library for organic Rankine cycle modelling and analysis. In Proceedings of the 29th International Conference on Efficiency, Cost, Optimization, Simulation and Environmental Impact of Energy Systems, Portorož, Slovenia, 19–23 June 2016. [Google Scholar]
- Ziviani, D.; Woodland, B.J.; Georges, E.; Groll, E.A.; Braun, J.E.; Horton, W.T.; Van den Broek, M.; De Paepe, M. Development and a Validation of a Charge Sensitive Organic Rankine Cycle (ORC) Simulation Tool. Energies 2016, 9, 389. [Google Scholar] [CrossRef] [Green Version]
- Swedish Energy Agency. Energy in Sweden 2020, An Overview. ET 2020:11; Energimyndigheten: Eskilstuna, Sweden, 2020. [Google Scholar]
- Skogsindustrierna Miljödatabasen 2002–2020. Available online: https://miljodatabas.skogsindustrierna.org (accessed on 13 June 2021).
- Ericsson, K.; Nilsson, L.J.; Nilsson, M. New energy strategies in the Swedish pulp and paper industry-The role of national and EU climate and energy policies. Energy Policy 2011, 39, 1439–1449. [Google Scholar] [CrossRef]
- Bood, J.; Nilsson, L. Energy Analysis of Hemicellulose Extraction at a Softwood Kraft Pulp Mill—Case Study of Södra Cell Värö; Chalmers University of Technology: Gothenburg, Sweden, 2013. [Google Scholar]
- Ahlström, J.; Benzon, M. Design of the Heat Recovery Systems at the Reconstructed Pulp Mill Östrand. Master’s Thesis, Chalmers University of Technology, Gothenburg, Sweden, 2015. [Google Scholar]
- Isaksson, J.; Åsblad, A.; Berntsson, T. Influence of dryer type on the performance of a biomass gasification combined cycle co-located with an integrated pulp and paper mill. Biomass Bioenergy 2013, 59, 336–347. [Google Scholar] [CrossRef]
- Eriksson, L.; Hermansson, S. Pinch Analysis of Billerud Karlsborg, a Partly Integrated Pulp and Paper Mill. Master’s Thesis, Chalmers University of Technology, Gothenburg, Sweden, 2010. [Google Scholar]
- Delin, L.; Berglin, N.; Lundström, A.; Samuelsson, Å.; Backlund, B.; Sivard, Å. Bleached Market Kraft Pulp Mill—Reference and Type Mill; FRAM Report No 09; FRAM R&D Program: Stockholm, Sweden, 2005. [Google Scholar]
- Delin, L.; Berglin, N.; Eriksson, T.; Andersson, R.; Samuelsson, Å.; Lundström, A.; Backlund, B. Integrated Fine Paper Mill; FRAM Report No 10; FRAM R&D Program: Stockholm, Sweden, 2005. [Google Scholar]
- Axelsson, E.; Marcus, O.; Berntsson, T. Heat integration opportunities in average Scandinavian kraft pulp mills: Pinch analyses of model mills. Nord. Pulp Pap. Res. J. 2006, 21, 466–475. [Google Scholar] [CrossRef]
- Axelsson, E.; Berntsson, T. Heat integration opportunities in an average Scandinavian fine paper mill: Model study and comparison with a market pulp mill. Tappi J. 2008, 7, 19–25. [Google Scholar]
- Svensson, E.; Edland, R.; Langner, C.; Harvey, S. Assessing the value of a diversified by-product portfolio to allow for increased production flexibility in pulp mills. Nord. Pulp Pap. Res. J. 2020, 35, 533–558. [Google Scholar] [CrossRef]
- Fleiter, T.; Fehrenbach, D.; Worrell, E.; Eichhammer, W. Energy efficiency in the German pulp and paper industry—A model-based assessment of saving potentials. Energy 2012, 40, 84–99. [Google Scholar] [CrossRef]




| Source | Low | Medium | High |
|---|---|---|---|
| Brüeckner et al. [9] | <100 °C | 100–400 °C | >400 °C |
| Hirzel et al. [53] | <150 °C | 150–500 °C | >500 °C |
| DECC [54] | <250 °C | 250–500 °C | >500 °C |
| Johnson et al. [22] | <230 °C | 230–650 °C | >650 °C |
| Ma et al. [50] | <150 °C | 150–500 °C | >500 °C |
| Frederiksen and Werner [55] | <100 °C | 100–400 °C | >400 °C |
| Svensson et al. [36] | 40–60 °C | 100 °C | |
| Johansson and Söderström [49] | <230 °C |
| Excess Heat Category | Temperature Range |
|---|---|
| Very high temperature | >250 °C |
| High temperature | ≥140–250 °C |
| Medium temperature | ≥100–140 °C |
| Low temperature | ≥60–100 °C |
| Very low temperature | ≥40–60 °C |
| Extremely low temperature | ≥25–40 °C |
| Working Fluid | T Critical (°C) | P Critical (MPa) | Boiling Point (°C) |
|---|---|---|---|
| R245fa | 153.9 | 3.651 | 15.3 |
| Mill | Södra Cell Värö | SCA Östrand | Holmen Iggesund | Billerud-Korsnäs Karlsborg | FRAM Type Pulp Mill | FRAM Type Integrated Mill |
|---|---|---|---|---|---|---|
| Pulp prod. (kt/y) | 419 | 900 (+95) | 347 | 272 | 327 | 385 |
| Market pulp (kt/y) | 419 | 900 (+95) | 50 | 151 | 327 | 0 |
| Paper/board (kt/y) | 0 | 0 | 381 | 151 | 0 | 512 |
| Biofuel (GWh/y) | 3035 | n/a | 2327 | 1952 | 1975 | 2594 |
| Fossil fuel (GWh/y) | 31 | n/a | 66 | 48 | 0 | 0 |
| El. prod. (GWh/y) | 358 | n/a | 303 | 224 | 259 | 270 |
| Sold heat (GWh/y) | 91 | n/a | - | - | - | - |
| Data year | 2012 | 2015 | 2013 | 2009 | 2006 | 2008 |
| Data source | Mostly measurements | Quotations and models | Mostly measurements | Mostly measurements | FRAM models | FRAM models |
| Mill type | Market pulp | Market pulp | Integrated | Integrated | Market pulp | Integrated |
| Process thermal data reference | Bood and Nilsson [71] | Ahlström and Benzon [72] | Isaksson et al. [73] | Eriksson and Hermansson [74] | Axelsson et al. [77] | Axelsson and Berntsson [78] |
| Excess Heat Category | Temperature Range | Heat Enthalpy Notation (xi) | Average Carnot Factor (1-TAmb/TIEH) | Normalised Weight Factor (WF) |
|---|---|---|---|---|
| Very high temperature | 500–250 °C | x10 | 0.5623 | −6.71 |
| 250–250 °C | x9 | 0.4779 | −5.70 | |
| High temperature | 250–140 °C | x8 | 0.4084 | −4.87 |
| 140–140 °C | x7 | 0.3389 | −4.04 | |
| Medium temperature | 140–100 °C | x6 | 0.3034 | −3.62 |
| 100–100 °C | x5 | 0.2680 | −3.20 | |
| Low temperature | 100–60 °C | x4 | 0.2240 | −2.67 |
| 60–60 °C | x3 | 0.1801 | −2.15 | |
| Very low temperature | 60–40 °C | x2 | 0.1539 | −1.84 |
| 40–40 °C | x1 | 0.1277 | −1.52 | |
| Extremely low temperature | 40–25 °C | x0 | 0.0839 | −1 |
| Theoretical XHT | Process Cooling XHT | |
|---|---|---|
| Black liquor useful energy | 6.046 MWh/ADt pulp | 6.046 MWh/ADt pulp |
| Bark 1 | - | Total biofuel–black liquor |
| ΔTmin | 0 °C | 5 °C |
| High-pressure steam conditions | 100 bar, 530 °C | 80 bar, 480 °C |
| Turbine isentropic efficiencies | Back-pressure: 0.85 Condensing: 0.9 | Back-pressure: 0.75 Condensing: 0.85 |
| Condenser pressure | 0.1 bar | 0.1 bar |
| Additional steam production | - | 16 bar |
| Secondary heating system | - | 20 to 60 °C and 20 to 80 °C |
| IEH Temperature (°C) | ORC Efficiency (R245fa) |
|---|---|
| 60 | 0.058 |
| 100 | 0.072 |
| 140 | 0.086 |
| Electricity Generation (GWh/a) | |||||||
|---|---|---|---|---|---|---|---|
| Temperature Level | Södra Cell Värö | SCA Östrand | Holmen Iggesund | Billerud-Korsnäs Karlsborg | FRAM Type Pulp Mill | FRAM Type Integrated Mill | Total (Cases) |
| ORC 60 | 37 | 19 | 21 | 0 | 24 | 20 | 121 |
| ORC 100 | 0 | 52 | 6 | 4 | 0 | 5 | 67 |
| ORC 140 | 0 | 0 | 0 | 2 | 0 | 0 | 2 |
| Total (mill) | 37 | 71 | 28 | 6 | 24 | 25 | 190 |
| Integrated steam cycle | 565 | 1340 | 21 | 205 | 393 | 88 | 2612 |
| Increase in electricity production 1 | 7% | 5% | 129% | 3% | 6% | 28% | 7% |
| Electricity Generation (GWh/a) | |||||||
|---|---|---|---|---|---|---|---|
| Temperature Level | Södra Cell Värö | SCA Östrand | Holmen Iggesund | Billerud-Korsnäs Karlsborg | FRAM Type Pulp Mill | FRAM Type Integrated Mill | Total (Cases) |
| ORC 60 | 34 | 40 | 19 | 0 | 0 | 0 | 93 |
| ORC 100 | 0 | 35 | 2 | 6 | 0 | 6 | 48 |
| ORC 140 | 0 | 55 | 1 | 19 | 25 | 13 | 113 |
| Total (mill) | 34 | 129 | 21 | 25 | 25 | 19 | 254 |
| Integrated steam cycle | 631 | 1342 | 250 | 192 | 260 | 281 | 2956 |
| Increase in electricity production 1 | 5% | 10% | 8% | 13% | 10% | 7% | 9% |
| Temperature Level | Estimated Total, Case Studies (GWh/a) | Regressed Total, Case Studies (GWh/a) | Regressed Total, All Swedish Kraft Mills (GWh/a) |
|---|---|---|---|
| ORC 60 | 121 | 103 | 275 |
| ORC 100 | 67 | 80 | 251 |
| ORC 140 | 2 | 2 | 8 |
| Total (mills) | 190 | 185 | 534 |
| % increase | 7% | 7% | 10% |
| Temperature Level | Estimated Total, Case Studies (GWh/a) | Regressed Total, Case Studies (GWh/a) | Regressed Total, All Swedish Kraft Mills (GWh/a) |
|---|---|---|---|
| ORC 60 | 93 | 100 | 224 |
| ORC 100 | 48 | 59 | 177 |
| ORC 140 | 113 | 119 | 289 |
| Total (mills) | 254 | 278 | 690 |
| % increase | 9% | 9% | 13% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cruz, I.; Wallén, M.; Svensson, E.; Harvey, S. Electricity Generation from Low and Medium Temperature Industrial Excess Heat in the Kraft Pulp and Paper Industry. Energies 2021, 14, 8499. https://doi.org/10.3390/en14248499
Cruz I, Wallén M, Svensson E, Harvey S. Electricity Generation from Low and Medium Temperature Industrial Excess Heat in the Kraft Pulp and Paper Industry. Energies. 2021; 14(24):8499. https://doi.org/10.3390/en14248499
Chicago/Turabian StyleCruz, Igor, Magnus Wallén, Elin Svensson, and Simon Harvey. 2021. "Electricity Generation from Low and Medium Temperature Industrial Excess Heat in the Kraft Pulp and Paper Industry" Energies 14, no. 24: 8499. https://doi.org/10.3390/en14248499
APA StyleCruz, I., Wallén, M., Svensson, E., & Harvey, S. (2021). Electricity Generation from Low and Medium Temperature Industrial Excess Heat in the Kraft Pulp and Paper Industry. Energies, 14(24), 8499. https://doi.org/10.3390/en14248499