
Experimental Analysis of Temperature Influence on Waste Tire Pyrolysis

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
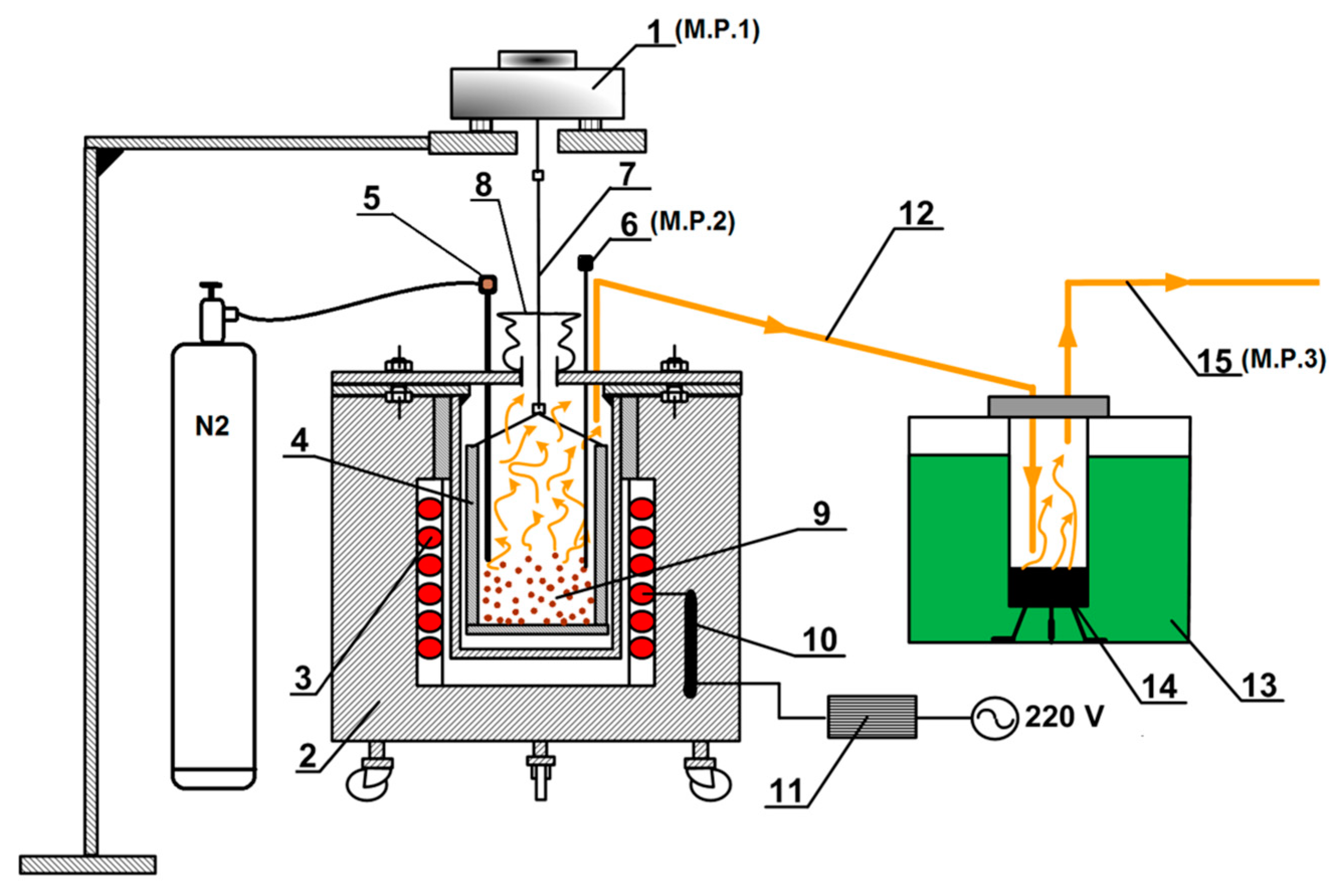
2.1. Description of the Experimental Plant
2.2. Sample Preparation
2.3. Experimental Procedure
3. Results and Discussion
3.1. Proximate and Ultimate Analysis of Samples
3.2. The Influence of the Waste Tire Granules Size on the Yield of Pyrolysis Products
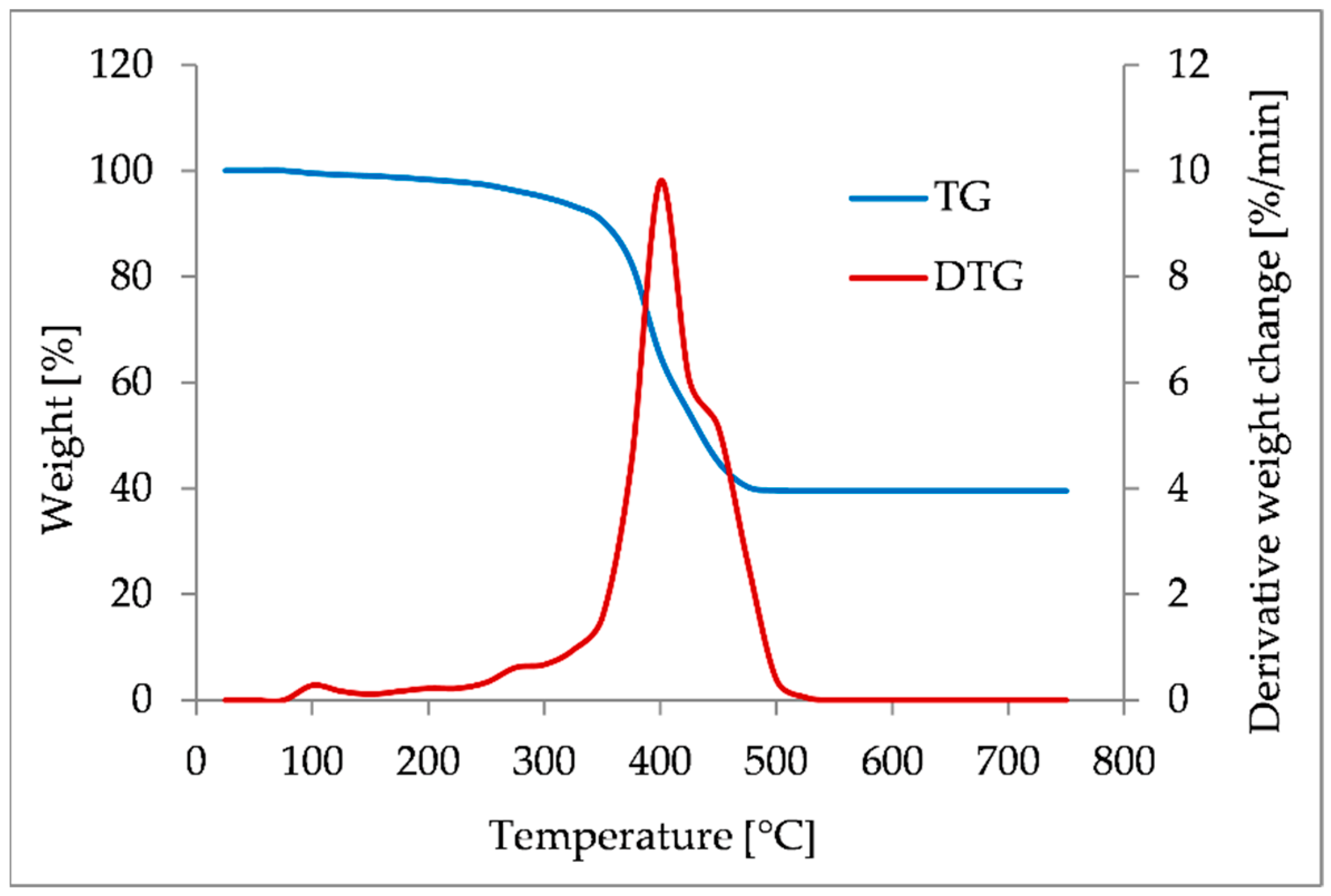
3.3. Thermogravimetry and Differential Thermogravimetry
3.4. Pyrolysis Yields
3.5. Pyrolysis Products
3.5.1. Char
3.5.2. Pyrolytic Gas
3.5.3. Pyrolytic Oil
4. Conclusions
- TG and DTG analyses showed that the thermal decomposition of the samples took place in three phases in the temperature range between 200 and 500 °C. The first phase corresponds to the devolatilization of the additive (200–350 °C), the second phase to the thermal decomposition of NR (350–420 °C), and to the third phase to the thermal decomposition of SBR and BR (420–500 °C). There was no change in the mass of the solid residue in the temperature range of 500–750 °C;
- As the size of the granules increases, the rate of thermal decomposition decreases due to the smaller heat exchange area, i.e., the slower heat transfer to the center of the larger granules. For the smallest granules (WTS1), the high gas yield is not only a consequence of the primary decomposition of the samples, but also of the secondary cracking reactions of the pyrolytic oil. This was not the case for WTS2 and WTS3, due to the slower pyrolysis and insufficient time at high temperature for secondary reactions, so the yield of oil was significantly higher than the yield of gas;
- Solid residues obtained at temperatures below 500 °C were rubbery and sticky and had higher masses than those obtained at temperatures higher than 500 °C, indicating incomplete thermal decomposition, while solid residues obtained at temperatures between 500 and 750 °C were of the same mass and shape, which indicates that the thermal decomposition of the solid residue is completed already at 500 °C. The chemical composition of solid residues obtained at temperatures of 500 and 750 °C was very similar, and the ash content was about 13%, which is significantly above the maximum commercial CB ash content. The GCV of the solid residue was about 29 MJ/kg, but it should be noted that a sulphur content of over 2% may be a limiting factor for fuel use;
- The highest yield of pyrolytic oil (43.6%) was achieved at about 500 °C. With a further increase in temperature, the oil yield constantly decreased, while the gas yield simultaneously increased and reached a maximum value (33.5%) at 750 °C. This ratio of pyrolytic oil and gas yield, as well as the constant increase of methane content in pyrolytic gas at temperatures of 500–750 °C, indicates the existence of secondary cracking reactions in which, due to the high temperature, condensable hydrocarbons decompose into non-condensable ones. Besides that, pyrolytic oil obtained at a final pyrolysis temperature of 750 °C has lower hydrogen content for 2.5% than oil obtained at 500 °C, due to the above-mentioned volatile fraction cracking reactions;
- The obtained pyrolytic oil could not be an adequate substitution for commercial diesel without pre-treatment, due to the high fuel quality standards imposed by modern IC engines and increasingly stringent environmental directives. On the other hand, low viscosity and sulfur content make pyrolytic oil an excellent fuel for industrial furnaces and boilers, whether used as pure fuel or mixed with fuel oil.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| NR | Natural rubber |
| SBR | Styrene-butadiene rubber |
| BR | Butyl rubber |
| CB | Carbon black |
| VOC | Volatile organic compounds |
| MP | Measuring points |
| WTS | Waste tire sample |
| GCV | Gross calorific value |
| TG | Thermogravimetry |
| DTG | Differential thermogravimetry |
References
- Jahirul, M.I.; Hossain, F.M.; Rasul, M.G.; Chowdhury, A.A. A Review on the Thermochemical Recycling of Waste Tyres to Oil for Automobile Engine Application. Energies 2021, 14, 3837. [Google Scholar] [CrossRef]
- Liu, L.; Cai, G.; Zhang, J.; Liu, X.; Liu, K. Evaluation of Engineering Properties and Environmental Effect of Recycled Waste Tire-Sand/Soil in Geotechnical Engineering: A Compressive Review. Renew. Sustain. Energy Rev. 2020, 126, 109831. [Google Scholar] [CrossRef]
- Rácz, L.; Solti, S.; Gresits, I.; Tölgyesi, S.; Benedek, D.; Valentínyi, N.; Mizsey, P. Measurement of Rarely Investigated Trace Elements As, P, Sr, Zr, Rb and Y in Waste Tires. Period. Polytech. Chem. Eng. 2016, 60, 78–84. [Google Scholar] [CrossRef] [Green Version]
- Kumar Singh, R.; Ruj, B.; Jana, A.; Mondal, S.; Jana, B.; Kumar Sadhukhan, A.; Gupta, P. Pyrolysis of Three Different Categories of Automotive Tyre Wastes: Product Yield Analysis and Characterization. J. Anal. Appl. Pyrolysis 2018, 135, 379–389. [Google Scholar] [CrossRef]
- Quek, A.; Balasubramanian, R. Mathematical Modeling of Rubber Tire Pyrolysis. J. Anal. Appl. Pyrolysis 2012, 95, 1–13. [Google Scholar] [CrossRef]
- Martínez, J.D.; Puy, N.; Murillo, R.; García, T.; Navarro, M.V.; Mastral, A.M. Waste Tyre Pyrolysis—A Review. Renew. Sustain. Energy Rev. 2013, 23, 179–213. [Google Scholar] [CrossRef]
- Qu, B.; Li, A.; Qu, Y.; Wang, T.; Zhang, Y.; Wang, X.; Gao, Y.; Fu, W.; Ji, G. Kinetic Analysis of Waste Tire Pyrolysis with Metal Oxide and Zeolitic Catalysts. J. Anal. Appl. Pyrolysis 2020, 152, 104949. [Google Scholar] [CrossRef]
- Labaki, M.; Jeguirim, M. Thermochemical Conversion of Waste Tyres—A Review. Environ. Sci. Pollut. Res. 2017, 24, 9962–9992. [Google Scholar] [CrossRef] [PubMed]
- Wang, Z.; Burra, K.G.; Zhang, M.; Li, X.; Policella, M.; Lei, T.; Gupta, A.K. Co-Pyrolysis of Waste Tire and Pine Bark for Syngas and Char Production. Fuel 2020, 274, 117878. [Google Scholar] [CrossRef]
- Aylón, E.; Fernández-Colino, A.; Murillo, R.; Navarro, M.V.; García, T.; Mastral, A.M. Valorisation of Waste Tyre by Pyrolysis in a Moving Bed Reactor. Waste Manag. 2010, 7, 1220–1224. [Google Scholar] [CrossRef]
- Rodriguez, I.M.; Laresgoiti, M.F.; Cabrero, M.A.; Torres, A.; Chomon, M.J.; Caballero, B. Pyrolysis of Scrap Tyres. Fuel Process. Technol. 2001, 72, 9–22. [Google Scholar] [CrossRef]
- González, J.F.; Encinar, J.M.; Canito, J.L.; Rodriguez, J.J. Pyrolysis of Automobile Tyre Waste. Influence of Operating Variables and Kinetics Study. J. Anal. Appl. Pyrolysis 2001, 58, 667–683. [Google Scholar] [CrossRef]
- Murillo, R.; Aylón, E.; Navarro, M.V.; Callen, M.S.; Aranda, A.; Mastral, A.M. The Application of Thermal Processes to Valorise Waste Tyre. Fuel Process. Technol. 2006, 87, 143–147. [Google Scholar] [CrossRef]
- Díez, C.; Martínez, O.; Calvo, L.F.; Cara, J.; Morán, A. Pyrolysis of Tyres. Influence of the Final Temperature of the Process on Emissions and the Calorific Value of the Products Recovered. Waste Manag. 2004, 24, 463–469. [Google Scholar] [CrossRef]
- Aylón, E.; Callén, M.S.; López, J.M.; Mastral, A.M.; Murillo, R.; Navarro, M.V.; Stelmach, S. Assessment of Tire Devolatilization Kinetics. J. Anal. Appl. Pyrolysis 2005, 74, 259–264. [Google Scholar] [CrossRef]
- Ucar, S.; Karagoz, S.; Ozkan, A.R.; Yanik, J. Evaluation of Two Different Scrap Tires as Hydrocarbon Source by Pyrolysis. Fuel 2005, 84, 1884–1892. [Google Scholar] [CrossRef]
- Berrueco, C.; Esperanza, E.; Mastral, F.J.; Ceamanos, J.; Garcıa-Bacaicoa, P. Pyrolysis of Waste Tyres in an Atmospheric Static-Bed Batch Reactor: Analysis of the Gases Obtained. J. Anal. Appl. Pyrolysis 2005, 74, 245–253. [Google Scholar] [CrossRef]
- Laresgoiti, M.F.; de Marco Rodriguez, I.; Torres, A.; Caballero, B.; Cabrero, M.A.; Chomon, M.J. Chromatographic Analysis of the Gases Obtained in Tyre Pyrolysis. J. Anal. Appl. Pyrolysis 2000, 55, 43–54. [Google Scholar] [CrossRef]
- Osayi, J.; Iyuke, S.; Daramola, M.; Osifo, P.; Van Der Walt, I.; Ogbeide, S. Evaluation of Pyrolytic Oil from Used Tires and Natural Rubber (Hevea brasiliensis). Chem. Eng. Commun. 2018, 205, 805–821. [Google Scholar] [CrossRef]
- Rofiqul Islam, M.; Haniu, H.; Rafiqul Alam Beg, M. Liquid fuels and chemicals from pyrolysis of motorcycle tyre waste: Product yields, compositions and related properties. Fuel 2008, 87, 3112–3122. [Google Scholar] [CrossRef]
- Barbooti, M.M.; Mohamed, T.J.; Hussain, A.A.; Abas, F.O. Optimization of Pyrolysis Conditions of Scrap Tires under Inert Gas Atmosphere. J. Anal. Appl. Pyrolysis 2004, 72, 165–170. [Google Scholar] [CrossRef]
- Li, S.Q.; Yao, Q.; Chi, Y.; Yan, J.H.; Cen, K.F. Pilot-Scale Pyrolysis of Scrap Tires in a Continuous Rotary Kiln Reactor. Ind. Eng. Chem. Res. 2004, 43, 5133–5145. [Google Scholar] [CrossRef]
- Đurić, S.; Kaluđerović, Ž.; Kosanić, T.; Ćeranić, M.; Milotić, M.; Brankov, S. Experimental Investigation of Pyrolysis Process of Agricultural Biomass Mixture. Period. Polytech. Chem. Eng. 2014, 58, 141–147. [Google Scholar] [CrossRef] [Green Version]
- Milotić, M. Investigation of the Influence of Process Parameters on the Pyrolysis and Gasification of Waste Automotive Tires. Ph.D. Thesis, University of Novi Sad, Novi Sad, Serbia, 2015. Available online: https://nardus.mpn.gov.rs/bitstream/id/42982/Disertacija.pdf (accessed on 31 July 2021).
- Kar, Y. Catalytic Pyrolysis of Car Tire Waste Using Expanded Perlite. Waste Manag. 2011, 31, 1772–1782. [Google Scholar] [CrossRef] [PubMed]
- Rofiqul Islam, M.; Tushar, M.S.H.K.; Haniu, H. Production of Liquid Fuels and Chemicals from Pyrolysis of Bangladeshi Bicycle/Rickshaw Tire Wastes. J. Anal. Appl. Pyrolysis 2008, 82, 96–109. [Google Scholar] [CrossRef]
- Maj, G. Emission Factors and Energy Properties of Agro and Forest Biomass in Aspect of Sustainability of Energy Sector. Energies 2018, 11, 1516. [Google Scholar] [CrossRef] [Green Version]
- Dupuis, É.; Thiffault, E.; Barrette, J.; Adjallé, K.; Martineau, C. Bioenergy Conversion Potential of Decaying Hardwoods. Energies 2021, 14, 93. [Google Scholar] [CrossRef]
- Król, K.; Nowak-Wózny, D. Application of the Mechanical and Pressure Drop Tests to Determine the Sintering Temperature of Coal and Biomass Ash. Energies 2021, 14, 1126. [Google Scholar] [CrossRef]
- Williams, P.T.; Besler, S.; Taylor, D.T. The Pyrolysis of Scrap Automotive Tyres. The Influence of Temperature and Heating Rate on Product Composition. Fuel 1990, 69, 1474–1482. [Google Scholar] [CrossRef]
- Wnorowska, J.; Ciukaj, S.; Kalisz, S. Thermogravimetric Analysis of Solid Biofuels with Additive under Air Atmosphere. Energies 2021, 14, 2257. [Google Scholar] [CrossRef]
- Seidelt, S.; Muller-Hagedorn, M.; Bockhorn, H. Description of Tire Pyrolysis by Thermal Degradation Behaviour of Main Components. J. Anal. Appl. Pyrolysis 2006, 75, 11–18. [Google Scholar] [CrossRef]
- López, F.A.; Centeno, T.A.; José Alguacil, F.; Lobato, B. Distillation of Granulated Scrap Tires in a Pilot Plant. J. Hazard. Mater. 2011, 190, 285–292. [Google Scholar] [CrossRef] [Green Version]
- Lopez, G.; Olazar, M.; Amutio, M.; Aguado, R.; Bilbao, J. Influence of Tire Formulation on the Products of Continuous Pyrolysis in a Conical Spouted Bed Reactor. Energy Fuels 2009, 23, 5423–5431. [Google Scholar] [CrossRef]
- Betancur, M.; Martínez, J.D.; Murillo, R. Production of Activated Carbon by Waste Tire Thermochemical Degradation with CO2. J. Hazard. Mater. 2009, 168, 882–887. [Google Scholar] [CrossRef]
- Lehmann, C.M.B.; Rostam-Abadi, M.; Rood, M.J.; Sun, J. Reprocessing and reuse of waste tire rubber to solve air-quality related problems. Energy Fuel 1998, 12, 1095–1099. [Google Scholar] [CrossRef]
- Pakdel, H.; Pantea, D.M.; Roy, C. Production of Dl-Limonene by Vacuum Pyrolysis of Used Tires. J. Anal. Appl. Pyrolysis 2001, 57, 91–107. [Google Scholar] [CrossRef]
- Zhang, X.; Wang, T.; Ma, L.; Chang, J. Vacuum Pyrolysis of Waste Tires with Basic Additives. Waste Manag. 2008, 28, 2301–2310. [Google Scholar] [CrossRef]
- Rowhani, A.; Rainey, T. Scrap Tyre Management Pathways and Their Use as a Fuel—A Review. Energies 2016, 9, 888. [Google Scholar] [CrossRef]
- Leung, D.Y.C.; Yin, X.L.; Zhao, Z.L.; Xu, B.Y.; Chen, Y. Pyrolysis of Tire Powder: Influence of Operation Variables on the Composition and Yields of Gaseous Product. Fuel Process. Technol. 2002, 79, 141–155. [Google Scholar] [CrossRef]
- Xu, J.; Yu, J.; He, W.; Huang, J.; Xu, J.; Li, G. Recovery of Carbon Black from Waste Tire in Continuous Commercial Rotary Kiln Pyrolysis Reactor. Sci. Total Environ. 2021, 772, 145507. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
| Proximate Analysis | Ultimate Analysis | Calorific Value | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Moisture | Ash | Volatile Matter | Fixed Carbon | C | H | O | N | S | GCV |
| wt.% | wt.% | wt.% | wt.% | wt.% | wt.% | wt.% | wt.% | wt.% | MJ/kg |
| 0.3 | 13.2 | 61.0 | 25.5 | 72.3 | 5.8 | 6.1 | 0.4 | 1.9 | 32.12 |
| Temperature | Char | Oil | Gas |
|---|---|---|---|
| °C | wt.% | wt.% | wt.% |
| 400 | 58.7 | 27.0 | 14.3 |
| 450 | 45.8 | 38.4 | 15.8 |
| 500 | 39.9 | 43.6 | 16.5 |
| 550 | 40.0 | 42.6 | 17.4 |
| 600 | 39.9 | 40.0 | 20.1 |
| 650 | 40.0 | 37.3 | 22.7 |
| 700 | 39.9 | 32.1 | 28.0 |
| 750 | 39.9 | 26.6 | 33.5 |
| Temperature | C | H | N | S | O | Ash | GCV |
|---|---|---|---|---|---|---|---|
| °C | wt.% | wt.% | wt.% | wt.% | wt.% | wt.% | MJ/kg |
| 500 | 81.9 | 0.9 | 0.4 | 2.2 | 1.8 | 12.8 | 28.5 |
| 750 | 82.3 | 0.4 | 0.4 | 2.4 | 1.1 | 13.4 | 29.1 |
| Pyrolysis Gas | Pyrolysis Temperature [°C] | |||||||
|---|---|---|---|---|---|---|---|---|
| 400 | 450 | 500 | 550 | 600 | 650 | 700 | 750 | |
| CH4 | 2.6 | 4.5 | 12.9 | 15.3 | 19.0 | 20.2 | 22.5 | 23.2 |
| H2 | 3.4 | 3.8 | >4 1 | >4 | >4 | >4 | >4 | >4 |
| CO2 | 14.0 | 10.5 | 9.0 | 9.1 | 8.5 | 8.3 | 7.9 | 7.1 |
| Analyses | Pyrolytic Oil [500 °C] | Pyrolytic Oil [750 °C] | Commercial No. 2 Diesel | Light Fuel Oil |
|---|---|---|---|---|
| Elemental [wt.%] | ||||
| C | 85.4 | 87.5 | - | - |
| H | 10.1 | 7.6 | - | - |
| S | 1.2 | 1.3 | 0.001 | 1.4 |
| N | 0.5 | 0.7 | - | - |
| O | 2.8 | 2.9 | - | - |
| H/C ratio | 1.42 | 1.04 | - | - |
| Density [kg/m3] | 937 | 959 | 820–860 | 890 |
| Viscosity 1 [cSt] | 4.7 | 5.0 | 2.0–4.5 | 21 |
| Flash point [°C] | 31 | 48 | >55 | 79 |
| Pour point [°C] | −11 | −6 | −40 to −30 | - |
| GCV [MJ/kg] | 42.4 | 41.1 | 44–46 | 44.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Čepić, Z.; Mihajlović, V.; Đurić, S.; Milotić, M.; Stošić, M.; Stepanov, B.; Ilić Mićunović, M. Experimental Analysis of Temperature Influence on Waste Tire Pyrolysis. Energies 2021, 14, 5403. https://doi.org/10.3390/en14175403
Čepić Z, Mihajlović V, Đurić S, Milotić M, Stošić M, Stepanov B, Ilić Mićunović M. Experimental Analysis of Temperature Influence on Waste Tire Pyrolysis. Energies. 2021; 14(17):5403. https://doi.org/10.3390/en14175403
Chicago/Turabian StyleČepić, Zoran, Višnja Mihajlović, Slavko Đurić, Milan Milotić, Milena Stošić, Borivoj Stepanov, and Milana Ilić Mićunović. 2021. "Experimental Analysis of Temperature Influence on Waste Tire Pyrolysis" Energies 14, no. 17: 5403. https://doi.org/10.3390/en14175403
APA StyleČepić, Z., Mihajlović, V., Đurić, S., Milotić, M., Stošić, M., Stepanov, B., & Ilić Mićunović, M. (2021). Experimental Analysis of Temperature Influence on Waste Tire Pyrolysis. Energies, 14(17), 5403. https://doi.org/10.3390/en14175403