
Combination of b-Fuels and e-Fuels—A Technological Feasibility Study


Abstract
:1. Introduction
2. Materials and Methods
2.1. Different Methanation Operation Strategies (Aim of the Strategy)
- Direct methanation (low-investment strategy)
- Sub-stoichiometric methanation at SN < 1 (maximum hydrogen usage)
- Over-stoichiometric methanation at SN > 1 (maximum carbon usage)
2.2. Technical Evaluation Tools
- Basic thermodynamic evaluations
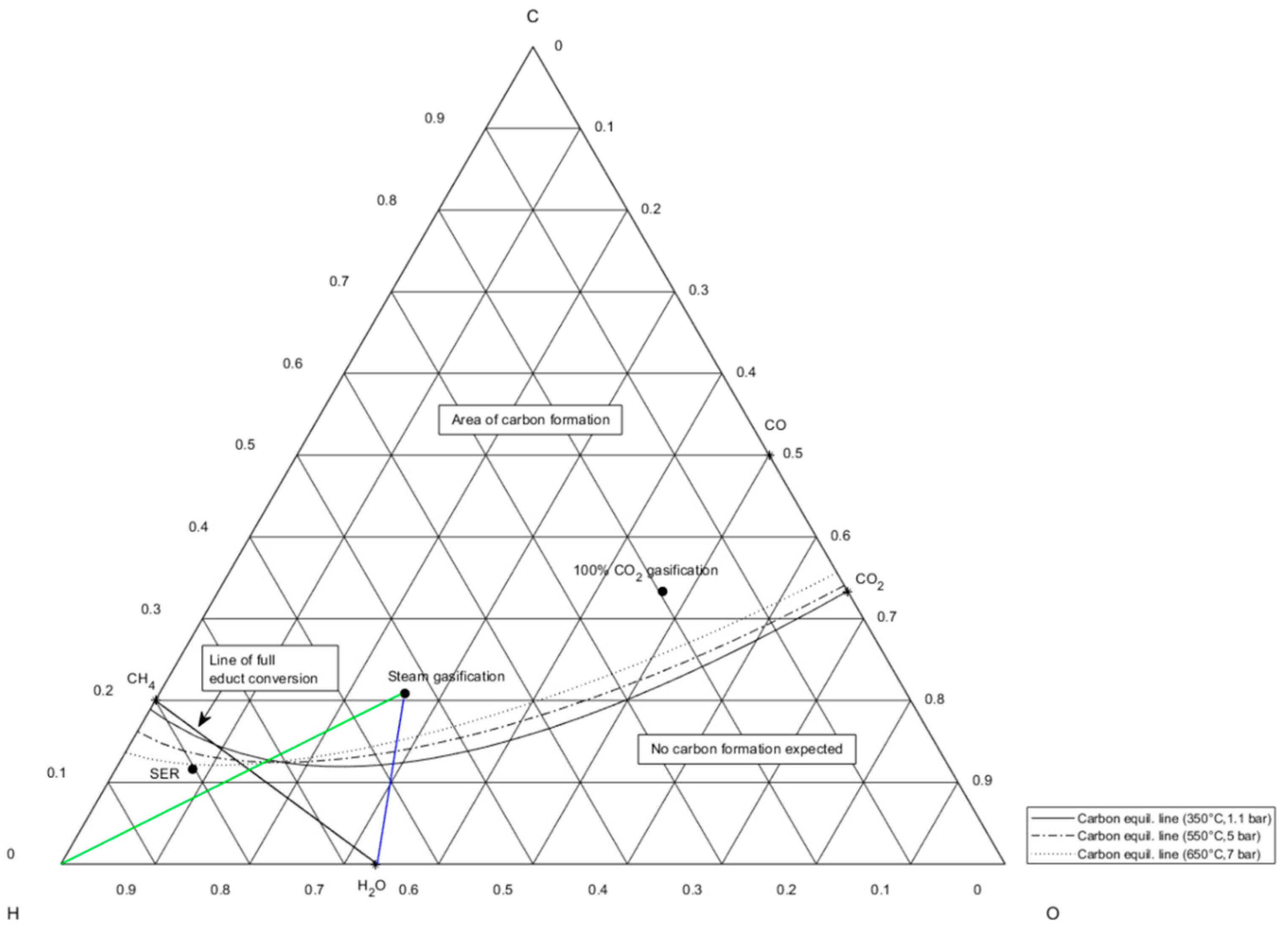
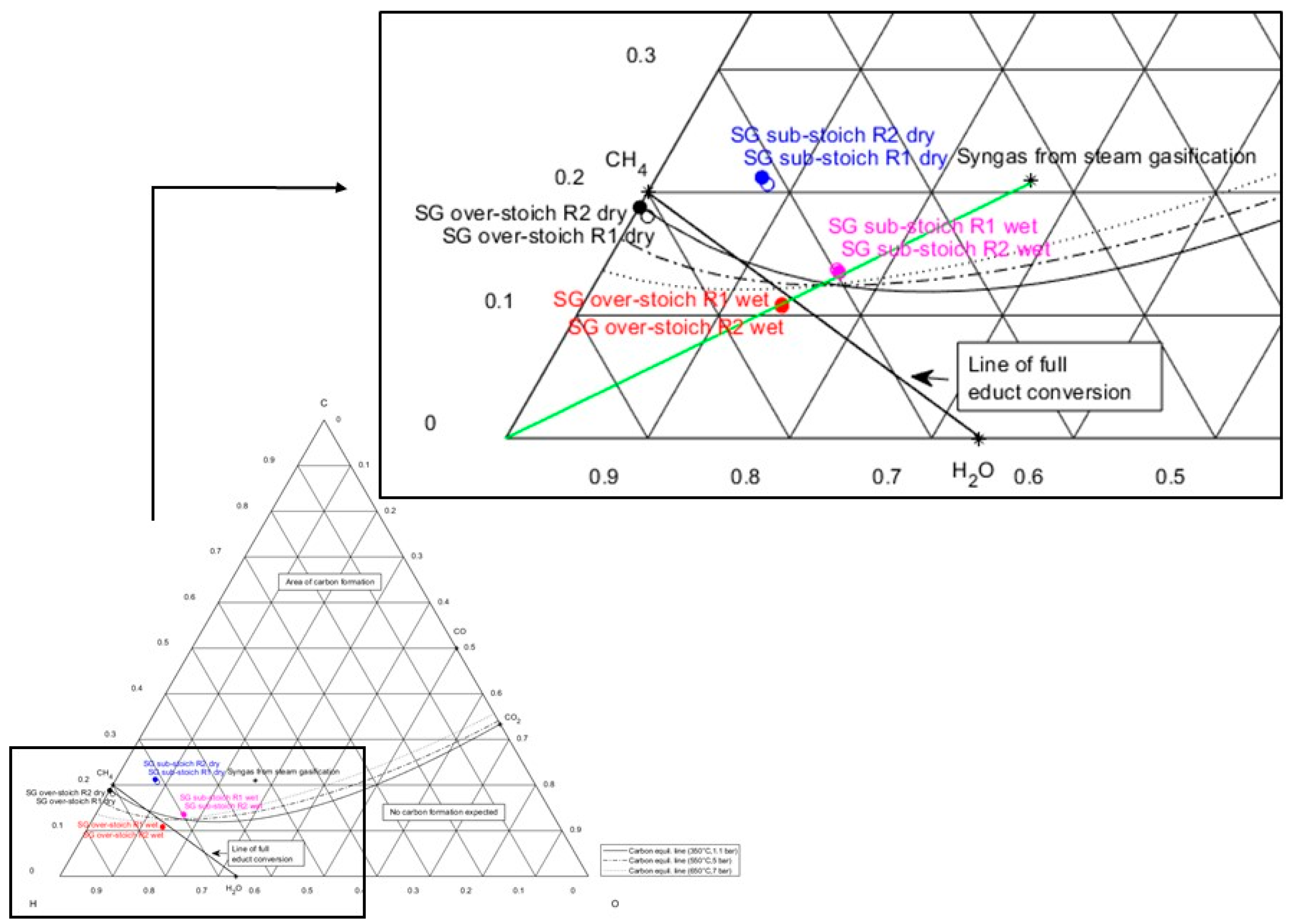
- Ternary plot
- Determination of the optimum sub-stoichiometric hydrogen feed
- Lab-scale experiments
- Modeling approach for lab-scale methanation results
- Technical evaluation parameters
2.3. Assessment Methodology for Each Methanation Strategy
3. Results
3.1. Basic Syngas Composition Evaluation
3.2. Assessed Methanation Strategies
- Direct methanation (low-investment strategy)
- Sub-stoichiometric methanation (maximum H2 usage)
- Over-stoichiometric methanation (maximum carbon transformation)
3.3. Summary of Experimental Results of Sub- and Over-Stoichiometric Methanation Strategy
3.4. Comparison of Laboratory Experiments and Modeled Results Applying Sub- and Over-Stoichiometric Methanation Strategies
3.5. Preview: Large-Scale Power-to-Gas Concepts
3.6. Summary of Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
List of Symbols
| Index | gas component in mixture |
| Index | feed or product gas stream |
| density | |
| ΔG | Gibbs free energy |
| ΔHR | reaction enthalpy |
| higher heating value | |
| molarities | |
| molar flows | |
| conversion rate | |
| wet gas composition | |
| dry gas composition | |
| Wobbe Index | |
| overall process efficiency |
Abbreviations
| AUT | Austria |
| CCU | Carbon capture and utilization |
| CH4 | Methane |
| CO2 | Carbon dioxide |
| CO2-g. | CO2 gasification |
| DFB | Dual-fluidized bed gasification |
| GHSV | Gas Hourly Space Velocity (h−1) |
| H2 | Hydrogen |
| H2O | Water or Steam |
| LHV | Lower heating value (MW) |
| mol.% | molar share |
| Multi-T | Multi-Thermocouple |
| ÖVGW | Österreichische Vereinigung für das Gas- und Wasserfach—Austrian Association for Gas and Water |
| R1-R2 | Reactor 1 or 2 |
| SER | Sorption-enhanced reforming |
| SG | Steam gasification |
| SNG | Synthetic natural gas |
| SWE | Sweden |
| TU Wien | Technical University of Vienna |
| vol.%db | share in volume percent (dry basis) |
| wt.% | share in weight percent |
References
- Biollaz, S.M.; Schildhauer, T.J. (Eds.) Synthetic Natural Gas from Coal, Dry Biomass, and Power-to-Gas Applications; John Wiley & Sons Inc.: Hoboken, NJ, USA, 2016. [Google Scholar]
- Kirkels, A.F.; Verbong, G.P.J. Biomass gasification: Still promising? A 30-year global overview. Renew. Sustain. Energy Rev. 2011, 15, 471–481. [Google Scholar] [CrossRef]
- Hofbauer, H. Biomass Gasification for Electricity and Fuels, Large Scale. In Encyclopedia of Sustainability Science and Technology; Springer: New York, NY, USA, 2012; pp. 1426–1445. [Google Scholar]
- Kaltschmitt, M.; Hartmann, H.; Hofbauer, H. Energie aus Biomasse: Grundlagen, Techniken und Verfahren, 2nd ed.; Springer: Berlin, Germany, 2009. [Google Scholar]
- Knoef, H.; Ahrenfeldt, J. Handbook Biomass Gasification; BTG Biomass Technology Group B.V.: Enschede, The Netherlands, 2012; Available online: http://www.btgworld.com/en/references/publications/paper-handbook-biomass-gasification.pdf (accessed on 25 May 2021).
- Müller, S.; Stidl, M.; Pröll, T.; Rauch, R.; Hofbauer, H. Hydrogen from biomass: Large-scale hydrogen production based on a dual fluidized bed steam gasification system. Biomass Conv. Bioref. 2011, 1, 55–61. [Google Scholar] [CrossRef] [Green Version]
- Gil, J.; Caballero, M.A.; Martín, J.A.; Aznar, M.-P.; Corella, J. Biomass Gasification with Air in a Fluidized Bed: Effect of the In-Bed Use of Dolomite under Different Operation Conditions. Ind. Eng. Chem. Res. 1999, 38, 4226–4235. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, B.; Li, H.; Liu, H. Thermodynamic evaluation of biomass gasification with air in autothermal gasifiers. Thermochim. Acta 2011, 519, 65–71. [Google Scholar] [CrossRef]
- Cheng, Y.; Thow, Z.; Wang, C.-H. Biomass gasification with CO2 in a fluidized bed. Powder Technol. 2016, 296, 87–101. [Google Scholar] [CrossRef]
- Stec, M.; Czaplicki, A.; Tomaszewicz, G.; Słowik, K. Effect of CO2 addition on lignite gasification in a CFB reactor: A pilot-scale study. Korean J. Chem. Eng. 2018, 35, 129–136. [Google Scholar] [CrossRef]
- Jeremiáš, M.; Pohořelý, M.; Svoboda, K.; Manovic, V.; Anthony, E.J.; Skoblia, S.; Beňo, Z.; Syc, M. Gasification of biomass with CO2 and H2O mixtures in a catalytic fluidised bed. Fuel 2017, 210, 605–610. [Google Scholar] [CrossRef] [Green Version]
- Valin, S.; Bedel, L.; Guillaudeau, J.; Thiery, S.; Ravel, S. CO2 as a substitute of steam or inert transport gas in a fluidised bed for biomass gasification. Fuel 2016, 177, 288–295. [Google Scholar] [CrossRef]
- Pio, D.T.; Tarelho, L.A.C. Industrial gasification systems (>3 MWth) for bioenergy in Europe: Current status and future perspectives. Renew. Sustain. Energy Rev. 2021, 145, 111108. [Google Scholar] [CrossRef]
- Fuchs, J. Verfahrenscharakteristika von Sorption Enhanced Reforming in einem einem Fortschrittlichen Gaserzeugungssystem: Verfahrenscharakteristika von Sorption Enhanced Reforming in einem einem Fortschrittlichen Gaserzeugungssystem, Wien. Available online: https://repositum.tuwien.at/handle/20.500.12708/16812?mode=full (accessed on 27 May 2021).
- Thunman, H.; Seemann, M.; Vilches, T.B.; Maric, J.; Pallares, D.; Ström, H.; Berndes, G.; Knutsson, P.; Larsson, A.; Breitholtz, C.; et al. Advanced biofuel production via gasification-lessons learned from 200 man-years of research activity with Chalmers’ research gasifier and the GoBiGas demonstration plant. Energy Sci. Eng. 2018, 6, 6–34. [Google Scholar] [CrossRef]
- Rehling, B.; Hofbauer, H.; Rauch, R.; Aichernig, C. BioSNG—process simulation and comparison with first results from a 1-MW demonstration plant. Biomass Conv. Bioref. 2011, 1, 111–119. [Google Scholar] [CrossRef]
- Wilk, V.; Hofbauer, H. Analysis of optimization potential in commercial biomass gasification plants using process simulation. Fuel Process. Technol. 2016, 141, 138–147. [Google Scholar] [CrossRef]
- WienEnergie. Available online: https://positionen.wienenergie.at/projekte/mobilitaet/gruener-treibstoff/ (accessed on 1 July 2021).
- Mauerhofer, A.M.; Müller, S.; Bartik, A.; Benedikt, F.; Fuchs, J.; Hammerschmid, M.; Hofbauer, H. Conversion of CO2 during the DFB biomass gasification process. Biomass Conv. Bioref. 2021, 11, 15–27. [Google Scholar] [CrossRef]
- Fuchs, J.; Schmid, J.C.; Müller, S.; Hofbauer, H. Dual fluidized bed gasification of biomass with selective carbon dioxide removal and limestone as bed material: A review. Renew. Sustain. Energy Rev. 2019, 107, 212–231. [Google Scholar] [CrossRef]
- Asadullah, M. Biomass gasification gas cleaning for downstream applications: A comparative critical review. Renew. Sustain. Energy Rev. 2014, 40, 118–132. [Google Scholar] [CrossRef]
- DNV GL. Methanation: Technical Fundamentals and Market Overview; Report Methanation (vs 1 dec 2019), Report number: OAG.19.R.10157194; DNV GL: Bærum, Norway, 2019. [Google Scholar]
- Lehner, M.; Biegger, P.; Medved, A.R. Power-to-Gas: Die Rolle der chemischen Speicherung in einem Energiesystem mit hohen Anteilen an erneuerbarer Energie. Elektrotech. Inftech. 2017, 134, 246–251. [Google Scholar] [CrossRef] [Green Version]
- Bundesministerium für Verkehr, Innovation und Technologie and Bundesministerium für Nachhaltigkeit und Tourismus, #mission2030—Die Österreichische Klima- und Energiestartegie. Available online: https://www.bundeskanzleramt.gv.at/dam/jcr:903d5cf5-c3ac-47b6-871c-c83eae34b273/20_18_beilagen_nb.pdf (accessed on 28 May 2021).
- Kopyscinski, J.; Schildhauer, T.J.; Biollaz, S.M.A. Production of synthetic natural gas (SNG) from coal and dry biomass—A technology review from 1950 to 2009. Fuel 2010, 89, 1763–1783. [Google Scholar] [CrossRef]
- Lehner, M.; Tichler, R.; Steinmüller, H.; Koppe, M. Power-to-GAS: Technology and Business Models; Springer: Cham, Switzerland; Heidelberg, Germany, 2014. [Google Scholar]
- Rönsch, S.; Schneider, J.; Matthischke, S.; Schlüter, M.; Götz, M.; Lefebvre, J.; Prabhakaran, P.; Bajohr, S. Review on methanation—From fundamentals to current projects. Fuel 2016, 166, 276–296. [Google Scholar] [CrossRef]
- Medved, A. The Influence of Nitrogen on Catalytic Methanation. Ph.D. Thesis, Montanuniversität Leoben, Leoben, Austria, 2020. [Google Scholar]
- Gao, J.; Wang, Y.; Ping, Y.; Hu, D.; Xu, G.; Gu, F.; Su, F. A thermodynamic analysis of methanation reactions of carbon oxides for the production of synthetic natural gas. RSC Adv. 2012, 2, 2358. [Google Scholar] [CrossRef]
- CHEMCAD: Chemstations. Available online: https://www.chemstations.com/CHEMCAD/ (accessed on 31 May 2021).
- Bartik, A.; Benedikt, F.; Lunzer, A.; Walcher, C.; Müller, S.; Hofbauer, H. Thermodynamic investigation of SNG production based on dual fluidized bed gasification of biogenic residues. Biomass Conv. Bioref. 2021, 11, 95–110. [Google Scholar] [CrossRef]
- Bartholomew, C.H. Mechanisms of catalyst deactivation. Appl. Catal. A Gen. 2001, 212, 17–60. [Google Scholar] [CrossRef]
- Neubert, M. Catalytic Methanation for Small-and Mid-Scale Sng Production. Ph.D. Thesis, Friedrich-Alexander Universität Erlangen-Nürnberg, Erlangen, Germany, 2020. Available online: https://opus4.kobv.de/opus4-fau/frontdoor/index/index/start/2/rows/20/sortfield/score/sortorder/desc/searchtype/simple/query/neubert+michael/doctypefq/doctoralthesis/docId/13118 (accessed on 2 June 2021).
- Kienberger, T. Methanierung Biogener Synthesegase Mit Hinblick Auf Die Direkte Umsetzung von Höheren Kohlenwasserstoffen. Ph.D. Thesis, Institut für Wärmetechnik, TU Graz, Graz, Austria, 2010. Available online: https://www.osti.gov/etdeweb/biblio/21397329 (accessed on 2 June 2021).
- Wang, S.; Bi, X.; Wang, S. Thermodynamic analysis of biomass gasification for biomethane production. Energy 2015, 90, 1207–1218. [Google Scholar] [CrossRef]
- Tremel, A.; Gaderer, M.; Spliethoff, H. Small-scale production of synthetic natural gas by allothermal biomass gasification. Int. J. Energy Res. 2013, 37, 1318–1330. [Google Scholar] [CrossRef]
- VGW Österreichische Vereinigung für das Gas- und Wasserfach. Erdgas in Österreich—Gasbeschaffenheit ÖVGW G B210: 2019 06; ÖVGW Österreichische Vereinigung für das Gas- und Wasserfach: Wien, Austria, 2021. [Google Scholar]
- Thema, M.; Bauer, F.; Sterner, M. Power-to-Gas: Electrolysis and methanation status review. Renew. Sustain. Energy Rev. 2019, 112, 775–787. [Google Scholar] [CrossRef]
- Krammer, A.; Medved, A.; Peham, M.; Wolf-Zöllner, P.; Salbrechter, K.; Lehner, M. Dual Pressure Level Methanation of Co-SOEC Syngas. Energy Technol. 2021, 9, 2000746. [Google Scholar] [CrossRef]
- Frick, V.; Brellochs, J.; Specht, M. Application of ternary diagrams in the design of methanation systems. Fuel Process. Technol. 2014, 118, 156–160. [Google Scholar] [CrossRef]
- Bai, X.; Wang, S.; Sun, T.; Wang, S. Influence of Operating Conditions on Carbon Deposition Over a Ni Catalyst for the Production of Synthetic Natural Gas (SNG) from Coal. Catal. Lett. 2014, 144, 2157–2166. [Google Scholar] [CrossRef]
- Kirchbacher, F.; Biegger, P.; Miltner, M.; Lehner, M.; Harasek, M. A new methanation and membrane based power-to-gas process for the direct integration of raw biogas—Feasability and comparison. Energy 2018, 146, 34–46. [Google Scholar] [CrossRef]
- Rönsch, S.; Köchermann, J.; Schneider, J.; Matthischke, S. Global Reaction Kinetics of CO and CO2 Methanation for Dynamic Process Modeling. Chem. Eng. Technol. 2016, 39, 208–218. [Google Scholar] [CrossRef]
- Klose, J. Kinetics of the methanation of carbon monoxide on an alumina-supported nickel catalyst. J. Catal. 1984, 85, 105–116. [Google Scholar] [CrossRef]
- Larsson, A.; Kuba, M.; Vilches, T.B.; Seemann, M.; Hofbauer, H.; Thunman, H. Steam gasification of biomass—Typical gas quality and operational strategies derived from industrial-scale plants. Fuel Process. Technol. 2021, 212, 106609. [Google Scholar] [CrossRef]
- Schmidt, M.; Schwarz, S.; Stürmer, B.; Wagener, L.; Zuberbühler, U. Technologiebericht 4.2a Power-to-Gas (Methanisierung Chemisch-Katalytisch) Innerhalb des Forschungsprojektes TF_Energiewende; ZSW: Stuttgart, Germany, 2018. [Google Scholar]
- Aaron, D.; Tsouris, C. Separation of CO2 from Flue Gas: A Review. Sep. Sci. Technol. 2005, 40, 321–348. [Google Scholar] [CrossRef]
- Fischedick, M.; Görner, K.; Thomeczek, M. (Eds.) CO2: Abtrennung, Speicherung, Nutzung; Springer: Berlin/Heidelberg, Germany, 2015. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Column 1 | Column 2 | Column 3 | |
|---|---|---|---|
| Source | [20] | [20] | [19] |
| Species (vol.%db) | Steam Gasification | SER | 100% CO2 Gasification |
| CO | 21.2 | 8.6 | 40 |
| CO2 | 21.5 | 5.6 | 40 |
| H2 | 48 | 69.5 | 15 |
| CH4 | 8.8 | 14 | 5 |
| CxHy | 0.5 | 2.3 | 0 |
| H2O | 32 | 41 | 7 |
| Gasification temperature (°C) | 797 | 629 | >840 |
| Bed material | Limestone | Limestone | Olivine |
| Cold gas efficiency% | 84 | 73 | 73 |
| Type of Syngas | ||||
|---|---|---|---|---|
| Steam Gasification | SER | 100% CO2 Gasification | ||
| Methanation Strategy | Direct | x | x | x |
| Sub-stoichiometric (SN < 1) | x (*) | 30% hydrogen excess available in raw product gas from gasification | Very little hydrogen available in raw product gas from gasification | |
| Over-stoichiometric (SN > 1) | x (*) |
| Gas Type | Syngas from Steam Gasification | |
|---|---|---|
| Methanation Strategy | Sub-Stoichiometric | Over-Stoichiometric |
| SN | 0.78 | 1.03 |
| Dry syngas composition in molar share in % | -- | -- |
| CO | 12.6 | 10.3 |
| CO2 | 12.9 | 10.5 |
| H2 | 28.1 | 22.9 |
| CH4 | 4.9 | 4.1 |
| Additional H2 | 41.5 | 52.2 |
| Total % | 100 | 100 |
| Assessment Method | Methanation Strategy | ||
|---|---|---|---|
| Direct | Sub-Stoichiometric | Over-Stoichiometric | |
| Ternary plot | SG, SER, CO2-g | SG | SG |
| Lab-scale experiments | - | SG | SG |
| Modeling approach in Aspen Plus | SG | SG | SG |
| Evaluation of large-scale PtG concept | SG, SER, CO2-g | SG, CO2-g | SG, CO2-g |
| Methanation Strategy (Varying SN) | Sub-Stoichiometric (0.78) | Over-Stoichiometric (1.03) | ÖVGW G B210 Criteria [37] | |
|---|---|---|---|---|
| Final product gas composition | ||||
| CO2 | mol.% | 16.8 | 0.01 | <2 |
| H2 | mol.% | 3.45 | 13.77 | <10 |
| Total COx conversion rate after second stage | % | 82.5 | 100 | |
| Total H2 conversion rate after second stage | % | 98.4 | 94.8 | |
| Combustion characteristics | ||||
| Wobbe Index | kWh/m3 | 10.86 | 14.14 | 13.25–15.81 |
| Higher heating value | kWh/m3 | 9.07 | 9.92 | 9.87–13.23 |
| Relative density | - | 0.69 | 0.492 | 0.5–0.7 |
| Syngas from Steam Gasification | SN = 0.78 | SN = 1.03 | ||
|---|---|---|---|---|
| 1st Stage | 2nd Stage | 1st Stage | 2nd Stage | |
| Dry gas composition (mol.%)—results from experiments/simulation | ||||
| CO2 | 17.5/16.9 | 16.81/16 | 2/3 | 0.1/0.7 |
| H2 | 10.7/12.6 | 3.45/1 | 22.6/20.6 | 13.8/12.1 |
| CO | 0.25/0 | 0/0 | 0/0 | 0/0 |
| CH4 | 71.55/70.5 | 79.75/83 | 75.4/76.4 | 86.1/87.2 |
| COx conversion (%) | ||||
| Experimental | 80 | 83 | 97 | 100 |
| Modeled | 81.5 | 88.9 | 99.2 | 99.6 |
| Total H2 conversion (%) | ||||
| Experimental | - | 98.4 | - | 94.8 |
| Modeled | - | 99.5 | - | 95.5 |
| Column Number | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
|---|---|---|---|---|---|---|---|
| Gas Type | Steam Gasification | SER | 100% CO2 Gasification | ||||
| SN | 0.31 | 0.78 | 1.03 | 1.3 | 0.05 | 0.78 | 1.03 |
| Scenario assessed for large-scale applications | (x) | ✓ | ✓ | ✓ | (x) | (x) | (x) |
| Syngas power to methanation (MWLHV) | 21 | 21 | 18 | 18 | |||
| Syngas volume flow (m3STP/h) | 6909 | 6909 | 4670 | 7762 | |||
| Cold gas efficiency gasification (%) | 84 | 84 | 73 | 73 | |||
| Electrolysis capacity (MW) | 0 | 25 | 38 | 0 | 0 | 80 | 107 |
| SNG output [MWLHV] incl.CH4 in feed | 17 | 30 | 36 | 14 | 8 | 53 | 66 |
| Overall efficiency (%) | 67.3 | 59.9 | 56.9 | 55.9 | 30.8 | 51.1 | 49.9 |
| Advantages Disadvantages Comments | Methanation Strategy | ||
| Direct | Sub-Stoichiometric | Over-Stoichiometric | |
| Steam gasification | - not applicable (SN = 0.31) - solid carbon formation expected | + maximum hydrogen usage + highest overall PtG efficiency - CO2 separation from product gas necessary | + maximum carbon transformation - elevated electrolysis capacity needed - H2 separation from product gas necessary |
| SER | + feasible process + no solid carbon formation + no additional H2 needed - elevated tar content in syngas | Not applicable as hydrogen surplus present in raw syngas | Not necessary as hydrogen surplus present in raw syngas |
| CO2-gasification | - not applicable (SN = 0.05) - solid carbon formation expected | + CCU possibility - Low H2 share in syngas requires large electrolysis capacities | + CCU possibility - Low H2 share in syngas requires large electrolysis capacities |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Salbrechter, K.; Schubert, T. Combination of b-Fuels and e-Fuels—A Technological Feasibility Study. Energies 2021, 14, 5250. https://doi.org/10.3390/en14175250
Salbrechter K, Schubert T. Combination of b-Fuels and e-Fuels—A Technological Feasibility Study. Energies. 2021; 14(17):5250. https://doi.org/10.3390/en14175250
Chicago/Turabian StyleSalbrechter, Katrin, and Teresa Schubert. 2021. "Combination of b-Fuels and e-Fuels—A Technological Feasibility Study" Energies 14, no. 17: 5250. https://doi.org/10.3390/en14175250
APA StyleSalbrechter, K., & Schubert, T. (2021). Combination of b-Fuels and e-Fuels—A Technological Feasibility Study. Energies, 14(17), 5250. https://doi.org/10.3390/en14175250