
Influence of Input and Control Parameters on the Process of Pelleting Powdered Biomass


 ,
,  ,
,  ,
, 
Abstract
:1. Introduction
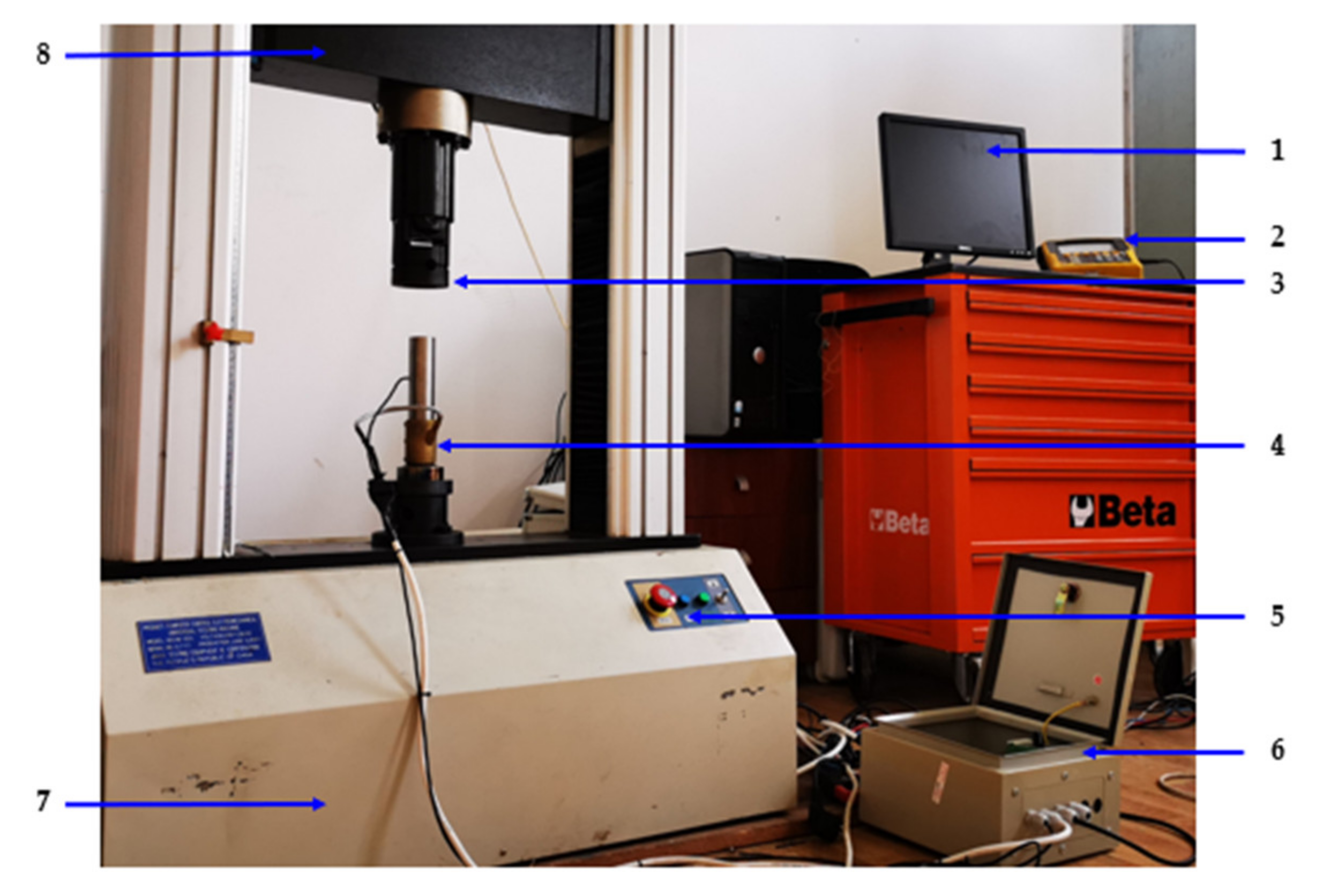
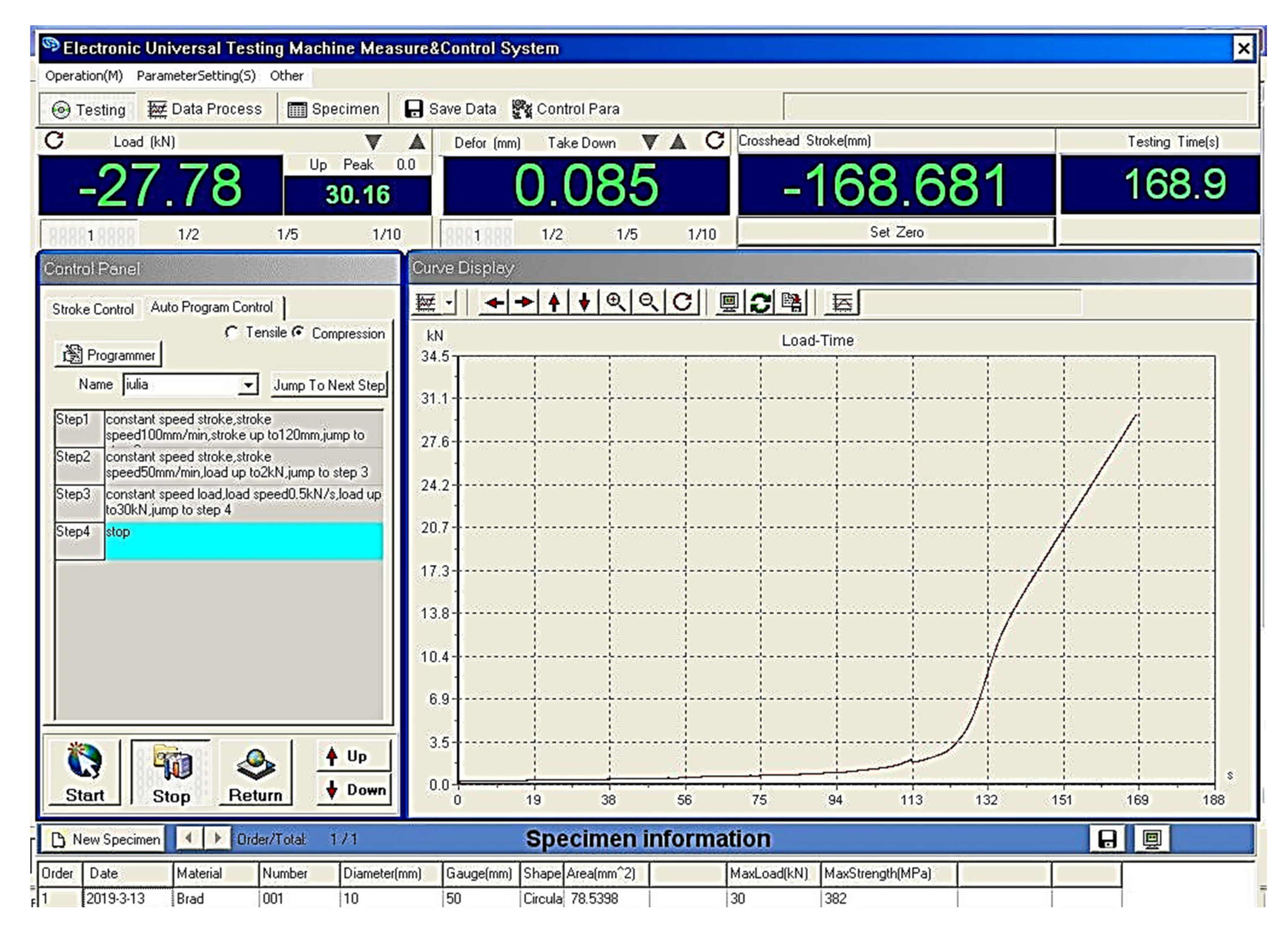
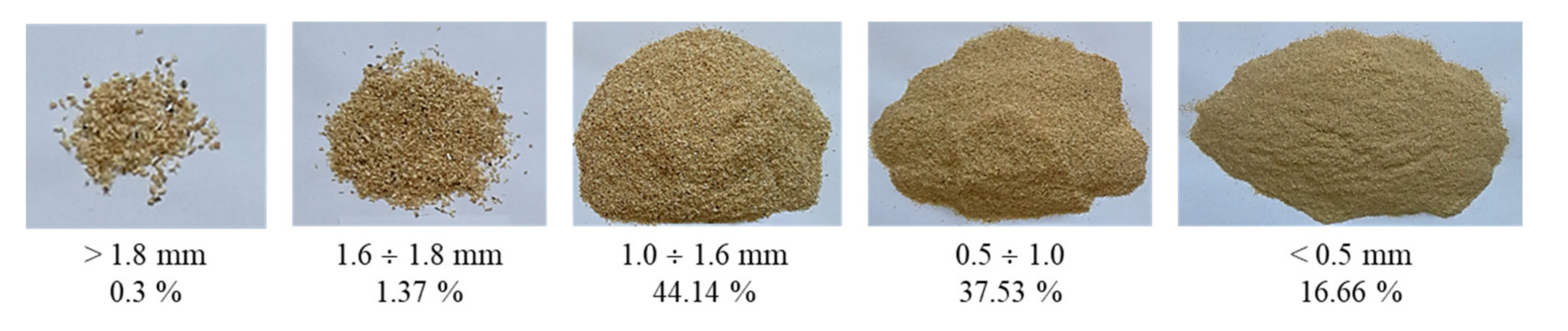
2. Materials and Methods
- -
- a, b and c are non-dimensional model parameters;
- -
- p0 is the atmospheric pressure;
- -
- p is obtained using the force during the compression process and the geometrical characteristics of the die:
- -
- 10% ± 0.1% (by drying the material);
- -
- 13% ± 0,1% (initial moisture content of the material);
- -
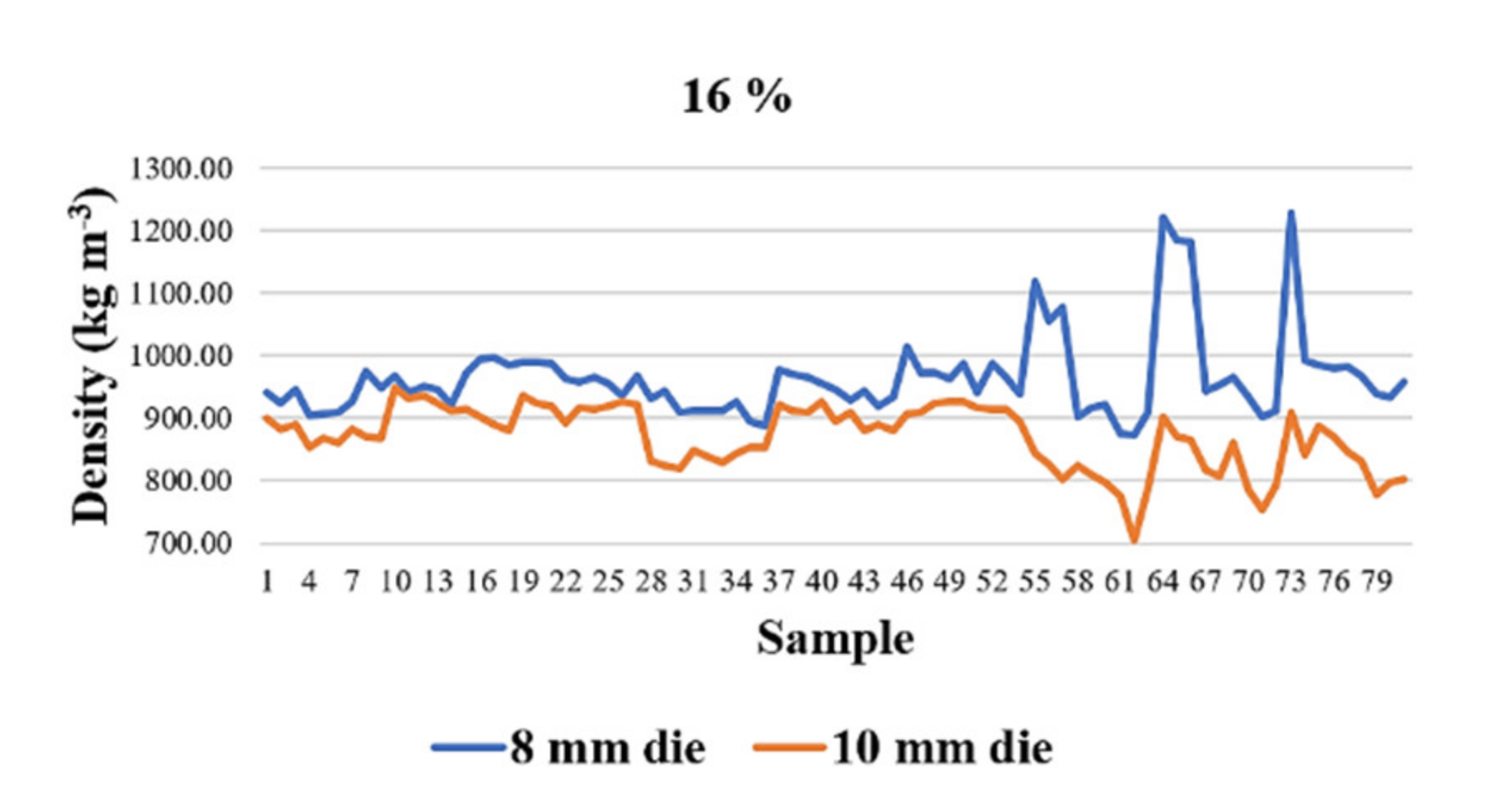
- 16% ± 0.1% (by spraying the material with water and leaving for about 30 min to equalize the moisture).
3. Results and Discussion
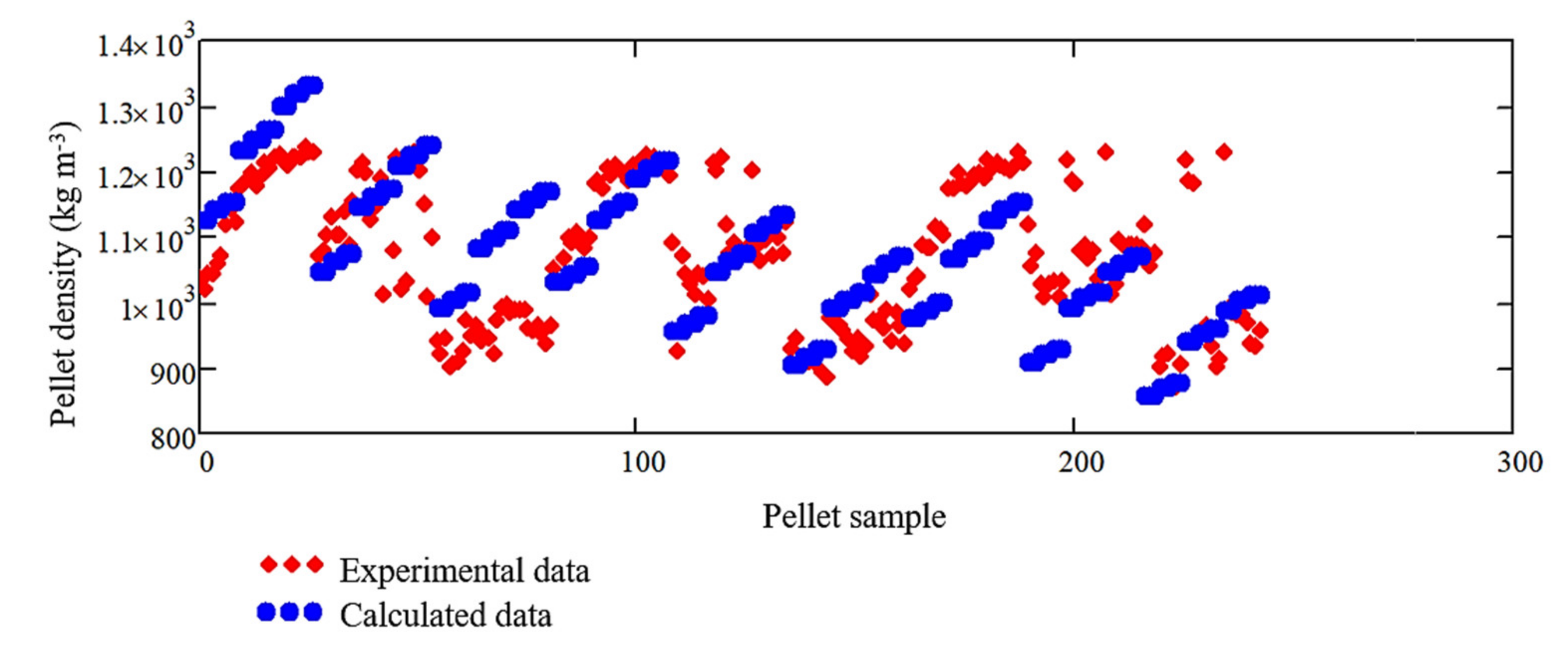
- 8 mm die: εg = 0.005714 and εmax = 0.26034853.
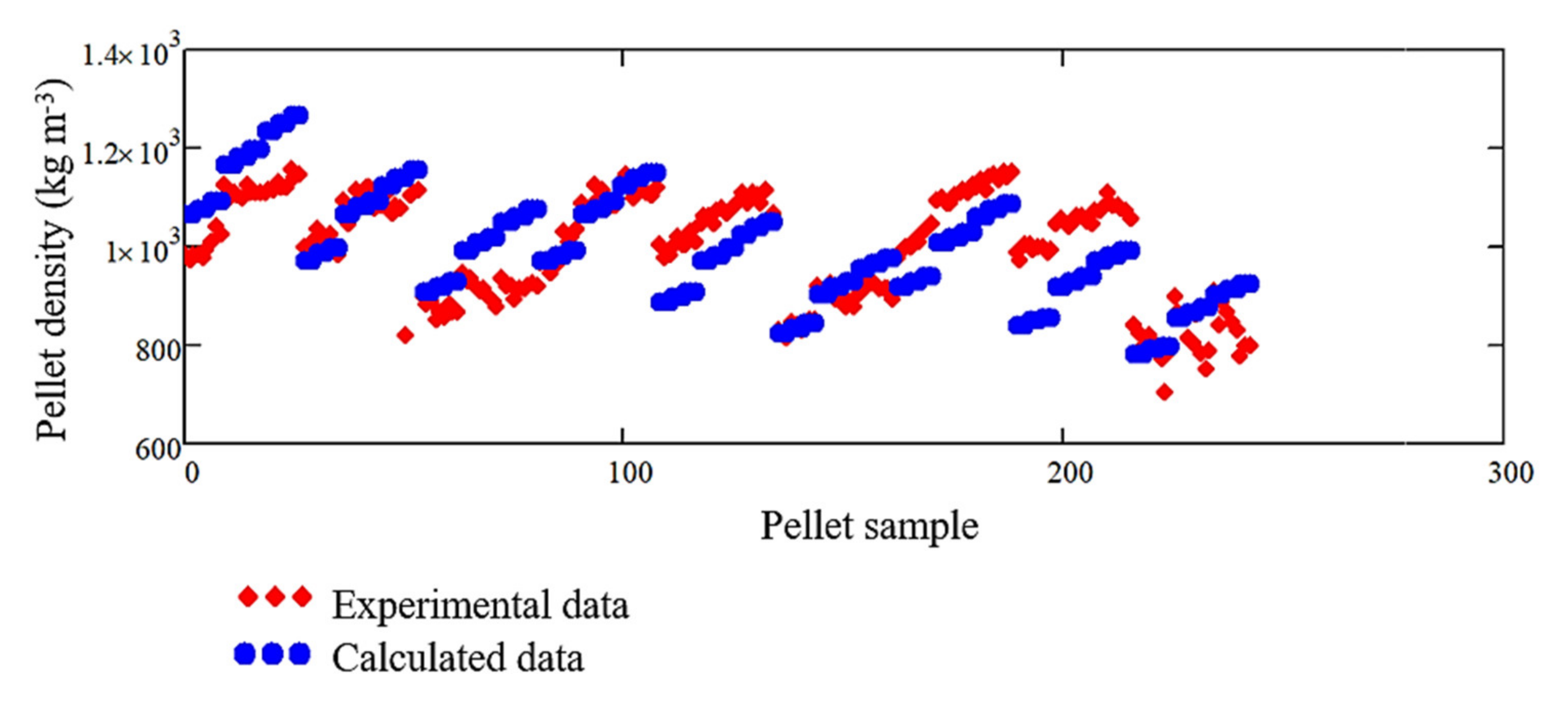
- 10 mm die: εg = 0.005267 and εmax = 0.32460689.
4. Conclusions
- -
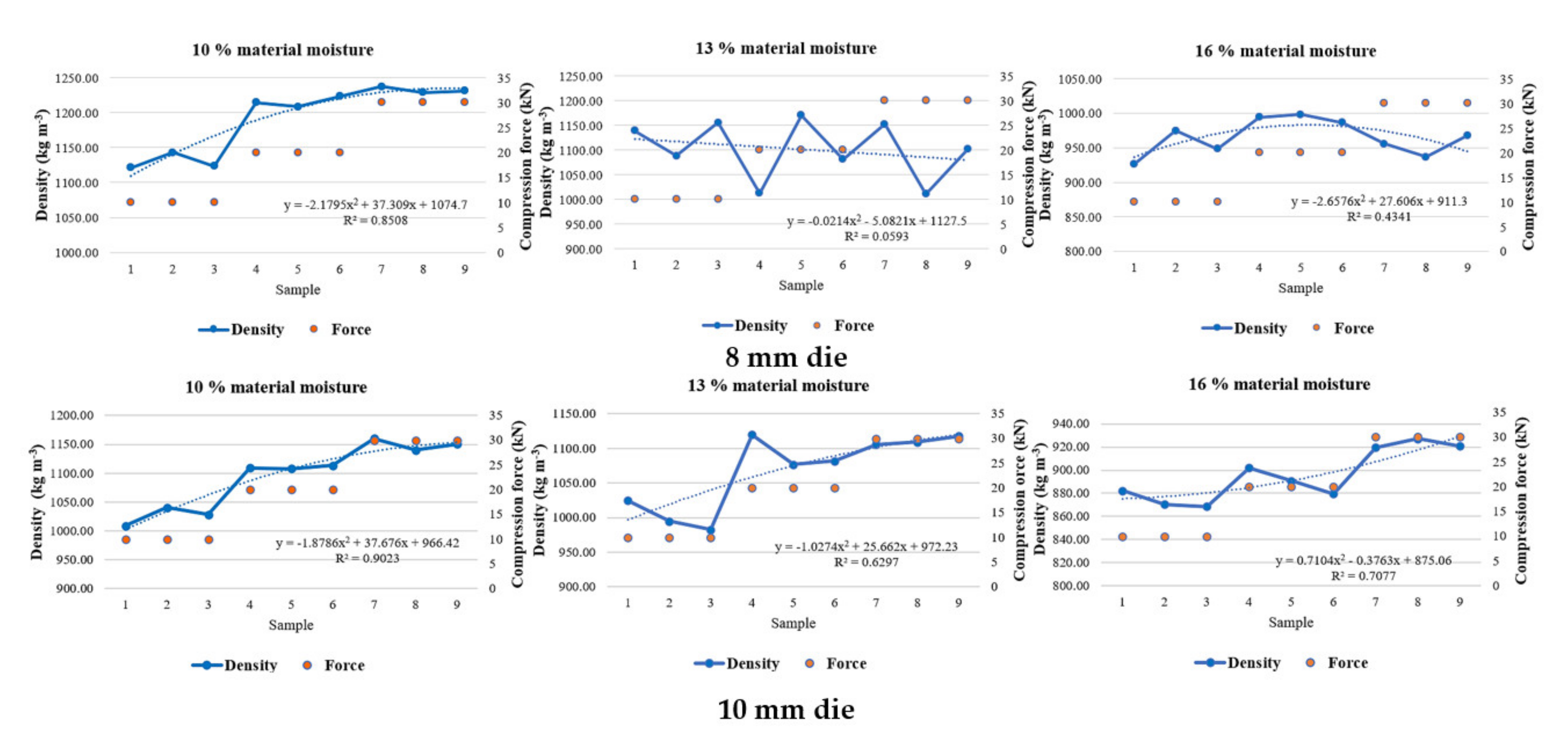
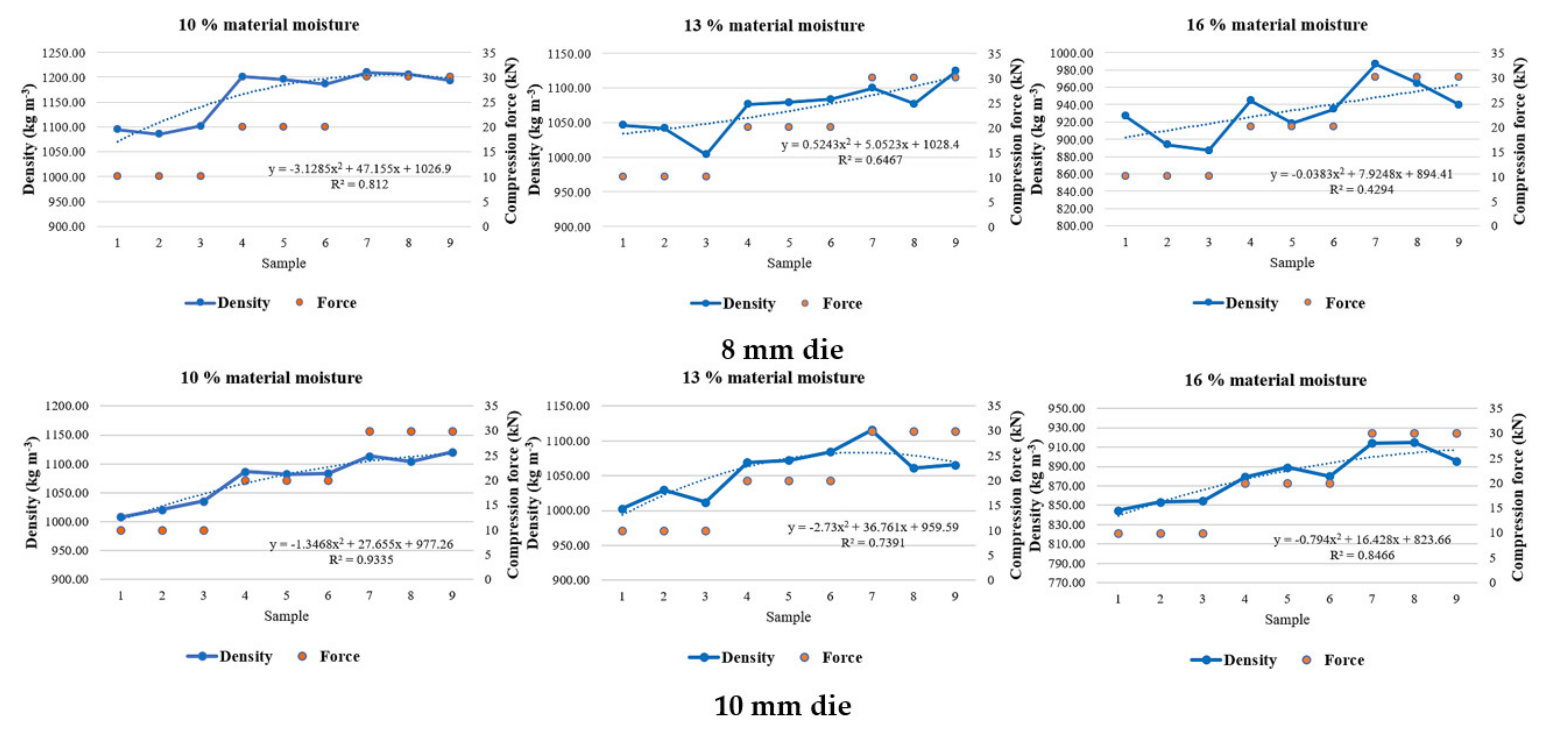
- The density of pellets increases (nonlinearly) with the maximum pelleting pressure (implicitly with the maximum force reached);
- -
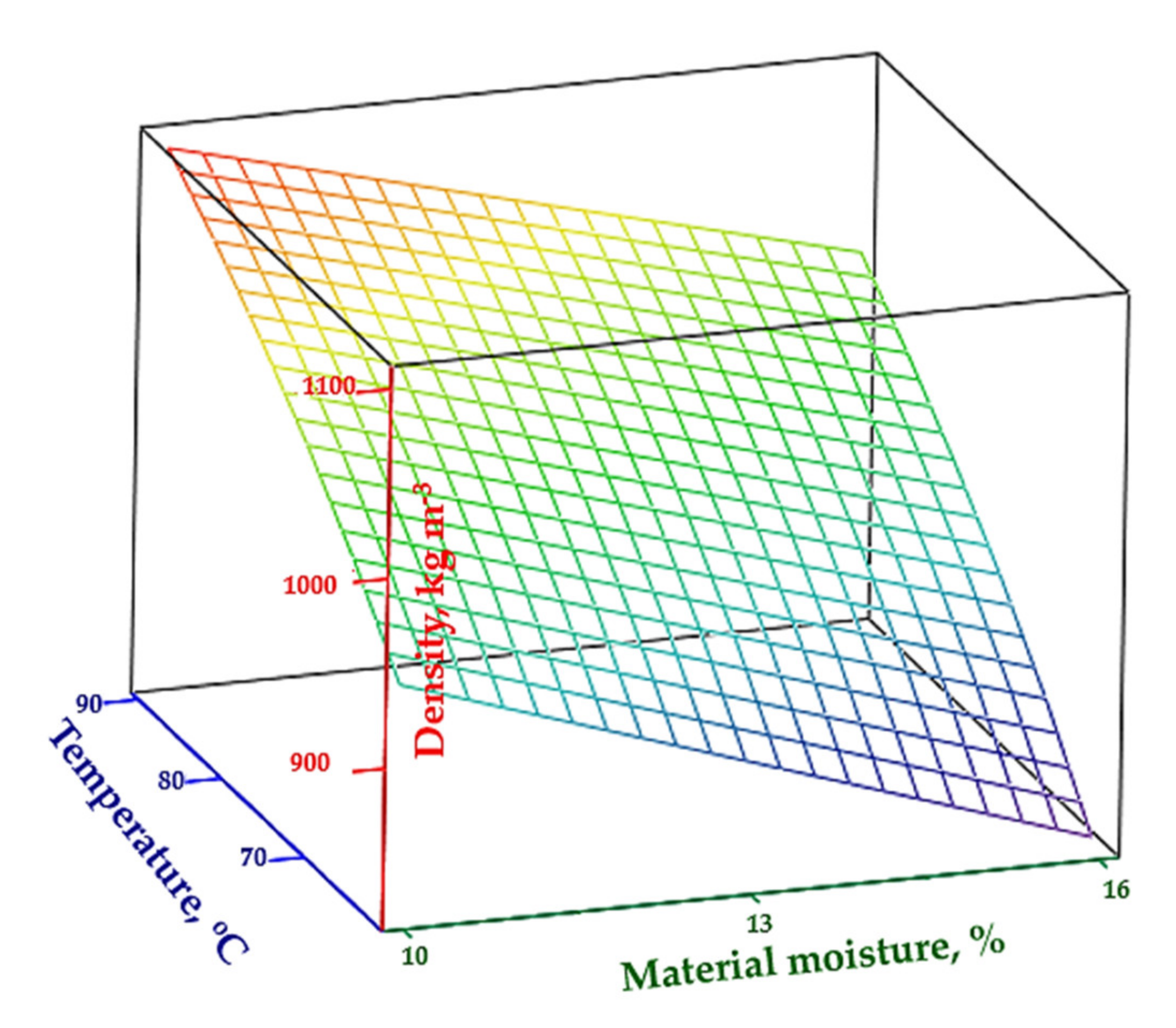
- The density of pellets decreases nonlinearly with the increase of the moisture content of the raw material introduced in the pelleting process;
- -
- The density of pellets increases with the increase of the energetic factor, which means that it increases with the temperature, but decreases with the pelleting speed and with the initial volume of material introduced in the pelleting die.
- -
- On average, the energy consumed for the production of a pellet sample was higher for the 10 mm die than for the 8 mm for the initial moisture content of 10% and 16%, and lower for the initial moisture of 13%;
- -
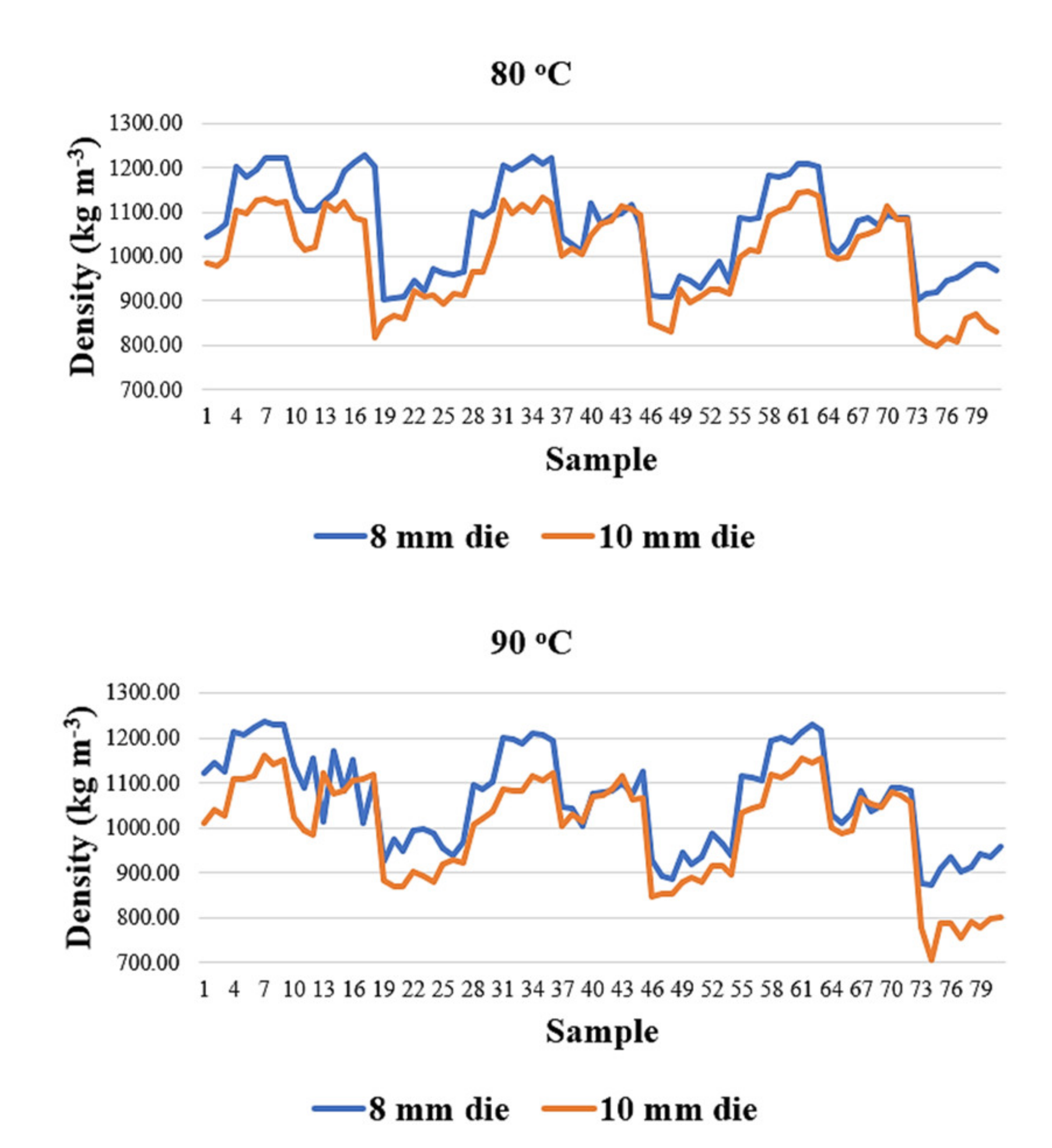
- Under the same production conditions, pellets obtained using the 8 mm die had a higher moisture content than the ones obtained using the 10 mm die;
- -
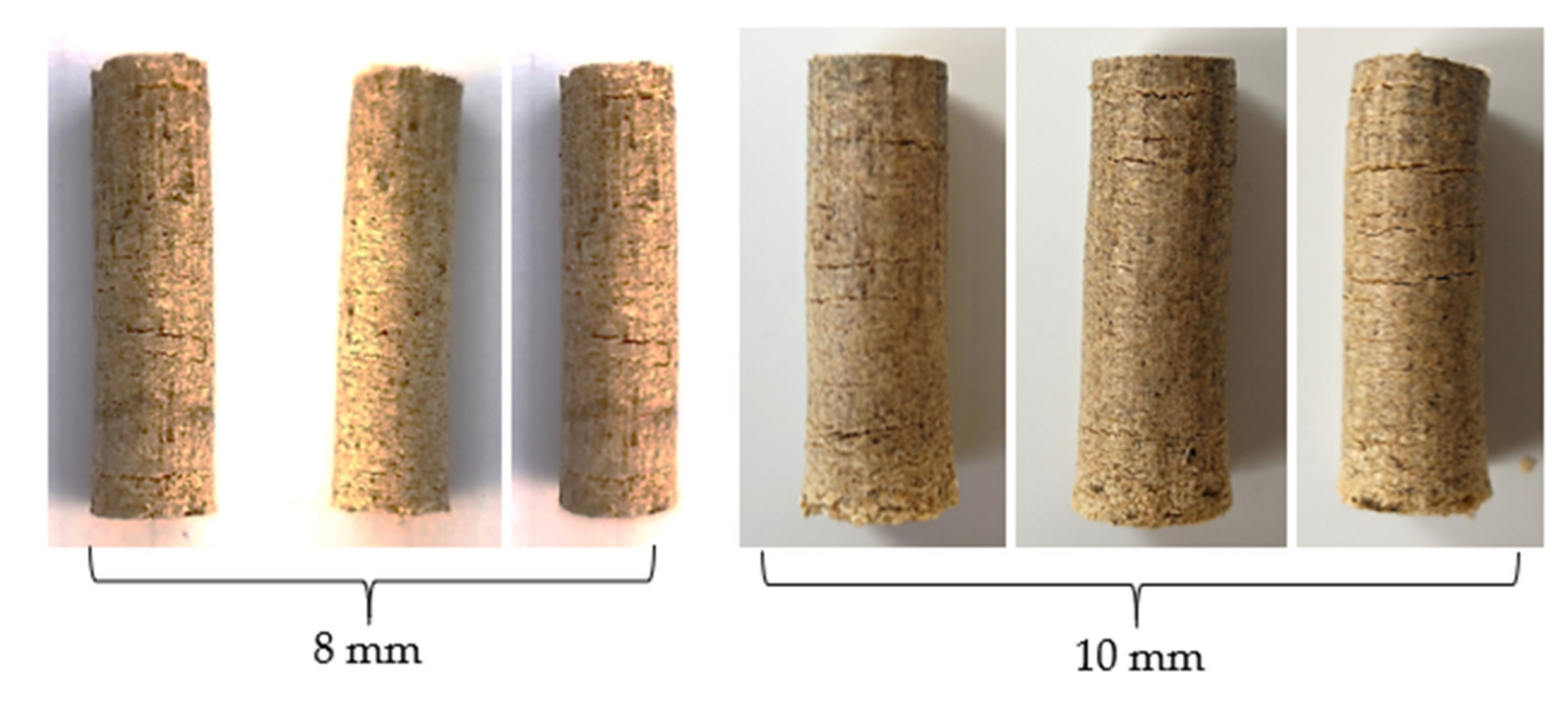
- Pellets obtained with the 8 mm die had a total density higher than those obtained with the 10 mm die, the average density of the 8 mm pellets being 1075.22 kg m−3 and that of the 10 mm pellets being 999.66 kg m−3;
- -
- the greatest influence on the average density of pellets was that of the initial moisture content of the material; on average, the density increasing from 964.30 kg m−3 (8 mm die) and 870.10 kg m−3 (10 mm die) for the 16% material moisture content to 1099.54 kg m−3 (8 mm die) and 1051.16 kg m−3 (10 mm die) at a 13% material moisture content, reaching 1161.83 kg m−3 (8 mm die) and 1077.73 kg m−3 (10 mm die) for the 10% material moisture content.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Garcia-Maraver, A.; Rodriguez, M.L.; Serrano-Bernardo, F.; Diaz, L.F.; Zamorano, M. Factors affecting the quality of pellets made from residual biomass of olive trees. Fuel Process. Technol. 2015, 129, 1–7. [Google Scholar] [CrossRef]
- Krajnc, N. Wood Fuels Handbook; Food and Agriculture Organization of the United Nations: Pristina, Kosovo, 2015; ISBN 978-92-5-108728-2. [Google Scholar]
- Paniagua, S.; García-Pérez, A.I.; Calvo, L.F. Biofuel consisting of wheat straw–poplar wood blends: Thermogravimetric studies and combustion characteristic indexes estimation. Biomass Conv. Biorefinery 2019, 9, 433–443. [Google Scholar] [CrossRef]
- Boehmel, C.; Lewandowski, I.; Claupein, W. Comparing annual and perennial energy cropping systems with different management intensities. Agric. Syst. 2008, 96, 224–236, ISSN 0308-521X. [Google Scholar] [CrossRef]
- Purohit, P.; Chaturvedi, V. Biomass pellets for power generation in India: A techno-economic evaluation. Environ. Sci. Pollut. Res. 2018, 25, 29614–29632. [Google Scholar] [CrossRef] [Green Version]
- Tumuluru, J.S.; Wright, C.T.; Hess, J.R.; Kenney, K.L. A review of biomass densification systems to develop uniform feedstock commodities for bioenergy application. Biofuel Bioprod. Biorefining 2011, 5, 683–707. [Google Scholar] [CrossRef]
- Hammerschmid, M.; Müller, S.; Fuchs, J.; Hofbauer, H. Evaluation of biomass-based production of below zero emission reducing gas for the iron and steel industry. Biomass Conv. Biorefinery 2021, 11, 169–187. [Google Scholar] [CrossRef]
- Gilvari, H.; van Battum, C.; van Dijk, S.A.; de Jong, W.; Schott, D.L. Large-scale transportation and storage of wood pellets: Investigation of the change in physical properties. Particuology 2021. Available online: https://doi.org/10.1016/j.partic.2020.12.006 (accessed on 21 January 2021). [CrossRef]
- Mani, S.; Tabil, L.G.; Sokhansanj, S. An overview of compaction of biomass grinds. Powder Handl. Process. 2003, 15, 1–9. [Google Scholar]
- Trinh, Q.V.; Nagy, S.; Faitli, J.; Csőke, B. Determination of radial pressure distribution con the wall of the press channel of a novel biomass single die pelletiser. Eur. J. Wood Prod. 2020, 78, 1075–1086. [Google Scholar] [CrossRef]
- Lisowski, A.; Pajor, M.; Świętochowski, A.; Dąbrowska, M.; Klonowski, J.; Mieszkalski, L.; Piątek, M. Effect of moisture content, temperature, and die thickness on the compaction process and the density and strength of walnut shell pellets. Renew. Energy 2019, 141, 770–781. [Google Scholar] [CrossRef]
- Whittaker, C.; Shield, I. Factors affecting wood, energy grass and straw pellet durability—A review. Renew. Sustain. Energy Rev. 2017, 71, 1–11. [Google Scholar] [CrossRef]
- Golub, G.; Kukharets, S.; Cesna, J.; Yaroch, Y.; Kukharets, M. Research on changes in biomass during gasification. INMATEH Agric. Eng. 2020, 61, 17–24. [Google Scholar] [CrossRef]
- Shaw, M. Feedstock and Process Variables Influencing Biomass Densification. Master’s Thesis, Department of Agricultural and Bioresource Engineering, University of Saskatchewan, Saskatoon, SK, Canada, March 2008. [Google Scholar]
- Frodeson, S.; Henrikssonb, G.; Berghela, J. Effects of moisture content during densification of biomass pellets, focusing on polysaccharide substances. Biomass Bioenergy 2019, 122, 322–330. [Google Scholar] [CrossRef]
- Stelte, W.; Clemons, C.; Holm, J.K.; Ahrenfeldt, J.; Henriksen, U.B.; Sanadi, A.R. Fuel pellets from wheat straw: The effect of lignin glass transition and surface waxes on pelletizing properties. BioEnergy Res. 2012, 5, 450–458. [Google Scholar] [CrossRef] [Green Version]
- Yanming, W.; Zhongjia, C.; Xiangyue, Y.; Guosheng, Y. Influence of die temperature and moisture content on the densification of bamboo powder using die heating method. Wood Res. 2018, 63, 655–668. [Google Scholar]
- Scatolino, M.V.; Neto, C.; Protásio, L.F.; Carneiro, T.P.; Andrade, A.C.O.; Guimarães, C.R.; Júnior, J.B.; Mendes, L.M. Options for generation of sustainable energy: Production of pellets based on combinations between lignocellulosic biomasses. Waste Biomass Valorization 2018, 9, 479–489. [Google Scholar] [CrossRef]
- Lisowski, A.; Matkowski, P.; Dąbrowska, M.; Piątek, M.; Świętochowski, A.; Klonowski, J.; Mieszkalski, L.; Reshetiuk, V. Particle size distribution and physicochemical properties of pellets made of straw, hay, and their blends. Waste Biomass Valorization 2020, 11, 63–75. [Google Scholar] [CrossRef] [Green Version]
- Shastri, Y.; Hansen, A.; Rodrigues, L.; Ting, K.C. Engineering and Science of Biomass Feedstock Production and Provision; Springer: New York, NY, USA, 2014; ISBN 978-1-4899-8013-7. [Google Scholar] [CrossRef]
- ISO. ISO 17225-2:2014. Solid Biofuels—Fuel Specifications and Classes—Part 2: Graded Wood Pellets; ISO: Geneva, Switzerland, May 2014. [Google Scholar]
- O’Dogherty, M.J.; Wheeler, J.A. Compression of straw to high densities in closed cylindrical dies. J. Agric. Eng. Res. 1984, 29, 61–72. [Google Scholar] [CrossRef]
- Castellano, J.M.; Gómez, M.; Fernández, M.; Esteban, L.S.; Carrasco, J.E. Study on the effects of raw materials composition and pelletization conditions on the quality and properties of pellets obtained from different woody and non woody biomasses. Fuel 2015, 139, 629–636. [Google Scholar] [CrossRef]
- Puig-Arnavat, M.; Shang, L.; Sarossy, Z.; Ahrenfeldt, J.; Henriksen, U. From a single pellet press to a bench scale pellet mill—Pelletizing six different biomass feedstocks. Fuel Process. Technol. 2016, 142, 27–33. [Google Scholar] [CrossRef] [Green Version]
- Krizan, P.; Matus, M.; Soos, L.; Beniak, J. Behavior of beech sawdust during densification into a solid biofuel. Energies 2015, 8, 6382–6398. [Google Scholar] [CrossRef] [Green Version]
- Jones, W.D. Fundamental Principles of Powder Metallurgy; Edward Arnold Publishers Ltd.: London, UK, 1960; pp. 242–370. [Google Scholar]
- Cooper, A.R.; Eaton, L.E. Compaction behaviour of several ceramic powders. J. Am. Ceram. Soc. 1962, 45, 97–101. [Google Scholar] [CrossRef]
- Ge, R.D. Constitutive model for hot pressing of powders. J. Mater. Sci. Technol. 1994, 10, 374–380. [Google Scholar]
- Denny, P.J. Compaction equations: A comparison of the Heckel and Kawakita equations. Powder Technol. 2002, 127, 162–172. [Google Scholar] [CrossRef]
- Huang, P.Y. Powder Metallurgy Principle; Metallurgical Industry Press: Beijing, China, 1982. [Google Scholar]
- Kawakita, K.; Ludde, K.H. Some considerations on powder compression equations. Powder Technol. 1971, 4, 61–68. [Google Scholar] [CrossRef]
- Panelli, R.; Filho, F.A. A study of a new phenomenological compacting equation. Powder Technol. 2001, 114, 255–261. [Google Scholar] [CrossRef]
- Shapiro, I. Compaction of powders X. Development of a general compaction equation. Adv. Powder Metall. Part. Mater. 1993, 3, 229–243. [Google Scholar]
- Sonnegaard, J.M. Investigation of a new mathematical model for compression of pharmaceutical powders. Eur. J. Pharm. Sci. 2001, 14, 149–157. [Google Scholar] [CrossRef]
- Cardei, P.; Gageanu, I. A critical analysis of empirical formulas describing the phenomenon of compaction of the powders. J. Mod. Technol. Eng. 2017, 2, 1–20. [Google Scholar]
- Adapa, P.K.; Tabil, L.G.; Schoenau, G. Compression characteristics of selected ground agricultural biomass. Agric. Eng. Int. CIGR Ejournal 2009, 11, 1347. [Google Scholar]
- Nielsen, N.P.K.; Gardner, D.J.; Poulsen, T. Importance of temperature, moisture content, and species for the conversion process of wood residues into fuel pellets. Wood Fiber Sci. 2009, 41, 414–415. [Google Scholar]
- Obidzinski, S.; Dolzynska, M.; Kowczyk-Sadowy, M.; Sosna, K. Agglomeration of straw and hard coal with an additive of potato pulp—Experimental study. J. Res. Appl. Agric. Eng. 2008, 63, 46–50. [Google Scholar]
- Comoglu, T. An overview of compaction equations. J. Fac. Pharm. Ank. 2007, 36, 123–133. [Google Scholar]
- Tabil, L.; Kashaninejad, M. Biomass feedstock preprocessing—Part 2: Densification. In Biofuel’s Engineering Process Technology; IntechOpen: London, UK, 2011; Chapter 19; pp. 439–464. ISBN 978-953-307-480-1. [Google Scholar]
- Stelte, W.; Holm, J.; Sanadi, A.R.; Barsberg, S.; Ahrenfeldt, J. Fuel pellets from biomass: The importance of the pelletizing pressure and its dependency on the processing conditions. Fuel 2011, 90, 3285–3290. [Google Scholar] [CrossRef] [Green Version]
- Holm, J.K.; Henriksen, U.B.; Hustad, J.E.; Sorensen, L.H. Toward an understanding of controlling parameters in softwood and hardwood pellets production. Energy Fuels 2006, 20, 2686–2694. [Google Scholar] [CrossRef]
- Holm, J.K.; Stelte, W.; Posselt, D.; Ahrendfeldt, J.; Henriksen, U. Optimization of a multiparameter model for biomass pelletization to investigate temperature dependence and to facilitate fast testing of pelletization behavior. Energy Fuels 2011, 25, 3706–3711. [Google Scholar] [CrossRef]
- Križan, P.; Matůš, M. Impact of pressing chamber conicalness on the quality of briquetts produced from biofuels in briquetting machines. Fuels 2012, 4, 122–127. [Google Scholar]
- Ivanova, T.; Muntean, A.; Havrland, B.; Pobedinsky, V. Theoretical modelling of the briquetting process with different pressing equipment. Agronomy Res. 2013, 11, 47–52. [Google Scholar]
- Li, Y.; Liu, H. High pressure densification of wood residues to form an upgraded fuel. Biomass Bioenergy 2000, 19, 177–186. [Google Scholar] [CrossRef]
- Xu, G.; Wei, H.; Zhang, Z.; Yu, S.; Wang, C.; Huang, G. Analysis of deformation and equivalent stress during biomass material compression molding. IOP Conf. Ser. Mater. Sci. Eng. 2018, 307. [Google Scholar] [CrossRef] [Green Version]
- Said, N.; Abdel daiem, M.M.; García-Maraver, A.; Zamorano, M. Influence of densification parameters on quality properties of rice straw pellets. Fuel Process. Technol. 2015, 138, 56–64. [Google Scholar] [CrossRef]
- Poddar, S.; Kamruzzaman, M.; Sujan, S.M.A.; Hossain, M.; Jamal, M.S.; Gafur, M.A.; Khanam, M. Effect of compression pressure on lignocellulosic biomass pellet to improve fuel properties: Higher heating value. Fuel 2014, 131, 43–48. [Google Scholar] [CrossRef]
- Buckingham, E. On physically similar systems. Illustrations of the use of dimensional equations. Phys. Rev. 1914, 4, 345–376. [Google Scholar] [CrossRef]
- Montgomery, D. Design and Analysis of Experiments, 8th ed.; John Wiley & Sons, Inc.: New Jersey, NJ, USA, 2012; ISBN 978-1118-14692-7. [Google Scholar]
- Mani, S.; Tabil, L.G.; Sokhansanj, S. Effects of compressive force, particle size and moisture content on mechanical properties of biomass pellets from grasses. Biomass Bioenergy 2006, 30, 648–654. [Google Scholar] [CrossRef]
- Andreiko, D.; Grochowicz, J. Effect of moisture content on compression energy and strength characteristics of lupine briquettes. J. Food Eng. 2007, 83, 116–120. [Google Scholar] [CrossRef]
- Serrano, C.; Monedero, E.; Lapuerta, M.; Poertero, H. Effect of moisture content, particle size and pine addition on quality of barley straw pellets. Fuel Process. Technol. 2011, 92, 699–706. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter Name | Notation | Measurement Unit | Physical Dimension |
|---|---|---|---|
| Heat quantity | Q | kg m2/s2 | ML2T−2 |
| Compression pressure | p | N/m2 | ML−1T−2 |
| Initial material moisture | Up | % | - |
| Pellet density | ρp | kg/m3 | ML−3 |
| Raw material density | ρ0 | kg/m3 | ML−3 |
| Raw material initial volume | V0 | m3 | L3 |
| Pelleting speed | v | m/s | LT−1 |
| Sample | Raw Material Density ρ0 (kg/m3) | Initial Moisture Ui (%) | Temperature θ (°C) | Pelleting Speed v (m/s) | Maximum Force Fmax (kN) | Energy Consumed Ec (Wh) | Pellet Density ρp (kg/m3) | Pellet Moisture Up (%) |
|---|---|---|---|---|---|---|---|---|
| 1 | 136.08 | 10 | 70 | 0.0021 | 10 | 8 | 1035.18 | 8.81 |
| 2 | 136.08 | 10 | 70 | 0.0021 | 10 | 7 | 1020.70 | 8.74 |
| … | … | … | … | … | … | … | … | … |
| 118 | 142.18 | 13 | 70 | 0.0021 | 20 | 5 | 1213.52 | 10.17 |
| 119 | 142.18 | 13 | 70 | 0.0021 | 20 | 5 | 1203.73 | 10.04 |
| 120 | 142.18 | 13 | 70 | 0.0021 | 20 | 6 | 1223.93 | 10.15 |
| 121 | 142.18 | 13 | 80 | 0.0021 | 20 | 5 | 1119.19 | 9.91 |
| 122 | 142.18 | 13 | 80 | 0.0021 | 20 | 6 | 1075.55 | 9.87 |
| … | … | … | … | … | … | … | … | … |
| 242 | 147.37 | 16 | 90 | 0.0028 | 30 | 5 | 934.41 | 12.74 |
| 243 | 147.37 | 16 | 90 | 0.028 | 30 | 6 | 957.02 | 12.53 |
| Sample | Raw Material Density ρ0 (kg/m3) | Initial Moisture Ui (%) | Temperature θ (°C) | Pelleting Speed v (m/s) | Maximum Force Fmax (kN) | Energy Consumed Ec (Wh) | Pellet Density ρp (kg/m3) | Pellet Moisture Up (%) |
|---|---|---|---|---|---|---|---|---|
| 1 | 136.08 | 10 | 70 | 0.0021 | 10 | 4 | 982.81 | 8.94 |
| 2 | 136.08 | 10 | 70 | 0.0021 | 10 | 5 | 972.19 | 8.72 |
| … | … | … | … | … | … | … | … | … |
| 118 | 142.18 | 13 | 70 | 0.0021 | 20 | 4 | 1049.21 | 10.12 |
| 119 | 142.18 | 13 | 70 | 0.0021 | 20 | 5 | 1060.85 | 9.90 |
| 120 | 142.18 | 13 | 70 | 0.0021 | 20 | 6 | 1064.54 | 9.97 |
| 121 | 142.18 | 13 | 80 | 0.0021 | 20 | 5 | 046.34 | 10.13 |
| 122 | 142.18 | 13 | 80 | 0.0021 | 20 | 4 | 1074.26 | 9.92 |
| … | … | … | … | … | … | … | … | … |
| 242 | 147.37 | 16 | 90 | 0.0028 | 30 | 7 | 797.78 | 12.42 |
| 243 | 147.37 | 16 | 90 | 0.028 | 30 | 5 | 801.75 | 12.51 |
| Parameter | Average | Median | Kurt | Skew | Mean Square Deviation | Variance |
|---|---|---|---|---|---|---|
| ρ0 | 141.9 | 142.2 | −1.506 | −0.098 | 4.618 | 21.327 |
| ρp | 999.658 | 1016 | −0.891 | −0.487 | 106.46 | 11,333.822 |
| Fmax | 20 | 20 | −1.506 | 0 | 8.165 | 66.667 |
| Ui | 13 | 13 | −1.506 | 0 | 2.449 | 6 |
| θ | 80 | 80 | −1.506 | 0 | 8.165 | 66.667 |
| v | 0.002 | 0.002 | −1.506 | −0.082 | 0.001 | 3.7 × 10−7 |
| Ec | 5.835 | 5 | −0.49 | 0.7 | 2.02 | 4.08 |
| Vp | 2.531 | 2.46 | −0.186 | 0.814 | 0.289 | 0.084 |
| L | 30.987 | 30.1 | −0.224 | 0.802 | 3.554 | 12.628 |
| Up | 10.478 | 9.94 | −1.394 | 0.425 | 1.864 | 3.475 |
| 243 | 147.37 | 16 | 90 | 0.028 | 30 | 5 |
| Correlations | ρ0 | ρp | Fmax | Ui | v | Ec | Vp | L | Up | |
|---|---|---|---|---|---|---|---|---|---|---|
| ρ0 | −0.75 | 0 | 0.999 | 0 | 0 | −0.287 | 0.762 | 0.762 | 0.942 | |
| ρp | −0.75 | 0.295 | 0.762 | −0.119 | −0.024 | 0.395 | −0.996 | −0.996 | −0.783 | |
| Fmax | 0 | 0.295 | 0 | 0 | 0 | 0.569 | −0.281 | −0.281 | 0.080 | |
| Ui | 0.999 | −0.762 | 0 | 0 | 0 | −0.287 | 0.773 | 0.772 | 0.953 | |
| 0 | −0.119 | 0 | 0 | 0 | −0.116 | 0.121 | 0.121 | −0.059 | ||
| v | 0 | −0.024 | 0 | 0 | 0 | −0.379 | 0.020 | 0.020 | 0.143 | |
| Ec | −0.287 | 0.395 | 0.569 | −0.287 | −0.116 | −0.379 | −0.390 | −0.390 | −0.389 | |
| Vp | 0.763 | −0.996 | −0.281 | 0.773 | 0.121 | 0.020 | −0.390 | 0.999 | 0.799 | |
| L | 0.762 | −0.996 | −0.281 | 0.772 | 0.121 | 0.020 | −0.390 | 0.999 | 0.799 | |
| Up | 0.942 | −0.783 | 0.080 | 0.953 | −0.059 | 0.143 | −0.389 | 0.799 | 0.799 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gageanu, I.; Cujbescu, D.; Persu, C.; Tudor, P.; Cardei, P.; Matache, M.; Vladut, V.; Biris, S.; Voicea, I.; Ungureanu, N. Influence of Input and Control Parameters on the Process of Pelleting Powdered Biomass. Energies 2021, 14, 4104. https://doi.org/10.3390/en14144104
Gageanu I, Cujbescu D, Persu C, Tudor P, Cardei P, Matache M, Vladut V, Biris S, Voicea I, Ungureanu N. Influence of Input and Control Parameters on the Process of Pelleting Powdered Biomass. Energies. 2021; 14(14):4104. https://doi.org/10.3390/en14144104
Chicago/Turabian StyleGageanu, Iuliana, Dan Cujbescu, Catalin Persu, Paula Tudor, Petru Cardei, Mihai Matache, Valentin Vladut, Sorin Biris, Iulian Voicea, and Nicoleta Ungureanu. 2021. "Influence of Input and Control Parameters on the Process of Pelleting Powdered Biomass" Energies 14, no. 14: 4104. https://doi.org/10.3390/en14144104
APA StyleGageanu, I., Cujbescu, D., Persu, C., Tudor, P., Cardei, P., Matache, M., Vladut, V., Biris, S., Voicea, I., & Ungureanu, N. (2021). Influence of Input and Control Parameters on the Process of Pelleting Powdered Biomass. Energies, 14(14), 4104. https://doi.org/10.3390/en14144104