Optimization of the Urea Injection Angle and Direction: Maximizing the Uniformity Index of a Selective Catalytic Reduction System


 ,
,
Abstract
:1. Introduction
2. Overview
3. Boundary Condition Determination and Verification
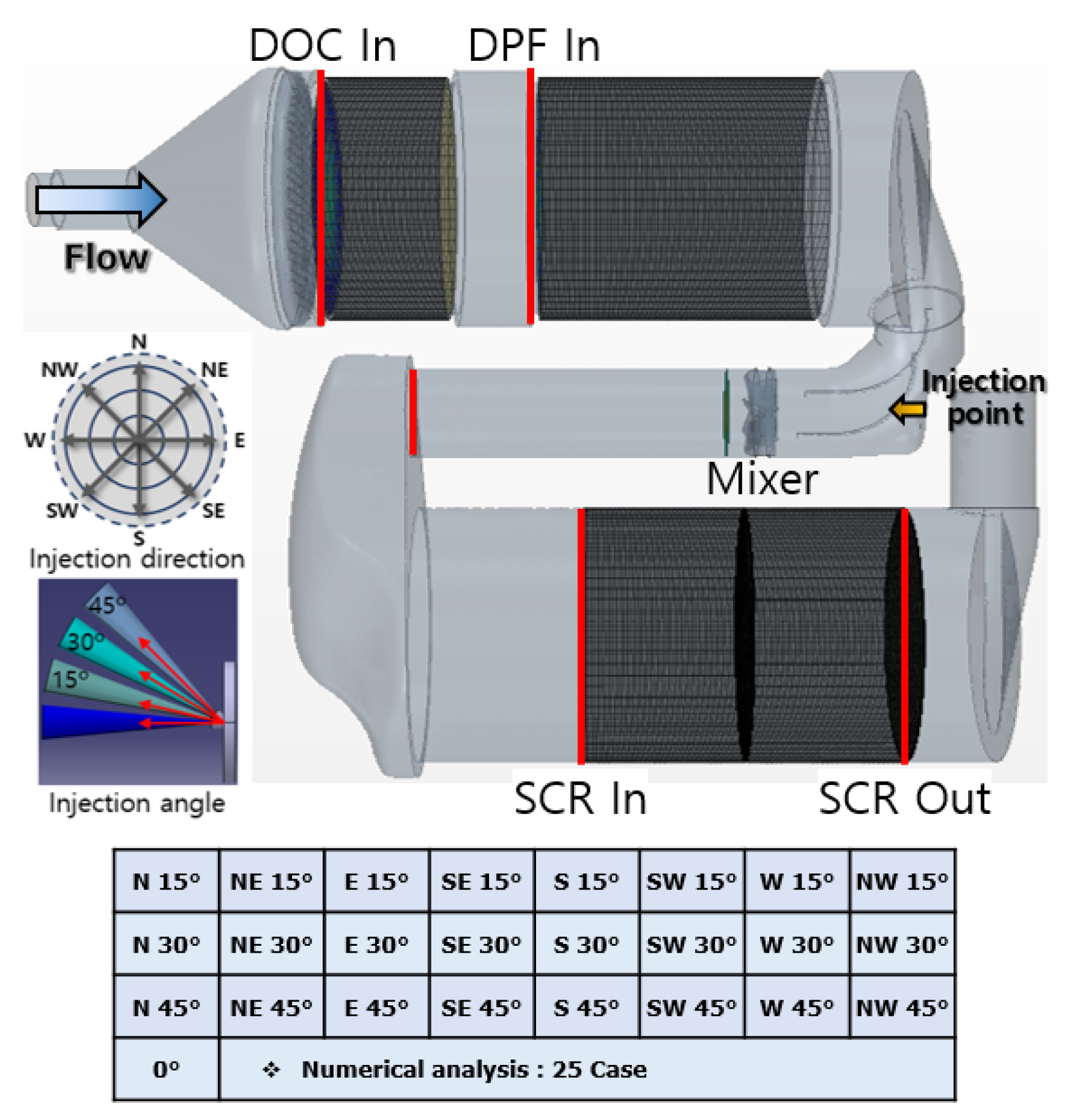
3.1. Target Aftertreatment Device
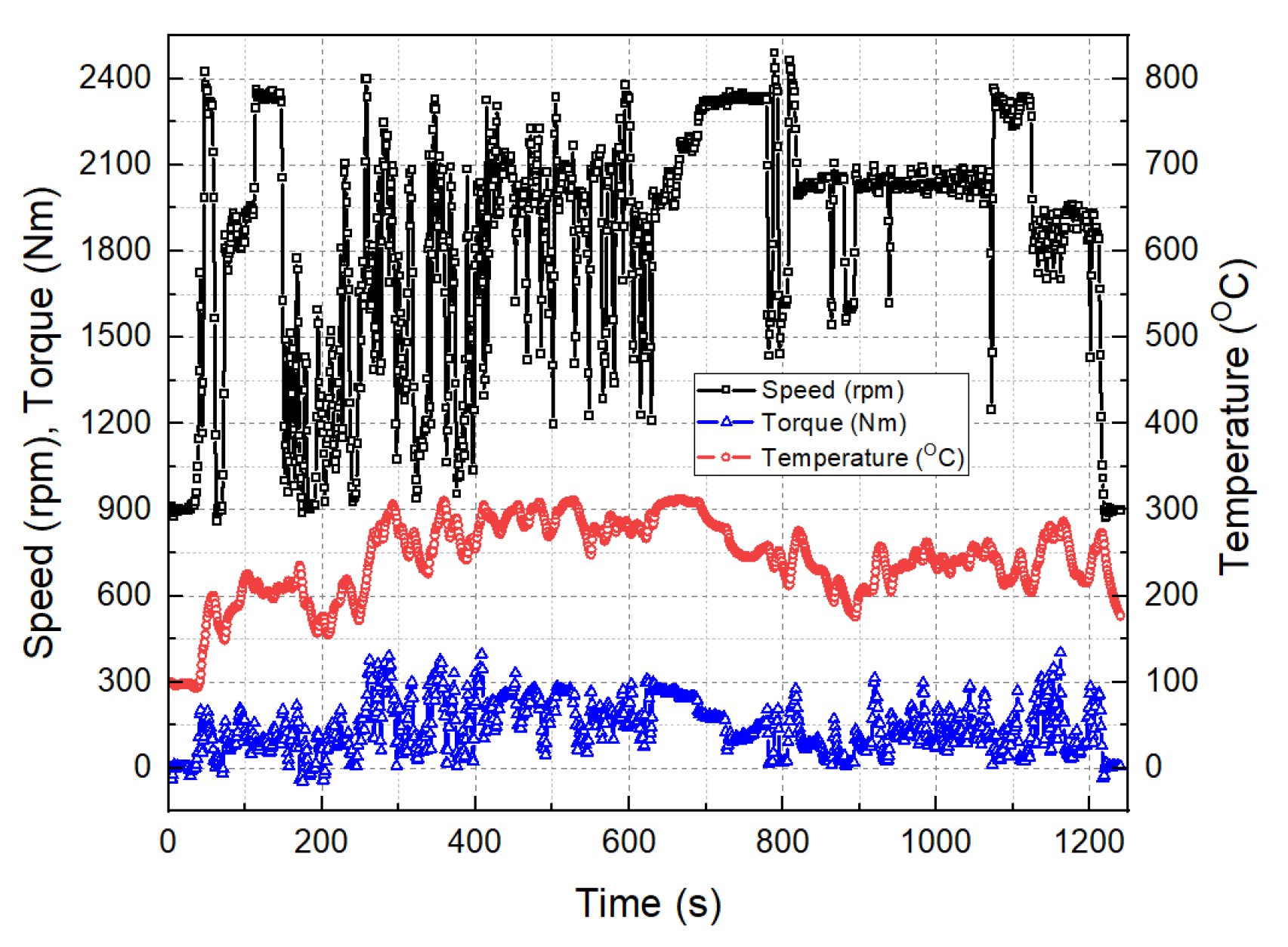
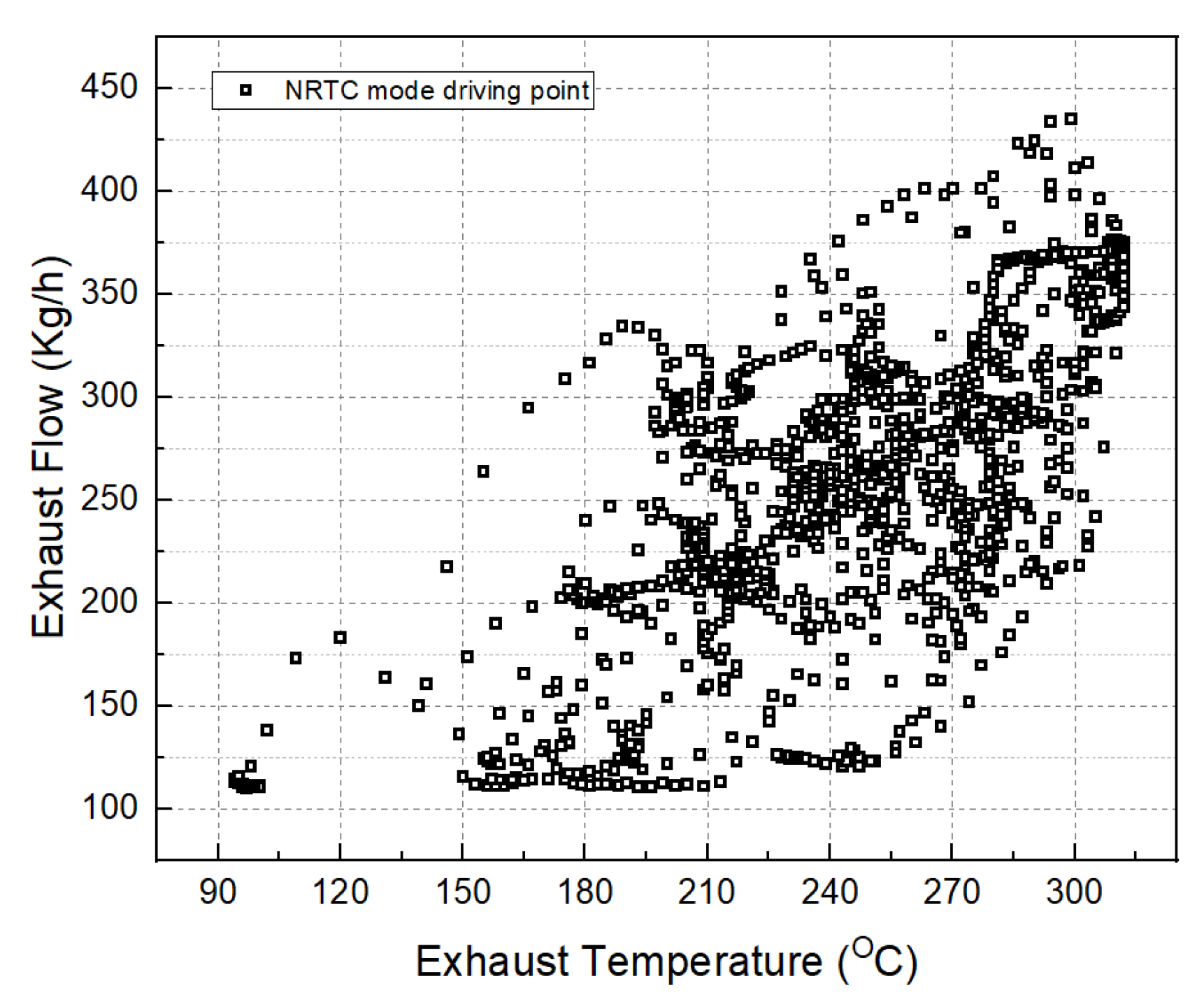
3.2. Boundary Condition Determination
3.3. Governing Equations
3.4. Experimental Results and Numerical Analysis Reliability Evaluation
4. Numerical Analysis Results
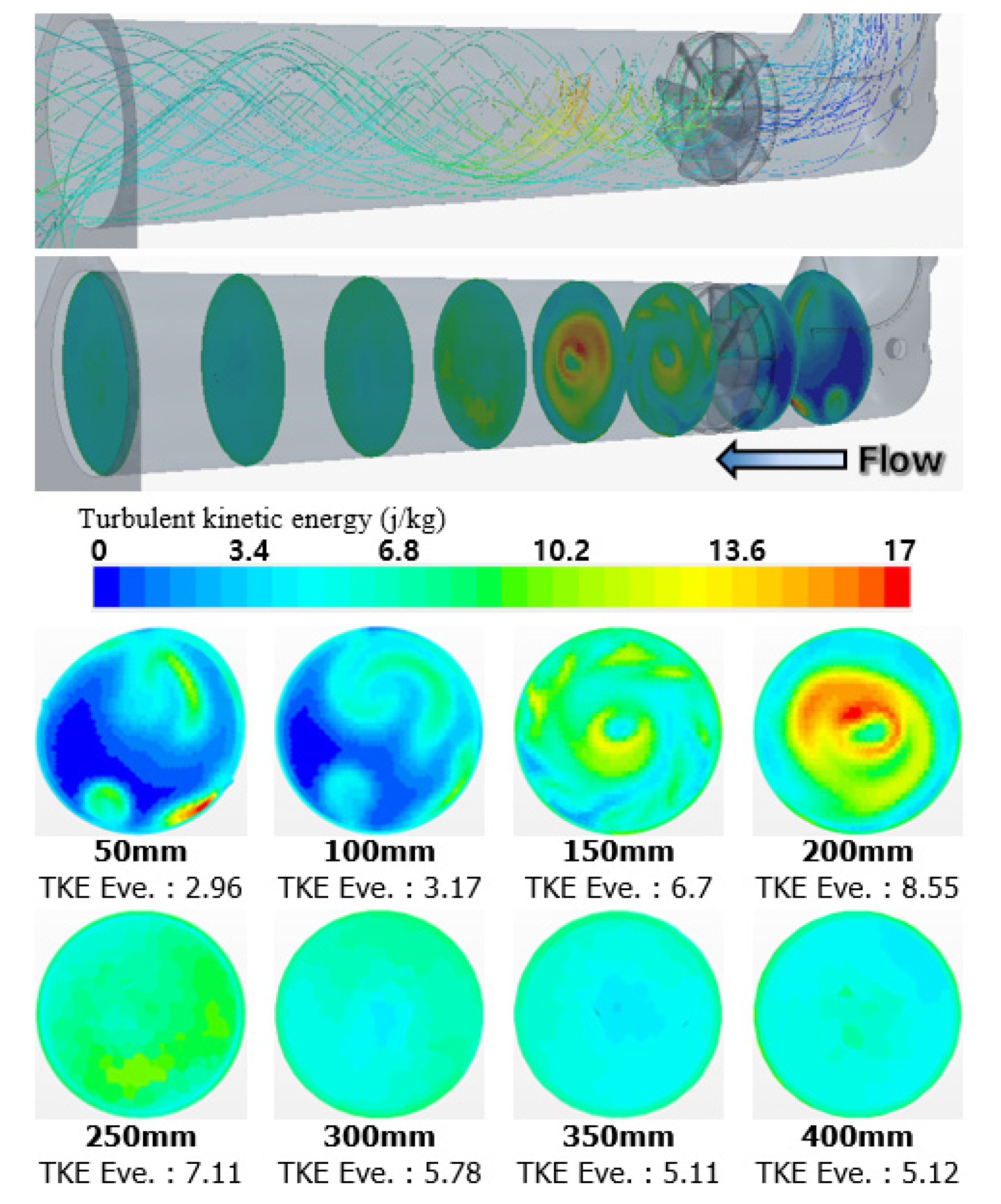
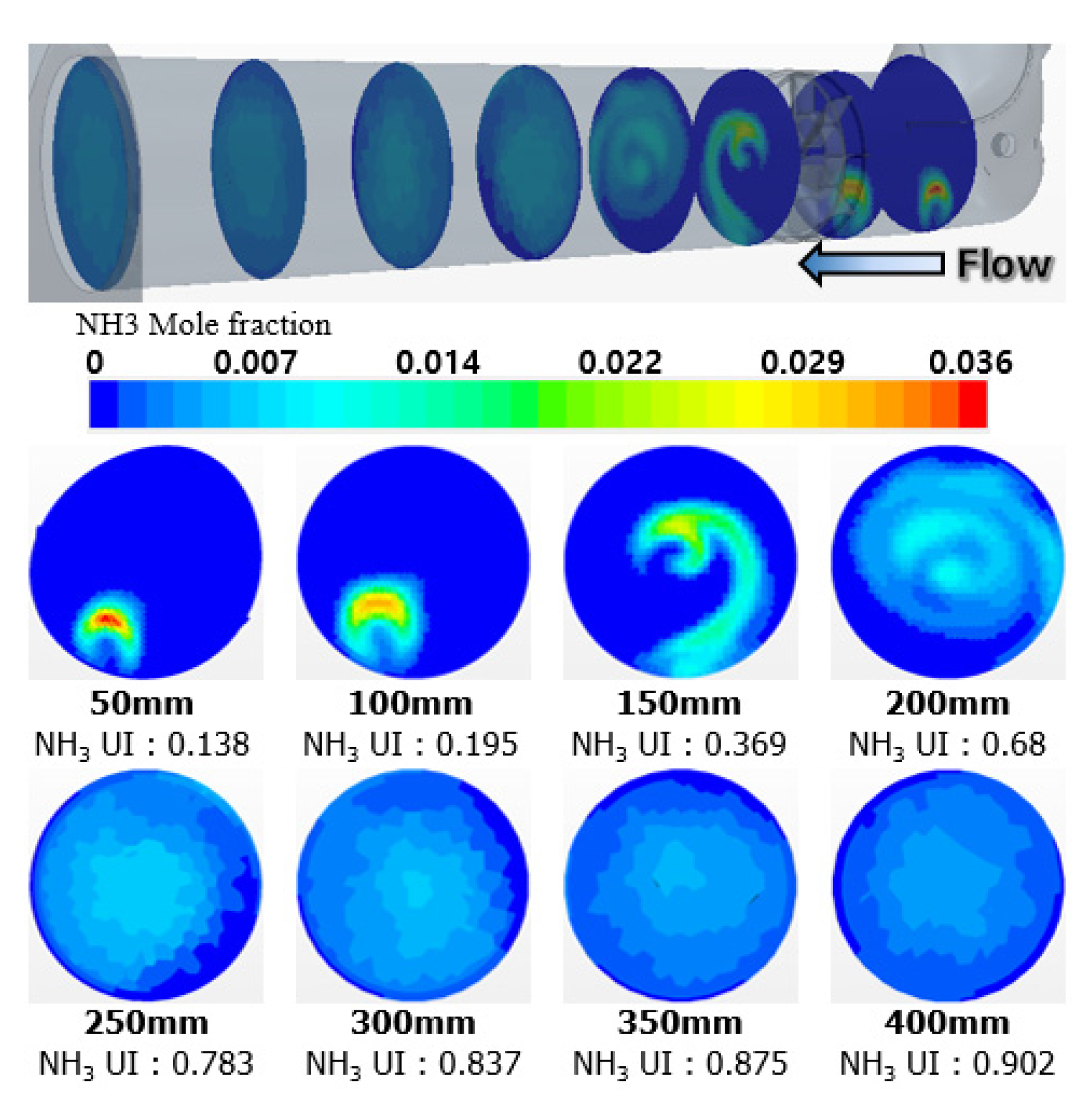
4.1. Device and Mixer Flow Characteristics
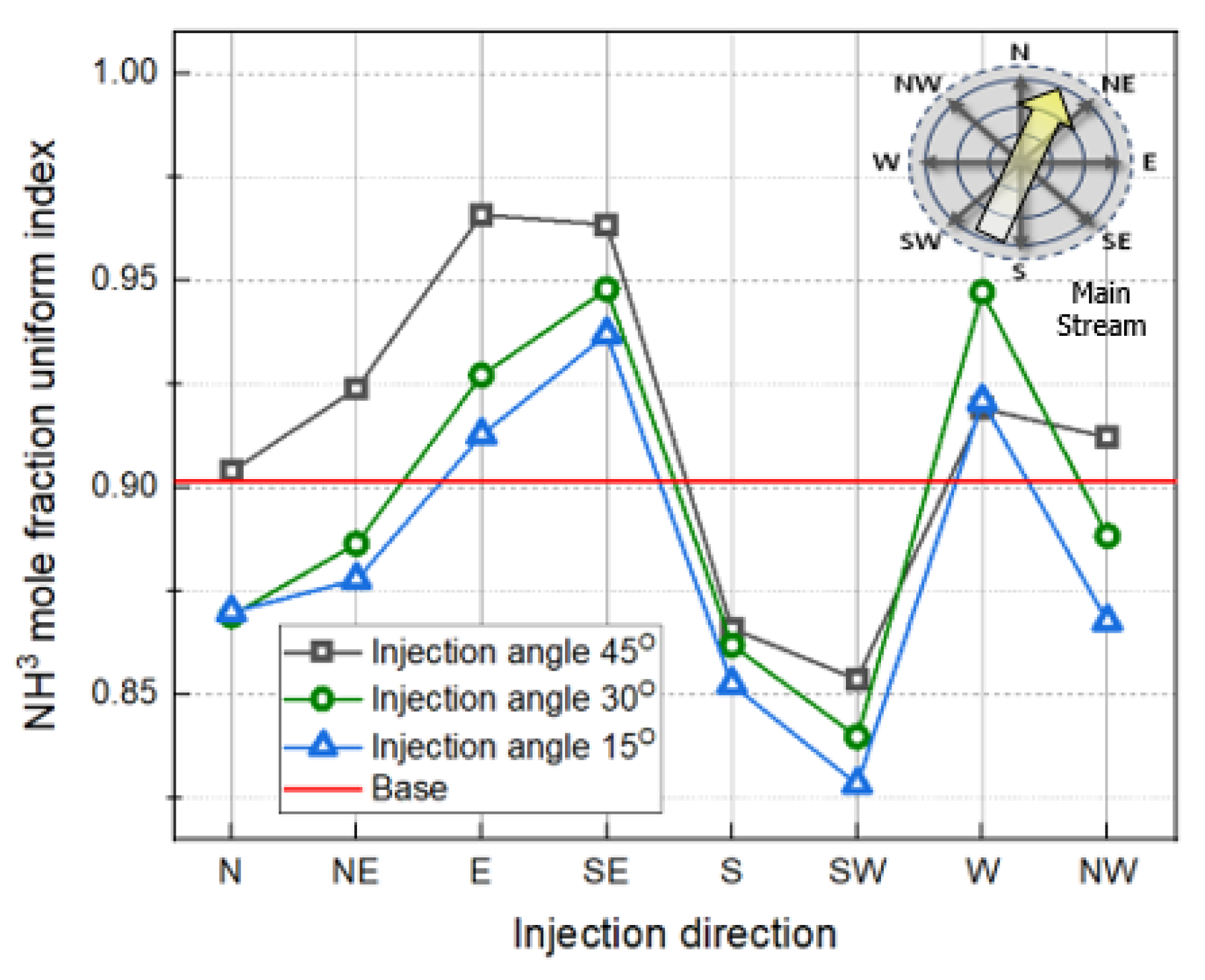
4.2. Mixer Outlet NH3 Uniformity Index Distribution According to the Urea Injection Angle
4.3. SCR Inlet NH3 Uniformity Index Distribution According to Urea Injection Angle
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Johnson, T. Review of Diesel Emissions and Control. SAE Int. 2010, 3, 16–29. [Google Scholar] [CrossRef]
- BASF, Very Pure NOx-Reduction Agent for Diesel Engines Equipped with SCR Catalysts. AdBlue. Available online: https://pdf4pro.com/amp/view/adblue-m-6221-e-11-2006-276afb.html (accessed on 1 November 2006).
- Yuanqing, Z.; Tinghui, L.; Chong, X.; Yongming, F.; Song, Z. Simulation analysis on vaporizer/mixer performance of the high-pressure SCR system in a marine diesel. Chem. Eng. Process. Process Intensif. 2020, 148, 107819. [Google Scholar]
- Chundru, V.R.; Parker, G.G.; Johnson, J.H. The Effect of NO2/NOx Ratio on the Performance of a SCR Downstream of a SCR Catalyst on a DPF. SAE Int. 2019, 12, 121–141. [Google Scholar] [CrossRef]
- Georgiadis, E.; Kudo, T.; Herrmann, O.; Uchiyama, K. Real Driving Emission Efficiency Potential of SDPF Systems without an Ammonia Slip Catalyst. SAE Tech. Paper 2017. [Google Scholar] [CrossRef]
- Haozhong, H.; Yajuan, C.; Zhihua, L.; Hui, W.; Bin, H.; Yingjie, C.; Han, L.; Xiaoyu, G. Analysis of deposit formation mechanism and structure optimization in urea-SCR system of diesel engine. Fuel 2020, 265, 116941. [Google Scholar]
- Peter, T.; Yan, S.; Martin, R. Enhancement of Flow Distribution and Pressure Drop Performance of SCR System for Commercial Vehicles; Eberspaecher North America Inc.: Detroit, MI, USA, 2013; pp. 1–9. [Google Scholar]
- Azael, C.; Fernando, I. Multiphase injector modelling for automotive SCR systems: A full factorial design of experiment and optimization. Comput. Math. Appl. 2017, 74, 188–200. [Google Scholar]
- Praveena, V.; Jesu, M.L. Design Optimization of Urea Injectors and Mixers in a Compact SCR System. SAE Tech. Pap. 2018. [Google Scholar] [CrossRef]
- Yajuan, C.; Haozhong, H.; Zhihua, L.B.; Hui, W.; Bin, H.; Yingjie, C.; Guanyan, H.; Xiaoyu, G. Study of reducing deposits formation in the urea-SCR system: Mechanism of urea decomposition and assessment of influential parameters. Chem. Eng. Res. Des. 2020, 164, 311–323. [Google Scholar]
- Nishad, K.; Ries, F.; Janicka, J.; Sadiki, A. Analysis of spray dynamics of urea–water-solution jets in a SCR-DeNOx system: An LES based study. Int. J. Heat Fluid Flow 2018, 70, 247–258. [Google Scholar] [CrossRef]
- Ossi, T.K.; Ville, V.; Lei, Z.; Martti, L.; Ronghou, L. Mixing and evaporation analysis of a high-pressure SCR system using a hybrid LES-RANS approach. Energy 2017, 120, 827–841. [Google Scholar]
- Um, H.S.; Kim, D.H.; Kim, H.K. Numerical study on the design of urea decomposition chamber in LP SCR system. Int. J. Naval Archit. Ocean. Eng. 2019, 11, 307–313. [Google Scholar] [CrossRef]
- Ligang, T.; Pengfei, F.; Shubao, Y.; Yage, G.; Shaochun, L.; Ziwen, L. CFD studies on effects of SCR mixers on the performance of urea conversion and mixing of the reducing agent. Chem. Eng. Process. Process. Intensif. 2018, 123, 82–88. [Google Scholar]
- Achuth, M.; Christopher, M.; Cremeens, Z.; Gerald, L. Development of Flow Uniformity Indices for Performance Evaluation of Aftertreatment Systems. SAE Int. J. Engines 2011. [Google Scholar] [CrossRef]
- Börnhorst, M.; Kuntz, C.; Tischer, S.; Deutschmann, O. Urea derived deposits in diesel exhaust gas after-treatment: Integration of urea decomposition kinetics into a CFD simulation. Chem. Eng. Sci. 2020, 211, 5319. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| NRTC Mode Driving Data Study | |||||
|---|---|---|---|---|---|
| Exhaust Temperature | Exhaust Flow | ||||
| °C | Point No. | Percent | kg/h | Point No. | Percent |
| 0–100 | 39 | 3.1 | 100–200 | 246 | 19.8 |
| 100–200 | 156 | 12.6 | 200–300 | 651 | 52.5 |
| 200–300 | 922 | 74.3 | 300–400 | 331 | 26.7 |
| 300–400 | 124 | 10.0 | 400–500 | 13 | 1.0 |
| Total | 1241 | 100 | Total | 1241 | 100 |
| Analysis Model | |||
| Tool | Star CCM+ 13.06 | Time Step (ms) | 1 |
| Turbulence | k-omega SST | Physical Time (s) | 2 |
| Breakup Model | Reitz–Diwakar Breakup | Thermistor Model | NTC Thermistor Model |
| Analysis Boundary Conditions | |||
| Working Fluid | Exhaust Gas | ||
| Pressure (barG) | 1.5 | Temperature (°C) | 600 |
| Exhaust Manifold Pressure (barG) | 1.5 | Flow Rate (kg/h) | 450 |
| Supersonic Static Pressure (barG) | 1.31 | Density (kg/m3) | 0.11 |
| Urea–Water Solution | |||
| H2O (%) | 67.5 | N2H4CO (%) | 32.5 |
| Injection Rate (kg/h) | 1.819 | ||
| Reactions | |||
| Thermolysis | (NH2)2CO(s or l) → NH3(g) + HNCO(g) | ||
| Hydrolysis | HNCO(g) + H2O → NH3(g) + CO2(g) | ||
| N | NE | E | SE | S | SW | W | NW | |
|---|---|---|---|---|---|---|---|---|
| 15° | 0.904 | 0.924 | 0.966 | 0.964 | 0.866 | 0.854 | 0.919 | 0.912 |
| 30° | 0.869 | 0.886 | 0.927 | 0.948 | 0.862 | 0.840 | 0.979 | 0.888 |
| 45° | 0.870 | 0.878 | 0.913 | 0.937 | 0.852 | 0.828 | 0.976 | 0.957 |
| Base | 0.902 | |||||||
| ※ N: North, E: East, S: South, W: West | ||||||||
| N | NE | E | SE | S | SW | W | NW | |
|---|---|---|---|---|---|---|---|---|
| 15° | 0.963 | 0.961 | 0.964 | 0.981 | 0.963 | 0.959 | 0.959 | 0.963 |
| 30° | 0.956 | 0.957 | 0.978 | 0.963 | 0.959 | 0.958 | 0.979 | 0.960 |
| 45° | 0.954 | 0.954 | 0.964 | 0.962 | 0.958 | 0.957 | 0.976 | 0.957 |
| Base | 0.961 | |||||||
| ※ N: North, E: East, S: South, W: West | ||||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jeong, S.; Kim, H.; Kim, H.; Kwon, O.; Park, E.; Kang, J. Optimization of the Urea Injection Angle and Direction: Maximizing the Uniformity Index of a Selective Catalytic Reduction System. Energies 2021, 14, 157. https://doi.org/10.3390/en14010157
Jeong S, Kim H, Kim H, Kwon O, Park E, Kang J. Optimization of the Urea Injection Angle and Direction: Maximizing the Uniformity Index of a Selective Catalytic Reduction System. Energies. 2021; 14(1):157. https://doi.org/10.3390/en14010157
Chicago/Turabian StyleJeong, Seokhoon, Hoonmyung Kim, Hyunjun Kim, Ohyun Kwon, Eunyong Park, and Jeongho Kang. 2021. "Optimization of the Urea Injection Angle and Direction: Maximizing the Uniformity Index of a Selective Catalytic Reduction System" Energies 14, no. 1: 157. https://doi.org/10.3390/en14010157
APA StyleJeong, S., Kim, H., Kim, H., Kwon, O., Park, E., & Kang, J. (2021). Optimization of the Urea Injection Angle and Direction: Maximizing the Uniformity Index of a Selective Catalytic Reduction System. Energies, 14(1), 157. https://doi.org/10.3390/en14010157