Abstract
This study assessed the feasibility of using bleached cellulose pulp from Eucalyptus wood as a feedstock for the production of itaconic acid by fermentation. Additionally, different process strategies were tested with the aim of selecting suitable conditions for an efficient production of itaconic acid by the fungus Aspergillus terreus. The feasibility of using cellulose pulp was demonstrated through assays that revealed the preference of the strain in using glucose as carbon source instead of xylose, mannose, sucrose or glycerol. Additionally, the cellulose pulp was easily digested by enzymes without requiring a previous step of pretreatment, producing a glucose-rich hydrolysate with a very low level of inhibitor compounds, suitable for use as a fermentation medium. Fermentation assays revealed that the technique used for sterilization of the hydrolysate (membrane filtration or autoclaving) had an important effect in its composition, especially on the nitrogen content, consequently affecting the fermentation performance. The carbon-to-nitrogen ratio (C:N ratio), initial glucose concentration and oxygen availability, were also important variables affecting the performance of the strain to produce itaconic acid from cellulose pulp hydrolysate. By selecting appropriate process conditions (sterilization by membrane filtration, medium supplementation with 3 g/L (NH4)2SO4, 60 g/L of initial glucose concentration, and oxygen availability of 7.33 (volume of air/volume of medium)), the production of itaconic acid was maximized resulting in a yield of 0.62 g/g glucose consumed, and productivity of 0.52 g/L·h.
1. Introduction
The development of new process technologies using lignocellulosic feedstock as a carbon source for the production of fuels and chemicals is, currently, one of the main drivers of society to move towards a more sustainable future [1]. Second-generation biofuel plants are already a reality at a commercial scale and, to become truly sustainable and circular, industry is also increasingly viewing the production of chemicals from renewable resources as an attractive area for investment.
Biofuels and biochemicals can be produced in single product processes; however, their production in an integrated biorefinery is seen as a more efficient and interesting approach to solve economic challenges related to biomass conversion processes since, currently, the cost of single biobased production processes, in many cases, still exceeds the cost of petrochemical production [2]. One of the main reasons for these high costs is the recalcitrant nature of biomass that, therefore requires a two-step processing to obtain sugars for fermentation as follows: a pretreatment step to fractionate the material and solubilize especially hemicellulose sugars, and a subsequent hydrolysis step to recover glucose from cellulose. Pretreatment, in particular, is an energy intensive step and significantly contributes to the final cost of the process [3].
Itaconic acid stands out as one of the most relevant among the variety of chemicals that can be produced from lignocellulosic biomass, since it is a platform chemical with extensive applications in different fields. Some of the main interests around itaconic acid arise from its potential to substitute petrochemically produced acrylic acid. However, it can also be used to produce biodegradable polymers, paints, varnishes, and different organic compounds. Moreover, itaconic acid and its derivatives support the synthesis of a wide range of innovative polymers through crosslinking, with applications in special hydrogels for water decontamination, drug delivery, nanohydrogels for food applications, coatings, and elastomers [4].
Currently, itaconic acid is produced industrially from aerobic fungal fermentation using pure glucose as a carbon source, which is not the cheapest or the most sustainable substrate option. Moreover, although the production is done by fermentation, at present, the cost to produce itaconic acid is high and has been a bottleneck preventing its application in different sectors [5]. With a market in expansion due to the increased number of potential applications (its market was worth USD 126.4 million in 2014 and with an expected growth rate of 60% it is predicted to reach around USD 204.6 million by 2023 [6]), the establishment of a more sustainable and cost-competitive process for the production of itaconic acid from renewable feedstock has been strongly encouraged. The present study aims to contribute with new knowledge to advance this area by using industrially produced bleached cellulose pulp as a feedstock for itaconic acid production.
Bleached cellulose pulp, which is the material used for paper manufacturing, is one of the most abundant raw materials worldwide. With a huge volume of production, and a weak demand from the paper industry in the last years, the stocks of bleached cellulose pulp have been extremely high and are posing a major problem for the entire pulp market, according to industry experts [7]. To overcome this problem, different alternative uses for the pulp have been explored with the aim of promoting innovation and new business opportunities [8], including the production of biofuels, nanocellulose, and biocomposites.
Recently, attempts have been done to produce itaconic acid from different types of biomass including beech wood [9], corn stover [10], wheat chaff [11], rice husks [12], and corn cobs [13]. A comprehensive examination of the itaconic acid production from these different feedstocks clearly demonstrates an important impact of biomass pretreatment steps, presence of inhibitor compounds, and fermentation conditions on itaconic acid yield and on the feasibility of the process in general.
This paper is the first study on the use of bleached cellulose pulp for the production of itaconic acid. In this study, the composition of cellulose pulp, as well as its degradation by enzymes and fermentability were some of the points explored to evaluate its feasibility for application in the production of itaconic acid. Then, efforts were done to select process conditions able to result in an improved bioconversion efficiency. Sterilization of the cellulose pulp hydrolysate through different techniques, medium composition in terms of carbon-to-nitrogen ratio (C:N ratio) and initial glucose concentration, and oxygen availability were evaluated and discussed in detail. At the end, the process conditions that maximize the production of itaconic acid were selected and the results were compared with literature data from other feedstocks to conclude on the potential of this new bioprocess.
2. Materials and Methods
2.1. Microorganism and Inoculum Preparation
The filamentous fungus Aspergillus terreus NRRL 1960 was used in the experiments. The strain was obtained from the ARS Culture Collection (Peoria, IL, USA) and preserved in the form of spores in 20% (v/v) glycerol stock solution at −80 °C.
For inoculum preparation, the stock culture was activated on 2.4% (w/v) potato dextrose broth (PDB) medium at 35 °C for 3 days, and subsequently on 3.9% (w/v) potato dextrose agar (PDA) plates at 35 °C for 7 days. Then, spores were collected from plates by using a sterilized solution of 4% (w/v) Tween 80. The spore suspension was diluted with sterile MilliQ water in order to obtain a concentration of 106 spores/mL at the beginning of the fermentation.
2.2. Cellulose Pulp Characterization and Hydrolysis
Bleached cellulose pulp from Suzano S/A (Brazil) was used as raw material for the production of itaconic acid. The cellulosic material, which was produced from Eucalyptus wood and had a moisture content of approximately 5% (w/w), was ground to particle size ≤ 1.0 mm by means of a mill Polymix PX-MFC 90D (Kinematica, Switzerland) and its composition was determined by following standard methods [14,15,16].
Enzymatic hydrolysis of the cellulose pulp was carried out using the enzyme concentrate Cellic® CTec2, kindly supplied by Novozymes (Bagsværd, Denmark). The cellulase activity of the concentrate, which was measured according to standard protocol [17] and expressed in filter paper units (FPU), was 217.5 FPU/mL. One unit of FPU was defined as the amount of enzyme required to liberate 1 μmol of glucose from Whatman no.1 filter paper per minute at 50 °C.
For the experiments, an enzyme load of 10 FPU/g cellulose was added to 0.1 M sodium citrate buffer (pH 4.7), and then mixed with the cellulose pulp in a concentration of 12% (w/v). The reactions were carried out in 2-L Duran laboratory bottles with vertical baffles containing 0.6 L of working volume. The bottles were accommodated horizontally in a Bottle/Tube Roller system (Thermo Scientific, USA) placed inside an incubator, and kept at 50 °C and 20 rpm for 96 h. Afterwards, the hydrolysate was separated by centrifugation (10,000 rpm, 5 °C, 20 min).
2.3. Hydrolysate Sterilization
Three different methods (membrane filtration, autoclave at 112 °C for 15 min, and autoclave at 121 °C for 20 min) were tested for sterilization of the hydrolysate prior its use as fermentation medium. The autoclave assays were carried out in an autoclave MultiControl 2 (CertoClav, Austria); while for the membrane method, Nalgene RapidFlow™ PES-membrane filters with a pore size of 0.2 µm (Thermo Fisher Scientific, USA) were used.
2.4. Fermentation Media and Conditions
Initially, different synthetic media were tested for the production of itaconic acid by A. terreus, which contained only one type of carbon source (glucose, xylose, sucrose, mannose, or glycerol) at a concentration of 50 g/L. Later, the cellulose pulp hydrolysate was used as fermentation medium, which contained around 53 g/L of glucose as carbon source. For all the experiments, the initial pH of the media was adjusted to 3.0.
All the fermentation media, synthetic and hydrolysate, were supplemented with the following nutrients (in g/L): KH2PO4 (0.2), (NH4)2SO4 (3.0), MgSO4·7H2O (3.0), CaCl2·1H2O (0.2), ZnSO4·7H2O (0.15), FeSO4·7H2O (0.16), and CuSO4·5H2O (0.015). To assess the effect of nitrogen concentration on itaconic acid production from cellulosic hydrolysate, the following three different concentrations of (NH4)2SO4 were evaluated: 1, 3, and 5 g/L. For comparison, hydrolysate without any nutrient supplementation was also used as fermentation medium.
Fermentation experiments were carried out in 250-mL Erlenmeyer flasks at 35 °C and 200 rpm for 3 to 5 days (72 h to 120 h). A working volume of 50 mL was used in the experiments with pure carbon sources. Experiments performed to assess the effect of aeration on itaconic acid production from cellulosic hydrolysate were carried out with different working volumes varying from 20 to 50 mL in order to result in different air-to-liquid ratios (Vair/Vm) as shown in Table 1. All other fermentations from cellulosic hydrolysate medium were performed using a working volume of 30 mL. All experiments were carried out in duplicate.

Table 1.
Different air-to-liquid ratios used for the fermentation experiments.
2.5. Analytical Methods and Statistical Analysis
Nitrogen content in the hydrolysates was determined by using an elemental analyzer Vario MACRO cube (Elementar Analysensysteme GmbH, Germany), following the Dumas method.
Cell mass concentration during the fermentations was estimated by dry weight measurement. The fermentation broth was centrifuged at 10,000 rpm for 10 min and the biomass pellet was rinsed two times with deionized water and dried at 60 °C for 48 h. The supernatant of centrifuged samples was used for pH measurement and determination of sugars, itaconic acid, and potential by-products.
The concentrations of glucose, cellobiose, xylose, sucrose, mannose, glycerol, organic acids (itaconic, acetic and formic), 5-hydroxymethylfurfural (5-HMF) and furfural were determined by high-performance liquid chromatography (HPLC) using a Dionex Ultimate 3000 HPLC equipment (Thermo Scientific, USA) coupled with a Biorad Aminex® HPX-87H column (300 × 7.8 mm). For analysis, the column was maintained at 65 °C and a 5 mM H2SO4 solution was used as mobile phase at a flow rate of 0.5 mL/min. Sugars, glycerol, and organic acids were detected using a Shodex RI-101 refractive index detector, whereas 5-HMF and furfural were detected using an ultraviolet detector at 254 nm.
Statistical analysis including graphs and quantitative information such as mean and standard deviation was performed using the software OriginPro 9.1.0 (OriginLab Corporation, USA).
2.6. Fermentation Parameters
To evaluate the performance of itaconic acid production by A. terreus the following fermentation parameters were considered:
- Itaconic acid yield per sugar consumed as YP/S (g/g) = −;
- Biomass yield per sugar consumed as YX/S (g/g) = −;
- Itaconic acid productivity as QP (g/L·h) = .
where P is the concentration of itaconic acid (g/L), S is the concentration of sugar (g/L), and t is the fermentation time (h).
3. Results and Discussion
3.1. Carbon Source Assessment
With the aim of identifying potential raw materials for the production of itaconic acid, initial experiments were carried out to evaluate the performance of A. terreus when cultivated in different carbon sources. As can be seen in Table 2, hexoses, especially glucose, were the preferred carbon sources used by the strain to produce itaconic acid. Glucose has also been reported as being the preferred carbon source for other filamentous fungi, and this could be explained by the fact that this hexose enables the most direct conversion pathway, eliminating the need for additional biochemical steps [18]. In the present study, the production of itaconic acid from other carbon sources including xylose, sucrose, mannose, and glycerol were clearly lower that that observed from glucose (Table 2). The relevance of glucose as compared with the other carbon sources is also highlighted by the values of itaconic acid yield per substrate consumed, which was of 0.61 g/g of glucose consumed, more than three times higher than that observed for mannose, which was the second best carbon source evaluated in our study.
Table 2.
Itaconic acid concentration and yield and biomass yield for the fermentations with A. terreus using different carbon sources.
It is also interesting to note that the strain presented a very good ability to consume all the carbon sources, including C3 (glycerol), C5 (xylose), and C12 (sucrose), being a potential candidate for use in bioprocesses. However, unlike glucose, the other carbon sources were mainly used for biomass growth instead of itaconic acid formation, which is evidenced by the higher values of biomass yield (YX/S) obtained (Table 2). The biomass formation in glucose was the lowest as compared with the other carbon sources, which was due to the main use of this carbon source for product formation. These results play a crucial role in selecting novel lignocellulosic biomass sources for use on the production of itaconic acid, opening up good possibilities for integrating the production of this acid in a biorefinery.
3.2. Cellulose Pulp as Feedstock for Itaconic Acid Production
Since glucose was the best carbon source for itaconic acid production by A. terreus, a cellulose-rich material can be considered to be the ideal candidate for use in this bioprocess as an alternative to replace pure glucose as the carbon source. During recent years, studies have reported the use of cellulose pulp as a substrate for the production of different compounds by fermentation, including ethanol and hydrogen [19,20]. However, there are no studies reporting the use of bleached cellulose pulp for the production of itaconic acid. This study confirms that bleached cellulose pulp can be a feasible feedstock for use in the production of itaconic acid since this material is produced in high amounts in the pulp and paper industries and has attracted great interest for use in the production of valuable compounds (rather than for use in the production of paper only). In addition to its great availability, other important advantages of using bleached cellulose pulp for itaconic acid production include its high content of cellulose (which can be converted into glucose) and the possibility of applying an enzymatic hydrolysis directly, without previous pretreatment, saving time and energy, which can positively impact on the final costs of the itaconic acid production process, making it more economical.
The cellulose pulp used in this study was produced from Eucalyptus wood. The chemical composition of this material was cellulose 89.7% and hemicellulose 10.3% (dry weight). Lignin was present in trace amount. Enzymatic hydrolysis of this material under the conditions used in this study yielded a hydrolysate containing 72.3 g/L of glucose and 14.8 g/L of xylose, representing a rich carbon source for use as fermentation medium by A. terreus. Fermentation results from this medium are discussed in the next sections.
3.3. Hydrolysate Sterilization
Sterilization is an important step to be performed when a pure culture has to be used in a bioprocess. However, since sterilization conditions can affect the composition of the hydrolysate, three different methods were evaluated in this study with the aim of selecting the option that most favors the production of itaconic acid by fermentation. Sugar degradation with consequent formation of toxic compounds (5-HMF and furfural) and carbon-to-nitrogen ratio (C:N ratio) were the responses considered to select the best sterilization method.
Although the temperatures used for autoclaving could promote some degradation of glucose and xylose into 5-HMF and furfural, respectively, the formation of these compounds was low for all three sterilization methods evaluated (Figure 1). For the membrane sterilization, the 5-HMF obtained was mostly likely residual and was already present after the enzymatic hydrolysis. It is well known that 5-HMF and furfural are toxic compounds that can affect the microbial performance during fermentation [21]. In the case of itaconic acid production, 5-HMF and furfural concentrations of 0.4 g/L have been reported as being toxic for A. terreus, inhibiting the growth, sugar utilization, and product formation [22]. These values are much higher than the concentrations found in the cellulose pulp hydrolysate, independent of the sterilization method applied (Figure 1). Therefore, it can be concluded that none of the sterilization methods was able to promote significant degradation of sugars and formation of toxic compounds at a level unsuitable for fermentation.
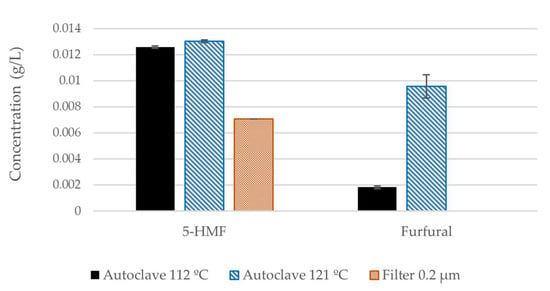
Figure 1.
Concentration of 5-HMF and furfural in the cellulose pulp hydrolysate after sterilization by three different methods.
The carbon-to-nitrogen ratio (C:N ratio) is another important characteristic of the hydrolysate that can strongly affect the microbial performance during fermentation, being of high importance to define a suitable C:N ratio to obtain high product yield during fermentation [23]. Analyses of the carbon and nitrogen contents in the cellulose pulp hydrolysate revealed that the carbon composition was not affected by any of the sterilization methods evaluated in this study. However, the nitrogen content was changed, leading to hydrolysates with different C:N ratios (Table 3). Sterilization by filtration clearly resulted in a medium with lower content of nitrogen, which was also visually cleaner and more translucent than the hydrolysates sterilized by autoclaving (figure not shown). According to the literature, nitrogen limitation can be beneficial for the production of organic acid [18]. Since nitrogen is required for biomass production, lack of nitrogen can slow down cell growth, to which some fungi respond by increasing the organic acid production [18]. In addition, high C:N ratios would direct more carbon into the tricarboxylic acid (TCA) cycle, allowing for higher productivities [24]. Ratios that are too high, however, could lead to reduced productivity due to substrate inhibition [18].
Table 3.
Carbon and nitrogen contents in the hydrolysate after sterilization by different methods.
In order to select the sterilization method more suitable for the production of itaconic acid by A. terreus, fermentation assays were performed using the sterilized hydrolysates, with and without nutrient supplementation. No biomass growth or glucose consumption were observed from media without nutrient addition, thus, confirming the necessity of adding nutrients to all the hydrolysates. The results obtained from fermentation of sterilized hydrolysates with nutrient supplementation showed a clear advantage for the method of sterilization by membrane filtration (Figure 2), which provided the highest itaconic acid yield (0.52 g/g) and productivity (0.40 g/L·h) after 72 h (Table 4). It is also interesting to note that glucose consumption and itaconic acid production were maximum at 72 h of fermentation but decreased afterwards, indicating possible consumption of the product when glucose, the main carbon source, was exhausted.
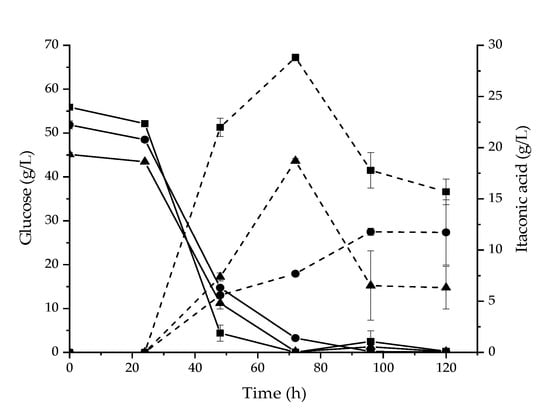
Figure 2.
Glucose (solid lines) and itaconic acid (dashed lines) concentrations during the fermentation of the cellulose pulp hydrolysate sterilized by different methods. Membrane filter 0.2 µm (■); autoclave at 112 °C (●); and autoclave at 121 °C (▲). All the hydrolysates were supplemented with nutrients to be used as fermentation medium.
Table 4.
Fermentation parameters obtained for the production of itaconic acid by A. terreus from cellulose pulp hydrolysate sterilized by different methods.
Analysis of the fermentation parameters (Table 4) clearly indicated that the hydrolysate sterilized by the filtration method promoted the best fermentation performance, resulting in the highest values of itaconic acid yield (YP/S) and productivity (QP). Such a result could be attributed to the C:N ratio present in the hydrolysate. The filtration method resulted in lower nitrogen content in the hydrolysate, and, as a consequence, in a higher C:N ratio that could have changed the metabolism towards acid production as opposed to fungal growth, thus, explaining the highest production of itaconic acid and the lowest production of biomass obtained from this medium. It is also worth noting that the production of itaconic acid from cellulose pulp hydrolysate sterilized by membrane filtration obtained in the present study compares very well to other studies on the production of this acid from different biomass hydrolysates [25,26]. When corn starch and wheat bran hydrolysates were used as fermentation medium for A. terreus, itaconic acid yields of 0.41–0.42 (g/g) were obtained [26].
On the basis of the above, sterilization by membrane filtration was selected as the most suitable sterilization technique as it provided the best results of itaconic acid titer, yield and productivity, and therefore was the sterilization method used in all the subsequent experiments.
3.4. Effect of Aeration on the Production of Itaconic Acid
A sufficient oxygen supply is a fundamental requirement for a successful performance of the microbial strain during fermentation processes. To better understand its effect on the fermentation of cellulose pulp hydrolysate by A. terreus, three different aeration conditions were tested in a shake flask setup (Table 1), which were promoted by varying the working volume used in the flasks. A similar setup has been used and discussed in other studies to understand the effect of aeration during fermentation in flasks [27,28]. Results of these experiments are summarized in Table 5.
Table 5.
Fermentation parameters obtained during the production of itaconic acid by A. terreus from cellulose pulp hydrolysate under different aeration conditions.
Interestingly, the two boundary conditions, Vair/Vm of 11.5 and 4, showed a decreased fermentation performance as compared with that observed for the intermediate condition, Vair/Vm of 7.33 (Table 5). In addition, the biomass yield was lower for a Vair/Vm of 7.33, revealing that an increased flux of carbon was deviated to the product formation under this oxygen condition. These results indicate that oxygen plays an important role in the production of itaconic acid by A. terreus from cellulose pulp hydrolysate. Therefore, selecting the ideal condition is highly important to maximize the product formation since conditions of excess or limitation of oxygen did not provide the best results. According to some authors, interrupting aeration can completely stop the production of itaconic acid by A. terreus [29]. Moreover, experiments using different shaking speeds in flasks showed that lowering the RPMs had a negative effect on the production of itaconic acid [22]. On the other hand, research with Aspergillus niger revealed that a reduced level of dissolved oxygen has a positive effect on the production of itaconic acid since high levels of dissolved oxygen increase the production of other organic acids such as citric and oxalic acid, which redirects carbon away from itaconic acid production [30]. Therefore, it is important to manage the aeration of the system carefully according to the strain and medium conditions used. Low and high concentrations of dissolved oxygen could both have an adverse effect on the production of itaconic acid. Research is, therefore, required to establish the best oxygen level to be used during fermentation. This is also of great importance for upscaling experiments in bioreactors.
Since a Vair/Vm of 7.33 was the oxygen condition that provided the best results of itaconic acid production, this condition was selected and used in the subsequent experiments.
3.5. Effect of C:N Ratio on the Production of Itaconic Acid
Considering that the previous experiments on the sterilization method suggested a significant influence of the C:N ratio on the production of itaconic acid, additional experiments were performed at this step to explore such effect with the aim of selecting conditions able to improve the production of itaconic acid from cellulose pulp hydrolysate. As a first approach, experiments consisted in changing the nitrogen availability in the medium by varying the concentration of (NH4)2SO4 added to it. As can be seen in Table 6, the addition of 1 g/L (NH4)2SO4 did not provide sufficient nitrogen for the microorganism to properly metabolize the carbon source and convert it into itaconic acid. Better results were obtained for the other two nitrogen concentrations tested, 3 and 5 g/L. From these, supplementation of the medium with 3 g/L (NH4)2SO4 gave the best results of itaconic acid production, with yield and productivity of 0.52 g/g and 0.40 g/L·h, respectively. These results confirm that the production of itaconic acid can be improved by using an appropriate C:N ratio. Nitrogen limitation or excess are both non ideal conditions for the metabolism of A. terreus go through the itaconic acid formation.
Table 6.
Effect of the nitrogen concentration on the fermentation parameters obtained during the production of itaconic acid by A. terreus from cellulose pulp hydrolysate.
The influence of different nitrogen sources and concentrations on the production of itaconic acid has also been reported in other studies using different microbial strains and fermentation media. For example, the production of itaconic acid by the fungus Ustilago maydis in medium containing 200 g/L of glucose was improved when the concentration of NH4Cl added as nitrogen source was increased from 15 to 75 mM [31]; while the production of itaconic acid by A. terreus ATCC 10020 from rice husk hydrolysate containing 15 g/L of glucose was improved when the medium was supplemented with 1.3 g/L NaNO3 and 1.1 g/L (NH4)2SO4 [12]. This makes it possible to conclude that different strains have different nitrogen requirements for their metabolism and, according to the medium used for fermentation, different concentrations of nitrogen should be added to promote the best performance of the strain towards product formation.
As a second approach to explore the effect of the C:N ratio on the performance of A. terreus to produce itaconic acid from cellulose pulp hydrolysate, small changes in the carbon composition were made for a fixed medium supplementation of 3 g/L (NH4)2SO4 (which gave the best results of itaconic acid production in the previous experiments). According to the results, when the initial concentration of glucose in the medium was increased from 45 to 60 g/L, a significant increase in the production of itaconic acid could be observed, which resulted in 2.3 times and 3 times higher values of yield and productivity, respectively (Table 7). These results reinforce that increasing the initial concentration of carbon source is an important strategy to result in a higher production of itaconic acid by A. terreus. However, within the scope of this study, higher concentrations of initial glucose were not evaluated since, as the nitrogen supplementation was fixed, increased carbon sources would lead to much higher C:N ratios, which could negatively impact on the production of itaconic acid. For future experiments, higher concentrations of glucose should be tested using an appropriate nitrogen supplementation to offer the ideal C:N balance required by the strain to maximize the formation of itaconic acid from cellulose pulp hydrolysate.
Table 7.
Effect of the substrate concentration on the fermentation parameters obtained during the production of itaconic acid by A. terreus from cellulose pulp hydrolysate.
Finally, considering the different strategies evaluated in the present study, sterilization of the cellulose pulp hydrolysate by membrane filtration, medium supplementation with 3 g/L (NH4)2SO4, 60 g/L of initial glucose concentration, and oxygen availability of 7.33 (volume of air/volume of medium) were the most suitable to maximize the production of itaconic acid by A. terreus, resulting in a production of 37.5 g/L, corresponding to a yield of 0.62 g/g glucose consumed, and productivity of 0.52 g/L·h. These values compare very well to other recent studies on the production of itaconic acid by A. terreus from different lignocellulosic feedstocks (Table 8) and confirm the feasibility of using bleached cellulose pulp for this application. These results can still be improved by optimization of the fermentation conditions using a bioreactor setup, which will be investigated in a next study.
Table 8.
Production of itaconic acid by A. terreus from different lignocellulosic feedstocks. All the values correspond to experiments in flasks.
4. Conclusions
To accelerate the use of lignocellulosic feedstocks in fermentative processes it is crucial to select the right biomass for the desired process. This study demonstrated that bleached cellulose pulp is a potential candidate for use on the production of itaconic acid by fermentation since it is highly rich in cellulose that can easily be converted into glucose by enzymatic hydrolysis without requiring a previous step of pretreatment. This is in fact an important aspect contributing to the economic feasibility of the fermentation process for itaconic acid production, since pretreatment is usually a very energy-intensive step and impacts significantly on the final costs of the process and the product.
Other important findings of this study were related to the fermentation of the glucose-rich hydrolysate produced from cellulose pulp. Due to the presence of glucose as the main component, no lignin or sugar degradation products in the medium that could negatively affect the strain performance, the only concern is to establish conditions that can direct the metabolism of the strain towards the product formation with minimum use of carbon source for biomass growth. Within this study, it was demonstrated that the C:N ratio and the oxygen availability play important roles in the production of itaconic acid by A. terreus from cellulose pulp hydrolysate and should be carefully considered in subsequent studies in a bioreactor setup. Increasing the initial carbon source was also a strategy able to result in better production of itaconic acid and should be further explored taking into account the use of an appropriate C:N ratio during the experiments. Finally, sterilization of the hydrolysate before fermentation is a required step that can also affect the medium composition leading to an unbalance in the C:N ratio, being the sterilization by membrane filtration the most recommended method to result in a better fermentation performance.
Author Contributions
Conceptualization, S.I.M.; Methodology, S.I.M., G.D., and C.K.Y.; Investigation, M.C. and P.D.; Resources: S.I.M.; Data curation, A.A.J.K., M.C., P.D., G.D., C.K.Y., and S.I.M.; Writing—original draft preparation, A.A.J.K., G.D., and S.I.M.; Writing—review and editing, S.I.M.; Supervision, S.I.M., G.D. and C.K.Y.; Project administration: S.I.M.; Funding Acquisition, S.I.M. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported by the Novo Nordisk Foundation, Denmark (grant number NNF10CC1016517).
Acknowledgments
Special thanks to Suzano S/A (Brazil) for supplying the cellulose pulp used in this research, and to Novozymes (Denmark) for providing the enzyme concentrate Cellic® CTec2.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Dragone, G.; Kerssemakers, A.A.J.; Driessen, J.L.S.P.; Yamakawa, C.K.; Brumano, L.P.; Mussatto, S.I. Innovation and strategic orientations for the development of advanced biorefineries. Bioresour. Technol. 2020, 302, 122847. [Google Scholar] [CrossRef] [PubMed]
- De Jong, E.; Stichnothe, H.; Bell, G.; Jørgensen, H. Bio-Based Chemicals. A 2020 Update. IEA Bioenergy Task 42. Available online: https://www.academia.edu/42073867/Bio-Based_Chemicals_A_2020_Update (accessed on 26 February 2020).
- Mussatto, S.I.; Dragone, G.M. Biomass pretreatment, biorefineries, and potential products for a bioeconomy development. In Biomass Fractionation Technologies for a Lignocellulosic Feedstock Based Biorefinery; Elsevier: Amsterdam, The Netherlands, 2016; pp. 1–22. ISBN 978-0-12-802323-5. [Google Scholar]
- Teleky, B.-E.; Vodnar, D.C. Biomass-derived production of itaconic acid as a building block in specialty polymers. Polymers 2019, 11, 1035. [Google Scholar] [CrossRef] [PubMed]
- Analysts Global Industry Inc. Itaconic Acid (IA)—A Global Strategic Business Report. Available online: https://www.strategyr.com/pressMCP-6465.asp (accessed on 26 February 2020).
- Transparency Market Research. Rising Demand in Manufacturing of Superabsorbent Polymers to Inundate Itaconic Acid Market. Available online: https://www.transparencymarketresearch.com/pressrelease/itaconic-acid-market.htm (accessed on 26 February 2020).
- Matthis, S. Pulp Price Erosion Persist in October. Available online: https://www.pulpapernews.com/20191028/10851/pulp-price-erosion-persists-october (accessed on 26 February 2020).
- Suzano. NDR Boston and Itaú BBA 14th Annual LatAm CEO Conference. Available online: http://ri.suzano.com.br/ptb/7597/Apresentao NDR_Conferncia_USA_EN.pdf (accessed on 26 February 2020).
- Regestein, L.; Klement, T.; Grande, P.; Kreyenschulte, D.; Heyman, B.; Maßmann, T.; Eggert, A.; Sengpiel, R.; Wang, Y.; Wierckx, N.; et al. From beech wood to itaconic acid: Case study on biorefinery process integration. Biotechnol. Biofuels 2018, 11, 279. [Google Scholar] [CrossRef] [PubMed]
- Li, X.; Zheng, K.; Lai, C.; Ouyang, J.; Yong, Q. Improved itaconic acid production from undetoxified enzymatic hydrolysate of steam-exploded corn stover using an Aspergillus terreus mutant generated by atmospheric and room temperature plasma. BioResources 2016, 11, 9047–9058. [Google Scholar] [CrossRef]
- Krull, S.; Eidt, L.; Hevekerl, A.; Kuenz, A.; Prüße, U. Itaconic acid production from wheat chaff by Aspergillus terreus. Process Biochem. 2017, 63, 169–176. [Google Scholar] [CrossRef]
- Pedroso, G.B.; Montipó, S.; Mario, D.A.N.; Alves, S.H.; Martins, A.F. Building block itaconic acid from left-over biomass. Biomass Convers. Biorefinery 2017, 7, 23–35. [Google Scholar] [CrossRef]
- Jimenez-Quero, A.; Pollet, E.; Zhao, M.; Marchioni, E.; Averous, L.; Phalip, V. Itaconic and fumaric acid production from biomass hydrolysates by Aspergillus strains. J. Microbiol. Biotechnol. 2016, 26, 1557–1565. [Google Scholar] [CrossRef]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D. Determination of Ash in Biomass; Technical Report NREL/TP-510-42622; National Renewable Energy Laboratory: Golden, CO, USA, 2008.
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocker, D. Determination of Structural Carbohydrates and Lignin in Biomass; Technical Report NREL/TP-510-42618; National Renewable Energy Laboratory: Golden, CO, USA, 2012.
- Sluiter, A.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D. Determination of Extractives in Biomass; Technical Report NREL/TP-510-42619; National Renewable Energy Laboratory: Golden, CO, USA, 2008.
- Adney, B.; Baker, J. Measurement of Cellulase Activities; Technical Report NREL/TP-510-42628; National Renewable Energy Laboratory: Golden, CO, USA, 2008.
- Mondala, A.H. Direct fungal fermentation of lignocellulosic biomass into itaconic, fumaric, and malic acids: Current and future prospects. J. Ind. Microbiol. Biotechnol. 2015, 42, 487–506. [Google Scholar] [CrossRef]
- Aierkentai, G.; Liang, X.; Uryu, T.; Yoshida, T. Effective saccharification and fermentation of kraft pulp to produce bioethanol. J. Fiber Sci. Technol. 2017, 73, 261–269. [Google Scholar] [CrossRef][Green Version]
- Moreau, A.; Montplaisir, D.; Sparling, R.; Barnabé, S. Hydrogen, ethanol and cellulase production from pulp and paper primary sludge by fermentation with Clostridium thermocellum. Biomass Bioenergy 2015, 72, 256–262. [Google Scholar] [CrossRef]
- Mussatto, S.I.; Roberto, I.C. Alternatives for detoxification of diluted-acid lignocellulosic hydrolyzates for use in fermentative processes: A review. Bioresour. Technol. 2004, 93, 1–10. [Google Scholar] [CrossRef] [PubMed]
- Saha, B.C.; Kennedy, G.J.; Bowman, M.J.; Qureshi, N.; Dunn, R.O. Factors affecting production of itaconic acid from mixed sugars by Aspergillus terreus. Appl. Biochem. Biotechnol. 2019, 187, 449–460. [Google Scholar] [CrossRef] [PubMed]
- Liu, Z.; Feist, A.M.; Dragone, G.; Mussatto, S.I. Lipid and carotenoid production from wheat straw hydrolysates by different oleaginous yeasts. J. Clean. Prod. 2020, 249, 119308. [Google Scholar] [CrossRef]
- Casas López, J.L.; Sánchez Pérez, J.A.; Fernández Sevilla, J.M.; Acién Fernández, F.G.; Molina Grima, E.; Chisti, Y. Production of lovastatin by Aspergillus terreus: Effects of the C:N ratio and the principal nutrients on growth and metabolite production. Enzyme Microb. Technol. 2003, 33, 270–277. [Google Scholar] [CrossRef]
- Reddy, C.S.K.; Singh, R. Enhanced production of itaconic acid from corn starch and market refuse fruits by genetically manipulated Aspergillus terreus SKR10. Bioresour. Technol. 2002, 85, 69–71. [Google Scholar] [CrossRef]
- Kuenz, A.; Krull, S. Biotechnological production of itaconic acid—Things you have to know. Appl. Microbiol. Biotechnol. 2018, 102, 3901–3914. [Google Scholar] [CrossRef]
- Klöckner, W.; Büchs, J. Advances in shaking technologies. Trends Biotechnol. 2012, 30, 307–314. [Google Scholar] [CrossRef]
- Silva, J.P.A.; Mussatto, S.I.; Roberto, I.C. The influence of initial xylose concentration, agitation, and aeration on ethanol production by Pichia stipitis from rice straw hemicellulosic hydrolysate. Appl. Biochem. Biotechnol. 2010, 162, 1306–1315. [Google Scholar] [CrossRef]
- Gyamerah, M.H. Oxygen requirement and energy relations of itaconic acid fermentation by Aspergillus terreus NRRL 1960. Appl. Microbiol. Biotechnol. 1995, 44, 20–26. [Google Scholar] [CrossRef]
- Li, A.; Pfelzer, N.; Zuijderwijk, R.; Brickwedde, A.; van Zeijl, C.; Punt, P. Reduced by-product formation and modified oxygen availability improve itaconic acid production in Aspergillus niger. Appl. Microbiol. Biotechnol. 2013, 97, 3901–3911. [Google Scholar] [CrossRef]
- Maassen, N.; Panakova, M.; Wierckx, N.; Geiser, E.; Zimmermann, M.; Bölker, M.; Klinner, U.; Blank, L.M. Influence of carbon and nitrogen concentration on itaconic acid production by the smut fungus Ustilago maydis. Eng. Life Sci. 2014, 14, 129–134. [Google Scholar] [CrossRef]


© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).