1. Introduction
With the advantages of fuel flexibility, a wide range of load adjustment and low cost for emission control, the circulating fluidized bed (CFB) boiler has been widely commercialized in recent years. However, CFB boilers have also shown deficiencies, such as high auxiliary power consumption and wear-related problems. To solve these problems, fluidization state re-specification in CFB boilers was proposed, namely flow pattern reconstruction [
1,
2]. It means that CFB boilers can be operated under a relatively low bed pressure drop by reducing the quantity of ineffective bed materials [
3]. After the fluidization state is optimized, the combustion profile and heat transfer in the furnace change and the formation of the pollutant changes correspondingly. The aim of this work is to analyze the optimization of fluidization state for the economical operation of CFB boilers.
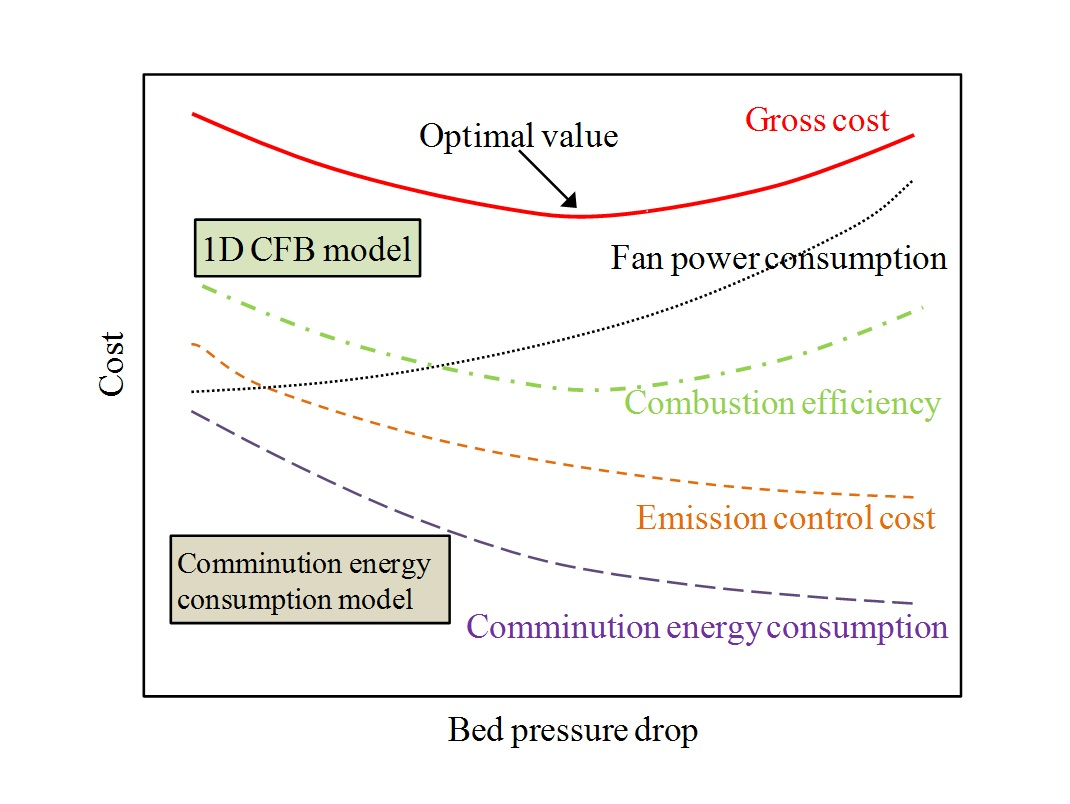
In the past decade, the characteristics and effects of fluidization state optimization have been studied. There would be a theoretical optimal value of bed pressure drop, around which the boiler operation can achieve the maximal combustion efficiency and with a significant reduction of the fan power consumption. At the same time, the wear of the heating surfaces can be alleviated, and the reliability can be improved [
4]. The heat transfer coefficient increases significantly when the solid suspension density is increased [
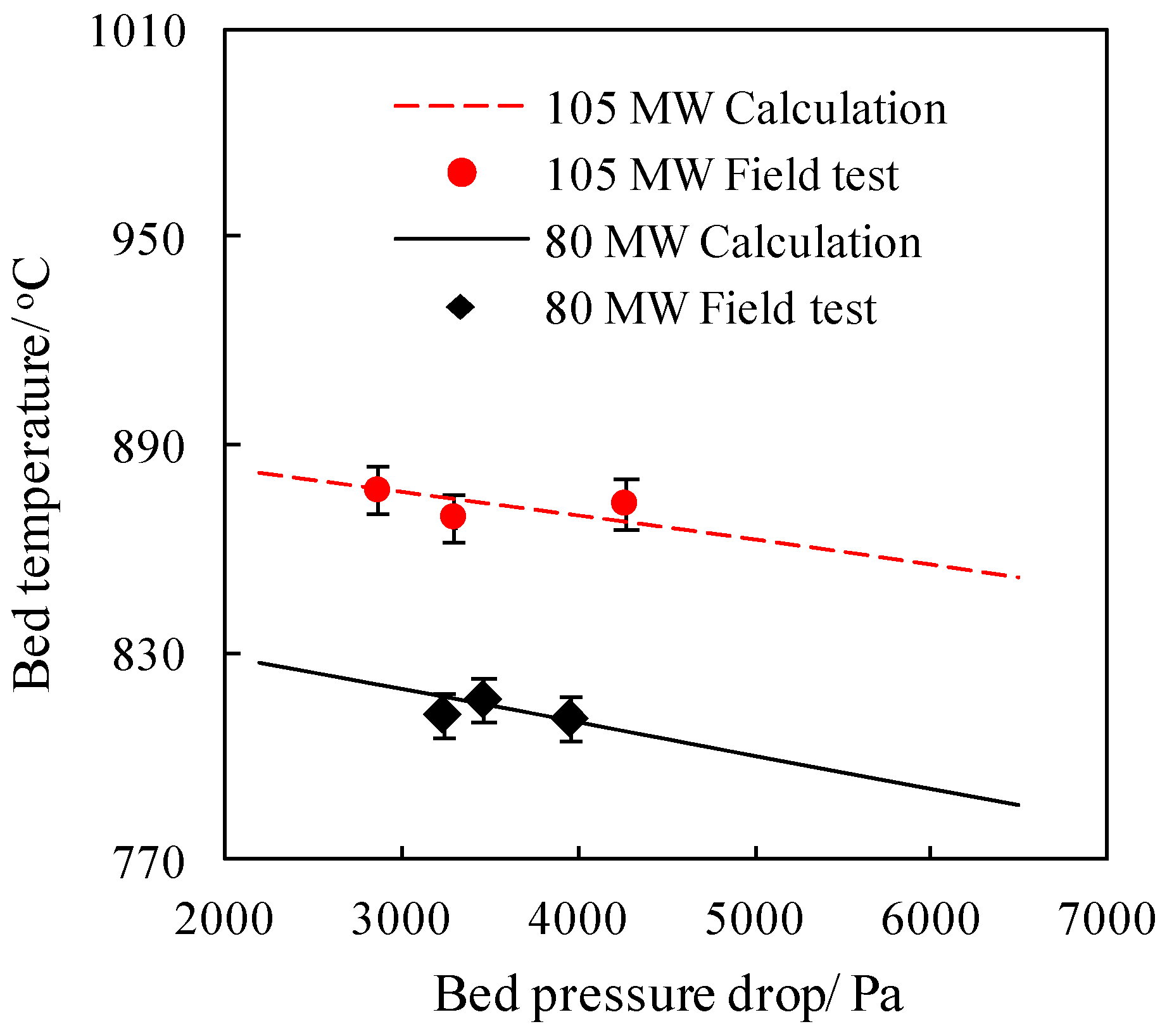
5]. At a certain load and with the fixed size distribution of feeding coal particles, a decrease in bed pressure drop yields an increase in bed temperature and reduced heat transfer coefficient [
6]. The role of bed particle size in the heat transfer to membrane walls of a supercritical CFB combustion system was investigated [
7]. The effect of fluidization state optimization on combustion efficiency and pollutant emission in the CFB boiler has also been studied [
8,
9]. The fluidization state specification (FSS) design principle [
10] can be used for saving energy consumption, improving combustion efficiency, and achieving ultra-low NO
x and SO
2 emission [
11,
12,
13]. Change in the bed pressure drop and size distribution of feeding coal particles directly influences the solids concentration profile and, therefore, affect the heat transfer and reaction. In this work, the optimization of the fluidization state for the economical operation of CFB boilers was attempted.
Many empirical and semi-empirical models have been used for simulation of CFB boilers, including calculation of fluid dynamics, reaction, and heat transfer. These models have often been applied to one dimension or two dimensions. A typical hydrodynamic model is based on the assumptions that the furnace is characterized by two flow regimes, a dense region at the bottom and a dilute region above. The dense phase operates in the turbulent fluidized bed regime while in the dilute phase, a core–annulus solids flow structure is established [
14,
15]. Gungor [
16] used a single-phase back-flow cell model to represent the solid mixing in the dense phase zone. Wang et al. [
17] developed a 2D particle population balance model for the particle size and density distribution based on the analysis of particle properties and the core-annulus hydrodynamic model. Krzywanski et al. [
18] proposed a model of coal combustion in an oxygen-enriched CFB environment. Blaszczuk et al. [
19] developed a mass balance model for the particle size distribution and solids’ mass fluxes in a supercritical CFB boiler. 3D semi-empirical models are rarer. Adamczyk et al. [
20,
21] used a hybrid Euler-Lagrange technique to model the dense gas-solid flow. Xu et al. [
22] simulated the gas-solid hydrodynamics based on the Euler–Euler model and energy-minimization multiscale drag model. Although the 3D models can provide more detailed information about the local phenomena inside the furnace, they are computationally more demanding, and the modeling speed is slower. The 1D model can predict the main operating parameters with a fast calculation speed, and it can well meet the engineering needs. Previously, the authors and other research groups have developed many 1D models and realized calculations under normal operating conditions [
15,
16,
23]. However, under the conditions of fluidization state re-specification, due to the decrease in solids concentration in the transition zone and the improvement in secondary air penetration, the previous model could not accurately predict the solids concentration distribution along with the furnace height or the carbon content in fly and bottom ash.
We introduced the effect of secondary air penetration on the combustion reaction in the 1D model established before so that the 1D model can predict the combustion efficiency with higher accuracy under the condition of fluidization state re-specification. The calculation results were validated with field tests carried out in a 480 t/h CFB boiler. In addition, to achieve the fluidization state re-specification, the size of feeding coal particles needs to be finer. To obtain the effect of the fluidization state re-specification on the overall operation economics of the boiler, this is the first attempt to comprehensively analyze the energy-saving and pollutant emission change caused by fluidization state re-specification using 1D CFB model, and the increase in comminution energy consumption of feeding coal particles using a calculation model of coal comminution energy consumption established in our previous work [
24]. Based on the analysis of gross cost, the optimal bed pressure drop and corresponding feeding coal size distribution can be calculated.
In this paper,
Section 2 gives a description to the 1D CFB model and verification of the model by field tests.
Section 3 gives a brief introduction to the calculation model of fuel comminution energy consumption.
Section 4 analyzes the effect of fluidization state optimization on the economical operation, including the effect on auxiliary power consumption, power supply cost, SO
2 and NO
x emissions, and gross cost of power supply. The effect of separator efficiency on boiler performance is analyzed in the last subsection of
Section 4. Based on the analysis of
Section 4, conclusions are drawn in
Section 5.
3. Calculation Model of Fuel Comminution Energy Consumption
In the case of fluidization state re-specification, it is usually necessary to reduce the size of feeding coal particles to achieve steady operation under a lower bed pressure drop. For crushers, if the size distribution of inlet particles is fixed, the comminution energy change with the different sizes of products can be calculated as follows [
24]:
where
p1(
j),
p2(
i) are the mass fraction of product particles in each size group, and N is the number of particle size groups. Γ is the Gamma Function,
.
α is a constant (distribution modulus) and
is the particle size corresponding to
(size modulus) for R-R size distribution.
C and
n are constants, which can be determined by comparing the calculation results with the experiment data. The value of
n is influenced by the size range, and
C is by the grindability. For the size range of crushing operation,
n can be fitted as 1.814. The coefficient
C can be correlated with the Hardgrove Grindability Index (HGI).
According to the experiment results, the values of
a and
b can be fitted as 0.021 and −0.783, respectively. The detailed derivation and experimental verification of the calculation model can be seen in reference [
24].
4. Effect of Fluidization State Optimization on Economical Operation
4.1. Effect of Fluidization State Optimization on Auxiliary Power Consumption
To achieve steady operation under a lower bed pressure drop, it is necessary to maintain the solids concentration in the upper furnace as a constant before and after optimization of fluidization state, namely, the circulating flow rate. Therefore, when the bed pressure drop is reduced, the mass fraction of fine coal particles needs to be increased, that is, the size distribution of fed coal particles needs to be optimized. The CFB boiler mentioned in
Section 2 is still taken as the calculation object. Taking the 85% load condition as an example, in the calculation process, the circulating flow rate remained constant by adjusting the coal particle size distribution when the bed pressure drop was reduced. The coal particle size distribution corresponding to different bed pressure drop is shown in
Figure 8. The increase in comminution energy consumption caused by decrease in coal particle size, and the decrease in power consumption of primary and secondary air fans caused by decrease in bed pressure drop were calculated, respectively. Then the influence of fluidization state optimization on auxiliary power consumption can be obtained.
4.1.1. Comminution Energy Consumption
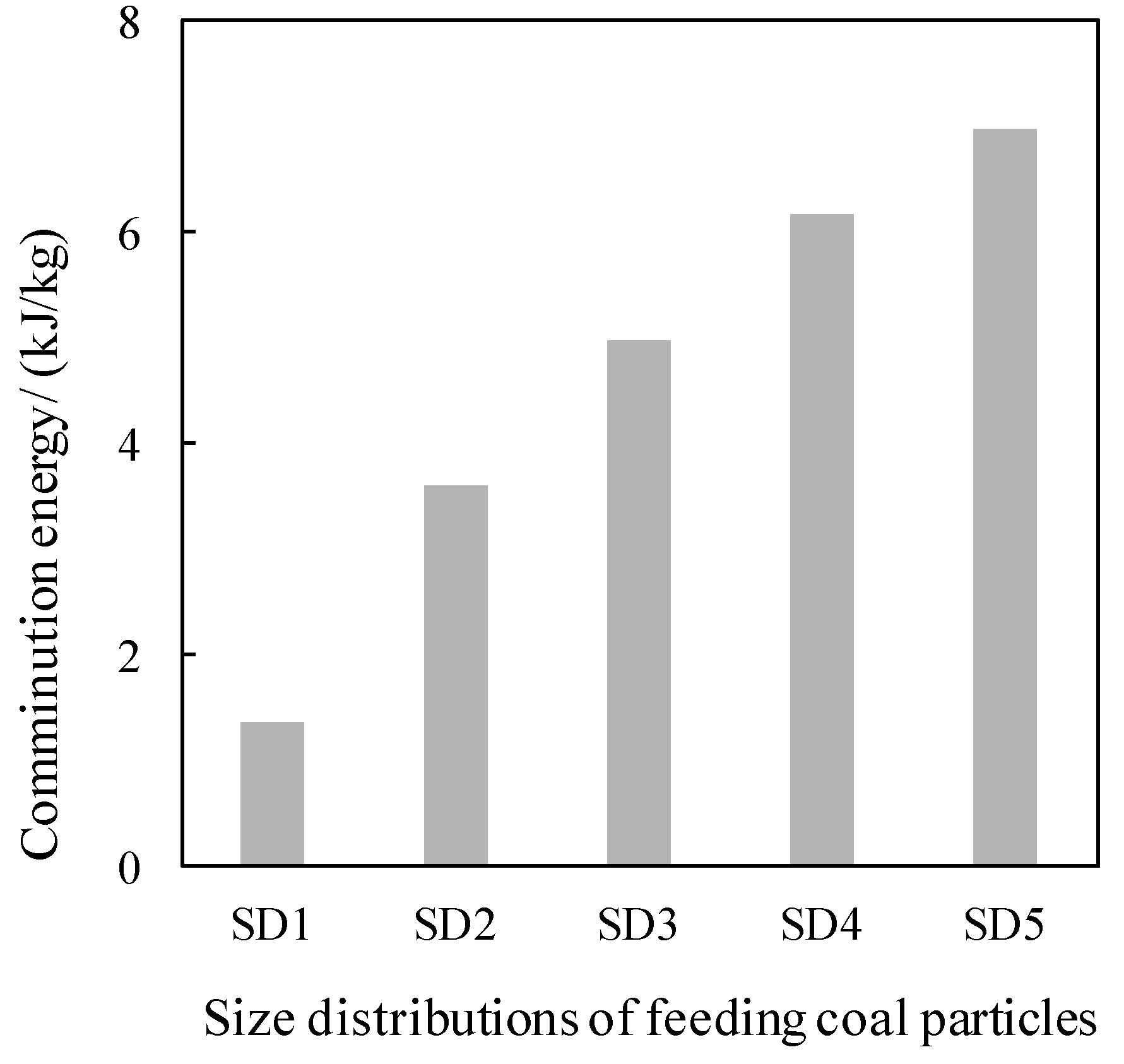
The HGI of the fed coal particles is 56. The change in comminution energy consumption with coal particle size can be calculated using the model described in
Section 3, as shown in
Figure 9. When the coal particle size distribution is gradually changed from SD1 to SD5, the mass fraction of fine particles is increased, leading to an increase in the required comminution energy consumption. The change in power consumption of the crusher with coal particle size distribution can be obtained.
4.1.2. Fan Power Consumption
With unchanged feeding coal amount and excess air ratio, the total amount of primary and secondary air is about a fixed value. If the ratio of primary and secondary air remains constant, the primary and secondary air volumes and air velocities are fixed values, respectively.
For primary air fan, the pressure head can be calculated as follows:
where
is the pressure head of the primary air fan,
is the bed pressure drop,
is the pressure drop of the air distribution plate, and
is the resistance of the pipe network.
The resistance of the air distribution plate is squared with the air velocity. At a certain primary air velocity, the pressure drop of the air distribution plate and the pipe network resistance are constant. Therefore, the change in bed pressure drop is the change in the fan pressure head.
For secondary air, the back pressure is determined by the solids concentration near the secondary air nozzles. As the bed pressure drop decreases, the secondary air back pressure decreases, and the downward trend becomes slower as the bed pressure drop decreases. It means that when the bed pressure drop is higher, the solids concentration in the transition zone decreases with the bed pressure drop more obviously, as shown in
Figure 10, which is beneficial to the saving of fan power consumption.
The power consumption of the primary air fan or the secondary air fan can be calculated as follows:
where
N is the fan power consumption,
P is the fan pressure head,
Q is the airflow, and
η is the fan efficiency.
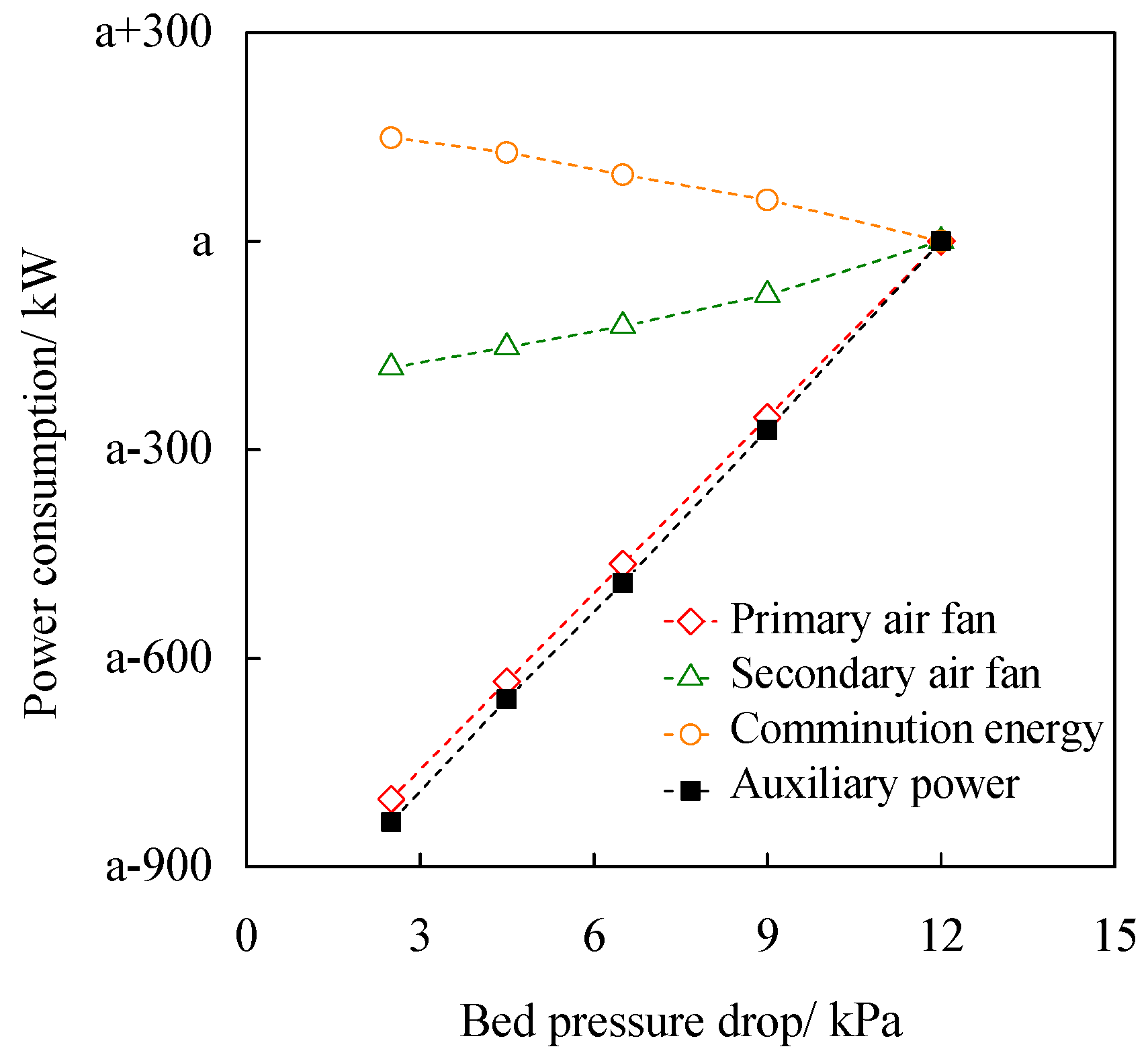
4.1.3. Auxiliary Power Consumption
Based on the calculation results of the power consumption of air fans and the comminution energy consumption, the auxiliary power consumption corresponding to different bed pressure drop and coal particle size distribution can be obtained, as shown in
Figure 11. It can be seen that as the bed pressure drop decreases, the size of fed coal particles becomes finer, and the increase in comminution energy consumption is equivalent to the decrease in secondary air fan power consumption. The decrease in primary air fan power consumption is greater, resulting in a significant decrease in auxiliary power consumption. As the bed pressure drop was decreased from 12 kPa to 2.5 kPa, the auxiliary power consumption rate dropped by about 0.7%. Therefore, fluidization state optimization is beneficial to the saving of auxiliary power consumption.
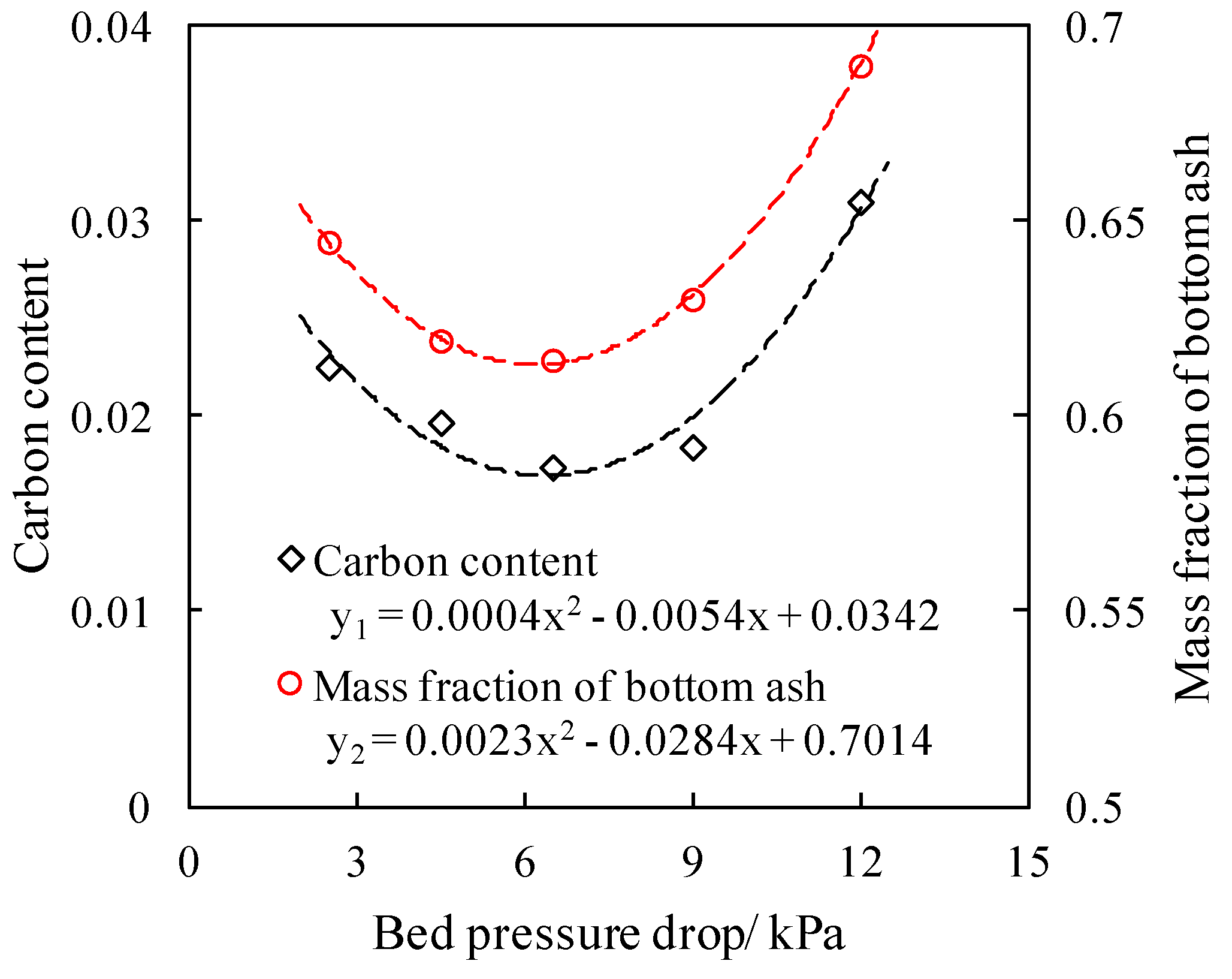
4.2. Effect of Fluidization State Optimization on Power Supply Cost
Fluidization state optimization can not only save the auxiliary power consumption but also affect the combustion efficiency, leading to a change in gross coal consumption. The mass fraction of bottom ash is affected by both the bed pressure drop and the coal particle size. With a certain coal particle size distribution, the mass fraction of bottom ash needs to be increased to achieve lower bed pressure drop, while if the bed pressure drop remains constant, the mass fraction of bottom ash decreases with coal particle size. Therefore, the mass fraction of bottom ash shows a non-monotonous trend during fluidization state optimization, as shown in
Figure 12.
Combining the mass fraction of fly ash and bottom ash with carbon content, the average carbon content in residue can be calculated, which also decreases first and then increases as the bed pressure drop decreases, that is, when the bed pressure drop decreases to a certain extent, even if the secondary air penetration improvement is beneficial to oxygen mixing and diffusion, the average carbon content increases due to insufficient residence time. Accordingly, the combustion efficiency decreases.
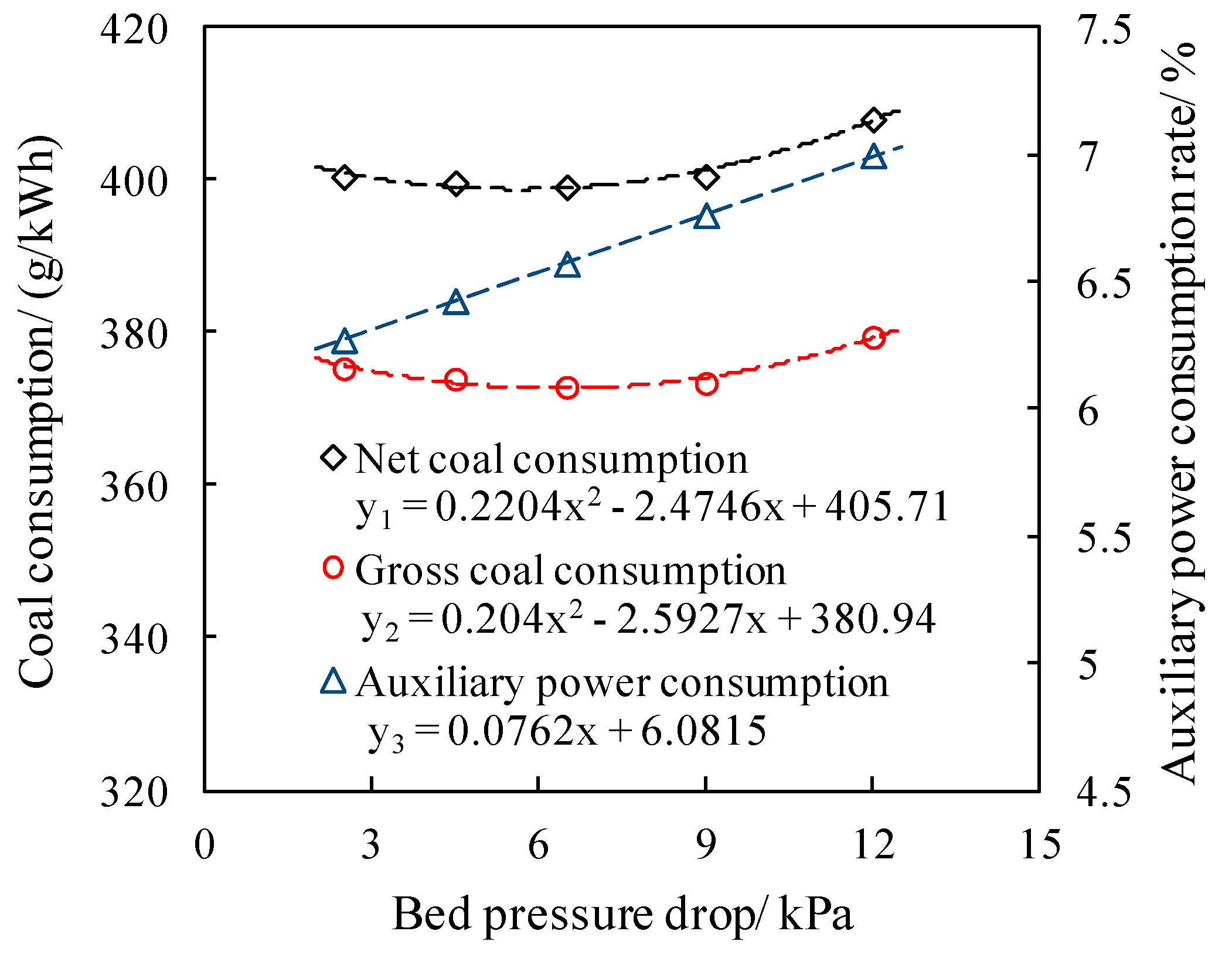
Based on the change in combustion efficiency, the change in gross coal consumption with bed pressure drop and coal particle size can be further calculated. Combined with the auxiliary power consumption, the change in net coal consumption can be obtained, as shown in
Figure 13. The lower the carbon content in the residue is, the higher the combustion efficiency is, and the lower the gross coal consumption is. Therefore, the gross coal consumption also decreases first and then increases with the decrease in bed pressure drop, and the net coal consumption is similar. The auxiliary power consumption rate tends to decrease monotonously with the decrease in bed pressure drop. Hence, in the stage where the gross coal consumption decreases with the bed pressure drop, the decrease in net coal consumption is more obvious. When the gross coal consumption increases with the decrease in bed pressure drop, that is, in the stage of lower bed pressure drop, the increase in net coal consumption is slightly smaller than the gross coal consumption, due to the saving of auxiliary power consumption. The optimal bed pressure drop corresponding to the lowest net coal consumption is slightly lower than the optimal bed pressure drop corresponding to the lowest gross coal consumption, which is about 6 kPa and 6.5 kPa, respectively.
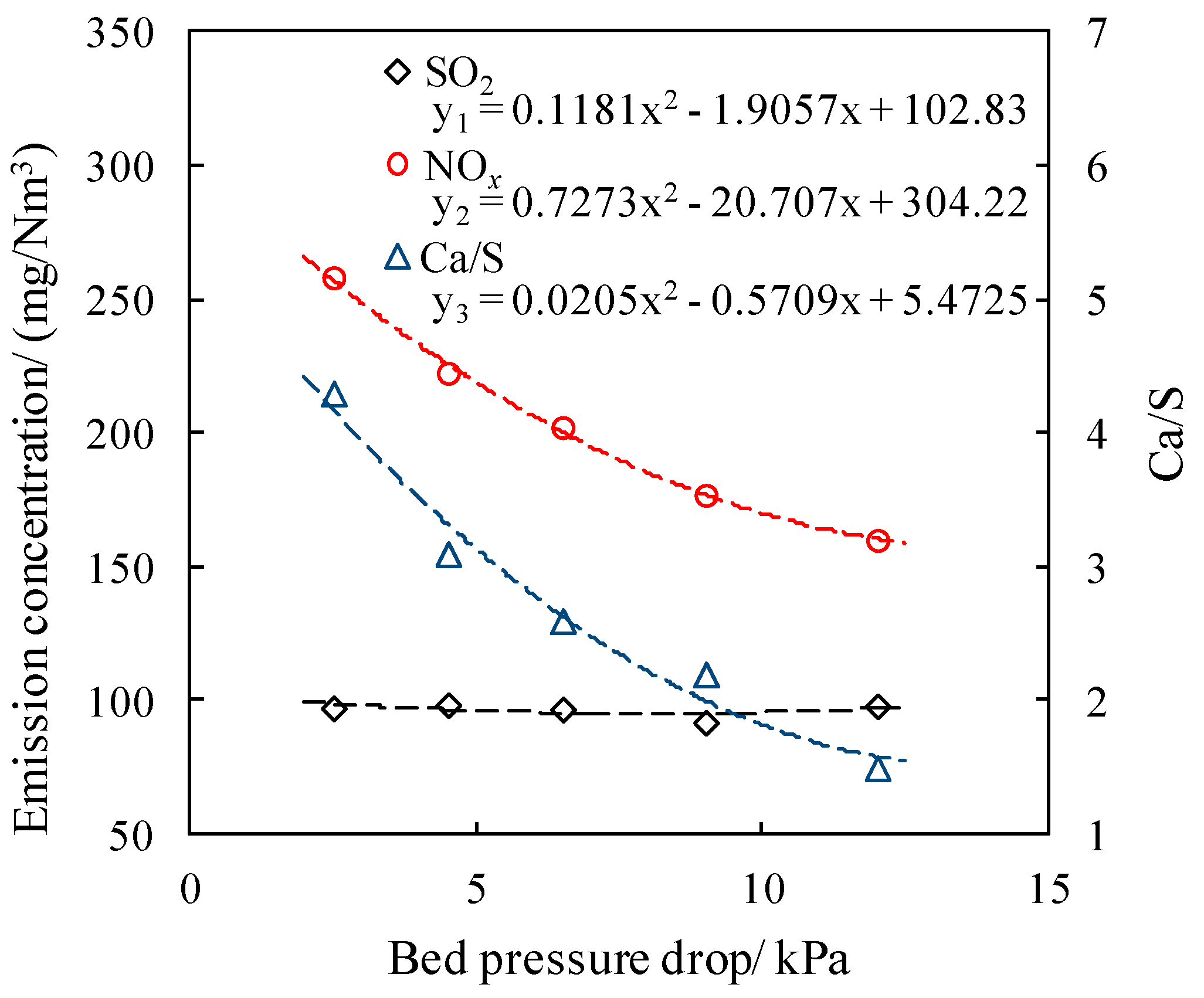
4.3. Effect of Fluidization State Optimization on SO2 and NOx Emission
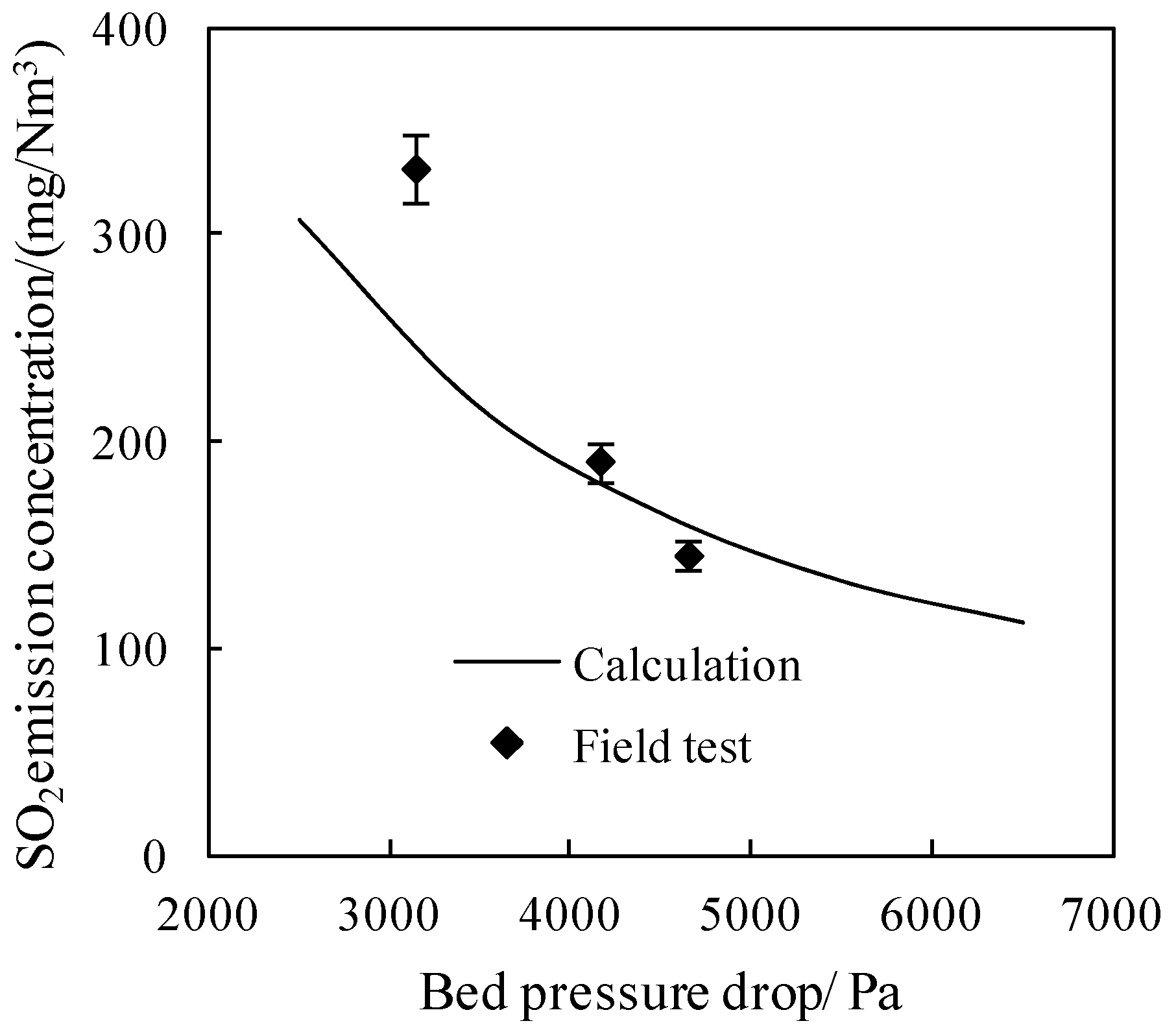
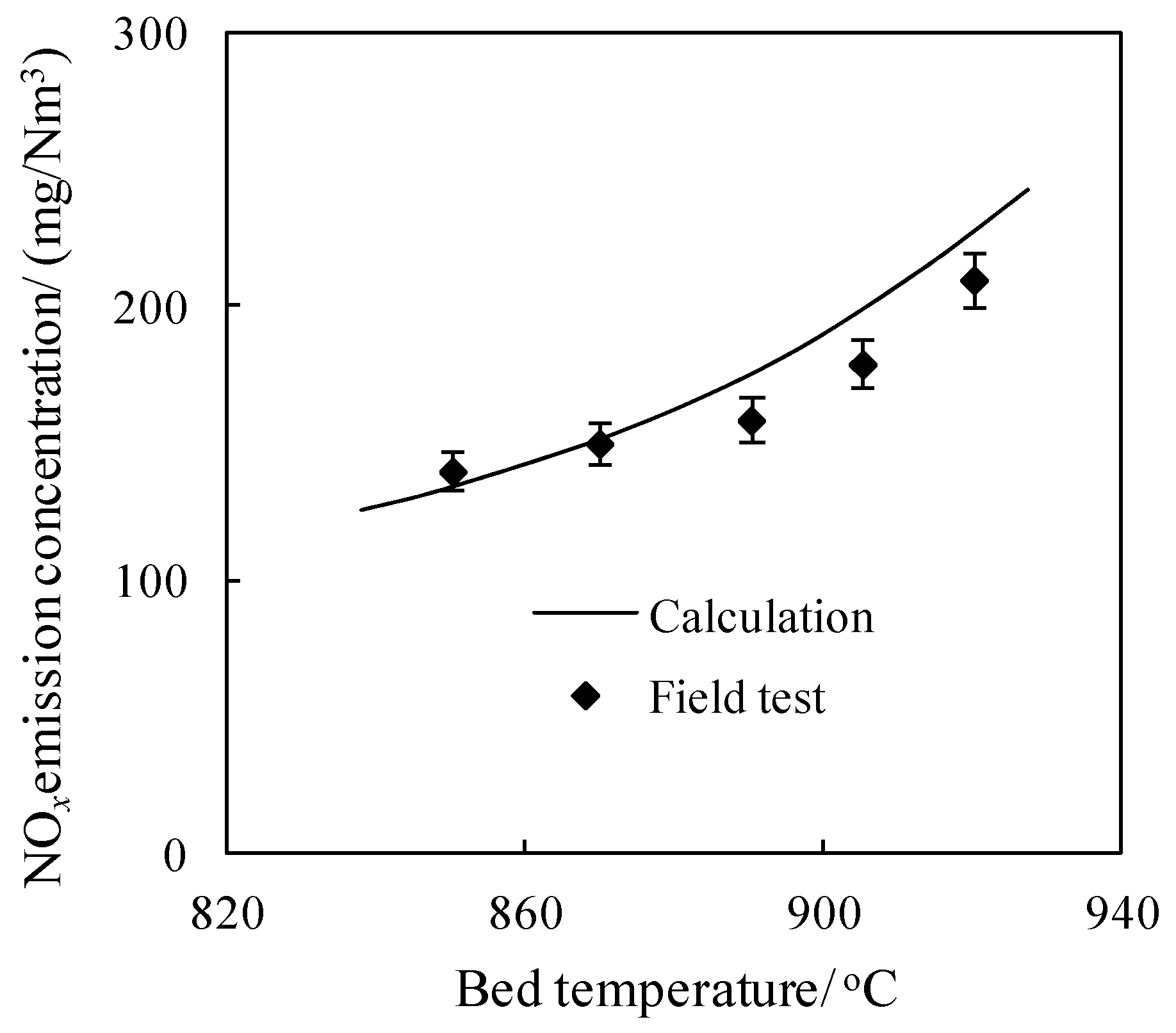
With certain Ca/S, the SO2 emission concentration mainly depends on the residence time of CaO particles. Therefore, as the bed pressure drop decreases, the SO2 emission concentration increases rapidly. The NOx emission is mainly affected by the bed pressure drop and coal particle size. As the bed pressure drop decreases, the NOx emission concentration shows a trend of decreasing first and then increasing.
To meet the emission requirements stipulated by environmental protection standards, SO
2 and NO
x should be removed to below 100 mg/m
3. SO
2 can be removed below 100 mg/m
3 by increasing Ca/S. But the change in Ca/S also affects NO
x emission. Previous studies have shown that CaO has a significant promotion effect on NO formation. Therefore, as Ca/S increases, the NO
x emission concentration increases. The required Ca/S and corresponding NO
x concentrations are shown in
Figure 14. It can be seen that as the bed pressure drop decreases, the required Ca/S increases rapidly for the same SO
2 emission target of 100 mg/m
3, which not only increases the desulfurization cost but also adversely affects NO
x emission. Therefore, if only the pollutant control is considered, it is not advantageous to achieve lower bed pressure drop operation only by reducing the coal particle size. It is necessary to supplement other means at the same time, such as increasing the secondary air ratio and injection position, which will be beneficial to NO
x emission reduction. With certain Ca/S, optimization of the particle size distribution of limestone can improve the utilization rate, reduce the SO
2 emission concentration, and avoid NO
x emission concentration excessively increasing caused by excessive Ca/S. The above means provide the possibility of achieving ultra-low emission, which will be analyzed in future work.
4.4. Effect of Fluidization State Optimization on Economical Operation
Based on the analysis in
Section 4.2, the net coal consumption under different bed pressure drop and coal particle size distribution can be calculated, combined with the change in pollutant control cost, the gross cost change can be obtained.
SO
2 is removed by adding limestone to the furnace. The calculation method of limestone consumption is as follows [
33]:
where
mcoal is the net coal consumption, S is the sulfur content in coal, 32 and 56 are the molar masses of S and CaO, respectively, and 48% is the mass fraction of CaO in limestone. The unit price of limestone was calculated at 80 yuan/t.
NO
x is controlled by the selective noncatalytic reduction (SNCR) method. Urea will decompose or hydrolyze to form NH
3 after being injected into the furnace [
34]:
where
mNO is NO mass in flue gas,
can be calculated at 1.5, 30, and 60 are the molar masses of NO and urea, respectively. The unit price of urea was calculated at 2.2 yuan/kg [
35].
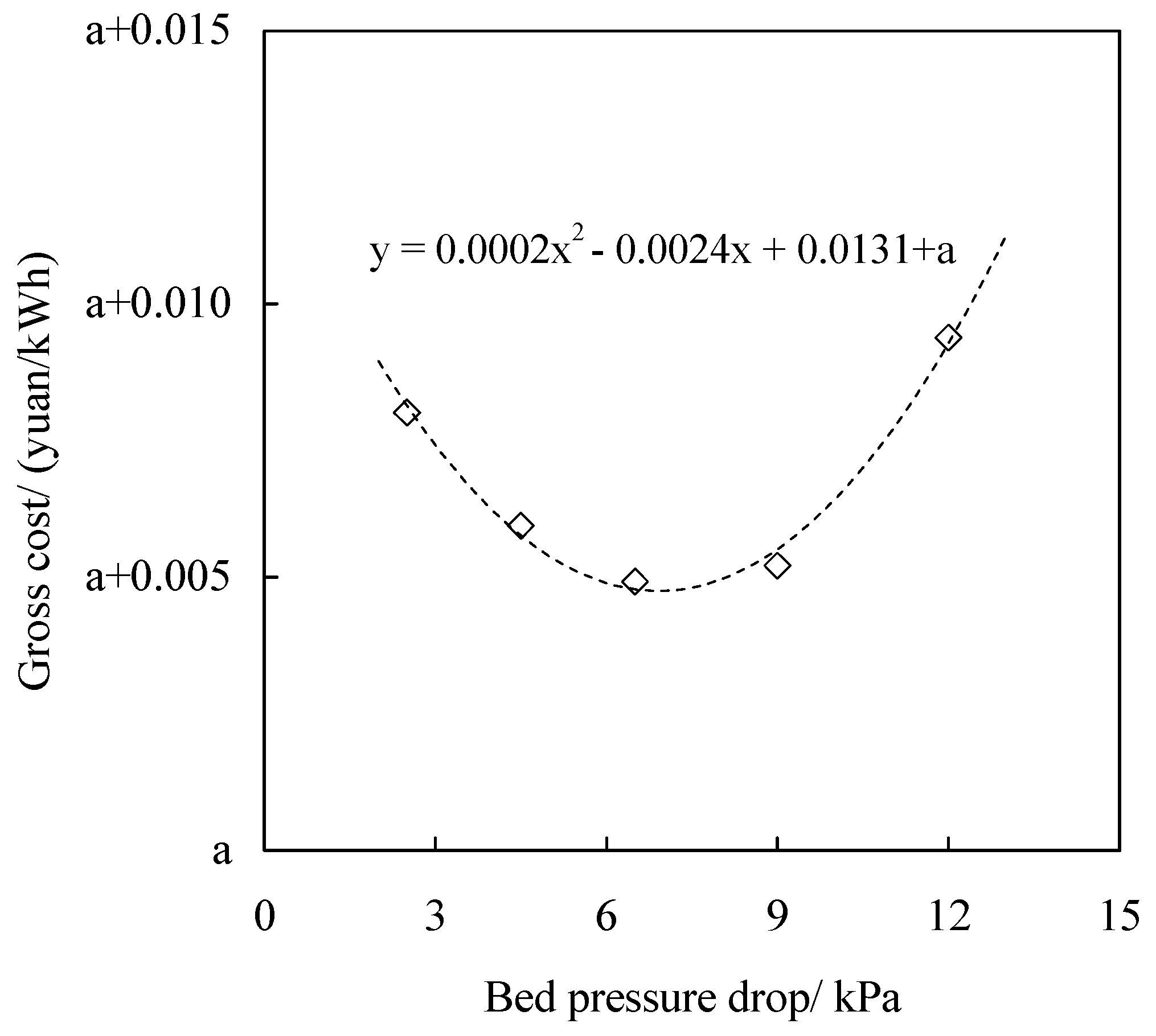
The gross costs of power supply corresponding to different bed pressure drop, and coal particle size distribution are shown in
Figure 15. It can be seen that the gross cost decreases first and then increases as the bed pressure drop decreases, and the optimal bed pressure drop is about 7 kPa. It means that when the bed pressure drop is higher than 7 kPa, decreasing bed pressure drop by adjusting coal particle size can save the power supply cost.
4.5. Effect of Separator Efficiency
The above analysis is based on the condition that the existing boiler is not retrofitted, and the fluidization state optimization is achieved only by adjusting the coal particle size distribution. The fluidization state re-specification was proposed based on the improvement of the separator efficiency, which is the most crucial factor affecting the bed material quality. For the fluidization state re-specification, the separator efficiency should be improved first, so that more benefits can be obtained.
Four separators with different efficiency were analyzed, as shown in
Table 5. For different working conditions, the bed pressure drop was kept at 4.5 kPa, and the coal particle size distribution was SD4.
The calculation results are shown in
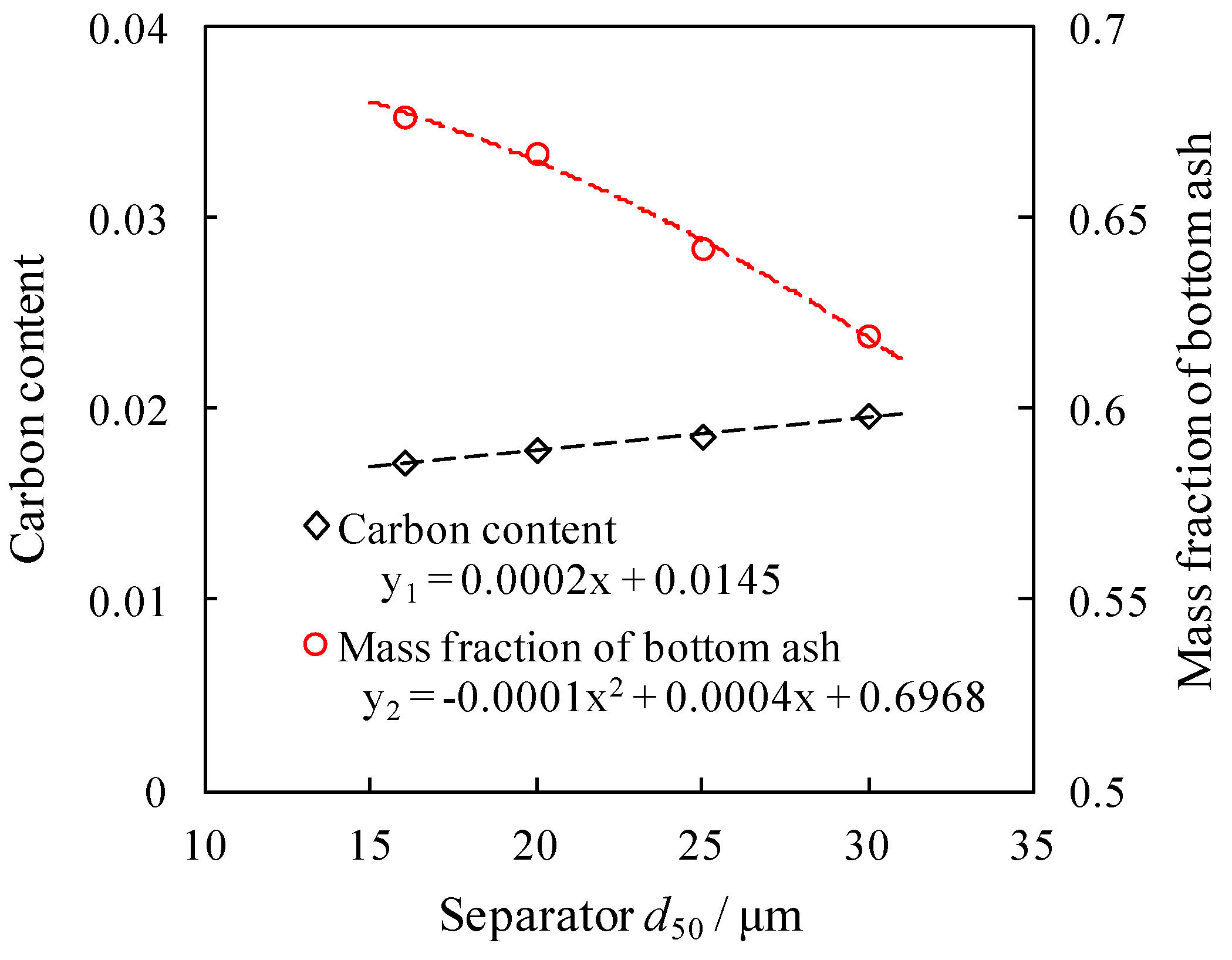
Figure 16. With a certain bed pressure drop and coal particle size distribution, improving the separator efficiency will increase the storage of fine particles and the circulation flow rate. The mass fraction of fine particles leaving the furnace in the form of fly ash decreases, while the mass fraction of bottom ash increases. The carbon content in residue decreases, and the combustion efficiency increases.
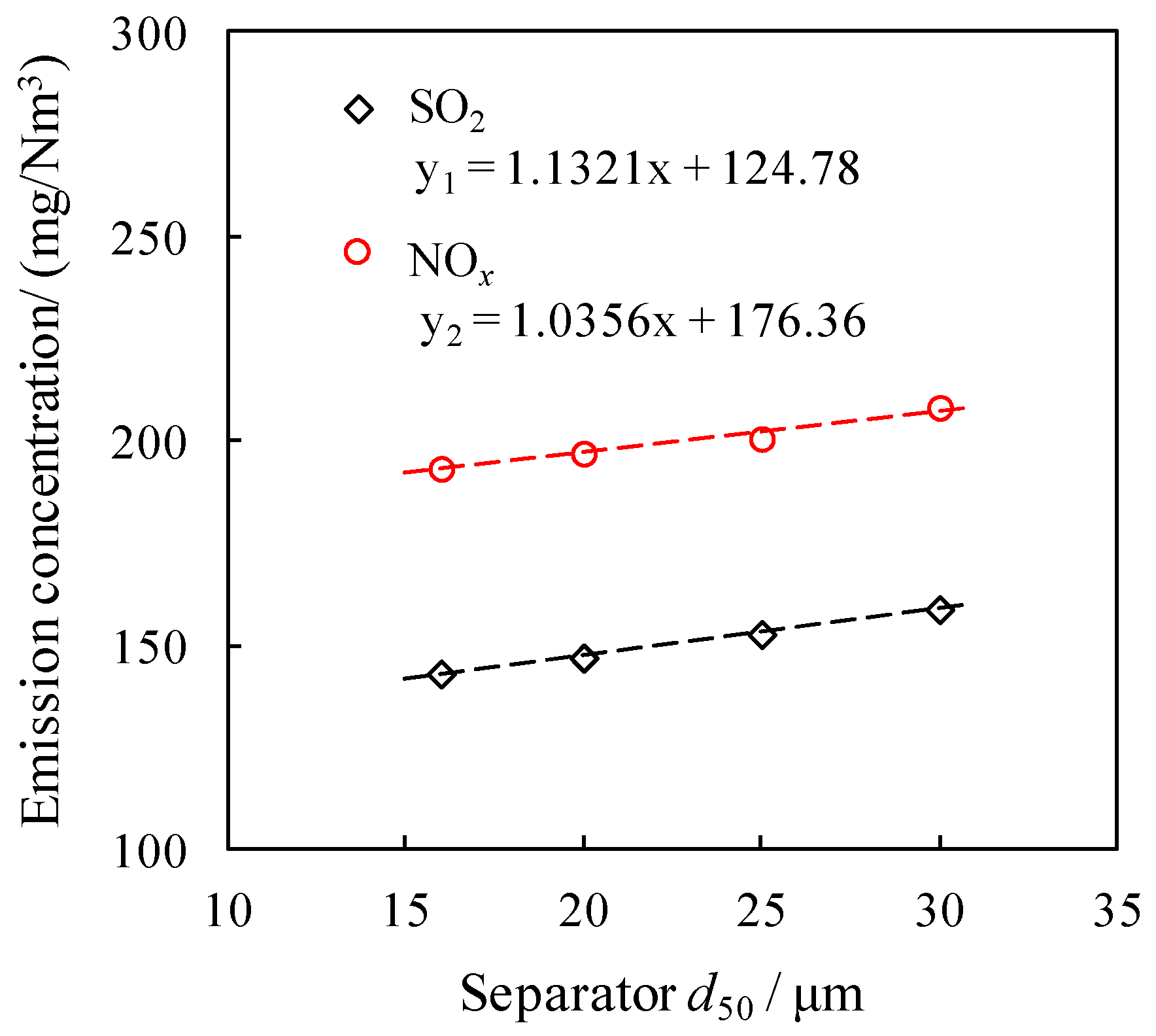
At the same time, improving the separator efficiency is also beneficial to the reduction of SO
2 and NO
x emissions, as shown in
Figure 17, because as the separator efficiency increases, the residence time of CaO particles increases, resulting in a decrease in SO
2 emission. The solids concentration in the upper furnace increases, reducing atmosphere enhances accordingly, which is beneficial to NO reduction.
To guarantee the heat transfer characteristics, the solids concentration in the upper furnace should be kept constant. By improving the separator efficiency, the circulation flow rate can remain unchanged under a lower bed pressure drop. It means that the bed material quality can be improved without adjusting coal particle size distribution. Lower bed pressure drop can be achieved, and combustion efficiency can be increased.
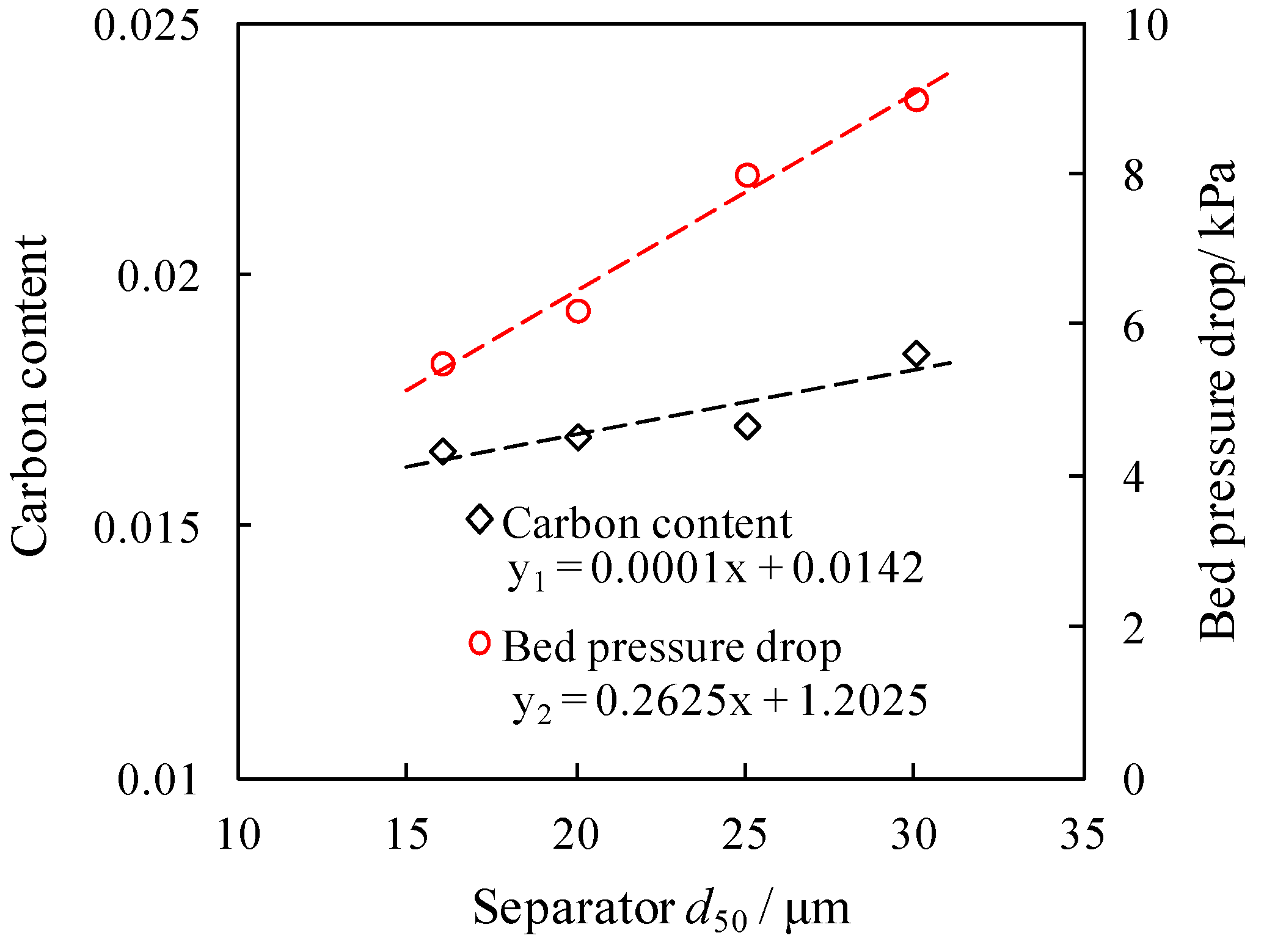
For the coal particle size distribution SD2, the bed pressure drop, and the corresponding carbon content in fly ash and bottom ash achieved by different separator efficiency are shown in
Figure 18. When
d50 is decreased from 30 μm to 15 μm, the bed pressure drop can be reduced from 9 kPa to 5.5 kPa without adjusting the coal particle size. At this time, because the comminution energy consumption has not increased, the saving of the auxiliary power consumption will be more significant. Due to the increase in separator efficiency, the pollutant emission will also be improved. The fluidization state optimization under this condition will be more beneficial to the economical operation of CFB boilers.
From the above analysis, for CFB boilers, the key of fluidization state re-specification or optimization is to improve the bed material quality and so that the boiler can be operated stably under lower bed pressure drop conditions. The separator efficiency has a decisive influence on bed material quality, so the improvement in separator efficiency will bring a wider implementation space and more significant economic benefits for fluidization state optimization. However, for the existing units, under the premise that the separator efficiency is difficult to improve, the bed material quality can also be improved by adjusting the coal particle size distribution. Through model calculation and analysis, the optimal bed pressure drop and the corresponding coal particle size distribution can be suggested for different boilers, coal types, and loads.
5. Conclusions
Taking a 480 t/h CFB boiler as an object, the influence of fluidization state optimization on the economical operation was calculated and analyzed. Under certain separator efficiency, to achieve a low bed pressure drop, it was necessary to reduce the size of feeding coal particles. The calculation results show that the increase in comminution energy consumption is much lower than the decrease in fan power consumption, which results in a significant decrease in auxiliary power consumption. The combustion efficiency shows a non-monotonous trend with the change in bed pressure drop and coal particle size. There are an optimal bed pressure drop and corresponding coal particle size to minimize the coal consumption of power generation or power supply. The optimal bed pressure drop corresponding to the lowest net coal consumption is slightly lower than the value corresponding to the lowest gross coal consumption, which is about 6 kPa and 6.5 kPa, respectively.
Lower bed pressure drop operation achieved only by reducing the coal particle size is not beneficial to SO2 and NOx emission control, and the pollutant control cost will increase. Combined with the net coal consumption, the influence of fluidization state optimization on the gross power supply cost can be calculated. There is an optimal bed pressure drop under which the gross power supply cost is the lowest. For the example in this work, the optimal bed pressure drop is approximately 7 kPa.
If the design and manufacturing level of the separator can be improved or the existing unit can be retrofitted, the bed material quality can be significantly improved. A lower bed pressure drop can be achieved without changing the size distribution of fed coal particles. The combustion efficiency can be increased, and the gross coal consumption and net coal consumption can be both reduced. At the same time, improvement in the separator efficiency is also beneficial to SO2 and NOx emission control. Therefore, if the separator efficiency can be improved, the optimal bed pressure drop can be further decreased.
For the 1D model used in this work, the consideration of some sub-models is simplified; for example, the effect of secondary air penetration and desulfurization. Further improvement in the submodels can help improve the accuracy of the 1D model. The separator efficiency is the most crucial factor affecting bed material quality. The influence of separator efficiency on CFB boiler performance can be analyzed more systematically in future work. Optimization of the secondary air ratio and injection position can also be extended.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}