A Novel Energy Recovery System Integrating Flywheel and Flow Regeneration for a Hydraulic Excavator Boom System

Abstract
1. Introduction
2. State of the Art
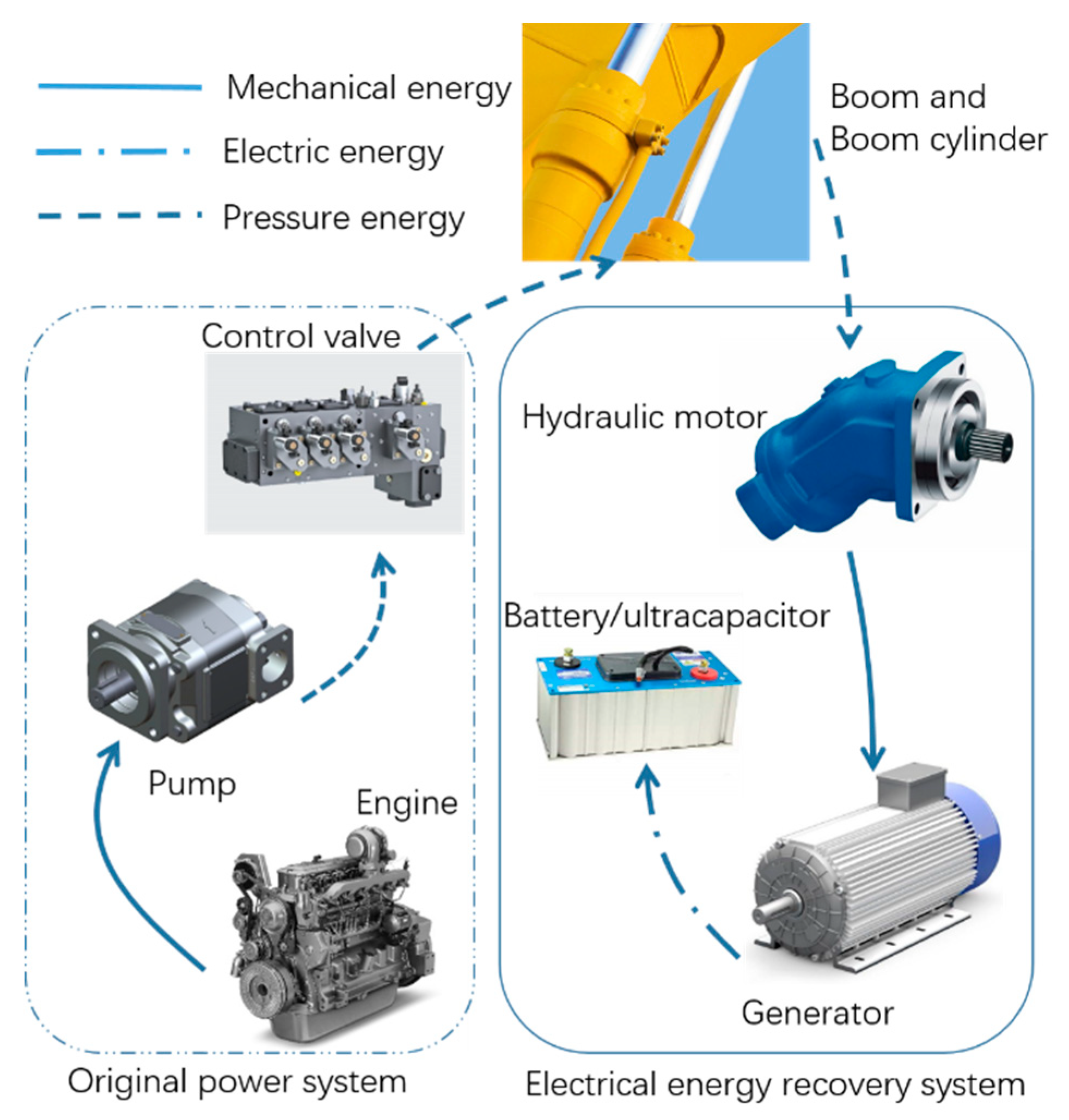
2.1. Electrical ERSs
2.2. Hydraulic ERSs
2.3. Flywheel-Based ERSs
2.4. Flow Regeneration
3. Outline
4. Proposed Architecture
4.1. Our Previous Flywheel Energy Recovery System (FERS)
4.2. The Proposed Compound Energy Recovery System Integrating Flywheel and Flow Regeneration (FFERS)
5. Parameters Matching of Key Components
6. Simulation and Discussion
- a)
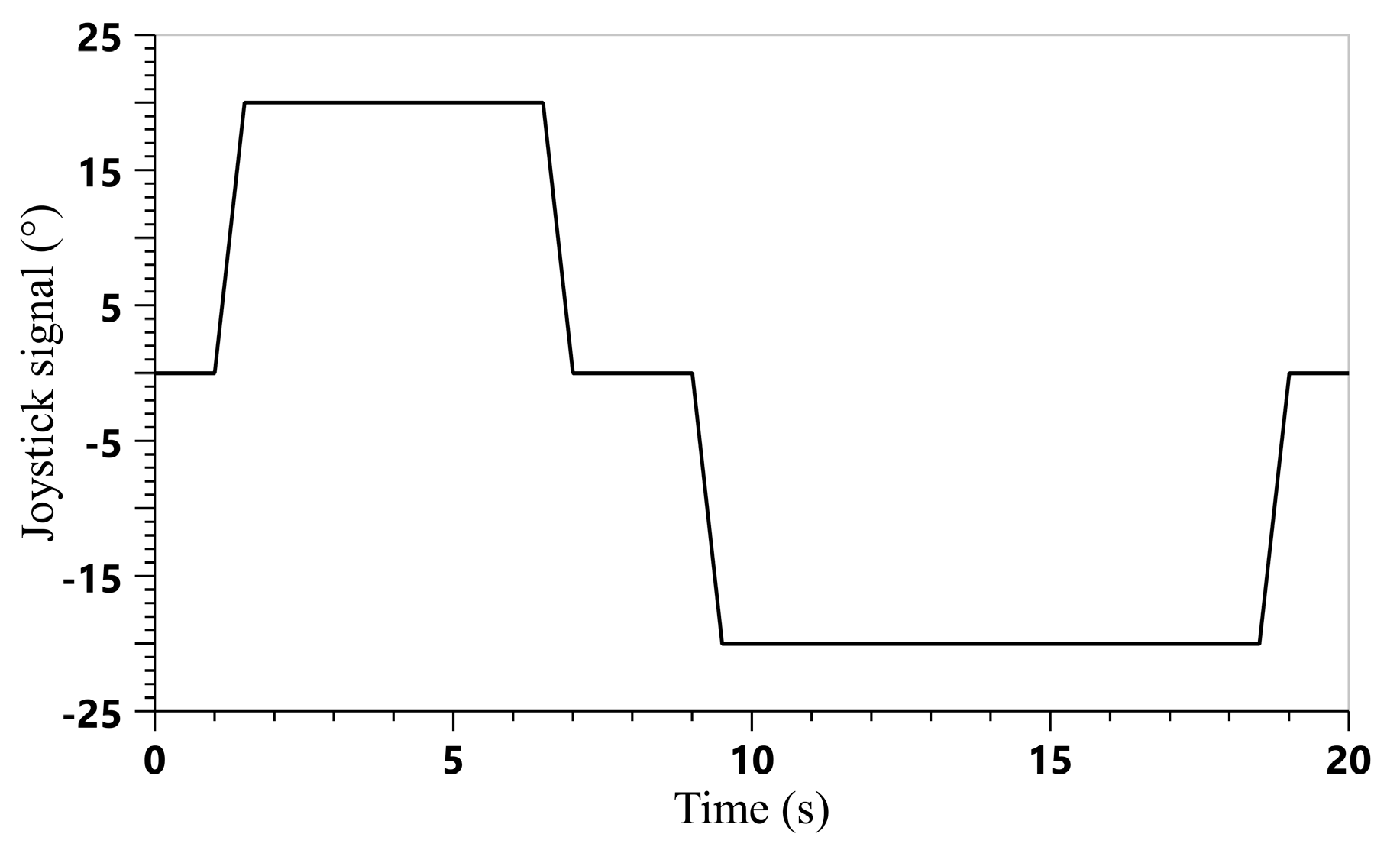
- The cycle of the joystick is illustrated in Figure 8. Zero deg means the joystick stays in the neutral position; anything above zero deg means a lowering the signal of the boom for that time, whereas anything below zero deg means a lifting signal of the boom for that period, assuming that the other cylinders of the HE have no movements.
- b)
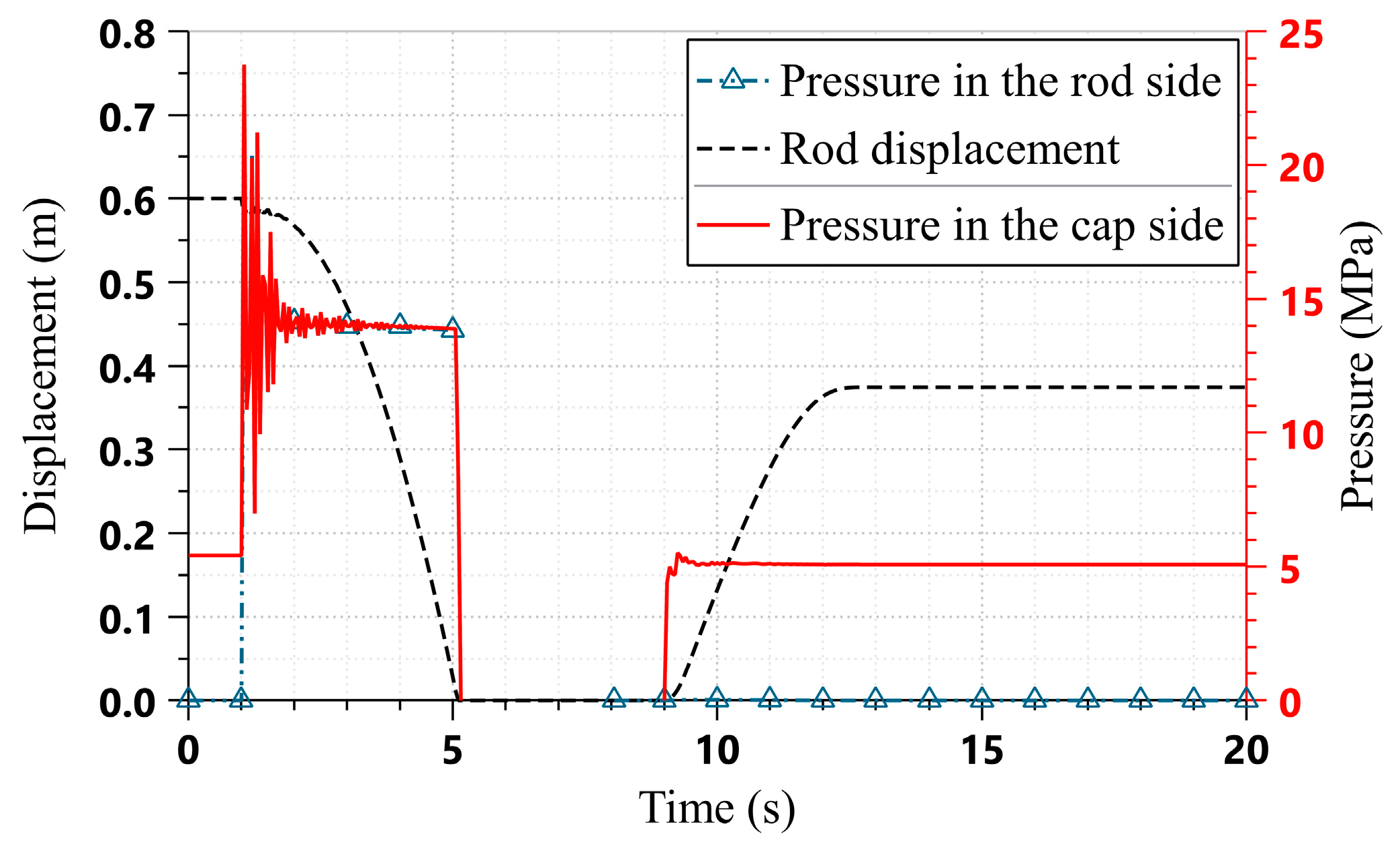
- The retraction displacement of the boom cylinder in the simulation is 0.6 m.
6.1. Working Performance of the FERS and FFERS
6.2. Realization of Flow Regeneration Function
6.3. Influence of PM Displacement on System Performance
7. Conclusions
8. Patents
Author Contributions
Funding
Conflicts of Interest
References
- Kagoshima, M.; Komiyama, M.; Nanjo, T.; Tsutsui, A. Development of new hybrid excavator. Kobelco Technol. Rev. 2007, 27, 39–42. [Google Scholar]
- Li, S.; Wei, J.; Fang, J.; Guo, K.; Liu, W. Design and Control of Hydraulic Hybrid System for Excavators. In Proceedings of the ASME/BATH 2015 Symposium on Fluid Power and Motion Control, Chicago, IL, USA, 12–14 October 2015. [Google Scholar] [CrossRef]
- Chen, M.; Zhao, D. The gravitational potential energy regeneration system with closed-circuit of boom of hydraulic excavator. Mech. Syst. Signal Process. 2017, 82, 178–192. [Google Scholar] [CrossRef]
- Lin, T.; Chen, Q.; Ren, H.; Huang, W.; Chen, Q.; Fu, S. Review of boom potential energy regeneration technology for hydraulic construction machinery. Renew. Sustain. Energy Rev. 2017, 79, 358–371. [Google Scholar] [CrossRef]
- Mathews, T.; Nishanth, D. Flywheel based kinetic energy recovery systems (KERS) integrated in vehicles. Int. J. Eng. Sci. Technol. 2013, 5, 1694–1699. [Google Scholar]
- Chen, Q.; Lin, T.; Ren, H. A Novel Control Strategy for an Interior Permanent Magnet Synchronous Machine of a Hybrid Hydraulic Excavator. IEEE Access 2018, 6, 3685–3693. [Google Scholar] [CrossRef]
- Bauman, J.; Kazerani, M. A comparative study of fuel-cell-battery, fuel-cell–ultracapacitor, and fuel-cell-battery–ultracapacitor vehicles. IEEE Trans. Veh. Technol. 2008, 57, 760–769. [Google Scholar] [CrossRef]
- Kanezawa, Y.; Daisho, Y.; Kawaguchi, T. Increasing efficiency of construction machine by hybrid system. In Proceedings of the JSAE (Society of Automotive Engineers of Japan) Annual Congress, Tokyo, Japan, 23–25 May 2001; pp. 17–20. [Google Scholar]
- Wang, Q. Research on key technology of oil-electric hybrid excavator. J. Mech. Eng. 2013, 49, 123–129. [Google Scholar] [CrossRef]
- Wang, T.; Wang, Q. An energy-saving pressure-compensated hydraulic system with electrical approach. IEEE ASME Trans. Mech. 2013, 19, 570–578. [Google Scholar] [CrossRef]
- Lin, T.; Wang, Q.; Hu, B.; Gong, W. Development of hybrid powered hydraulic construction machinery. Autom. Constr. 2010, 19, 11–19. [Google Scholar] [CrossRef]
- Lin, T.; Wang, Q.; Hu, B.; Gong, W. Research on the energy regeneration systems for hybrid hydraulic excavators. Autom. Constr. 2010, 19, 1016–1026. [Google Scholar] [CrossRef]
- Chen, Q.; Lin, T.; Ren, H.; Fu, S. Novel potential energy regeneration systems for hybrid hydraulic excavators. Math. Comput. Simul. 2019, 163, 130–145. [Google Scholar] [CrossRef]
- Yu, Y.; Ahn, K. Optimization of energy regeneration of hybrid hydraulic excavator boom system. Energy Convers. Manag. 2019, 183, 26–34. [Google Scholar] [CrossRef]
- Minav, T.A.; Virtanen, A.; Laurila, L.; Pyrhönen, J. Storage of energy recovered from an industrial forklift. Autom. Constr. 2012, 22, 506–515. [Google Scholar] [CrossRef]
- Minav, T.; Hänninen, H.; Sinkkonen, A.; Laurila, L.; Pyrhönen, J. Electric or hydraulic energy recovery systems in a reach truck—A comparison. Stroj. Vestn. J. Mech. Eng. 2014, 60, 232–240. [Google Scholar] [CrossRef]
- Hannan, M.A.; Hoque, M.M.; Mohamed, A.; Ayob, A. Review of energy storage systems for electric vehicle applications: Issues and challenges. Renew. Sustain. Energy Rev. 2017, 69, 771–789. [Google Scholar] [CrossRef]
- Bruun, L. Swedish developed energy saving system in Caterpillars excavators. Fluid Scand. 2002, 2, 6–9. [Google Scholar]
- Hao, Y.; Quan, L.; Cheng, H.; Xia, L.; Ge, L.; Zhao, B. Potential energy directly conversion and utilization methods used for heavy duty lifting machinery. Energy 2018, 155, 242–251. [Google Scholar] [CrossRef]
- Xia, L.; Quan, L.; Ge, L.; Hao, Y. Energy efficiency analysis of integrated drive and energy recuperation system for hydraulic excavator boom. Energy Convers. Manag. 2018, 156, 680–687. [Google Scholar] [CrossRef]
- Zhao, P.; Chen, Y.; Zhou, H. Simulation analysis of potential energy recovery system of hydraulic hybrid excavator. Int. J. Precis. Eng. Manuf. 2017, 18, 1575–1589. [Google Scholar] [CrossRef]
- Liang, X.; Virvalo, T. An energy recovery system for a hydraulic crane. Proceedings of the Institution of Mechanical Engineers. J. Mech. Eng. Sci. 2001, 215, 737–744. [Google Scholar] [CrossRef]
- Zhang, S.; Minav, T.; Pietola, M. Decentralized Hydraulics for Micro Excavator. In Proceedings of the 15th Scandinavian International Conference on Fluid Power, Linköping, Sweden, 7–9 June 2017. [Google Scholar] [CrossRef]
- Zhao, D.; Chen, D.; Dai, Q.; Zhang, E.; Xu, C. System of arm potential energy recovery in hybrid hydraulic excavators. J. Jilin Univ. Eng. Technol. Ed. 2011, 41, 150–154. [Google Scholar] [CrossRef]
- Pettersson, K.; Heybroek, K.; Klintemyr, A.; Krus, P. Analysis and control of a complementary energy recuperation system. In Proceedings of the 8th International Fluid Power Conference, Dresden, Germany, 26–28 March 2012. [Google Scholar]
- Shen, W.; Jiang, J.; Su, X.; Karimi, H. Control strategy analysis of the hydraulic hybrid excavator. J. Frankl. Inst. 2015, 352, 541–561. [Google Scholar] [CrossRef]
- Jing, J.; Quan, L.; Huang, J.; Zhao, B. Research on the characteristics of asymmetric pump directed controlled arm cylinder of excavator. J. Mech. Eng. 2016, 52, 188–196. [Google Scholar] [CrossRef]
- Hebner, R.; Beno, J.; Walls, A. Flywheel batteries come around again. IEEE Spectr. 2002, 39, 46–51. [Google Scholar] [CrossRef]
- Hedlund, M.; Lundin, J.; Santiago, J.; Abrahamsson, J.; Bernhoff, H. Flywheel Energy Storage for Automotive Applications. Energies 2015, 8, 10636–10664. [Google Scholar] [CrossRef]
- Cronk, P.; Ven, J. A review of hydro-pneumatic and flywheel energy storage for hydraulic systems. Int. J. Fluid Power 2017, 1, 1–11. [Google Scholar] [CrossRef]
- Amirante, R.; Cassone, E.; Distaso, E.; Tamburrano, P. Overview on recent developments in energy storage: Mechanical, electrochemical and hydrogen technologies. Energy Convers. Manag. 2017, 132, 372–387. [Google Scholar] [CrossRef]
- Dhand, A.; Pullen, K. Review of flywheel based internal combustion engine hybrid vehicles. Int. J. Automot. Technol. 2013, 14, 797–804. [Google Scholar] [CrossRef]
- Arani, A.K.; Karami, H.; Gharehpetian, G.B.; Hejazi, M.S. Review of flywheel energy storage systems structures and applications in power systems and microgrids. Renew. Sustain. Energy Rev. 2017, 69, 9–18. [Google Scholar] [CrossRef]
- Ebadi, A.; Ji, J. Investigation & comparison of the integration of flywheel energy storage in hybrid electric and electric vehicles using bond graphs. In Proceedings of the 20th International Conference on Electrical Machines and Systems (ICEMS), Sydney, Australia, 11–14 August 2017. [Google Scholar] [CrossRef]
- Spiryagin, M.; Wolfs, P.; Szanto, F.; Sun, Y.; Cole, C. Application of flywheel energy storage for heavy haul locomotives. Appl. Energy 2015, 157, 607–618. [Google Scholar] [CrossRef]
- Volvo Car UK. Volvo Car Group and Flybrid Conduct Uk Testing of Flywheel Kers Technology. 2014. Available online: https://www.media.volvocars.com/uk/en-gb/media/pressreleases/141626/volvo-car-group-andflybrid-conduct-uk-testing-of-flywheel-kers-technology (accessed on 5 June 2019).
- Mousavi, S.M.; Faraji, F.; Majazi, A.; Al-Haddad, K. A comprehensive review of Flywheel Energy Storage System technology. Renew. Sustain. Energy Rev. 2017, 67, 477–490. [Google Scholar] [CrossRef]
- Ricardo. Ricardo to Showcase ‘TorqStor’ High Efficiency Flywheel Energy Storage at CONEXPO. Available online: https://ricardo.com/news-and-media/news-and-press/ricardo-to-showcase-%E2%80%98torqstor%E2%80%99-high-efficiency-fly (accessed on 4 December 2019).
- Choi, K.; Seo, J.; Nam, Y.; Kim, K. Energy-saving in excavators with application of independent metering valve. J. Mech. Sci. Technol. 2015, 29, 387–395. [Google Scholar] [CrossRef]
- WANG, Y.; Quan, L.; Li, A. Boom Lifting Control Scheme of Large Mining Hydraulic Excavator. J. Mech. Eng. 2013, 49, 161–166. [Google Scholar] [CrossRef]
- Li, J.; Zhao, J.; Xing, H.; Zhang, X.; Jin, Y. Research on Flywheel Based Energy Recovery System for Hydraulic Excavator Boom. In Proceedings of the 8th International Conference on Fluid Power and Mechatronics, Wuhan, China, 10–13 April 2019. [Google Scholar]
- Kousksou, T.; Bruel, P.; Jamil, A.; El Rhafiki, T.; Zeraouli, Y. Energy storage: Applications and challenges. Sol. Energy Mater. Sol. Cells 2014, 120, 59–80. [Google Scholar] [CrossRef]
- Buchroithner, A.; Haidl, P.; Birgel, C.; Zarl, T.; Wegleiter, H. Design and experimental evaluation of a low-cost test rig for flywheel energy storage burst containment investigation. Appl. Sci. 2018, 8, 2622. [Google Scholar] [CrossRef]
- Wicki, S.; Hansen, E. Clean Energy Storage Technology in the Making: An Innovation Systems Perspective on Flywheel Energy Storage. J. Clean Prod. 2017, 162, 1118–1134. [Google Scholar] [CrossRef] [PubMed]
- Bosch Rexroth. Pressure and Flow Control System SYDFED-2X. Available online: https://www.boschrexroth.com/ics/cat/?cat=Industrial-Hydraulics-Catalog&m=DE&u=si&o=Desktop&p=p770607&pi=3E000602-D83B-2699-6B9A5491BC66AA3A_ICS_82 (accessed on 10 June 2019).
- Cornell, C. Dynamic simulation of a hydrostatically propelled vehicle. SAE Trans. 1981, 3903–3923. [Google Scholar] [CrossRef]
- Buchroithner, A.; Wegleiter, H.; Schweighofer, B. Flywheel Energy Storage Systems Compared to Competing Technologies for Grid Load Mitigation in EV Fast-Charging Applications. In Proceedings of the 27th International Symposium on Industrial Electronics, Cairns, Australia, 13–15 June 2018. [Google Scholar] [CrossRef]
- Kapoor, R.; Parveen, C.M. Comparative study on various KERS. In Proceedings of the World Congress on Engineering, London, UK, 3–5 July 2013. [Google Scholar]
- Druten, R.M. Transmission Design of the Zero Inertia Powertrain. Ph.D. Thesis, Technische Univ. Eindhoven, Eindhoven, The Netherlands, 2001. [Google Scholar] [CrossRef]
- Hilton, J. Flybrid systems—Mechanical hybrid systems. In Proceedings of the Engine Expo 2008, Stuttgart, Germany, 6–8 May 2008. [Google Scholar]
- Diego-Ayala, U.; Martinez-Gonzalez, P.; McGlashan, N.; Pullen, K.R. The mechanical hybrid vehicle: An investigation of a flywheel-based vehicular regenerative energy capture system. Proc. Inst. Mech. Eng. Part D J. Autom. Eng. 2008, 222, 2087–2101. [Google Scholar] [CrossRef]
- Deakin, A.J. Low Carbon Vehicle Event 2015. High Performance and Low CO2 from a Flybrid® Mechanical Kinetic Energy Recovery System. Available online: http://past.cenex-lcv.co.uk/2015/assets/downloads/lcv2015-presentations/seminar-dome-pm-svt/andrew-deakin.pdf (accessed on 10 September 2019).
- Read, M. Flywheel Energy Storage Systems for Rail. Ph.D. Thesis, Imperial College London, London, UK, 2010. [Google Scholar] [CrossRef]
- Read, M.; Smith, R.A.; Pullen, K.R. Optimisation of flywheel energy storage systems with geared transmission for hybrid vehicles. Mech. Mach. Theory 2015, 87, 191–209. [Google Scholar] [CrossRef]
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Authors | Year | ERS Type | Storage Capacity | Energy Savings | Comments |
|---|---|---|---|---|---|
| Kanezawa [8] | 2001 | Electrical | - | 35% | First, study the application of energy recovery technology in construction machinery. |
| Wang [10] | 2013 | Electrical | Ultracapacitor, 7.5 F, 0–400 V | 17% | An electrical ERS is used to realize pressure compensation and energy recovery. |
| Lin [12] | 2012 | Electrical | Ultracapacitor, 7.5 F, 0–400 V | 41% | An accumulator is used as temporary energy storage component. |
| Chen [13] | 2019 | Electrical | Ultracapacitor, 40 F, 280–420 V | 58% | |
| Yu [14] | 2019 | Electrical | Battery | 33.8% to 57.4% | The hydraulic motor is installed between the cylinder and the main valve. |
| Minav [15,16] | 2012 | Electrical | Battery and ultracapacitor 63 F, 125 V | 54% | They provided analyses of different ERSs from the energy efficiency perspective based on a forklift. |
| Bruun [18] | 2002 | Hydraulic | Accumulator | 37% | A motor and a transition cylinder are used to charge the accumulator. |
| Quan [19,20] | 2018 | Hydraulic | Accumulator, 240 L; 20 L | 49.1% and 70.9% | Adding a counterbalance cylinder to the baseline system or using a three-chamber cylinder instead of a conventional one. |
| Zhou [21] | 2017 | Hydraulic | Accumulator, 10 L, 50 L, and 100 L | Up to 50% | A scheme of the closed hydraulic system of excavator using a three-chamber hydraulic cylinder and accumulator. |
| Liang [22] | 2001 | Hydraulic | Accumulator | 18% | Based on a crane with load sensing system. |
| Minav [16] | 2014 | Hydraulic | Accumulator, 4 L | 45% | - |
| Zhang [23] | 2017 | Hydraulic | Accumulator | 50% | A concept of direct driven hydraulics drive is proposed. |
| Component | Parameters | Value |
|---|---|---|
| Boom cylinder | Piston diameter [mm] | 90 |
| Rod diameter [mm] | 53 | |
| Stroke [m] | 0.6 | |
| Number of cylinders | 1 | |
| Maximum recyclable energy [kJ] | 22.6 |
| Component | Parameters | Value |
|---|---|---|
| Boom cylinder | Piston diameter (mm) | 90 |
| Rod diameter (mm) | 53 | |
| Stroke (m) | 0.6 | |
| Viscous friction coefficient [N/(m/s)] | 800 | |
| Stiction force (N) | 600 | |
| Coulomb friction force (N) | 600 | |
| Flywheel | Moment of inertia kg m2) | 1.03 |
| Viscous damping coefficient [N·m/(rev/min)] | 0.001 |
| Parameters | FERS 1 | FFERS 2 | Units | Improvement |
|---|---|---|---|---|
| Maximum displacement | 71 | 28 | mL/rev | 71% |
| Mass | 43.3 | 19.3 | kg | 55% |
| Moment of inertia | 0.0083 | 0.0017 | kg m2 | N.A. |
| Maximum rotational speed | 2200 | 3000 | rev/min | 36% |
| Mechanical efficiency | 0.87 | 0.95 | - | 8% |
| Volumetric efficiency | 0.95 | 0.93 | - | −2% |
| Total efficiency | 0.83 | 0.88 | - | 5% |
| Dimensions L × W × H | 426 × 301 × 404 | 378 × 235 × 310 | mm | 47% |
| Price | 3400 | 2200 | $ | 35% |
| No. | Displacement (mL/rev) | Mass (kg) | Nominal Rotational Speed [rev/min] | Moment of Inertia (kg m2) |
|---|---|---|---|---|
| 1 | 18 | 19.3 | 3300 | 0.00093 |
| 2 | 23 | 22.3 | 3000 | 0.0017 |
| 3 | 28 |
| Name | Upward Displacement of Boom Cylinder (m) | Downward Displacement of Boom Cylinder (m) | Overall Efficiency (%) | Energy Efficiency Improvement |
|---|---|---|---|---|
| FERS 1 | 0.332 | 0.6 | 55 | - |
| FFERS 2 | 0.375 | 62 | 13% |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, J.; Zhao, J.; Zhang, X. A Novel Energy Recovery System Integrating Flywheel and Flow Regeneration for a Hydraulic Excavator Boom System. Energies 2020, 13, 315. https://doi.org/10.3390/en13020315
Li J, Zhao J, Zhang X. A Novel Energy Recovery System Integrating Flywheel and Flow Regeneration for a Hydraulic Excavator Boom System. Energies. 2020; 13(2):315. https://doi.org/10.3390/en13020315
Chicago/Turabian StyleLi, Jiansong, Jiyun Zhao, and Xiaochun Zhang. 2020. "A Novel Energy Recovery System Integrating Flywheel and Flow Regeneration for a Hydraulic Excavator Boom System" Energies 13, no. 2: 315. https://doi.org/10.3390/en13020315
APA StyleLi, J., Zhao, J., & Zhang, X. (2020). A Novel Energy Recovery System Integrating Flywheel and Flow Regeneration for a Hydraulic Excavator Boom System. Energies, 13(2), 315. https://doi.org/10.3390/en13020315