Laboratory Model Studies on the Drying Efficiency of Transformer Cellulose Insulation Using Synthetic Ester


Abstract
:1. Introduction
2. Drying Methods for Cellulose Insulation
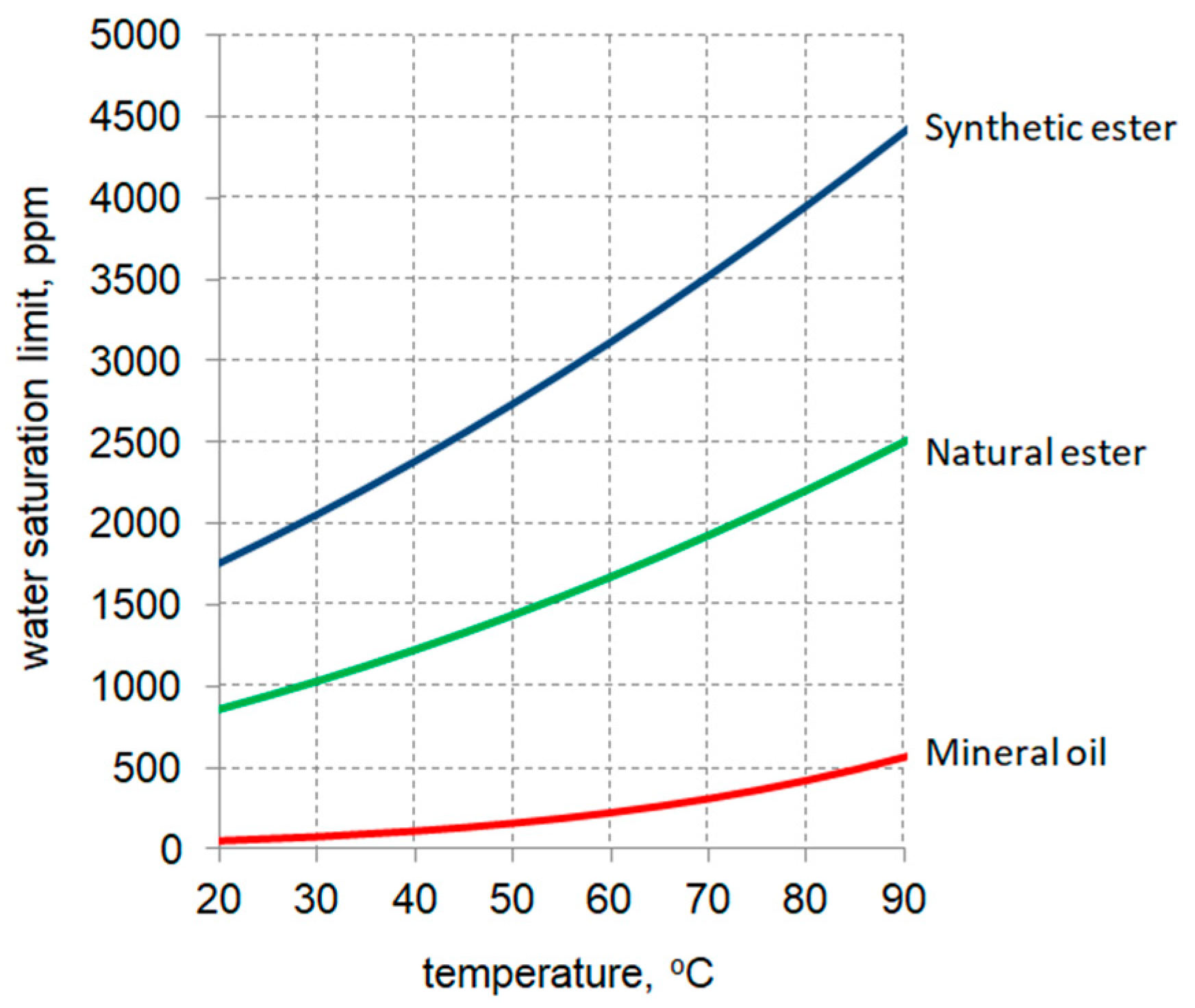
3. Drying Cellulose Insulation Using Synthetic Ester
4. Research Results and Discussion
4.1. Introduction
4.2. Sample Preparation
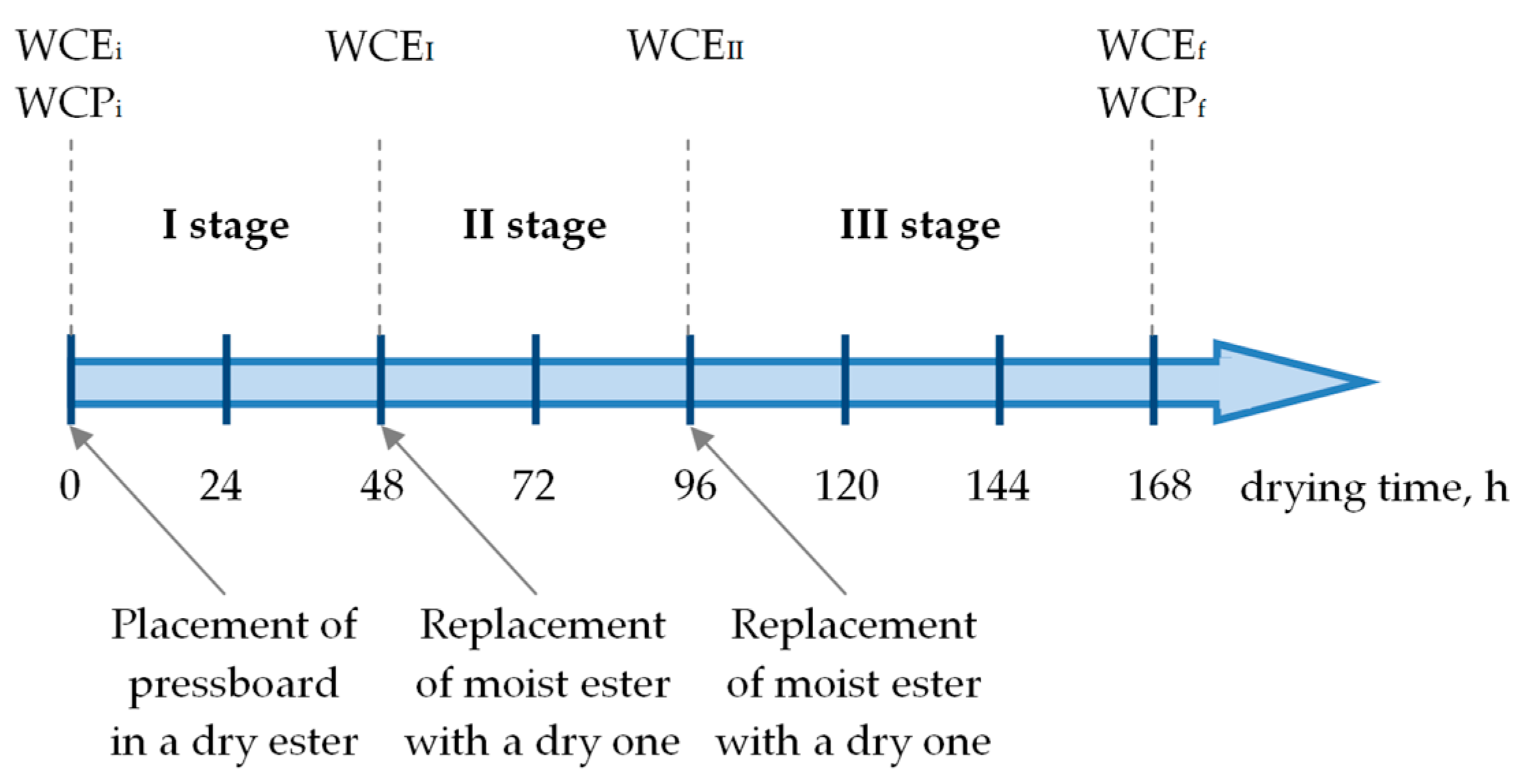
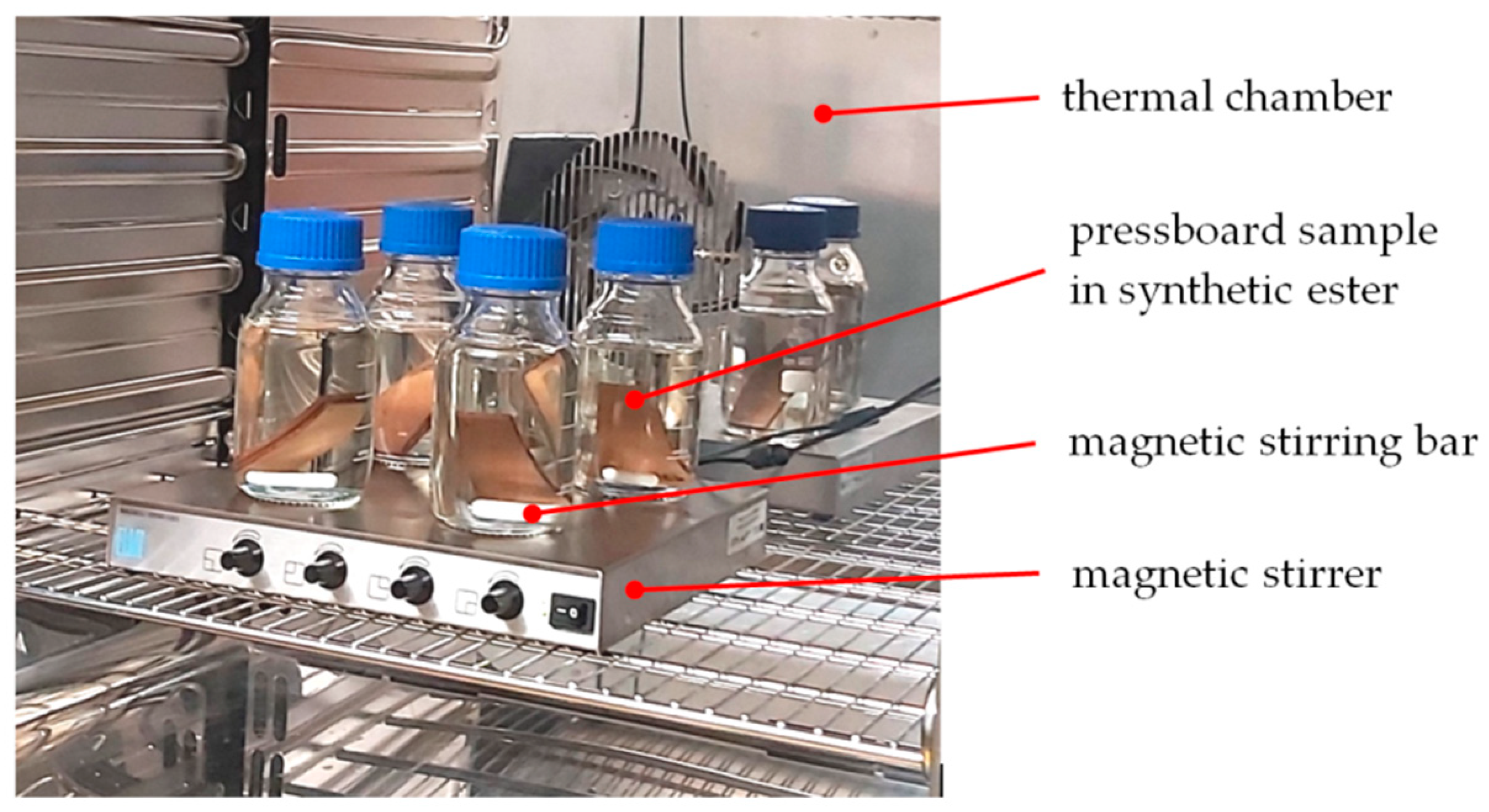
4.3. Expermental Procedure
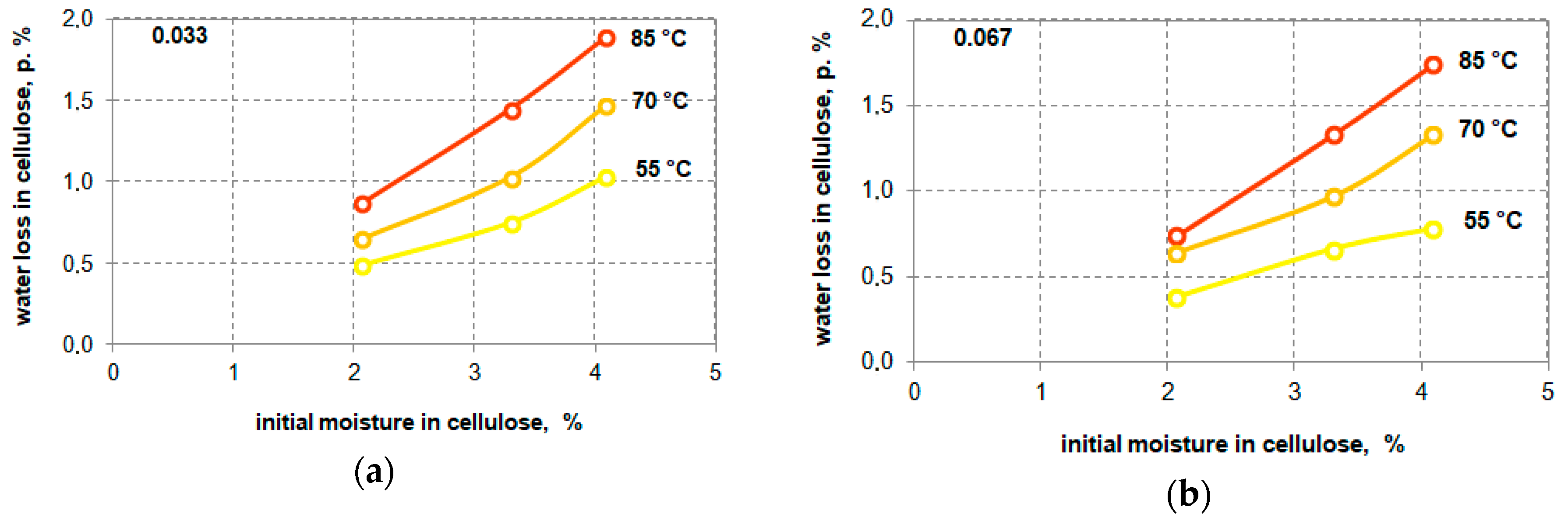
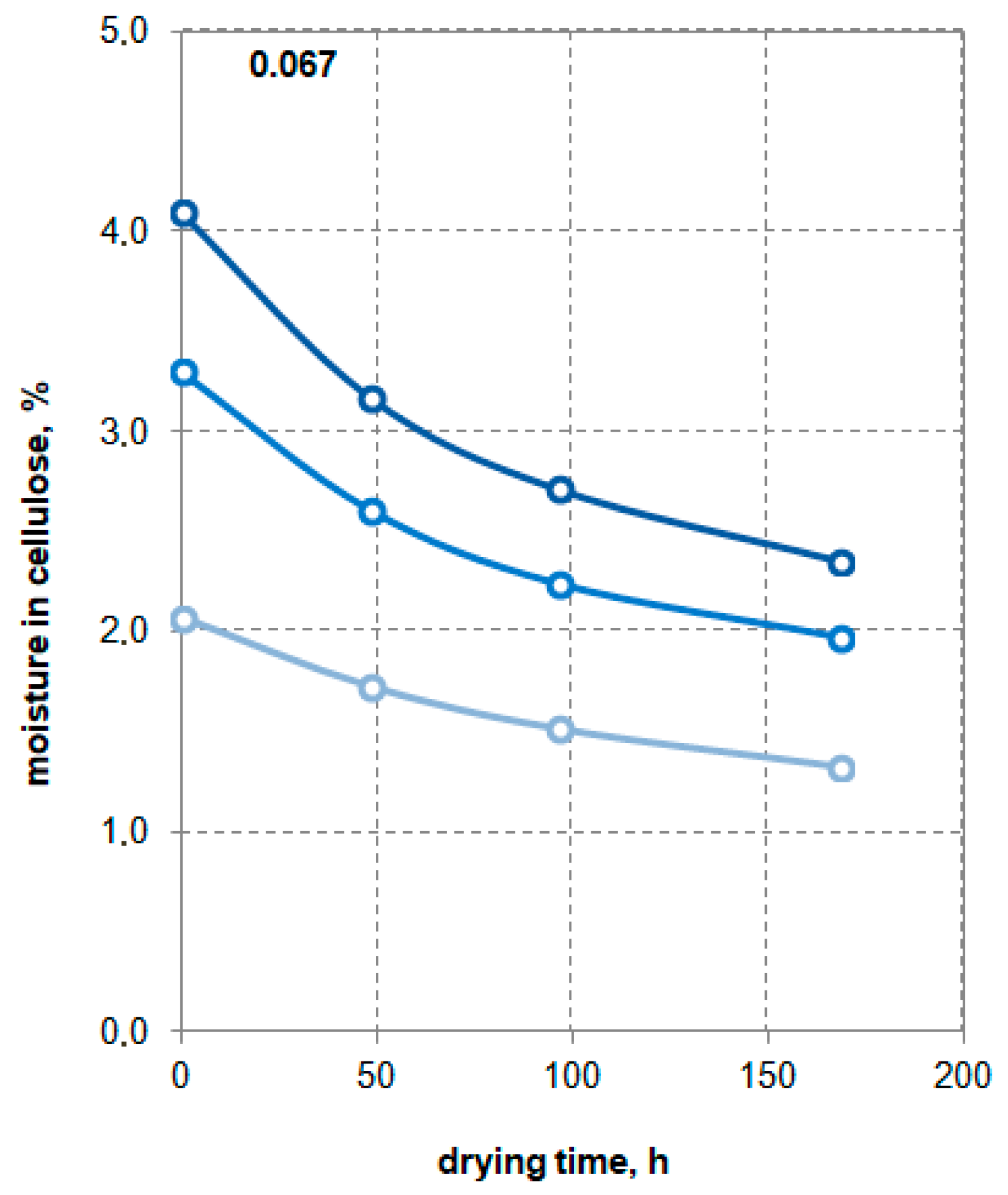
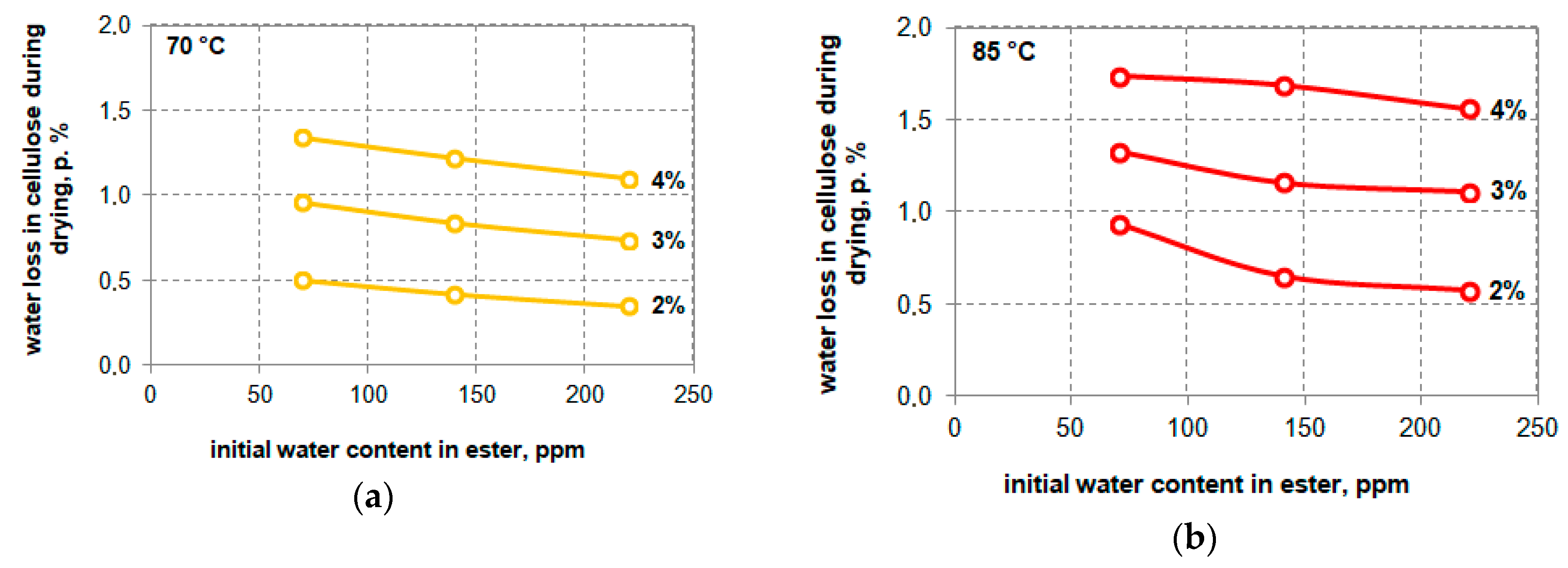
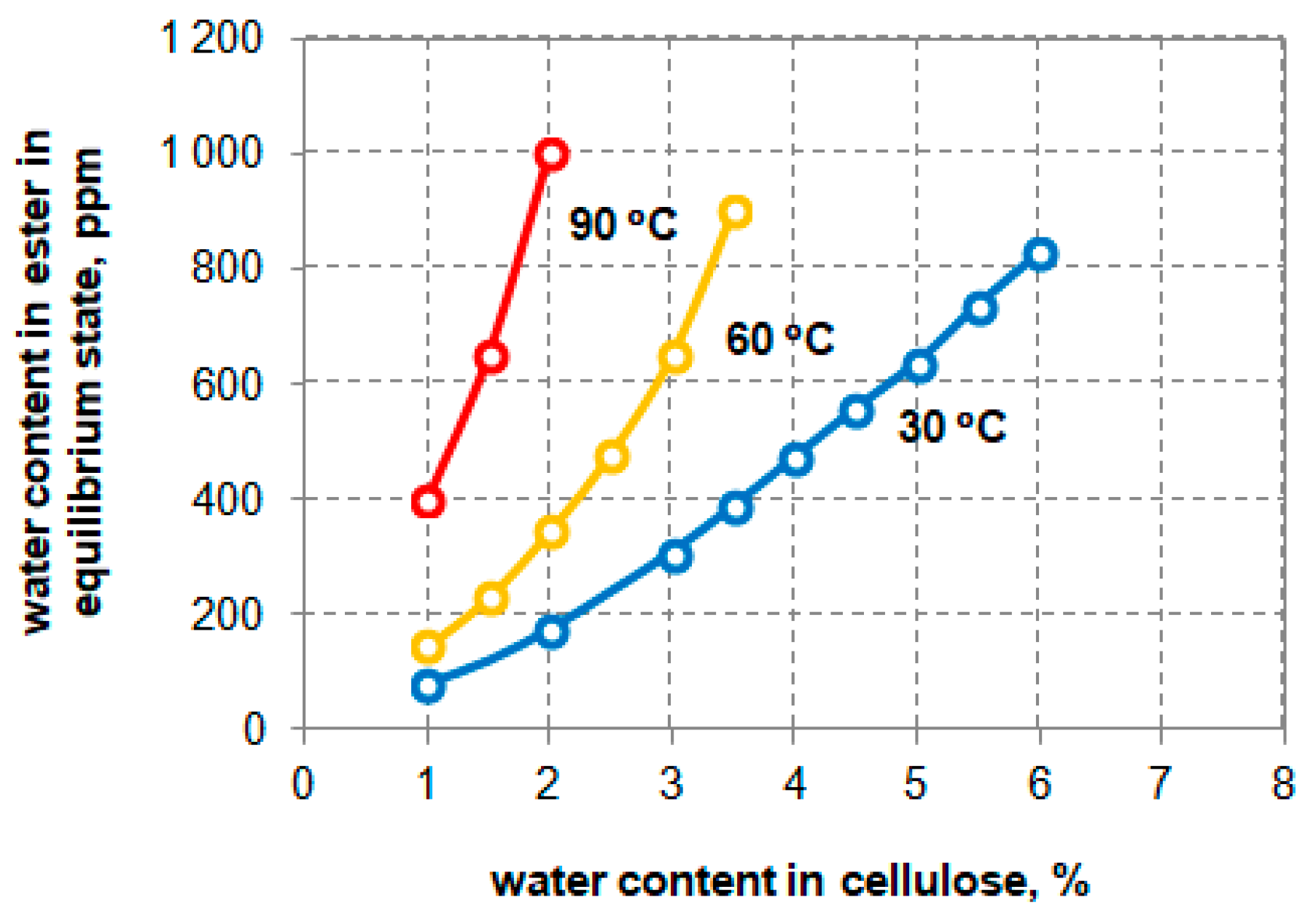
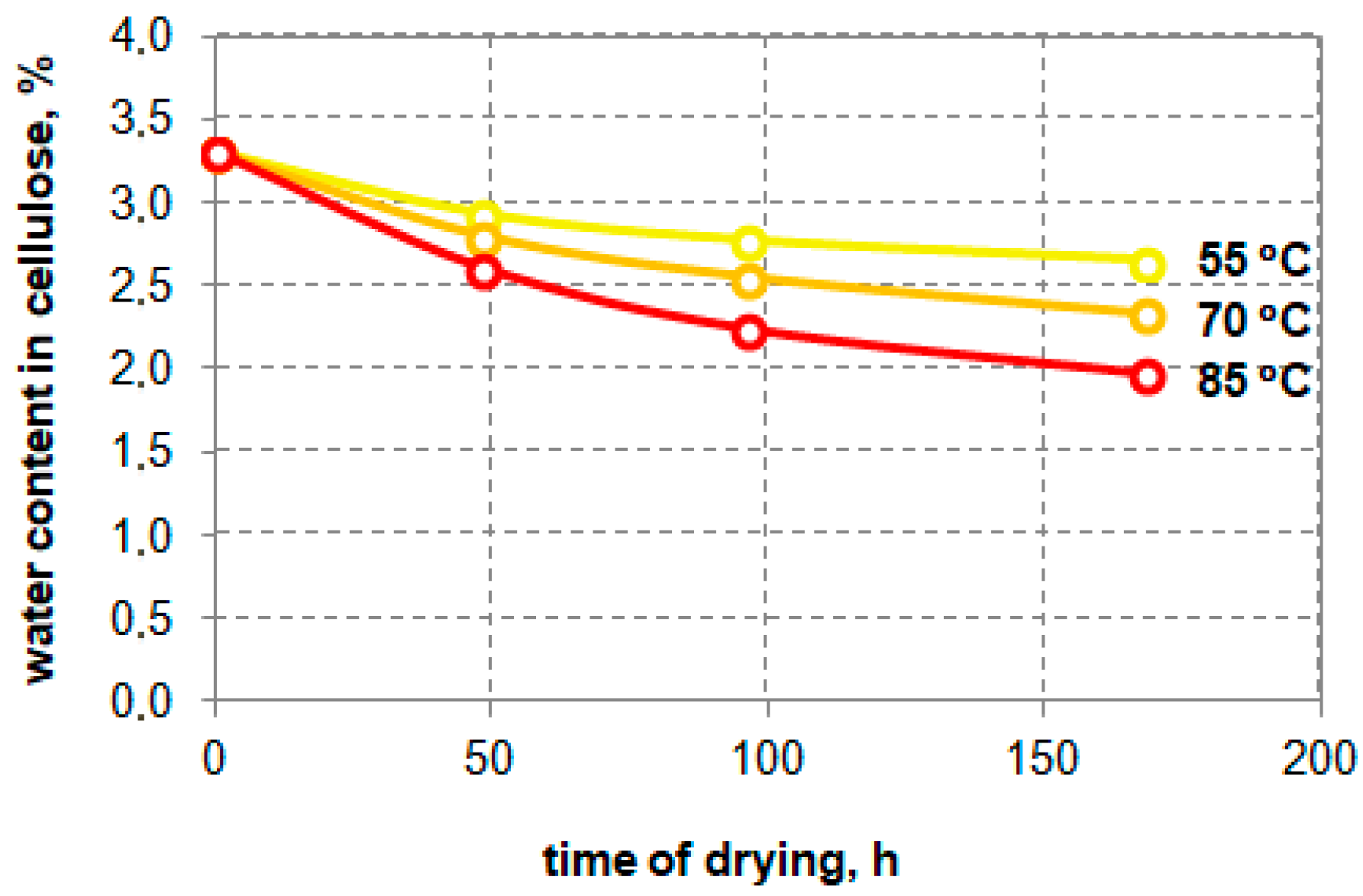
4.4. Investigation Results
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Moser, H.P.; Dahinden, V. Transformerboard; Scientia Electra: Vermont, VT, USA, 1979; pp. 1–120. [Google Scholar]
- Athanassatou, H.; Duart, J.C.; Perrier, C.; Sitar, I.; Walker, J.; Claiborne, C.; Boche, T.; Cherry, D.; Darwin, A.; Gockenbach, E.; et al. Experiences in Service with New Insulating Liquids; Cigré Technical Brochure 436; International Council on Large Electric Systems (CIGRE): Paris, France, 2010. [Google Scholar]
- Gielniak, J.; Graczkowski, A.; Moranda, H.; Przybylek, P.; Walczak, K.; Nadolny, Z.; Moscicka-Grzesiak, H.; Feser, K.; Gubanski, S.M. Moisture in cellulose insulation of power transformers—Statistics. IEEE Trans. Dielectr. Electr. Insul. 2013, 20, 982–987. [Google Scholar] [CrossRef]
- IEEE Std. 62-1995. IEEE Guide for Diagnostic Field Testing of Electric Power Apparatus—Part 1: Oil Filled Power Transformers, Regulators, and Reactors; IEEE: Piscataway, NJ, USA, 1995. [Google Scholar] [CrossRef]
- Oommen, T.V.; Lindgren, S.R. Bubble evolution from transformer overload. In Proceedings of the Transmission and Distribution Conference Exposition, Atlanta, GA, USA, 2 November 2001; pp. 137–142. [Google Scholar] [CrossRef]
- Przybylek, P. Investigations of the temperature of bubble effect initiation oil-paper insulation. Prz. Elektrotechniczny 2010, 86, 166–169. [Google Scholar]
- Walczak, K. Drying Methods of Power Transformer’s Solid Insulation in the Place of its Installation. In Proceedings of the International Transformer Conference Transformator’13, Gdansk, Poland, 6–8 June 2013; pp. 1–9. [Google Scholar]
- Koestinger, P.; Aronsen, E.; Boss, P.; Rindlisbacher, G. Practical Experience with the Drying of Power Transformers in the Field, Applying the LFH Technology; International Council on Large Electric Systems (CIGRE): Paris, France, 2004. [Google Scholar]
- Przybylek, P. Water saturation limit of insulating liquids and hygroscopicity of cellulose in aspect of moisture determination in oil-paper insulation. IEEE Trans. Dielectr. Electr. Insul. 2016, 23, 1886–1893. [Google Scholar] [CrossRef]
- Przybylek, P. Drying transformer cellulose insulation by means of synthetic ester. IEEE Trans. Dielectr. Electr. Insul. 2017, 24, 2643–2648. [Google Scholar] [CrossRef]
- Przybylek, P.; Moranda, H.; Moscicka-Grzesiak, H.; Szczesniak, D. Application of Synthetic Ester for Drying Distribution Transformer Insulation—The Influence of Cellulose Thickness on Drying Efficiency. Energies 2019, 12, 3874. [Google Scholar] [CrossRef] [Green Version]
- IEC 60814. Insulating Liquids—Oil-Impregnated Paper and Pressboard—Determination of Water by Automatic Coulometric Karl Fischer Titration; International Electrotechnical Commission (IEC): Geneva, Switzerland, 1997. [Google Scholar]
- Bosigner, J. The Use of Low Frequency Heating Techniques in the Insulation Drying Process for Liquid Filled Small Power Transformers. In Proceedings of the 2001 IEEE/PES Transmission and Distribution Conference and Exposition Developing New Perspectives, Atlanta, GA, USA, 2 November 2001; pp. 688–692. [Google Scholar] [CrossRef]
- Przybylek, P. A new concept of applying methanol to dry cellulose insulation at the stage of manufacturing a transformer. Energies 2018, 11, 1658. [Google Scholar] [CrossRef] [Green Version]
- Betie, A.; Meghnefi, F.; Fofana, I.; Yeo, Z. Modeling the insulation paper drying process from thermogravimetric analyses. Energies 2018, 11, 517. [Google Scholar] [CrossRef] [Green Version]
- Villarroel, R.; Garcia, B.; Garcia, D.F.; Burgos, J.C. Assessing the use of natural esters for transformer field drying. IEEE Trans. Power Deliv. 2004, 29, 1894–1900. [Google Scholar] [CrossRef]
- Garcia, D.F.; Villarroel, R.; Garcia, B.; Burgos, J.C. Effect of the thickness on the water mobility inside transformer cellulose insulation. IEEE Trans. Power Deliv. 2016, 31, 955–962. [Google Scholar] [CrossRef]
- Garcia, D.F.; Garcia, B.; Burgos, J.C. A review of moisture diffusion coefficients in transformer solid insulation-part 1: Coefficients for paper and pressboard. IEEE Electr. Insul. Mag. 2013, 29, 46–54. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Assumed Water Content in Samples (%) | Drying Conditions (Vacuum Chamber) | Moisture Conditions (Climatic Chamber *) | Mineral Oil Impregnation Conditions (Vacuum Chamber) | Stabilization Conditions (Climatic Chamber *) | Water Content in Samples Determined by KFT (%) |
|---|---|---|---|---|---|
| 2 | T = 85–95 °C p = 0.2–0.4 mbar t = 26–29 h | T = 80 °C | T = 80 °C | T = 80 °C | 2.07 |
| RH = 10% | p = 60 mbar | RH = 10% | |||
| t = 264 h | t = 15 min | t = 144 h | |||
| 3 | T = 40 °C | T = 40 °C | T = 40 °C | 3.32 | |
| RH = 12% | p = 8 mbar | RH = 12% | |||
| t = 150 h | t = 15 min | t = 144 h | |||
| 4 | T = 40 °C | T = 40 °C | T = 40 °C | 4.09 | |
| RH = 21% | p = 10 mbar | RH = 21% | |||
| t = 316 h | t = 15 min | t = 144 h |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Przybylek, P.; Moranda, H.; Moscicka-Grzesiak, H.; Cybulski, M. Laboratory Model Studies on the Drying Efficiency of Transformer Cellulose Insulation Using Synthetic Ester. Energies 2020, 13, 3467. https://doi.org/10.3390/en13133467
Przybylek P, Moranda H, Moscicka-Grzesiak H, Cybulski M. Laboratory Model Studies on the Drying Efficiency of Transformer Cellulose Insulation Using Synthetic Ester. Energies. 2020; 13(13):3467. https://doi.org/10.3390/en13133467
Chicago/Turabian StylePrzybylek, Piotr, Hubert Moranda, Hanna Moscicka-Grzesiak, and Mateusz Cybulski. 2020. "Laboratory Model Studies on the Drying Efficiency of Transformer Cellulose Insulation Using Synthetic Ester" Energies 13, no. 13: 3467. https://doi.org/10.3390/en13133467
APA StylePrzybylek, P., Moranda, H., Moscicka-Grzesiak, H., & Cybulski, M. (2020). Laboratory Model Studies on the Drying Efficiency of Transformer Cellulose Insulation Using Synthetic Ester. Energies, 13(13), 3467. https://doi.org/10.3390/en13133467