1. Introduction
Energy as well as resources promote the sustainable existence of the Earth and mankind by supporting industrial productions and household consumptions. In a long history, non-renewable energy sources, i.e., coal, oil, and natural gas, account for the backbone of world’s energy supplies, which may continue for the foreseeable future. The fast and vast consumption of those sources in constructions, industries, and household utilities has shown an increasing crisis for the next generations without adequate options available [
1].
In reducing the global dependency on fossil fuels, renewable bioenergy sources, e.g., agricultural or wood industry residues, may provide flexible alternative solutions [
2]. Depending on solar energy, the planet produces tremendous quantities of plant-based bioresources annually, which can supply green bioenergy, e.g., as biofuels. The estimated production capacity of biomaterials on Earth reaches up to 1.1 × 10
21 tons, which, however, is utilized at a small scale and low technical levels. As an example, the worldwide production of rice straw is approximately 8–10 × 10
8 tons per year [
3]. In China, the annual production of rice and wheat straws reaches about 3–4 × 10
8 tons, 65% of which is normally being utilized as so-called “4Fs”, i.e., fodder for animals or microorganisms (e.g., mushroom cultivation), fertilizer for plants (still a global challenge considering the long natural decomposition durations), feedstock for industries (e.g., strawboard, pulping, and paper), and fuels (for household and industries). The remaining are burnt insitu for nothing but lead to air pollution and greenhouse gases [
4,
5]. From 2003 to 2013, the crop residue production and its energy potential in the world rose by 1208 MT and 19,328 MBTU, respectively, which equals 487.38 tons of oil [
6].
Matsumura et al. [
7] investigated the feasibility of using agricultural residues in Japan, mainly rice straw and rice husk, as an energy source. The potential energy quantity is assumed to achieve 3.8 billion kWh of electricity per year even at a low heat acquisition efficiency rate of 7%. The doubled electricity price, however, hinders the prompt promotion process, which needs both financial incentives and innovated technologies to enable the effective use of agricultural residue abroad. Dhakate et al. converted rice straw into biochar by torrefaction process, which had the calorific value equivalent to that of bituminous coal used in thermal power plants [
8].
Bio-residues such as rice straws or wood processing residues are produced in a dispersive manner, unlike concentrated fossil fuels through millenniums of natural deposition process. In that context, biomass densification technology may facilitate the transportation, storage, and handling processes of those raw materials, leading to denser solids (pellets, briquettes, or sticks) with tremendously higher energy intensity. Simultaneously, explosion risks in incineration of some pulverized biofuels, e.g., wood sanding powders, at a closed burning environment may be avoided [
9]. Chou et al. fabricated solid fuel briquette from rice straw and bran [
10]. They found that the rice bran increased the heat value and decreased the thermo-energy used to compress the briquette. Stasiak et al. investigated the mechanical and combustion properties of pellets made of pine sawdust mixed with wheat and rapeseed straws, disclosing that the mechanical and combustion parameters are proportion-dependent [
11]. Yerizam et al. experimented with hybrid biomass briquettes using rice straws and coconut shell residues, resulting in a calorific value of 18.2 MJ/Kg when two raw residues were added identically [
12].
Densified solid biofuels are usually fabricated by compression or extrusion procedures. The physic-mechanical performance of the products is determined by multiple factors like constituents, moisture content, unit size, binders (or not), and densification variables (forming pressure, and pellet mill and roll press variables) [
13,
14]. From a point of avoiding secondary environment pollution, binders normally are omitted. In that case, the morphology and moisture contents of the constituents, and the processing variables should be cautiously chosen so as to acquire adequately strong and durable densified products.
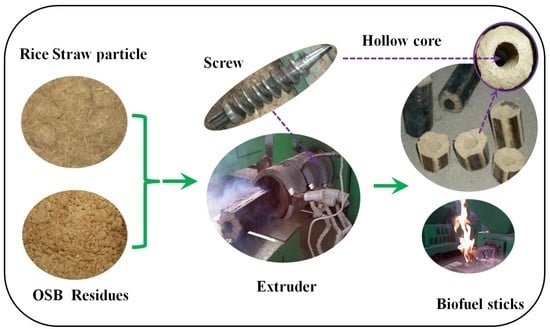
In this work, densified biofuel sticks were fabricated using rice straws and oriented strandboard (OSB) residues without any bonding agents. Various shapes, sizes, and combinations of raw materials were tried to detect the influences on physical and combustion properties of the products. The main goals of this work are to find alternative sustainable biofuel sources for non-renewable fuels from the rich industrial and agricultural plant fibrous residues.
3. Results
3.1. Density
Density is crucial in determining the mechanical unity of the solidified biofuel sticks in the case that no bonding agents are applied. Later analysis will further disclose that other properties of biofuel sticks are highly dependent on the density. From
Table 1, it is seen that all extruded solid biofuels have densities higher than 1.0 g/cm
3. Since the apparent densities of both poplar wood and rice straws (0.3–0.5 g/cm
3) are far lower than 1.0 g/cm
3, all the components must have been subjected to high compaction, with the micro voids (e.g., cell cavities, inter-cellular pores, etc.) eliminated pronouncedly. More information related to the action mechanism and model simulation of the biomass densification process can be referred to in lately published literature [
16]. During the mechanical extrusion process, remarked residual stresses are introduced and are transiently entrapped, and may be released with moisture aggression when solidified sticks are subjected to atmospheric exposure. In that context, the entrapped stresses act undesirably as a destroying factor to the solidified sticks.
Density of biofuel sticks is controllable and adjustable by a manner of changing units’ shapes, sizes, and proportions. The densest biofuel sticks were those made of combined materials of rice particles and OSB sanding powders, reaching a density level over 1.50 g/cm3. It seems that the small OSB sanding powders can be perfectly fixed by the fibrous-shaped straw particles, and the hybrid biofuels are more readily shaped. For powder-shaped units (i.e., Rs and Op), higher density levels appear necessary since they have weak inter-locking capability in comparison to the straw particles with larger and slender forms. Strawboard sanding powders, Rs, exhibit the weakest collecting performance, mostly due to the higher content of mineral substances.
3.2. Time-Dependent Moisture Content
The borne hydrophilicity of plant-based materials may readily introduce moisture into the extruded biofuels, leading to the gradual loosening and ultimate collapse of the physically-solidified products. All extruded products had a beginning moisture content of 0.32% to 2.73% and showed similar moisture increase tendencies along the conditioning process (
Figure 3 and
Figure 4). In accordance with
Figure 3 and
Figure 4, the moisture content can be mathematically depicted as a univariate quadratic polynomial function of conditioning time:
where IM(t)is the increased value of moisture content (%), t is conditioning time (h), and ‘a’, ‘b’, ‘c’ are constants (h
−1). In that case, the per hour increase rate of moisture content, R
MCI (h
−1), is a linear function of conditioning time:
Fitted values of ‘a’ and ‘b’ parameters were tabulated in
Table 1. It showed that the increase rate of moisture decreased (i.e., a < 0) although the degrees of moisture absorption increased continuously. In response, the
IM-t curves extend upwards following a flat-off tendency as conditioning treatment continues. In the end, after ten days of continuous conditioning, all biofuel sticks got swollen and looser, although collapse did not occur due to moisture aggression. Hence, biofuel sticks need cautious storage restricted from moist environments. For instance, a protective package with prominent water-resistance is essential.
3.3. Proximate Analysis
The combustibility and applicability of biofuels are determined by multiple factors including raw materials’ attributes and densification variables. Normally, agricultural residues feature higher contents of inorganic mineral components compared to virgin wood [
12], which may be improved through open-field leaching after cropping by natural precipitations [
17]. It is further noted that the shaped biofuels from both wood and rice straws exhibit much higher levels of incombustible substances (A
ad,
Table 1) than the raw materials themselves (e.g., normally lower than 4% for virgin wood). This may be attributed to the higher density levels caused by high-pressure compaction, which significantly hinders the complete incineration of all the materials involved following the standardized testing procedures. Accordingly, the biofuels may produce more ashes than coals and frequent ash-cleaning is essential.
Volatile substances are greatly beneficial in promoting combustion of the fuels with strong flames. From
Table 1, volatile contents (V
ad) of all extruded biofuels have similar results of 64.61–70.04%, with rice straw particles showing the highest value and OSB sanding powders showing the lowest. The characteristic values are much higher than those of various coals (10–45%). From this perspective, biomasses are preferably applicable as industrial fuels.
For all the biofuels fabricated herein, the overall contents of combustible substances, i.e., V
ad plus FC
ad, vary pronouncedly in a broad scope of 76.01–95.36%. This is crucial to determine an optimized option of raw materials. Among the 13 experimented cases (
Table 1), an interesting finding lies in the cases of rice straw–wood hybrid biofuels. A combination of OSB residues (sanding powders or screened-out fines) with rice straw particles releases higher V
ad plus FC
ad values (81.4–95.36%) in comparison to the Rp + Rs cases (78.53–81.02%) or products with a solo unit (Rp = 74.96, Rs = 77.58%, Op = 76.01%, or Osf = 80.51%). The evidently higher contents of fixed carbon contribute to the higher overall content of combustible substances. This information is valuable. As mentioned above (
Section 3.1 “Density”), rice straw particles with OSB powders are readily processed into solid fuels, reaching high densities (which means high energy intensity). The powder-shaped OSB residues act as a “filler” among fiber-shaped straw particles, like the rice bran units in Chou’s research [
10]. In such a system, rice straws should be controlled at a low percentage (e.g., 20% in this work).
Other than the intrinsic chemical compositions of rice straw or poplar wood, in this work, the composition of various units and density levels of the extruded products plays important roles as well in changing the proximate analysis results. For example, the content of fixed carbon (FC
ad) increases with higher densities of biofuel sticks (
Figure 5), which is readily understandable since more biomasses were involved.
3.4. Burning Rate
Burning rate is inversely correlated to the density of biofuel sticks (
Figure 5). Combustion was conducted mainly in the first ten-minute incineration test, the sticks losing weight at a rate of 0.60–1.18 g·min
−1 (
Table 1). The continuous two burning treatments brought slight weight loss with ignorable R
b values of 0.03–0.09 g·min
−1. This means that a feeding period of 10 min is needed for industrial heat production with solidified bioresources as fuels. To compare, the biofuels with mixed raw materials showed lower burning rates, which may benefit in decreasing feeding frequencies. As well, such a durable and controllable combustion pattern of solidified biofuels completely averts the explosion risks in closed combustion of wood or agricultural residual powders.
3.5. Calorific Value
Calorific values of wood or agricultural straws are mainly determined by their contents of carbon (heat value: 32.75 MJ/Kg) and hydrogen (heat value: 143 MJ/Kg) elements. As for rice straws, carbon and hydrogen account for 44.4% and 6.2%, respectively. In this case, the theoretical calorific value of rice straws applied in this research was 14.54 MJ/Kg, close to the measured value, 14.7 MJ/Kg. For poplar wood (OSB screened-out fines or sanding powders), the tested value was 17.3 MJ/Kg. Following the mixing rule of composites, hybrid biofuel sticks naturally have calorific values dependent on the compositions. As for a hybrid biofuel stick of 50:50 of rice straws and OSB screened-out fines, it may have an average calorific value of 16 MJ/Kg, equivalent to 54.7% of that from one kilogram of standardized solid coal. However, once the resource richness and environmental friendliness are considered, biofuels of rice straws and/or OSB residues have strong competency against coal.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}