Development Processes of Surface Trucking and Partial Discharge of Pressboards Immersed in Mineral Oil: Effect of Tip Curvatures


Abstract
:1. Introduction
2. Experimental Arrangement
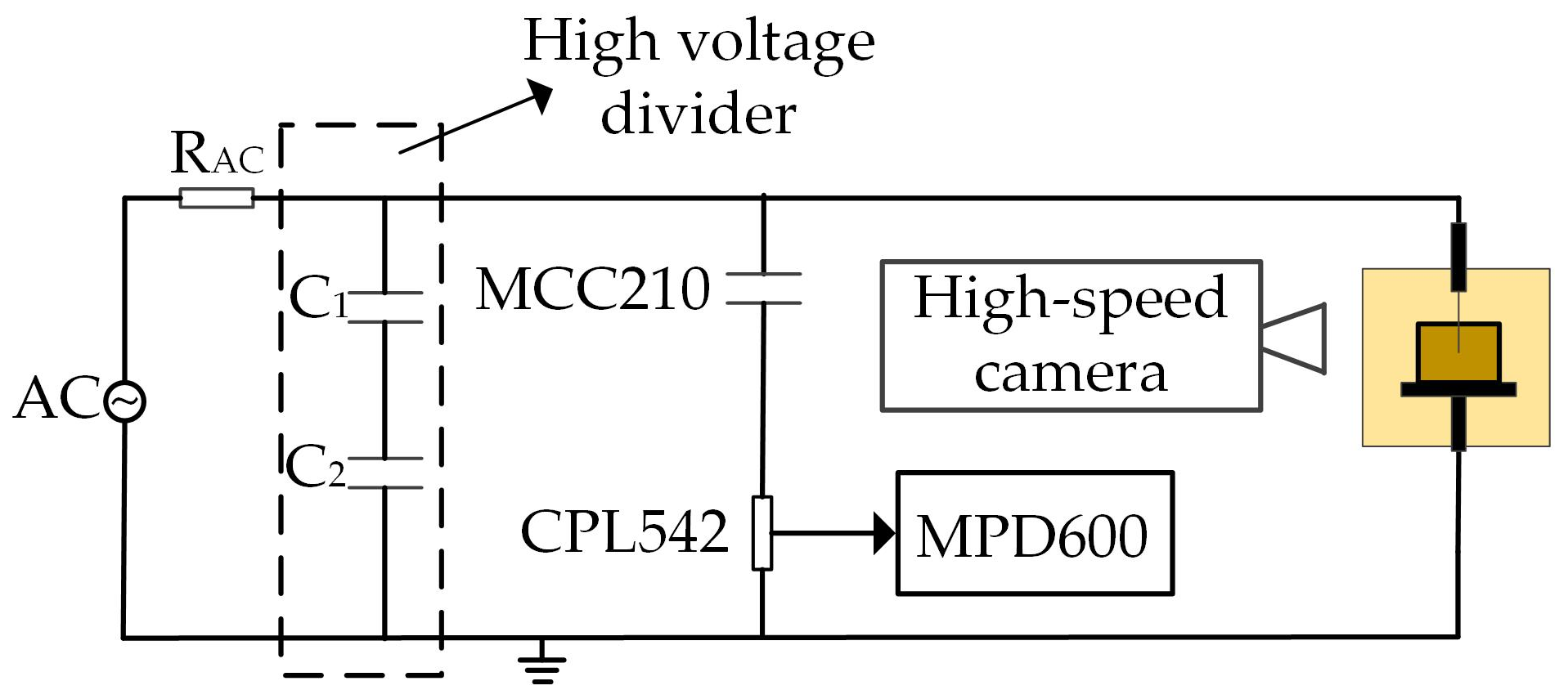
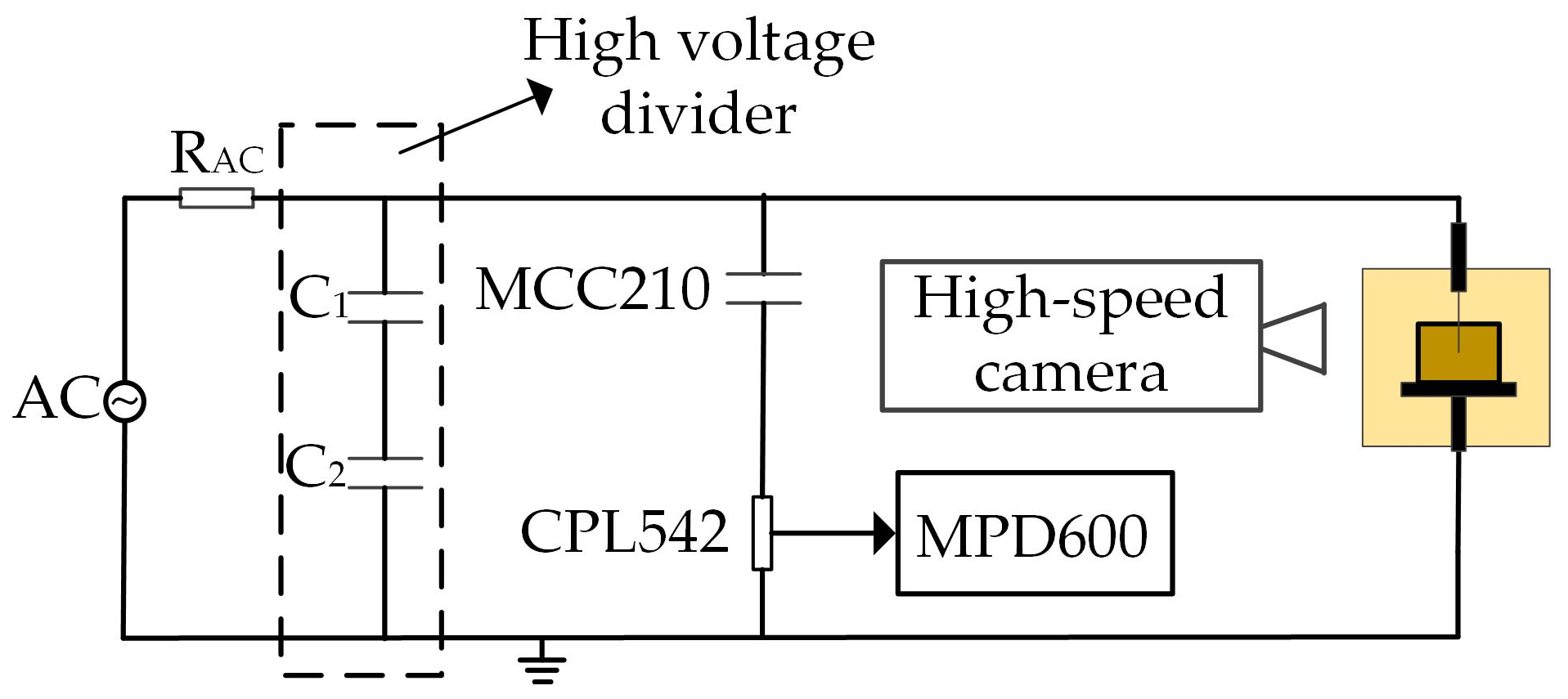
2.1. Experimental Setup
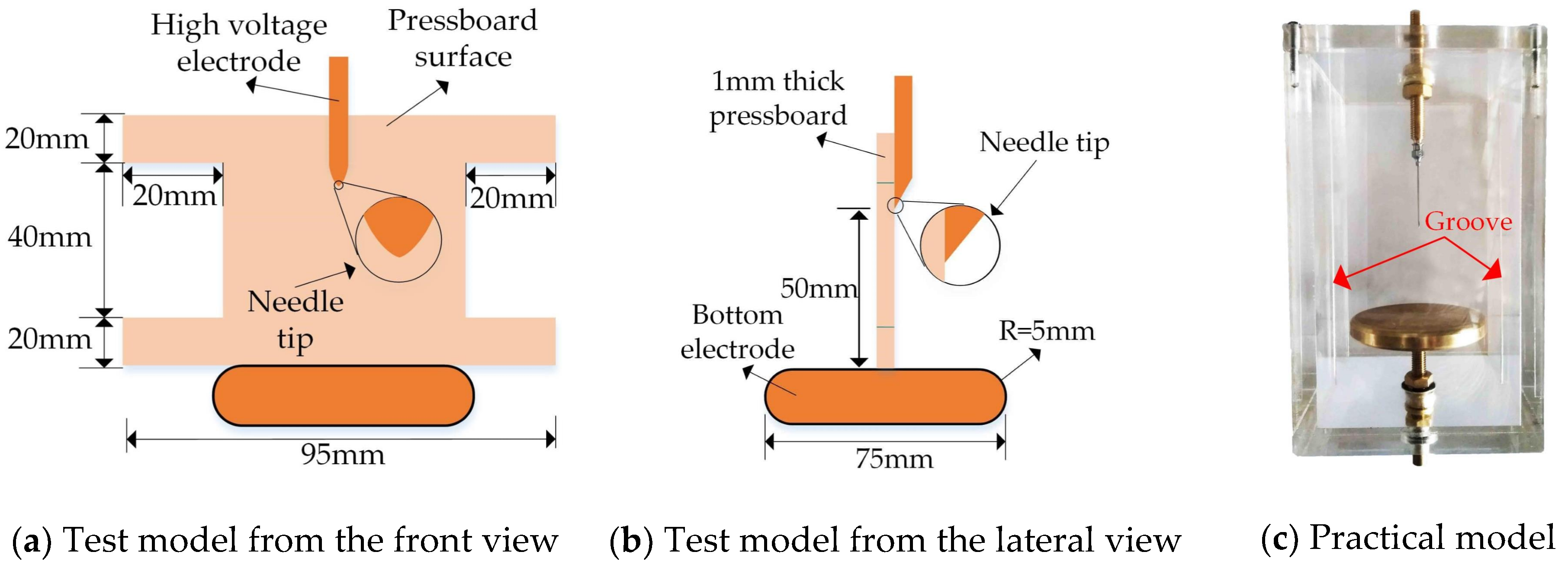
2.2. Test Model
2.3. Test Samples
3. Results and Discussion
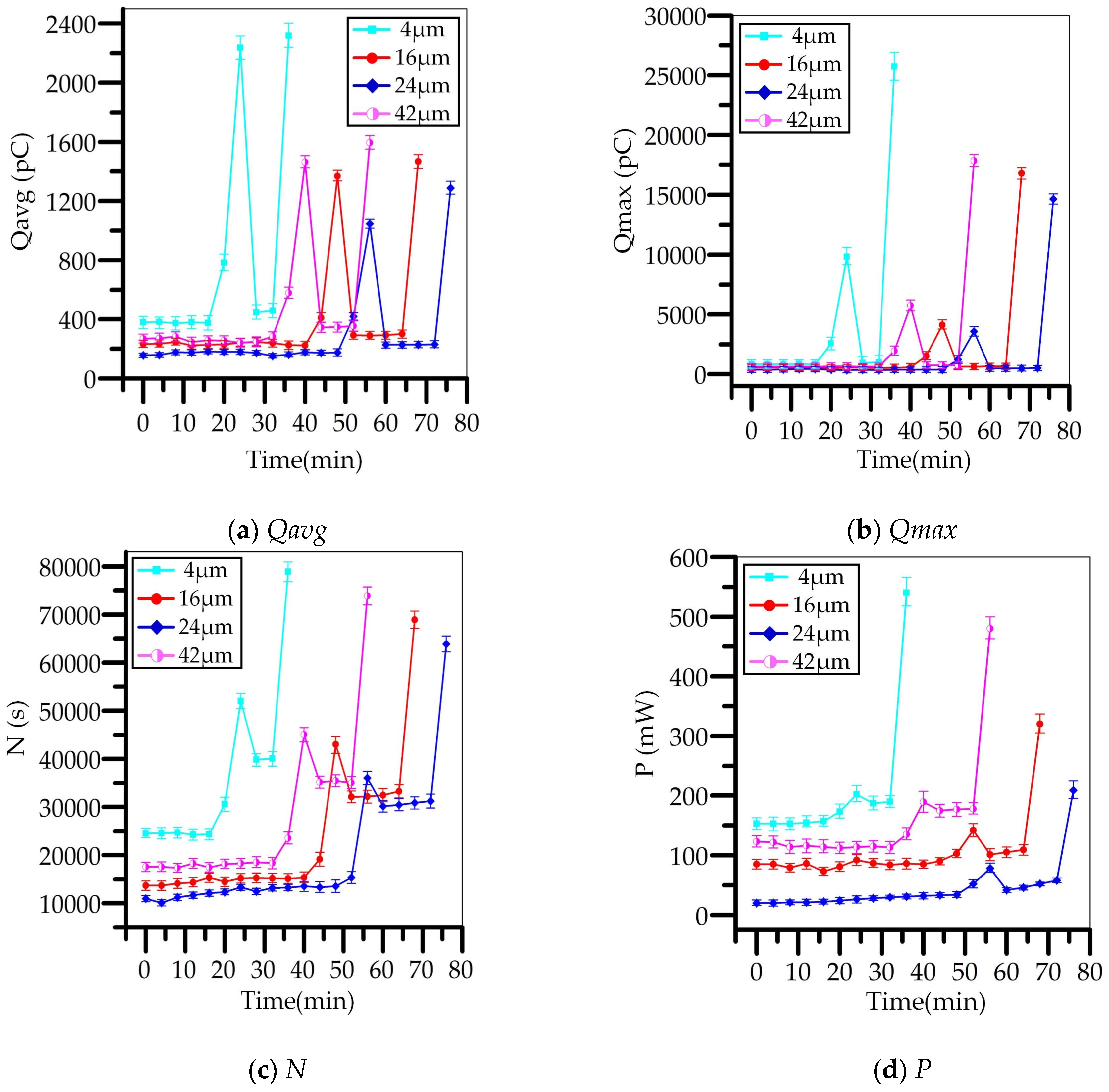
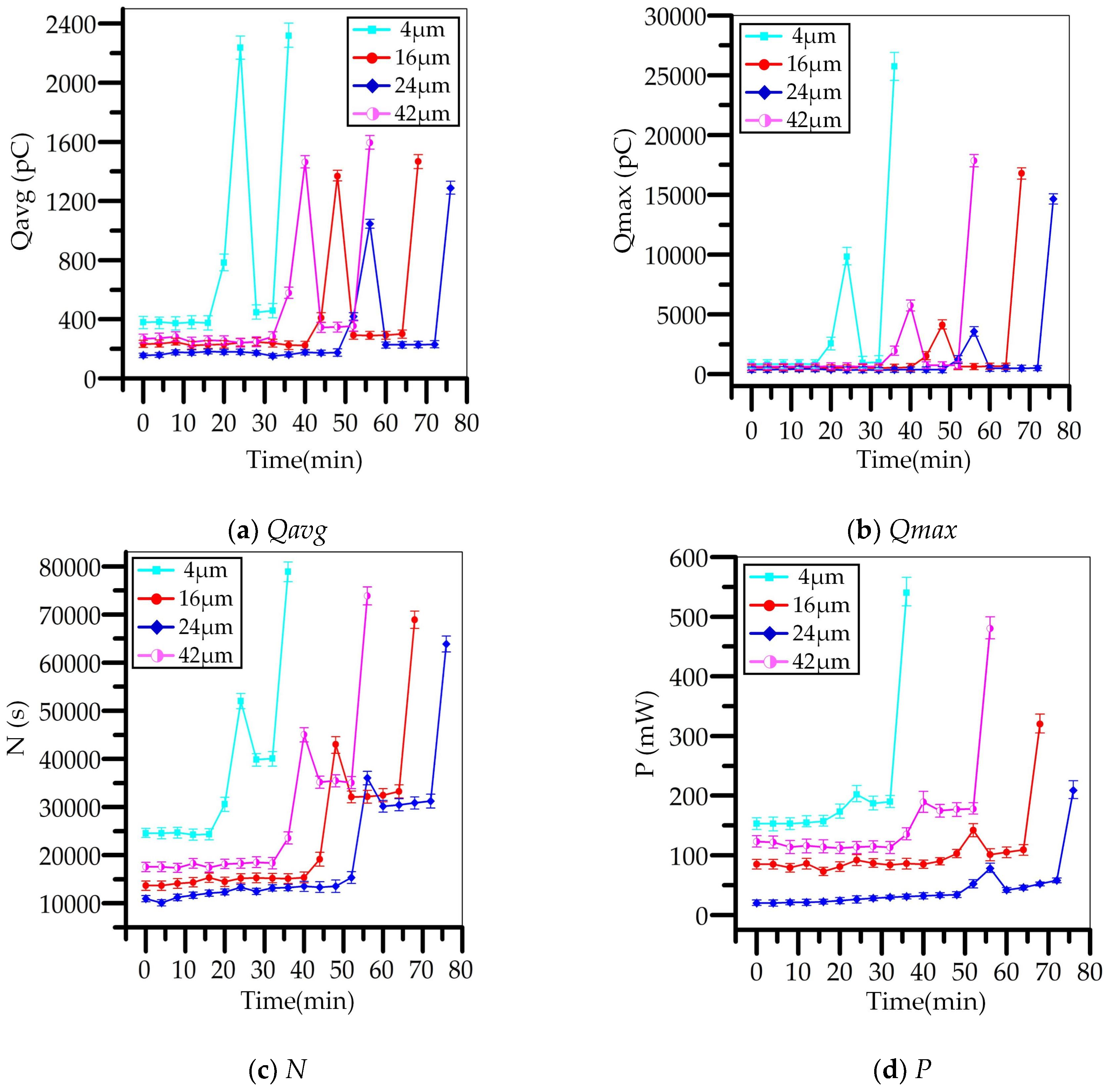
- Qavg: The average amplitude of apparent charges value.
- Qmax: The maximum amplitude of apparent charges value.
- N: The frequency of PDs per second.
- P: The power of apparent charges value.
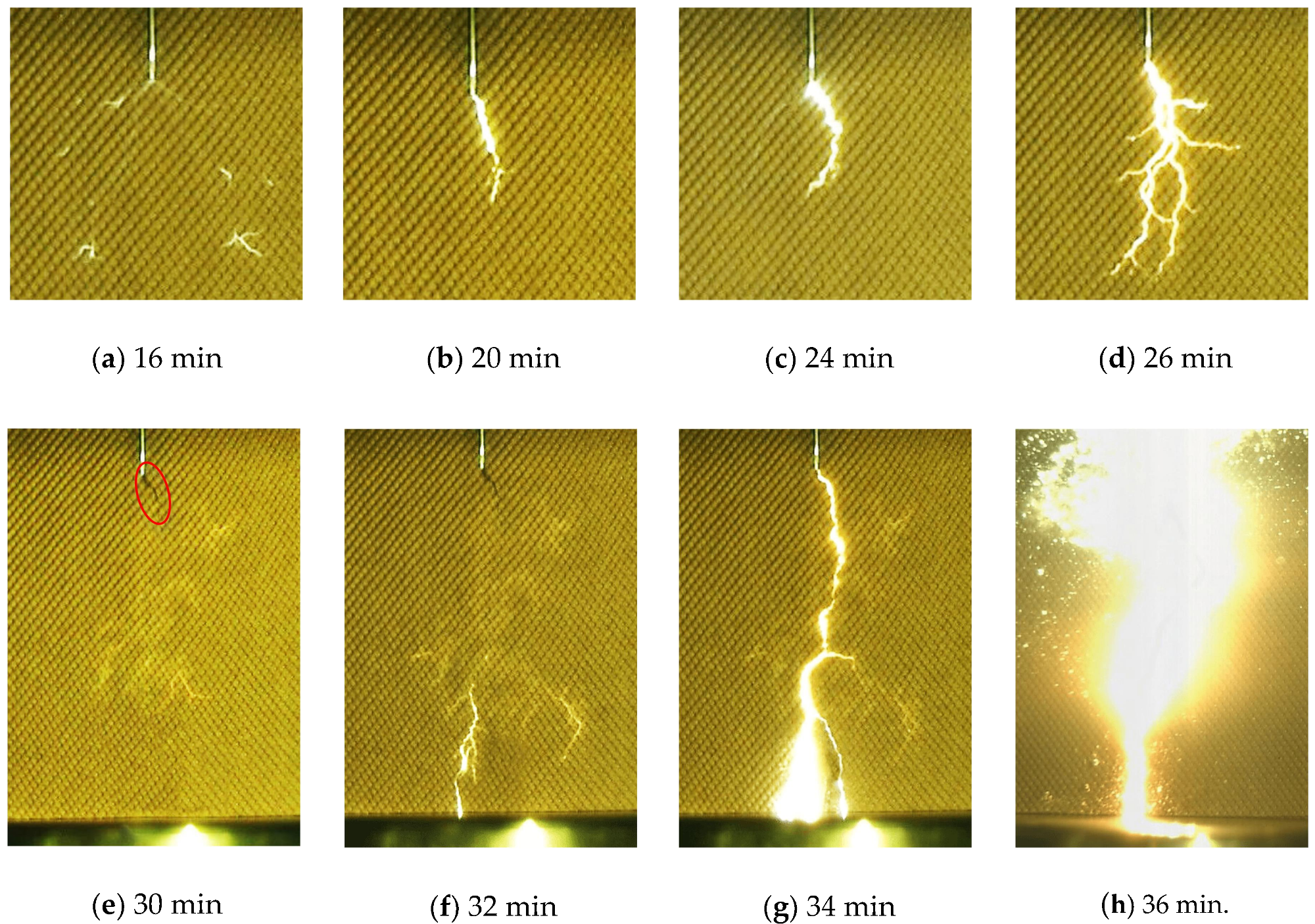
3.1. Development Process of the Surface Tracking under 4 μm Curvature
3.2. Development Process of the PD under 4 μm Curvature
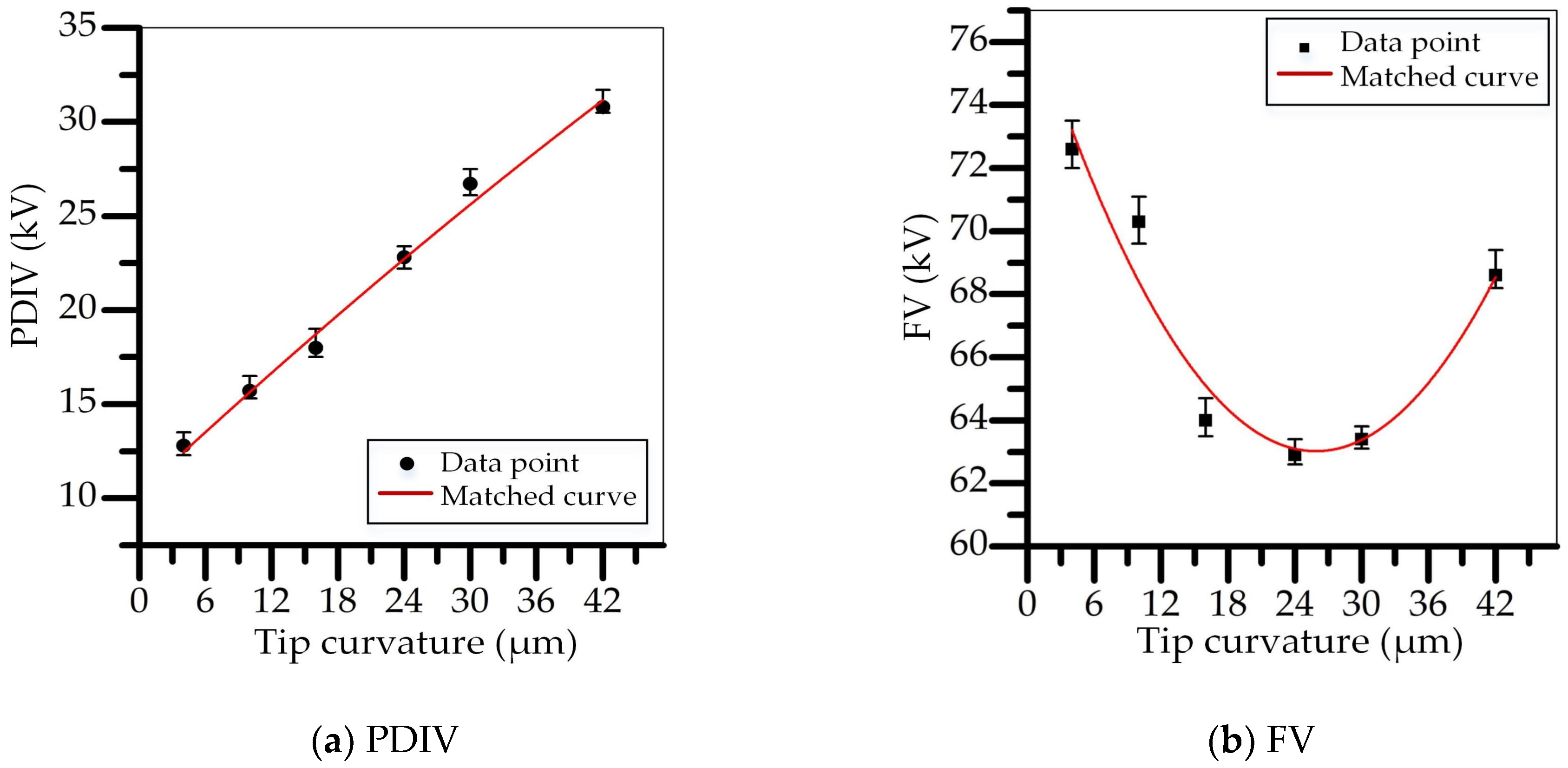
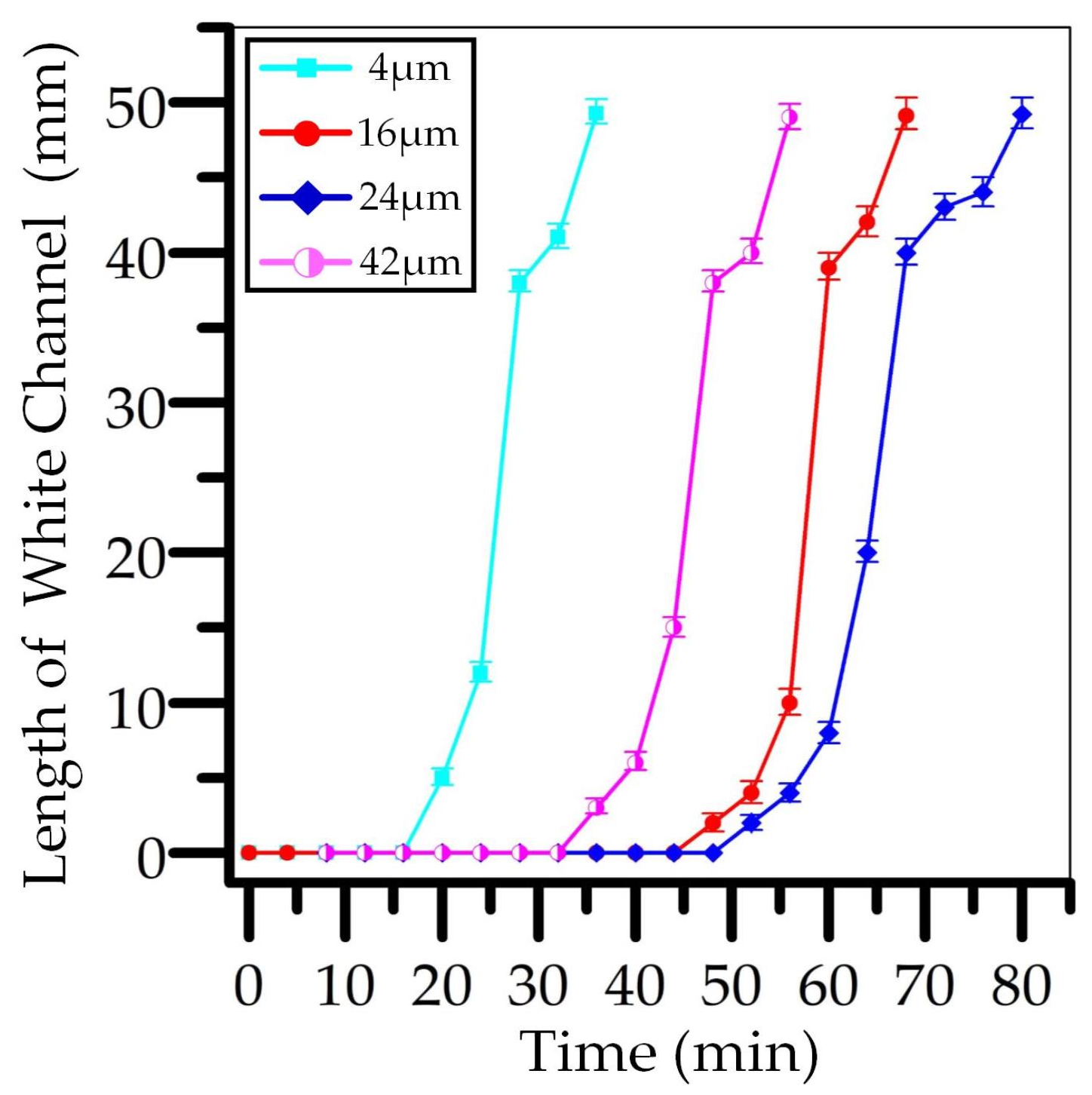
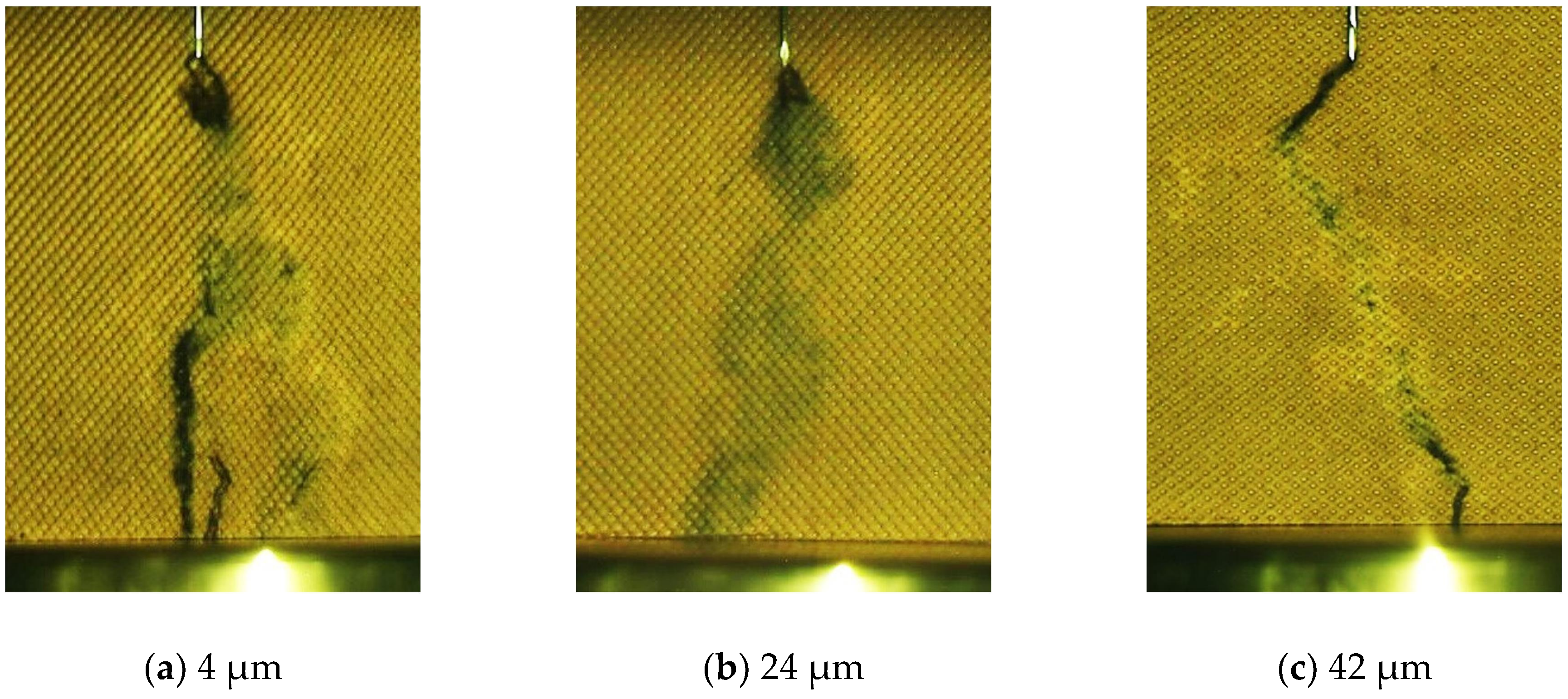
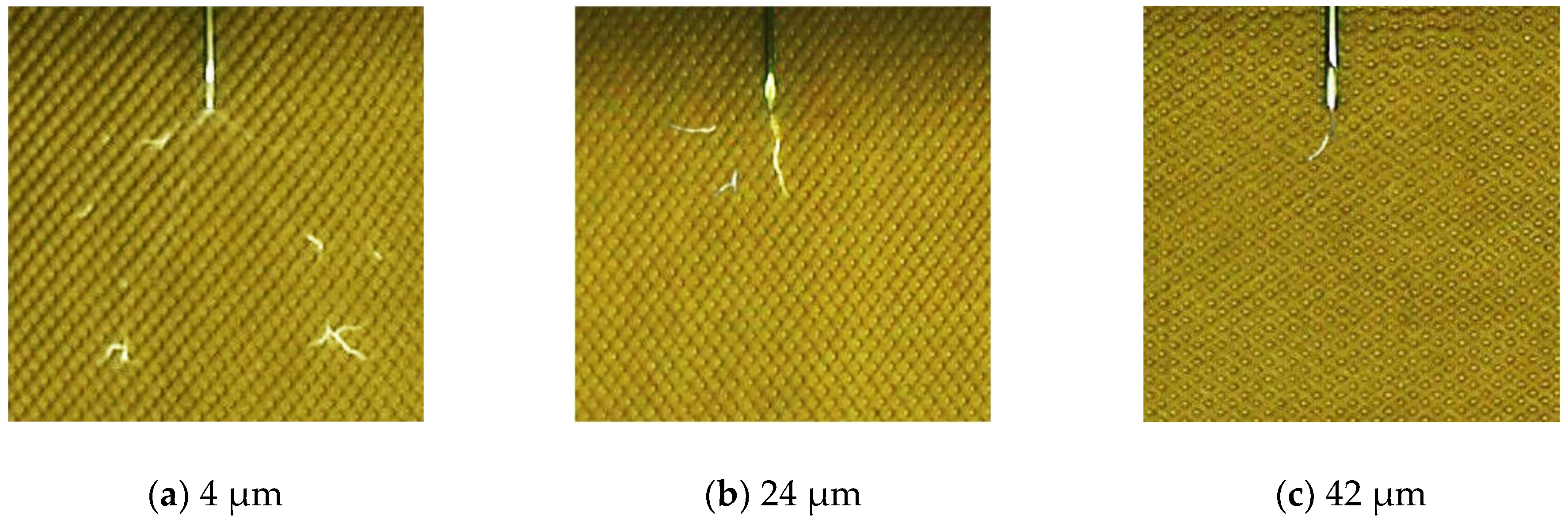
3.3. Characteristics of Surface Tracking under Different Curvatures
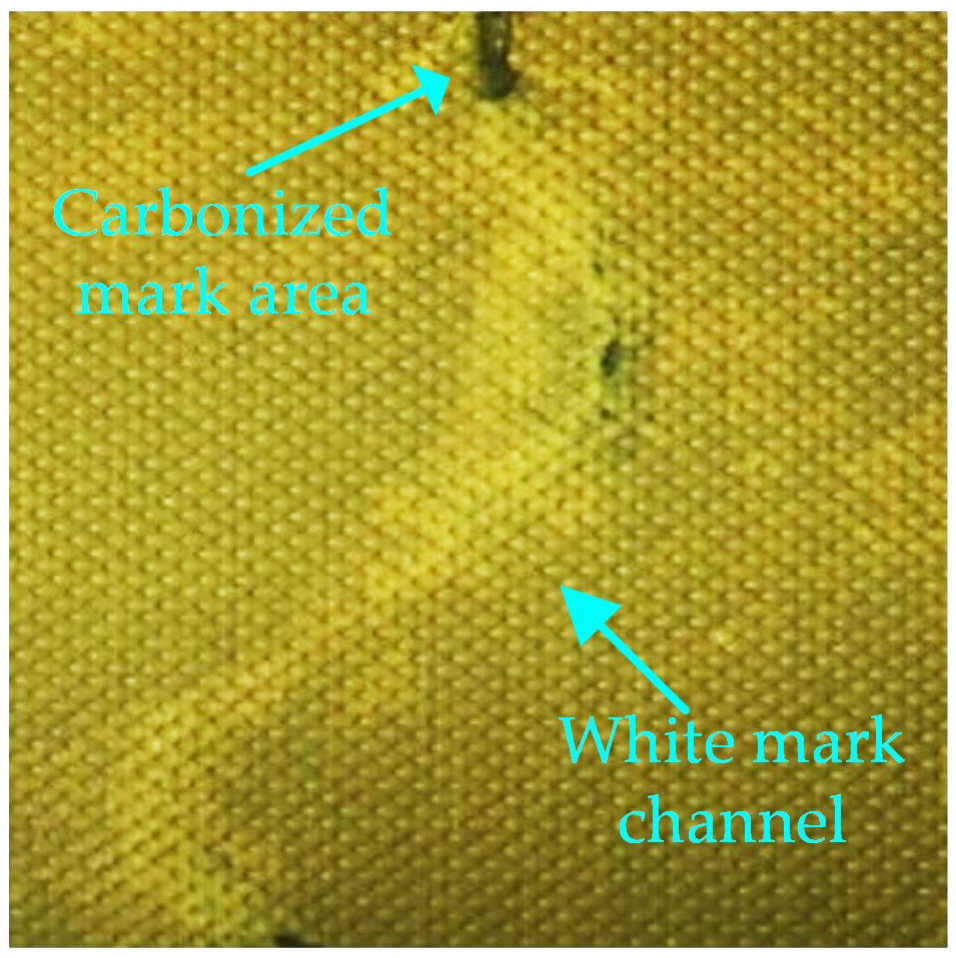
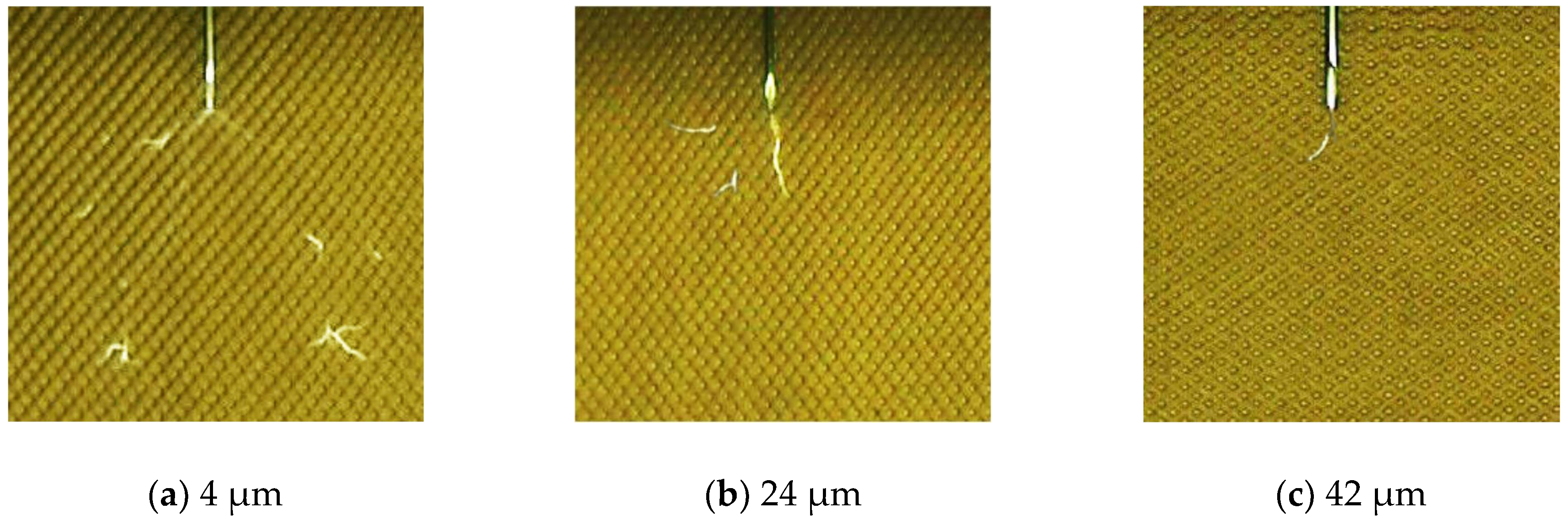
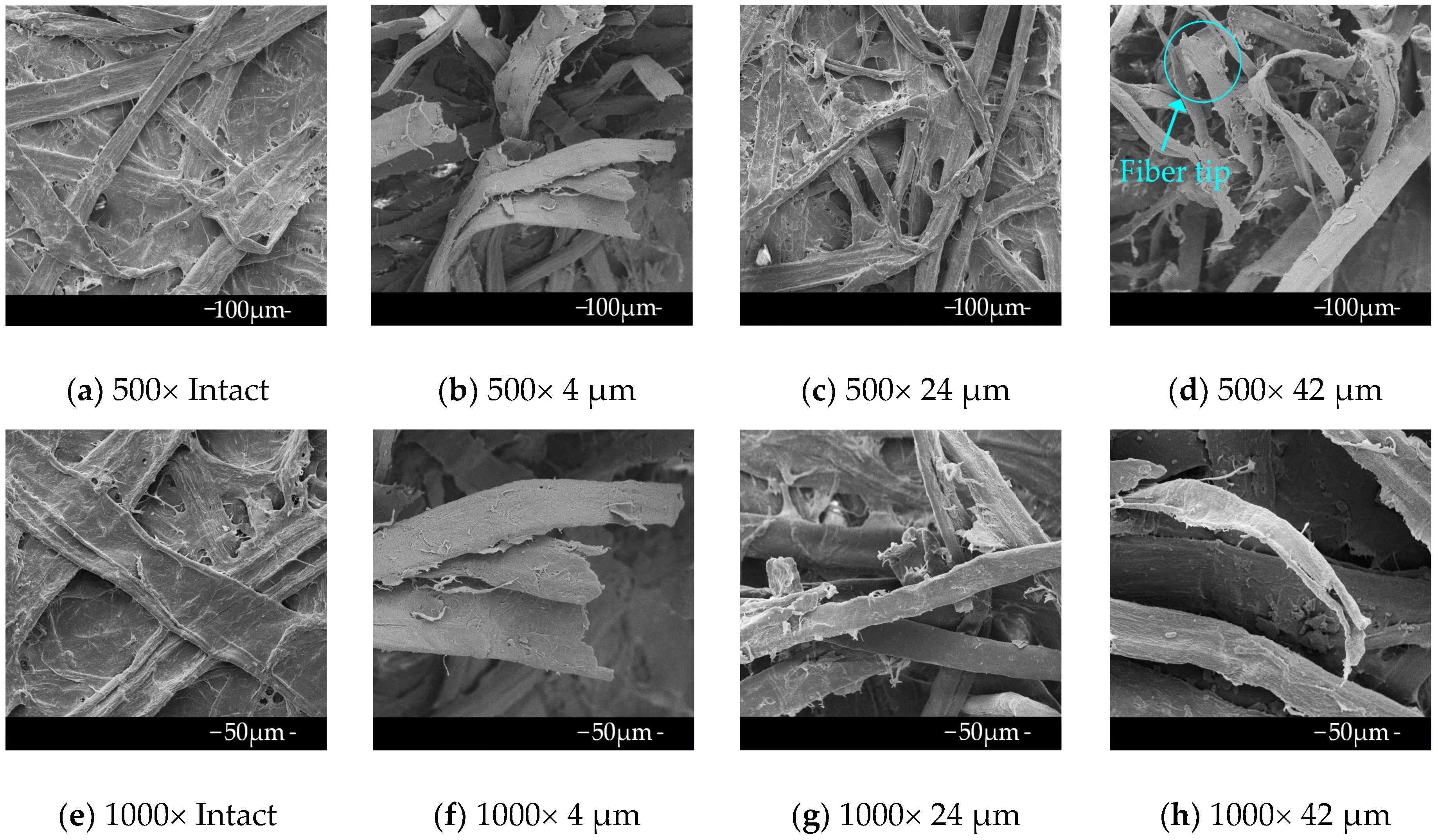
3.4. The Microstructure of Pressboard Surface
3.5. Further Work
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Cui, L.; Chen, W.G.; Vaughan, A.S.; Xie, B.; Li, J.; Long, Z.Z. Comparative Analysis of Air-gap PD Characteristics: Vegetable Oil/pressboard and Mineral Oil/pressboard. IEEE Trns. Dielectr. Electr. Insul. 2017, 24, 137–146. [Google Scholar] [CrossRef]
- Chen, Q.G.; Sun, J.X.; Chi, M.H.; Zhang, J.F.; Tan, P. Experimental Study on Trap Characteristics of Nano-Montmorillonite Composite Pressboards. Energies 2018, 11, 9. [Google Scholar] [CrossRef]
- Chen, Q.G.; Lin, L.; Gao, Y.; Li, J.H. Flow Electrification Characteristics of Oil-pressboard Insulation under AC Superimposed on DC Electric Field. IEEE Trns. Dielectr. Electr. Insul. 2015, 22, 2915–2922. [Google Scholar] [CrossRef]
- Zhang, M.Z.; Liu, J.; Qi, P.S.; Chen, Q.G.; Liao, L.L.; Chen, X.; Yin, M.H. Measurement of dielectric response of transformer moisture content. IET Sci. Meas. Technol. 2018, 12, 594–602. [Google Scholar] [CrossRef]
- Li, S.B.; Gao, G.Q.; Hu, G.C.; Gao, B.; Gao, T.S.; Wei, W.F.; Wu, G.N. Aging Feature Extraction of Oil-impregnated Insulating Paper Using Image Texture Analysis. IEEE Trns. Dielectr. Electr. Insul. 2017, 24, 1636–1645. [Google Scholar] [CrossRef]
- Zhang, D.N.; Yun, H.; Zhan, J.Y.; Sun, X.; He, W.L.; Niu, C.B.; Mu, H.B.; Zhang, G.J. Insulation Condition Diagnosis of Oil-Immersed Paper Insulation Based on Non-linear Frequency-Domain Dielectric Response. IEEE Trns. Dielectr. Electr. Insul. 2018, 25, 1980–1988. [Google Scholar] [CrossRef]
- Chen, Q.G.; Zhang, J.F.; Chi, M.H.; Guo, C. Breakdown Characteristics of Oil-Pressboard Insulation under AC-DC Combined Voltage and Its Mathematical Model. Energies 2018, 11, 13. [Google Scholar] [CrossRef]
- Hao, J.; Zou, R.H.; Liao, R.J.; Yang, L.J.; Liao, Q. New Method for Shallow and Deep Trap Distribution Analysis in Oil Impregnated Insulation Paper Based on the Space Charge Detrapping. Energies 2018, 11, 16. [Google Scholar] [CrossRef]
- Li, S.B.; Ma, H.; Saha, T.; Wu, G.N. Bayesian information fusion for probabilistic health index of power transformer. IET Gener. Transm. Distrib. 2018, 12, 279–287. [Google Scholar] [CrossRef]
- Li, S.B.; Ma, H.; Saha, T.K.; Yang, Y.; Wu, G.N. On Particle Filtering for Power Transformer Remaining Useful Life Estimation. IEEE Trans. Power Deliv. 2018, 33, 2643–2653. [Google Scholar] [CrossRef]
- Ashkezari, A.D.; Ma, H.; Saha, T.K.; Cui, Y. Investigation of Feature Selection Techniques for Improving Efficiency of Power Transformer Condition Assessment. IEEE Trns. Dielectr. Electr. Insul. 2014, 21, 836–844. [Google Scholar] [CrossRef]
- Wang, X.B.; Tang, C.; Huang, B.; Hao, J.; Chen, G. Review of Research Progress on the Electrical Properties and Modification of Mineral Insulating Oils Used in Power Transformers. Energies 2018, 11, 31. [Google Scholar] [CrossRef]
- Dawei, F.; Lijun, Y.; Ruijin, L. Effect of Moisture Content on the Production and Partitioning of Furfural in Oil–Paper Insulation. IEEE Trns. Dielectr. Electr. Insul. 2018, 25, 2389–2397. [Google Scholar]
- Xia, G.Q.; Wu, G.N.; Gao, B.; Yin, H.J.; Yang, F.B. A New Method for Evaluating Moisture Content and Aging Degree of Transformer Oil-Paper Insulation Based on Frequency Domain Spectroscopy. Energies 2017, 10, 15. [Google Scholar] [CrossRef]
- Martin, D.; Saha, T. A Review of the Techniques Used by Utilities to Measure the Water Content of Transformer Insulation Paper. IEEE Electr. Insul. Mag. 2017, 33, 8–16. [Google Scholar] [CrossRef]
- Sikorski, W.; Walczak, K.; Przybylek, P. Moisture Migration in an Oil-Paper Insulation System in Relation to Online Partial Discharge Monitoring of Power Transformers. Energies 2016, 9, 16. [Google Scholar] [CrossRef]
- Mitchinson, P.M.; Lewin, P.L.; Chen, G.; Jarman, P.N. A new approach to the study of surface discharge on the oil-pressboard interface. In Proceedings of the 2008 IEEE International Conference on Dielectric Liquids, ICDL 2008, Chasseneuil, France, 30 June–3 July 2008; pp. 4–7. [Google Scholar]
- Mitchinson, P.M.; Lewin, P.L.; Strawbridge, B.D.; Jarman, P. Tracking and Surface Discharge at the Oil-Pressboard Interface. IEEE Electr. Insul. Mag. 2010, 26, 35–41. [Google Scholar] [CrossRef]
- Zainuddin, H.; Mitchinson, P.M.; Lewin, P.L. Investigation on the Surface Discharge Phenomenon at the Oil-pressboard Interface. In Proceedings of the 2011 IEEE International Conference on Dielectric Liquids, Trondheim, Norway, 26–30 June 2011; pp. 1–4. [Google Scholar]
- Cui, Y.; Ma, H.; Saha, T.; Ekanayake, C.; Martin, D. Moisture-Dependent Thermal Modelling of Power Transformer. IEEE Trans. Power Deliv. 2016, 31, 2140–2150. [Google Scholar] [CrossRef]
- Wei, Y.H.; Mu, H.B.; Zhang, G.J.; Chen, G. A Study of Oil-impregnated Paper Insulation Aged with Thermal-Electrical Stress: PD Characteristics and Trap Parameters. IEEE Trns. Dielectr. Electr. Insul. 2016, 23, 3411–3420. [Google Scholar] [CrossRef]
- Li, S.M.; Si, W.; Li, Q.Q. Partition and Recognition of Partial Discharge Development Stages in Oil-Pressboard Insulation with Needle-Plate Electrodes Under Combined AC-DC Voltage Stress. IEEE Trns. Dielectr. Electr. Insul. 2017, 24, 1781–1793. [Google Scholar] [CrossRef]
- Deng, J.G.; Wang, M.Y.; Zhou, Y.X.; Zhou, Z.L.; Zhang, Y.X.; Zhang, L.; Liu, X.Q. Partial Discharge Characteristics of Uniform Gap in Oil-impregnated Paper Insulation under Switching Impulse Voltage. IEEE Trns. Dielectr. Electr. Insul. 2016, 23, 3584–3592. [Google Scholar] [CrossRef]
- Xu, X.D.; Bengtsson, T.; Hammarstrom, T.; Blennow, J.; Gubanski, S.M. Loss Current Studies of Partial Discharge Activity. IEEE Trans. Dielectr. Electr. Insul. 2015, 22, 472–481. [Google Scholar] [CrossRef]
- Xu, X.D.; Bengtsson, T.; Hammarstrom, T.; Blennow, J.; Gubanski, S.M. Study of Partial Discharge Activity by Excess Current. IEEE Trns. Dielectr. Electr. Insul. 2015, 22, 3028–3036. [Google Scholar] [CrossRef]
- Sikorski, W.; Siodla, K.; Moranda, H.; Ziomek, W. Location of Partial Discharge Sources in Power Transformers Based on Advanced Auscultatory Technique. IEEE Trns. Dielectr. Electr. Insul. 2012, 19, 1948–1956. [Google Scholar] [CrossRef]
- Han, G.; Zhu, D.Y. Surface discharge characteristics of impregnated pressboard under AC voltages. In Proceedings of the 3rd International Conference on Properties and Applications of Dielectric Materials, Tokyo, Japan, 8–12 July 1991; pp. 313–316. [Google Scholar]
- Yi, X.; Wang, Z.D. Creepage discharge on pressboards in synthetic and natural ester transformer liquids under ac stress. IET Electr. Power Appl. 2013, 7, 191–198. [Google Scholar] [CrossRef]
- Yi, X.; Wang, Z.D. Surface Tracking on Pressboard in Natural and Synthetic Transformer Liquids under AC Stress. IEEE Trns. Dielectr. Electr. Insul. 2013, 20, 1625–1634. [Google Scholar] [CrossRef]
- International Electrotechnical Commission. IEC61294: Insulating Liquids-Determination of the Partial Discharge Inception Voltage (PDIV); IEC: Geneva, Switzerland, 1993. [Google Scholar]
- International Electrotechnical Commission. IEC60641: Specification for Pressboard and Presspaper for Electrical Purposes; IEC: Geneva, Switzerland, 2008. [Google Scholar]
- Sokolov, V.; Berler, Z.; Rashkes, V. Effective methods of assessment of insulation system conditions in power transformers: A view based on practical experience. In Proceedings of the Electrical Insulation Conference and Electrical Manufacturing and Coil Winding Conference, Cincinnati, OH, USA, 26–28 October 1999; pp. 659–667. [Google Scholar]
- Wu, K.; Suzuoki, Y.; Mizutani, T.; Xie, H.K. Model for partial discharges associated with treeing breakdown: II. tree growth affected by PDs. J. Phys. D-Appl. Phys. 200, 33, 1202–1208. [Google Scholar] [CrossRef]
- Zainuddin, H.; Lewin, P.L.; Mitchinson, P.M. Partial Discharge Characteristics of Surface Tracking on Oil-impregnated Pressboard under AC Voltages. In Proceedings of the 2013 IEEE International Conference on Solid Dielectrics, Bologna, Italy, 30 June–4 July 2013; pp. 1016–1019. [Google Scholar]
- Zainuddin, H.; Lewin, P.L.; Mitchinson, P.M. Characteristics of Leakage Current during Surface Disharge at the Oil-pressboard Interface. In Proceedings of the 2012 Annual Report Conference on Electrical Insulation and Dielectric Phenomena, Montreal, QC, Canada, 14–17 October 2012; pp. 483–486. [Google Scholar]
- Dai, J.; Wang, Z.D.; Jarman, P. Creepage Discharge on Insulation Barriers in Aged Power Transformers. IEEE Trns. Dielectr. Electr. Insul. 2010, 17, 1327–1335. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Needle Type | 5# | 6# | 7# | 8# | 9# | 10# |
|---|---|---|---|---|---|---|
| Front view (μm) | 4~5 | 10~11 | 16~17 | 23~25 | 27~28 | 41~42 |
| Lateral view (μm) | 2~3 | 5~6 | 7~8 | 12~13 | 14~15 | 20~21 |
| Property | Quality Index | Actual Value | Test Standard (China) |
|---|---|---|---|
| Moisture content (mg/kg) | ≤ 30/40 | 20 | GB/T 7600-2014 |
| Breakdown voltage/kV | ≥ 42 | 72 | GB/T 507-2002 |
| Dielectric dissipation factor (90 °C) | ≤ 0.005 | 0.0009 | GB/T 5654-2007 |
| Interfacial tension (mN/m) | ≥ 40 | 45 | GB/T 6541-1986 |
| Acid value (mg/g) | ≤ 0.01 | 0.008 | 0836-2010 NB/SH/T |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gao, B.; Yu, R.; Hu, G.; Liu, C.; Zhuang, X.; Zhou, P. Development Processes of Surface Trucking and Partial Discharge of Pressboards Immersed in Mineral Oil: Effect of Tip Curvatures. Energies 2019, 12, 554. https://doi.org/10.3390/en12030554
Gao B, Yu R, Hu G, Liu C, Zhuang X, Zhou P. Development Processes of Surface Trucking and Partial Discharge of Pressboards Immersed in Mineral Oil: Effect of Tip Curvatures. Energies. 2019; 12(3):554. https://doi.org/10.3390/en12030554
Chicago/Turabian StyleGao, Bo, Rui Yu, Guangcai Hu, Cheng Liu, Xin Zhuang, and Peng Zhou. 2019. "Development Processes of Surface Trucking and Partial Discharge of Pressboards Immersed in Mineral Oil: Effect of Tip Curvatures" Energies 12, no. 3: 554. https://doi.org/10.3390/en12030554
APA StyleGao, B., Yu, R., Hu, G., Liu, C., Zhuang, X., & Zhou, P. (2019). Development Processes of Surface Trucking and Partial Discharge of Pressboards Immersed in Mineral Oil: Effect of Tip Curvatures. Energies, 12(3), 554. https://doi.org/10.3390/en12030554