
Use of Lightweight Sintered Fly Ash Aggregates in Concrete at High Temperatures


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Binder
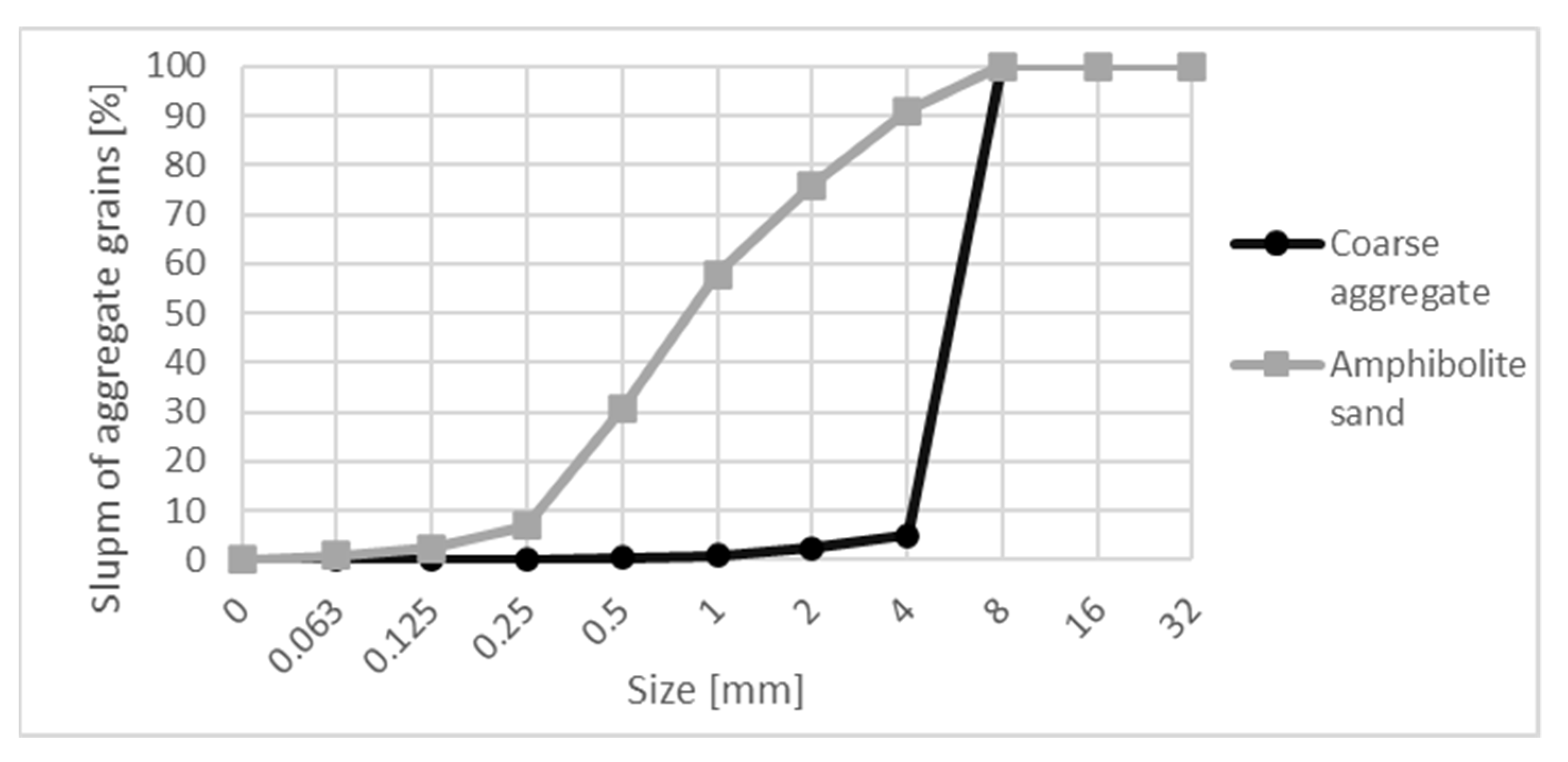
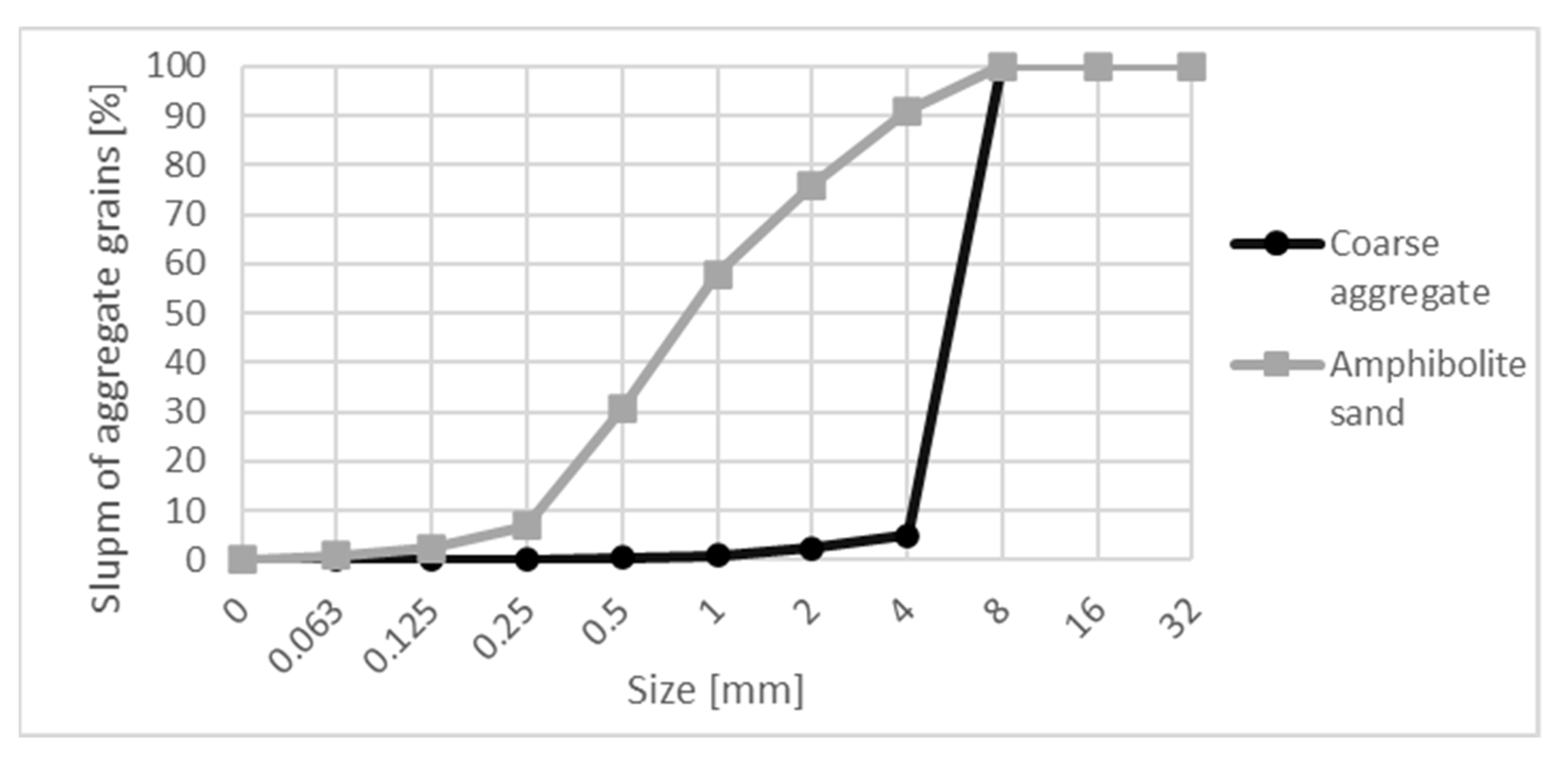
2.1.2. Natural Aggregate
2.1.3. Sintered Fly Ash Aggregate

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Agloporite | Coarse Natural Aggregate |
|---|---|---|
| Value | ||
| Particle dry density [kg/m3] | 1100–1300 | 2600–2700 |
| Coefficient of thermal conductivity [W/(m·K)] | 0.12–0.16 | 1.4–1.7 |
| Compressive strength (EN 13055 [28]) [MPa] | 5–9 | - * |
| Absorbency [%] | 28–32 | <2 |
2.1.4. Water
2.1.5. Additives
2.1.6. Admixture
2.1.7. Fibers
2.1.8. Formulas
2.2. Methods
2.2.1. Consistency of Fresh Concrete
2.2.2. Bulk Density of Fresh Concrete
2.2.3. Bulk Density of Hardened Concrete
2.2.4. Compressive Strength of Concrete
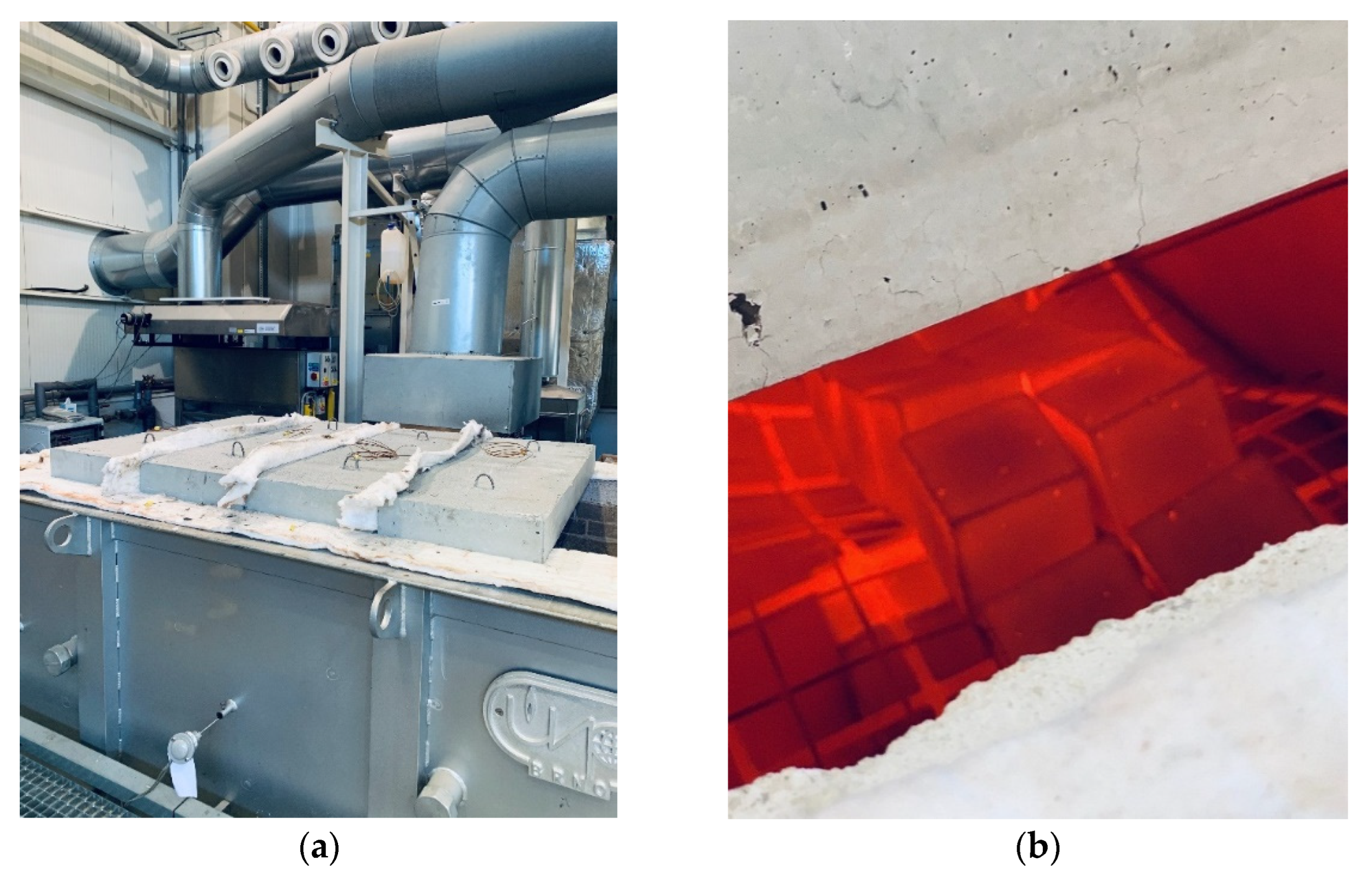
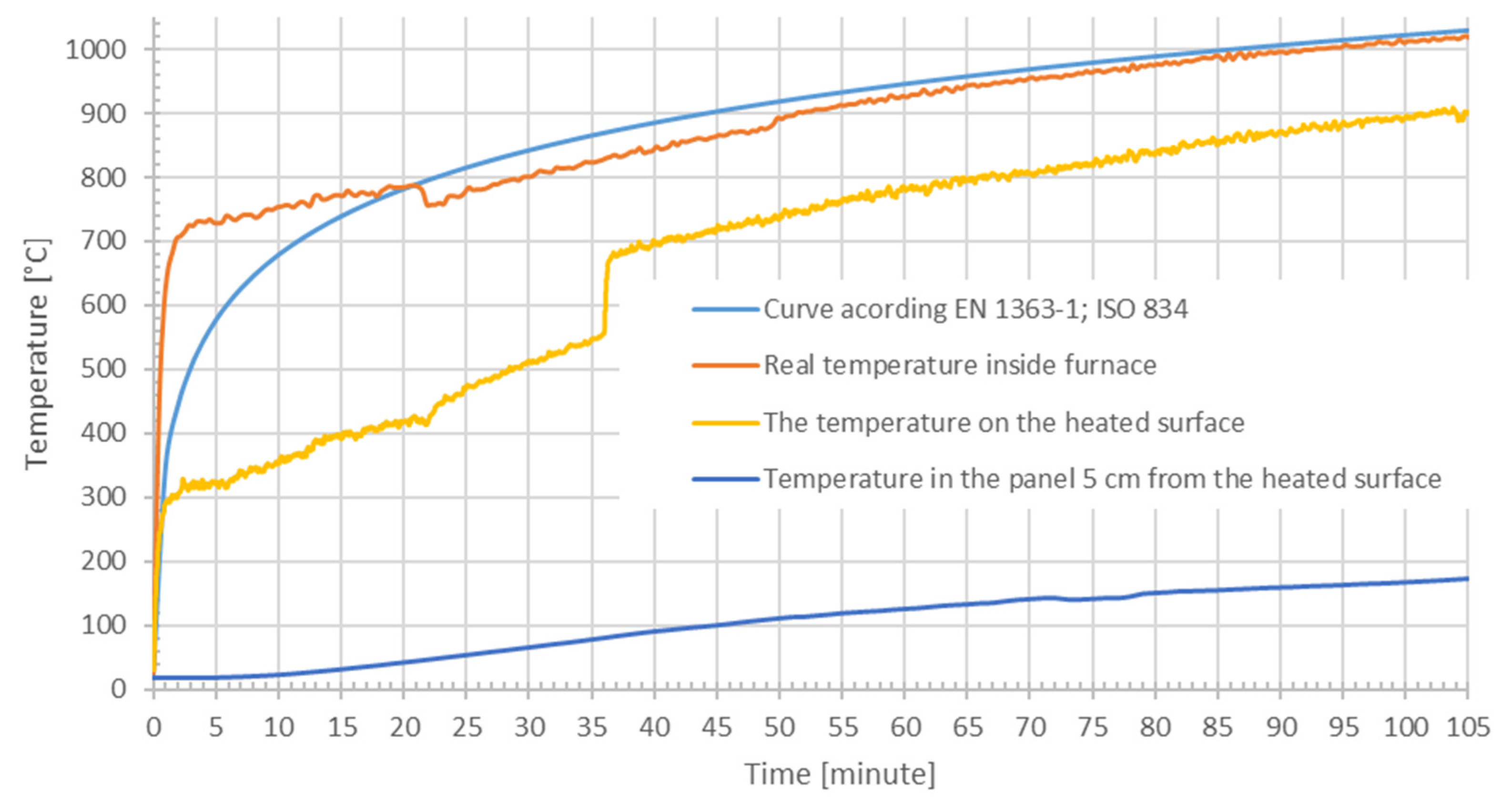
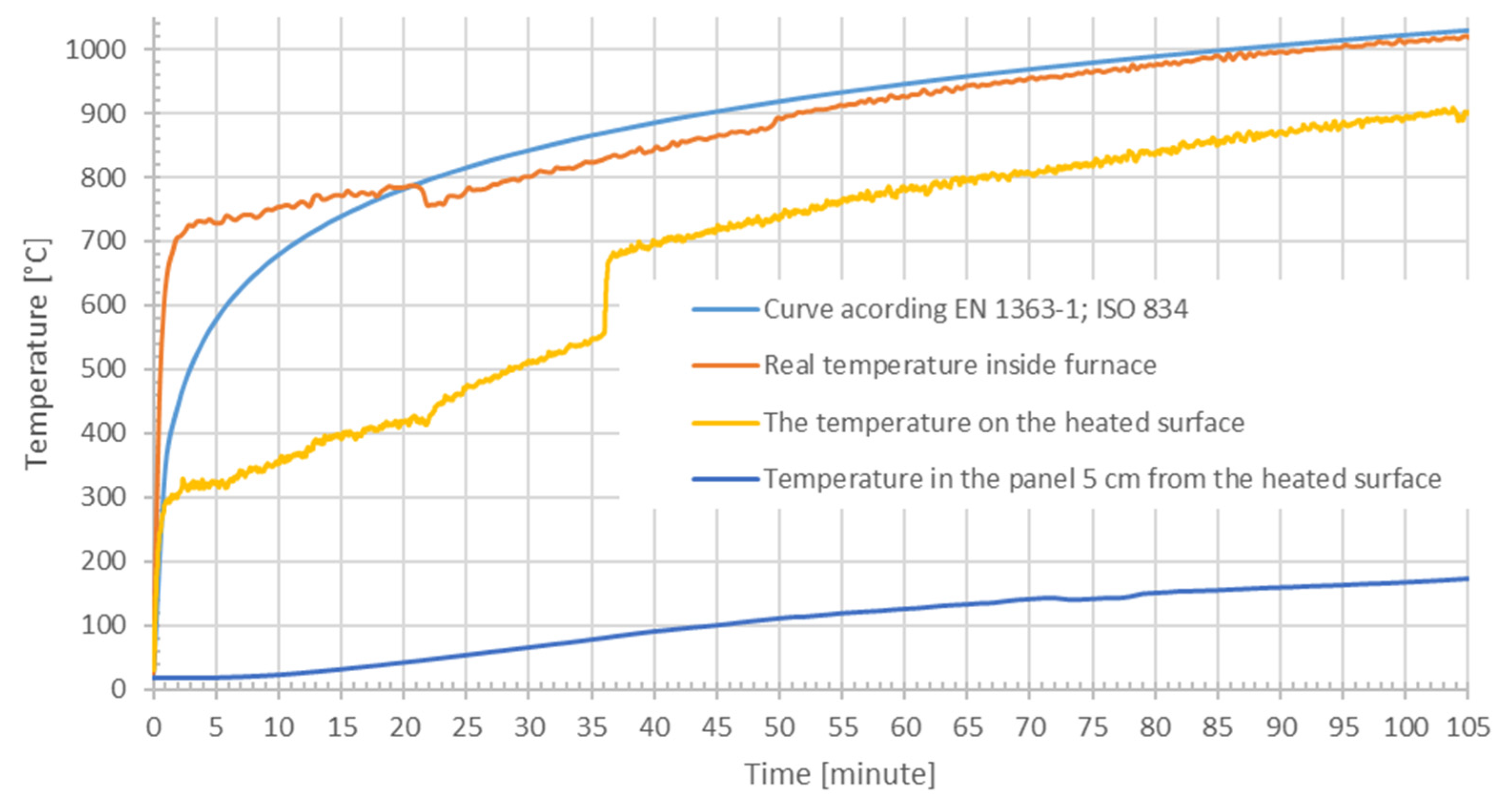
2.2.5. Temperature Load
- Hot state testing–testing for the duration of the thermal loading. The test has the greatest predictive value as it is a combination of pressure and thermal loading.
- Ambient temperature testing–testing after cooling to laboratory temperature. The advantage of this type of test is that it can be used with common laboratory equipment.
2.2.6. X-ray Diffraction Analysis (XRD)
2.2.7. Scanning Electron Microscopy (SEM)
3. Results
3.1. Basic Properties of the Concretes Monitored
3.2. Evaluation of Monitored Properties after High Temperature Loading
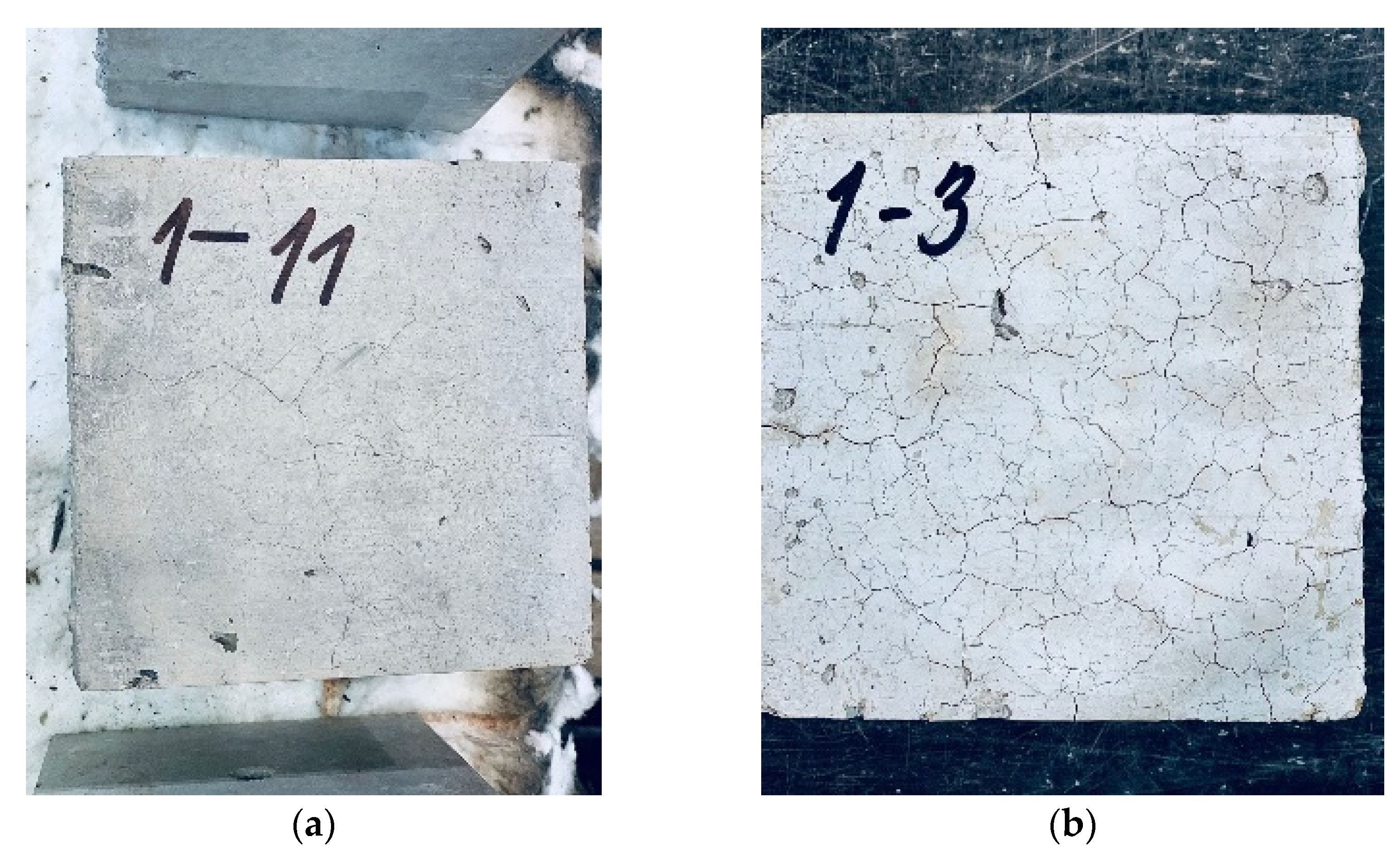
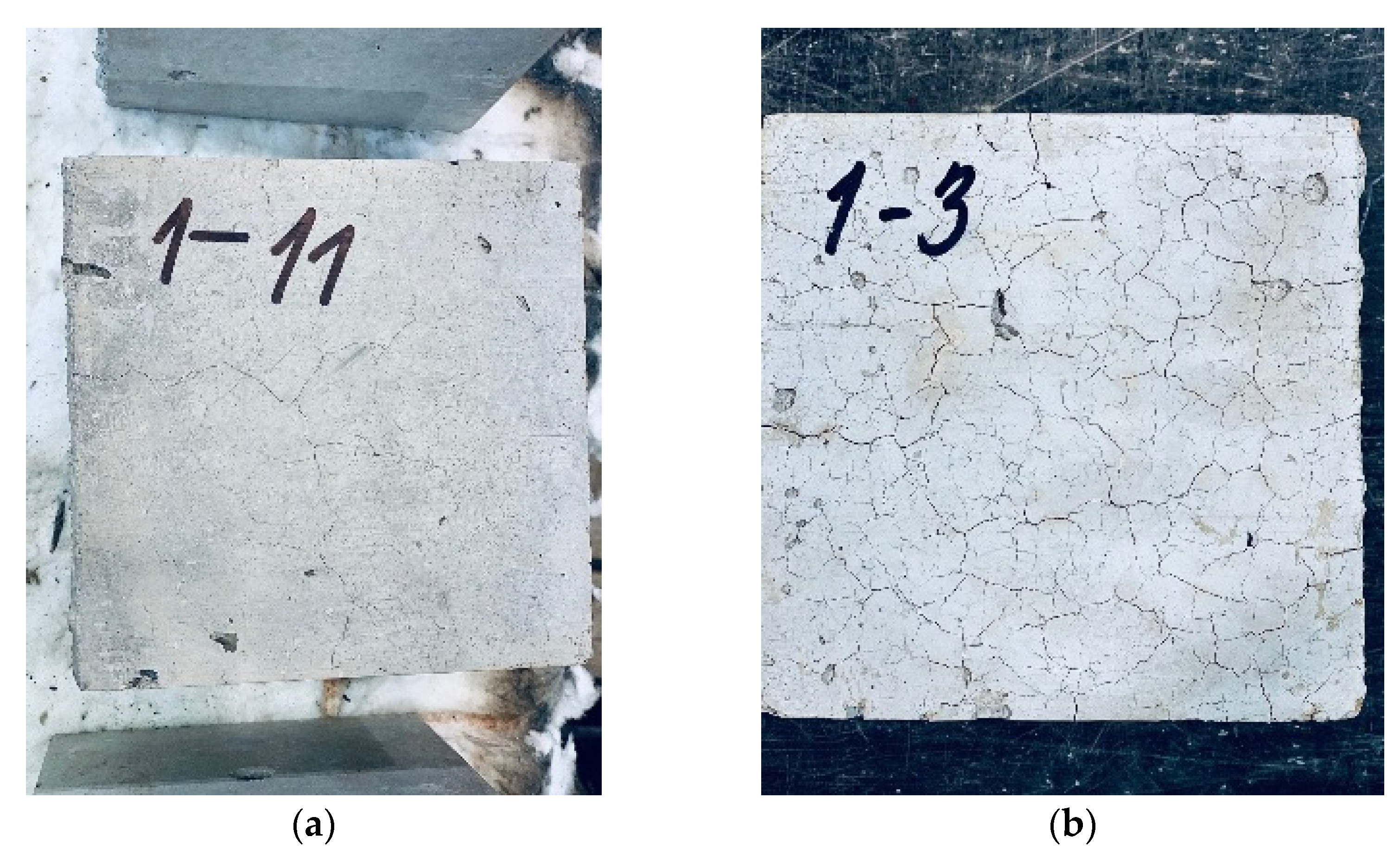
3.2.1. Comparison of Color Change Due to High Temperature
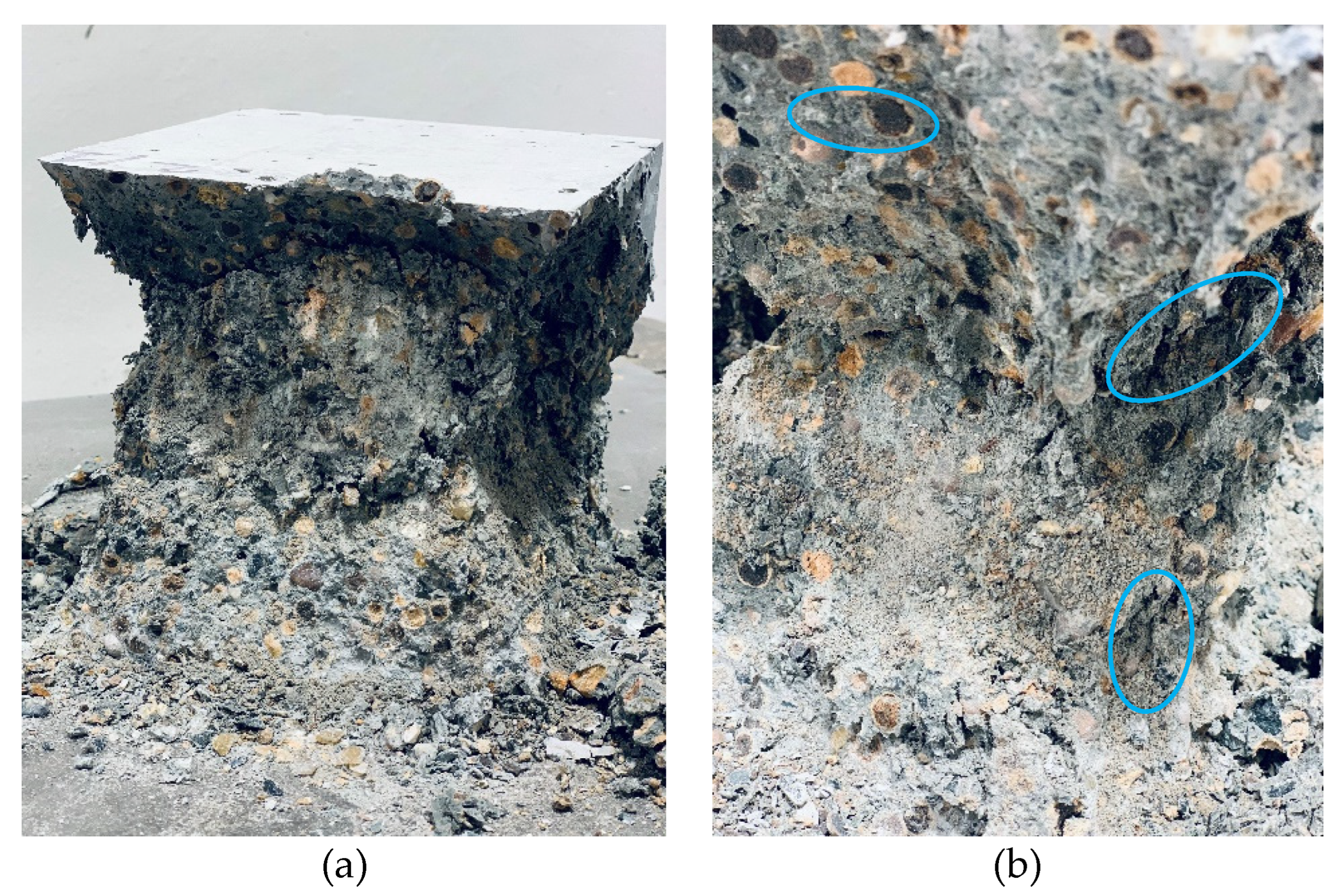
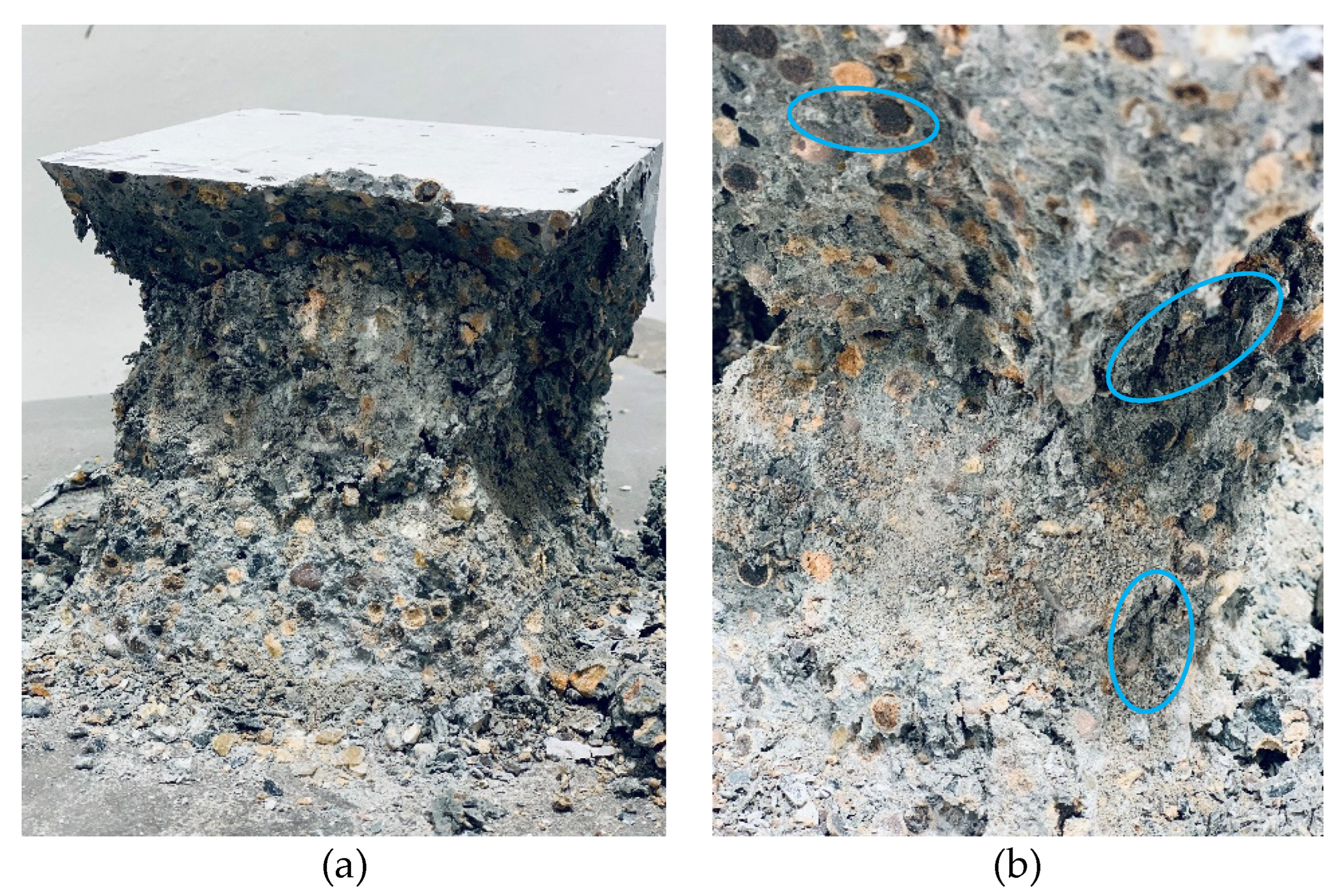
3.2.2. Surface Changes of Concrete Due to High Temperature
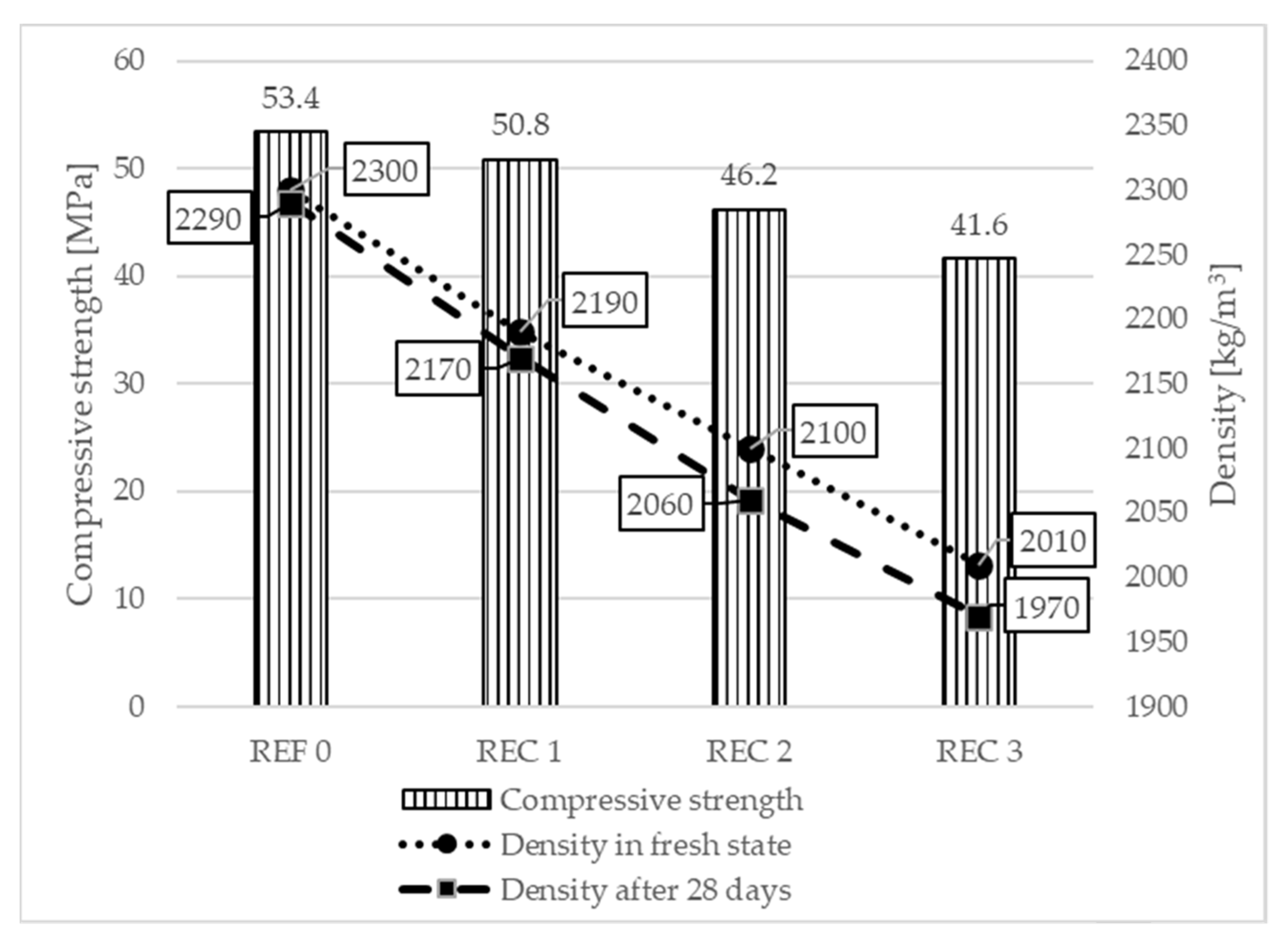
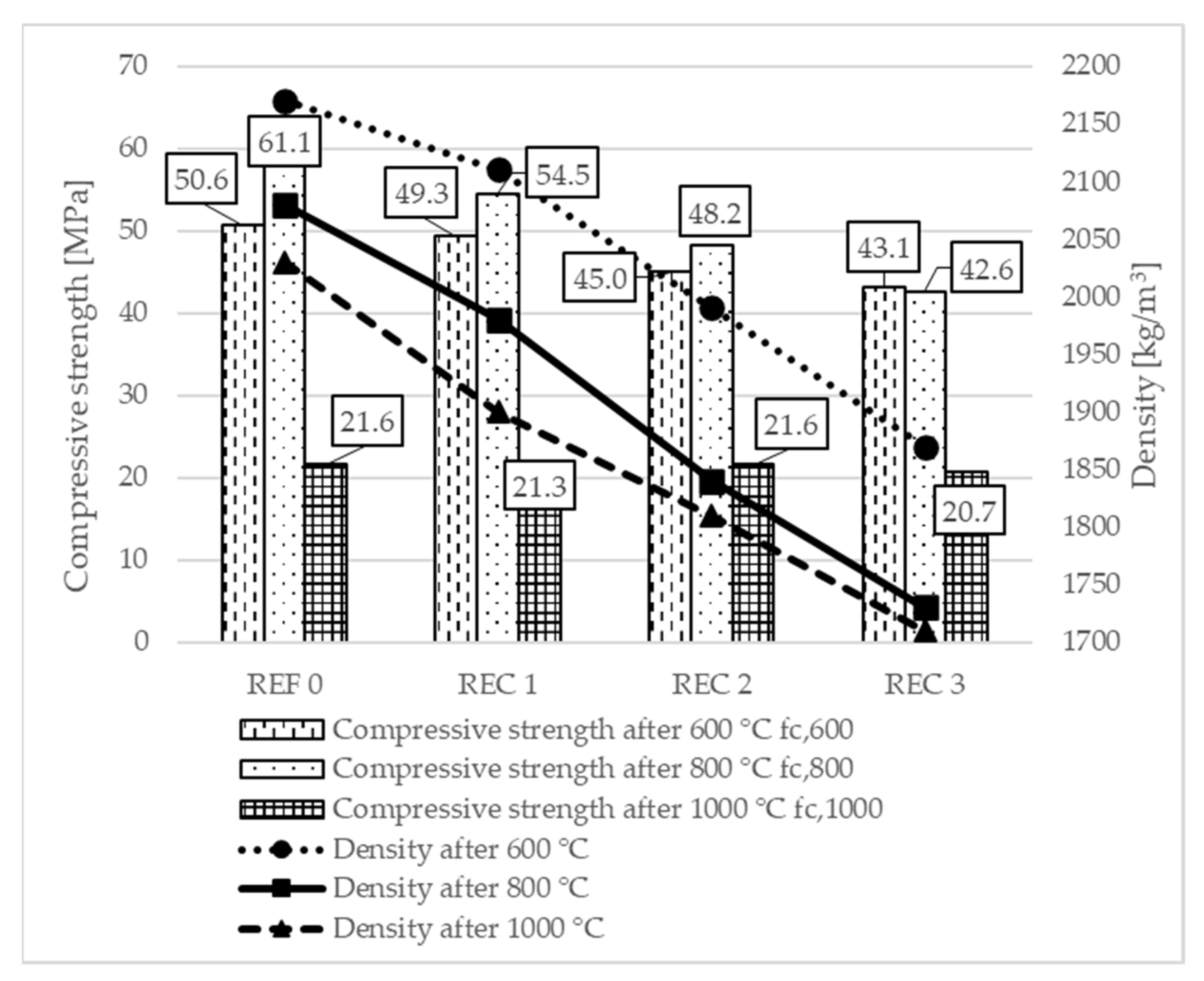
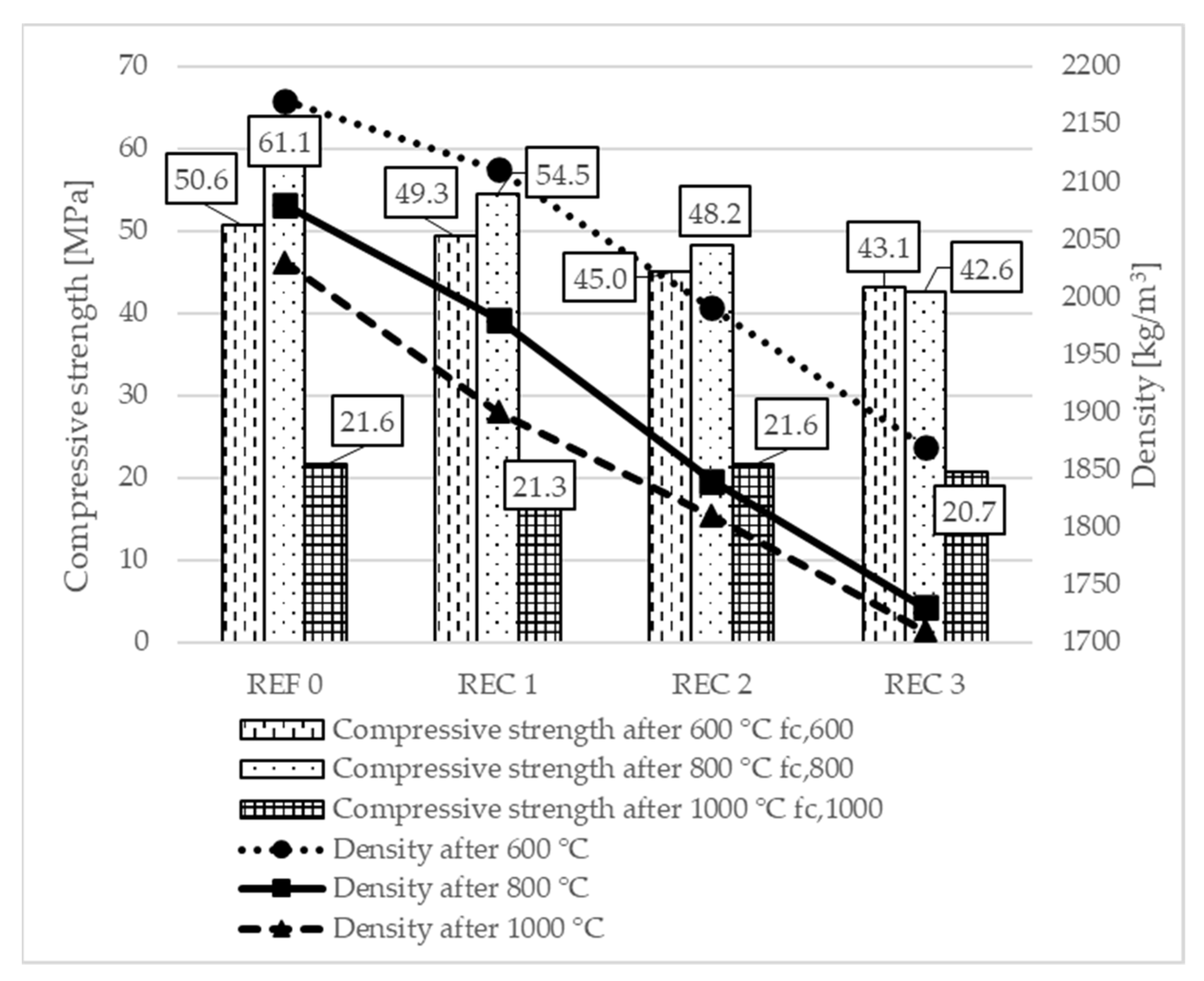
3.2.3. Change in the Bulk Density of Hardened Concrete and Compressive Strength
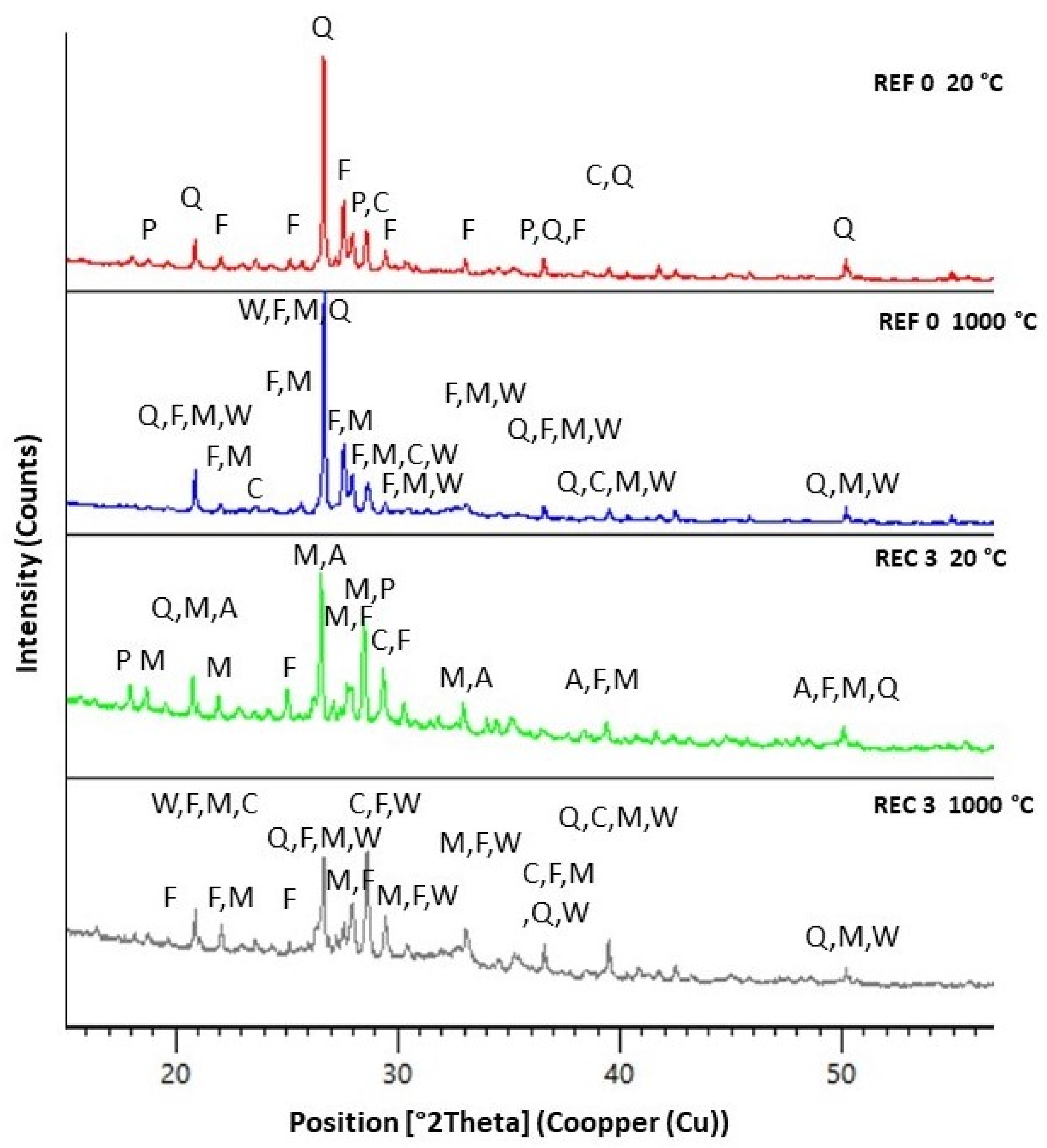
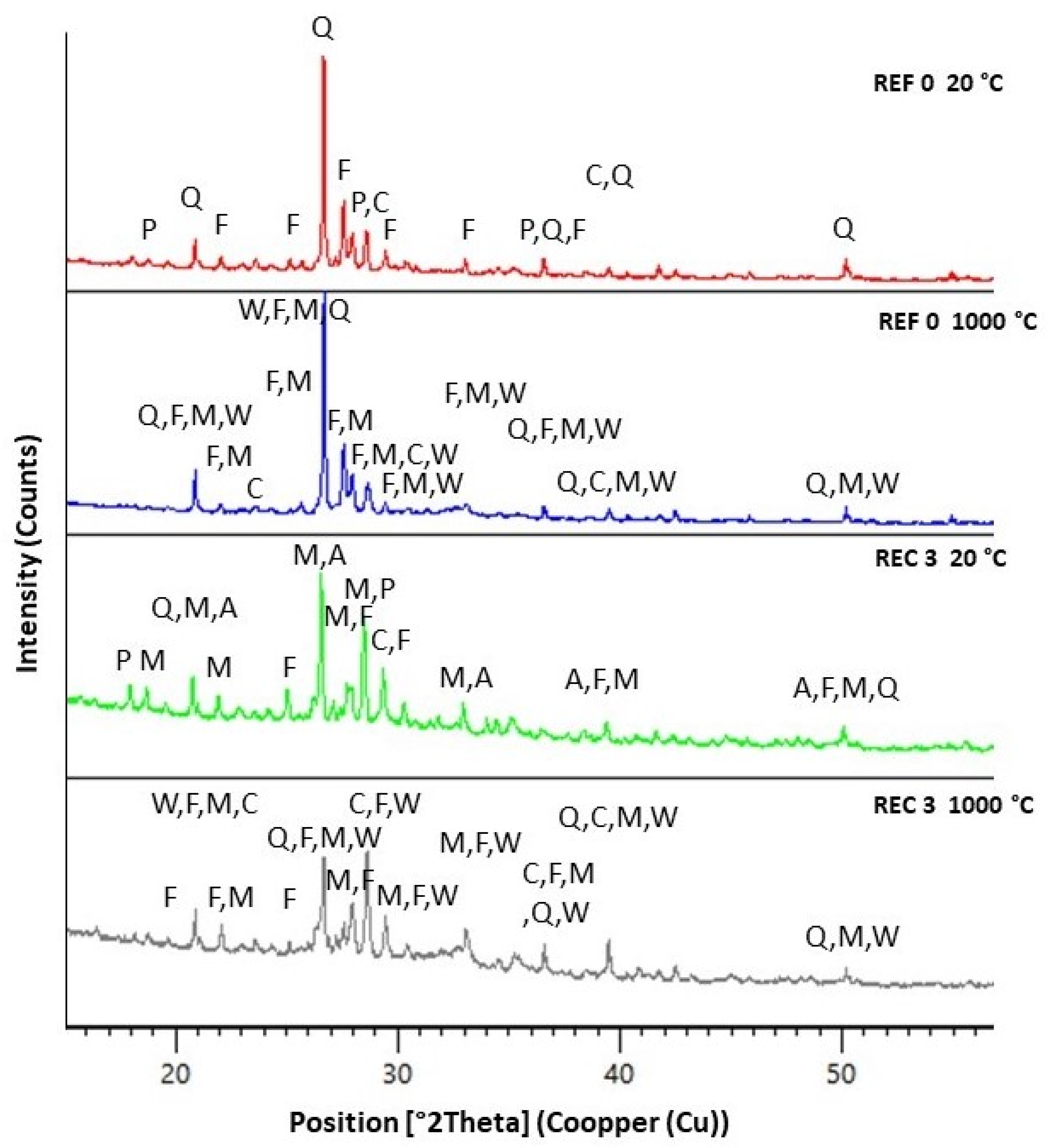
3.2.4. X-ray Diffraction Analysis (XRD)
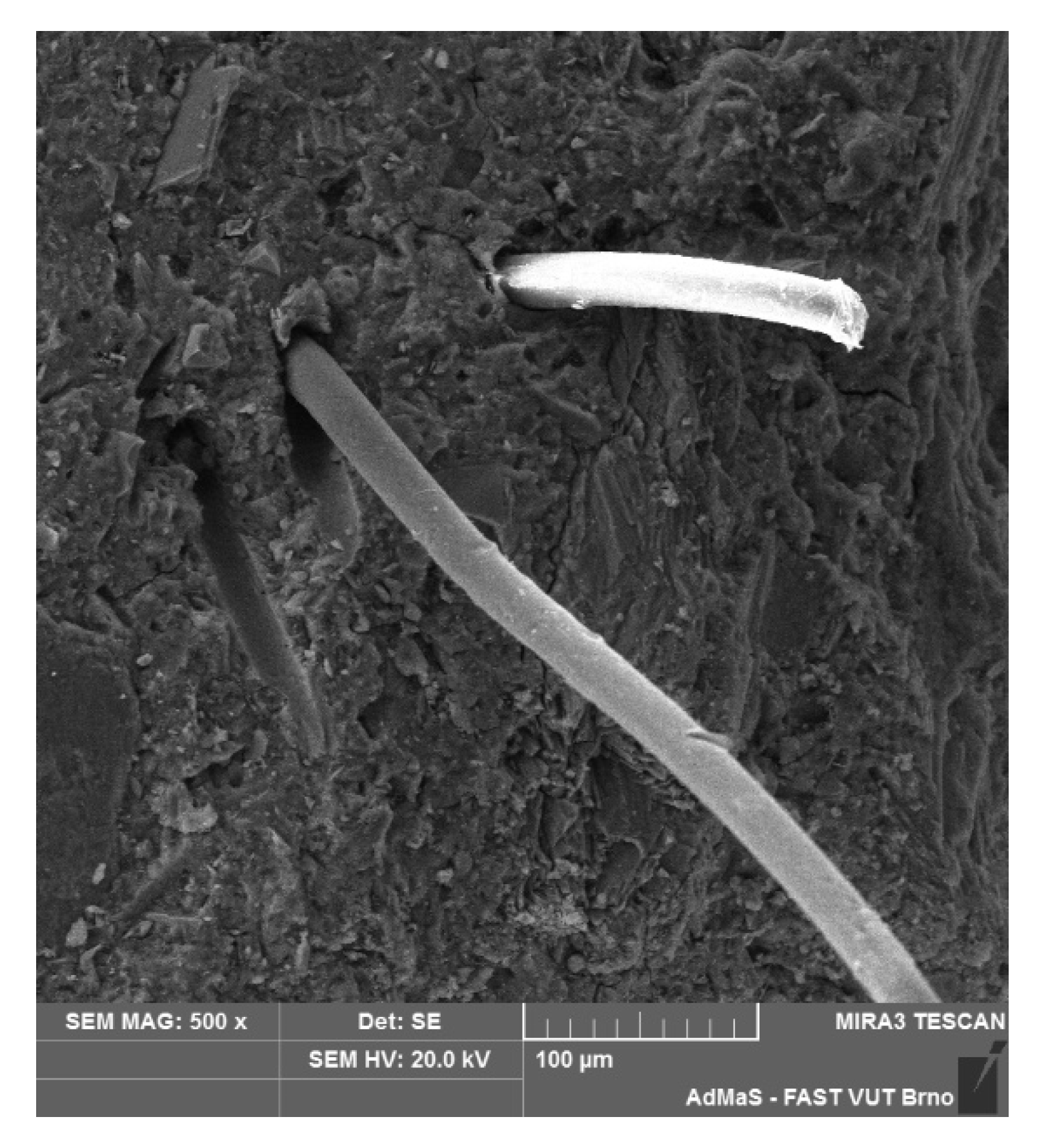
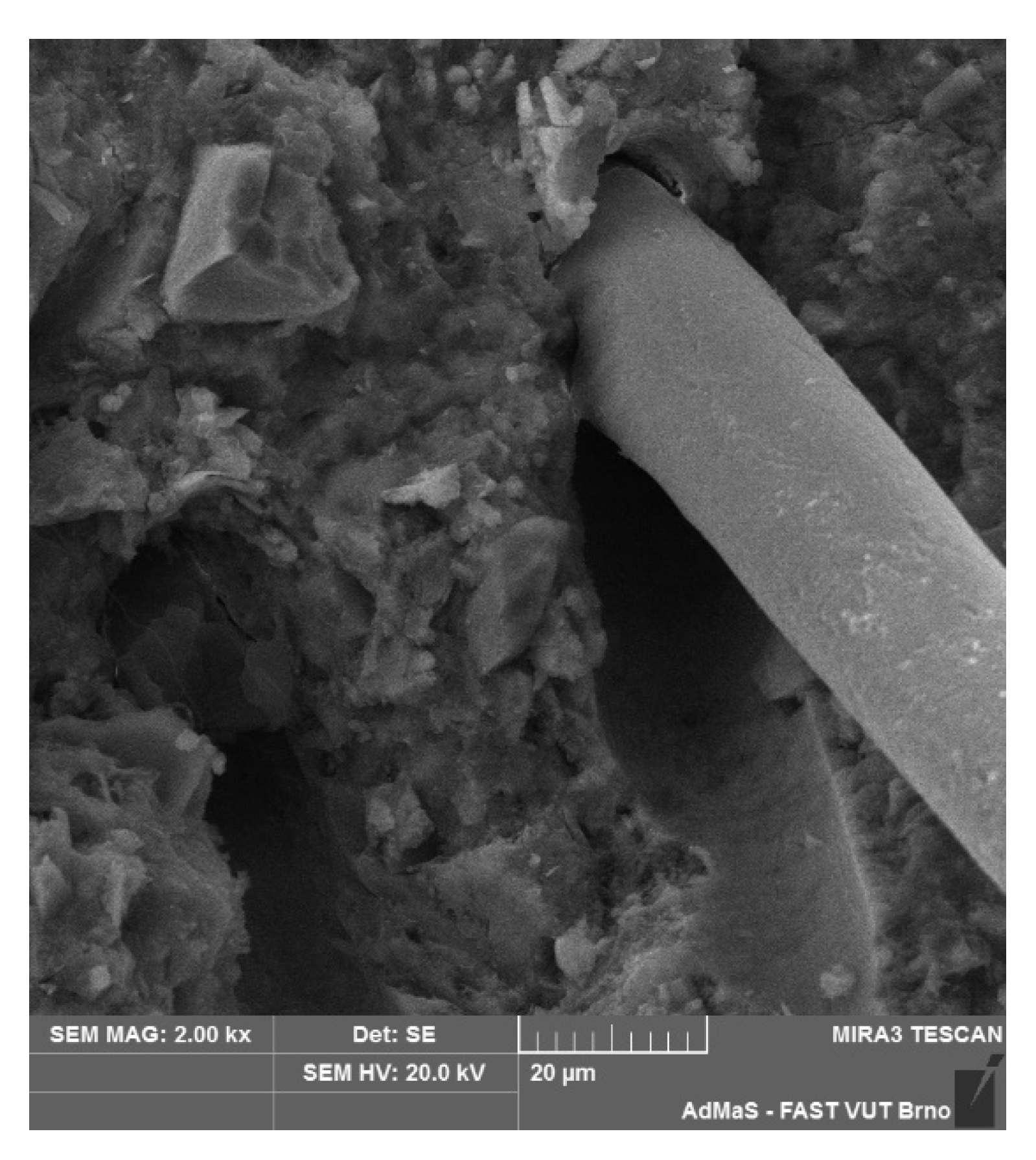
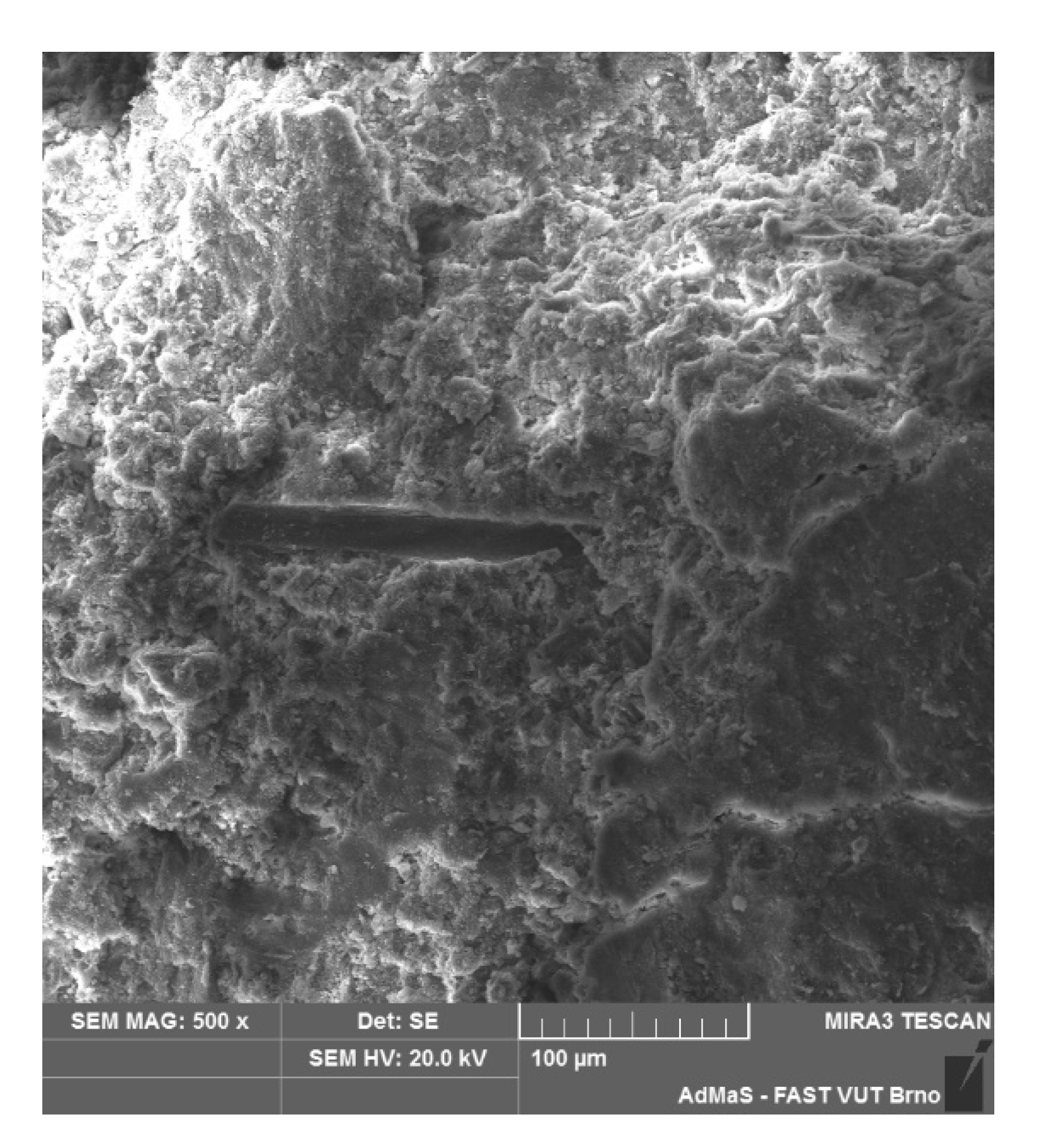
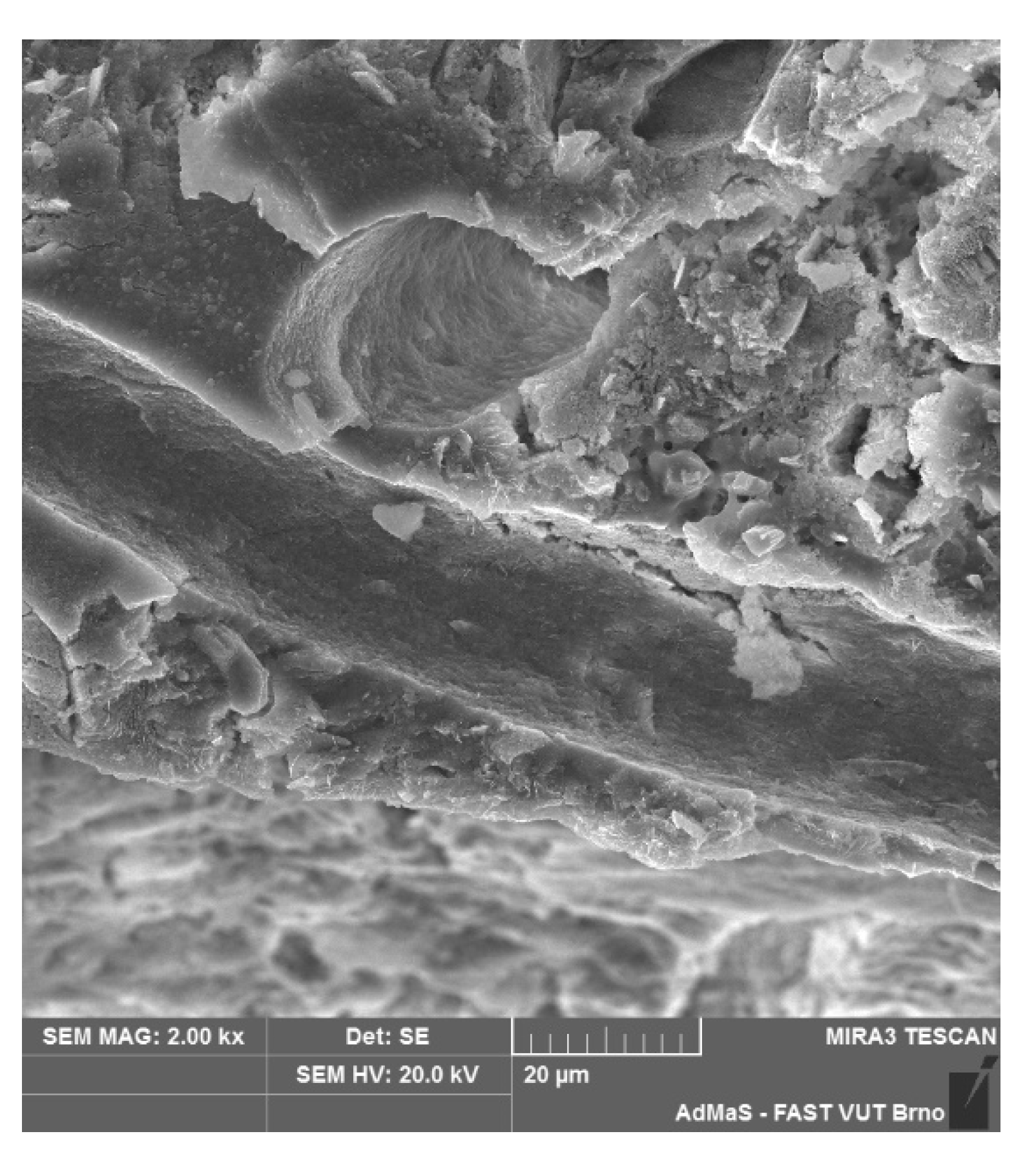
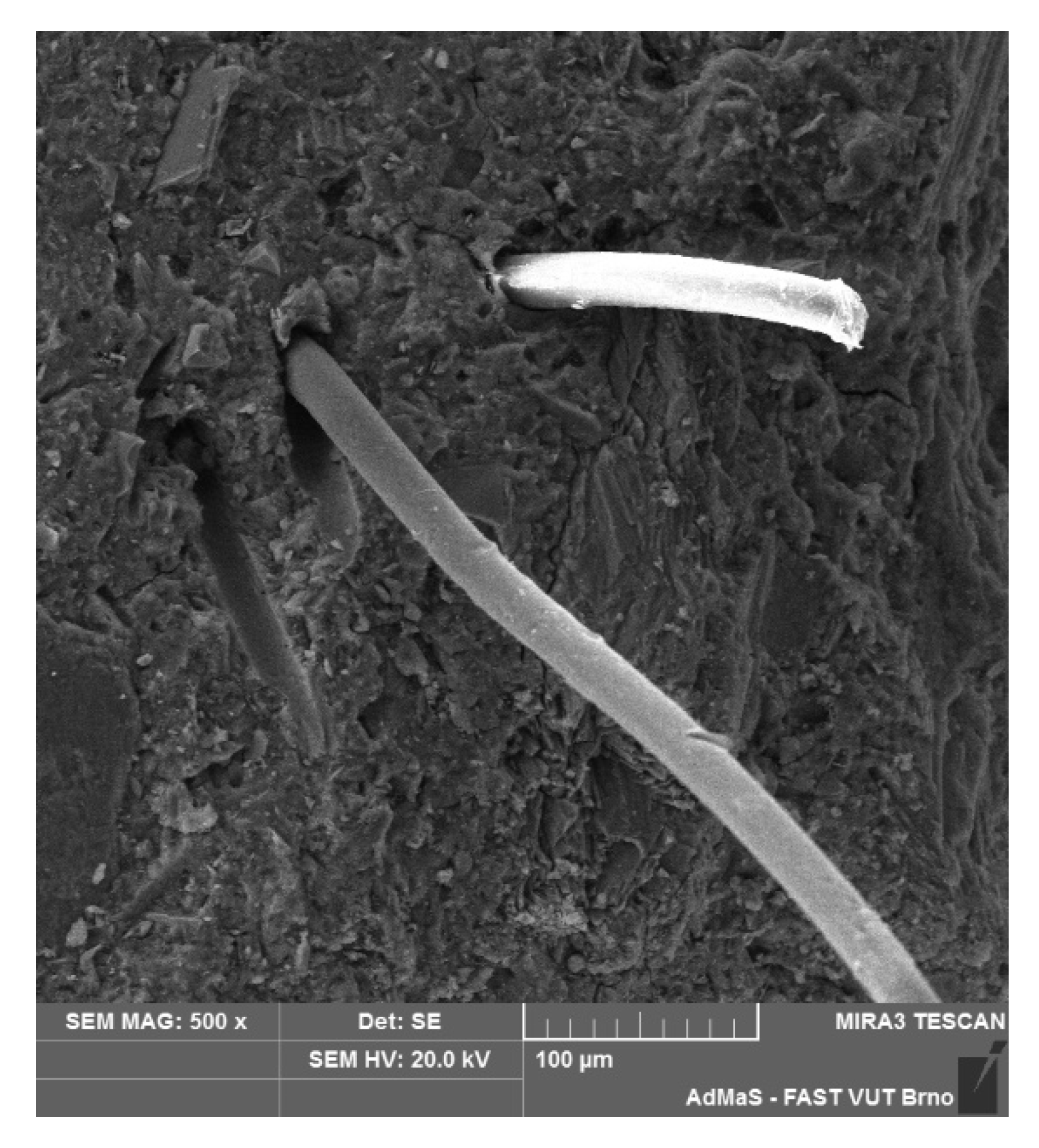
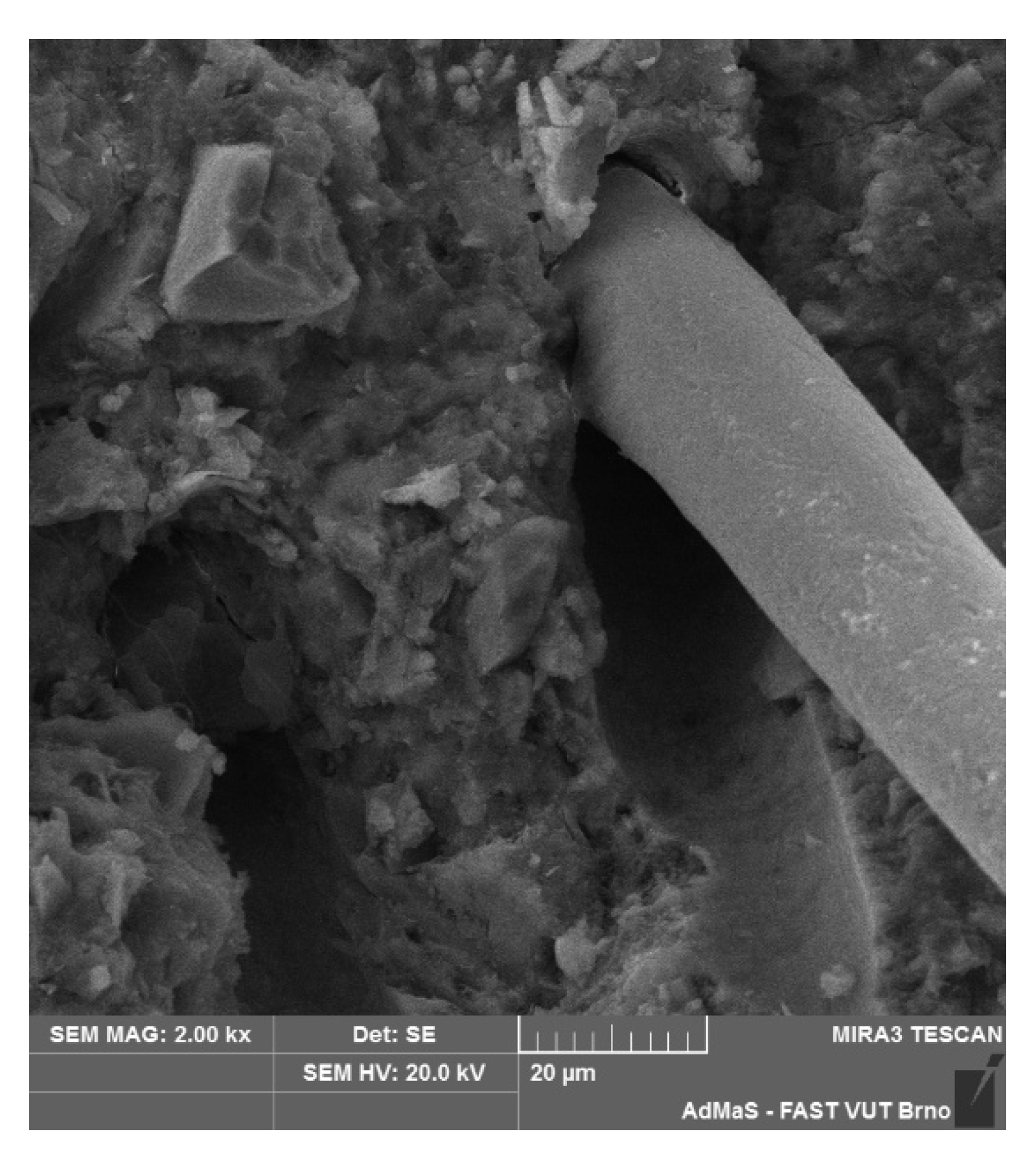
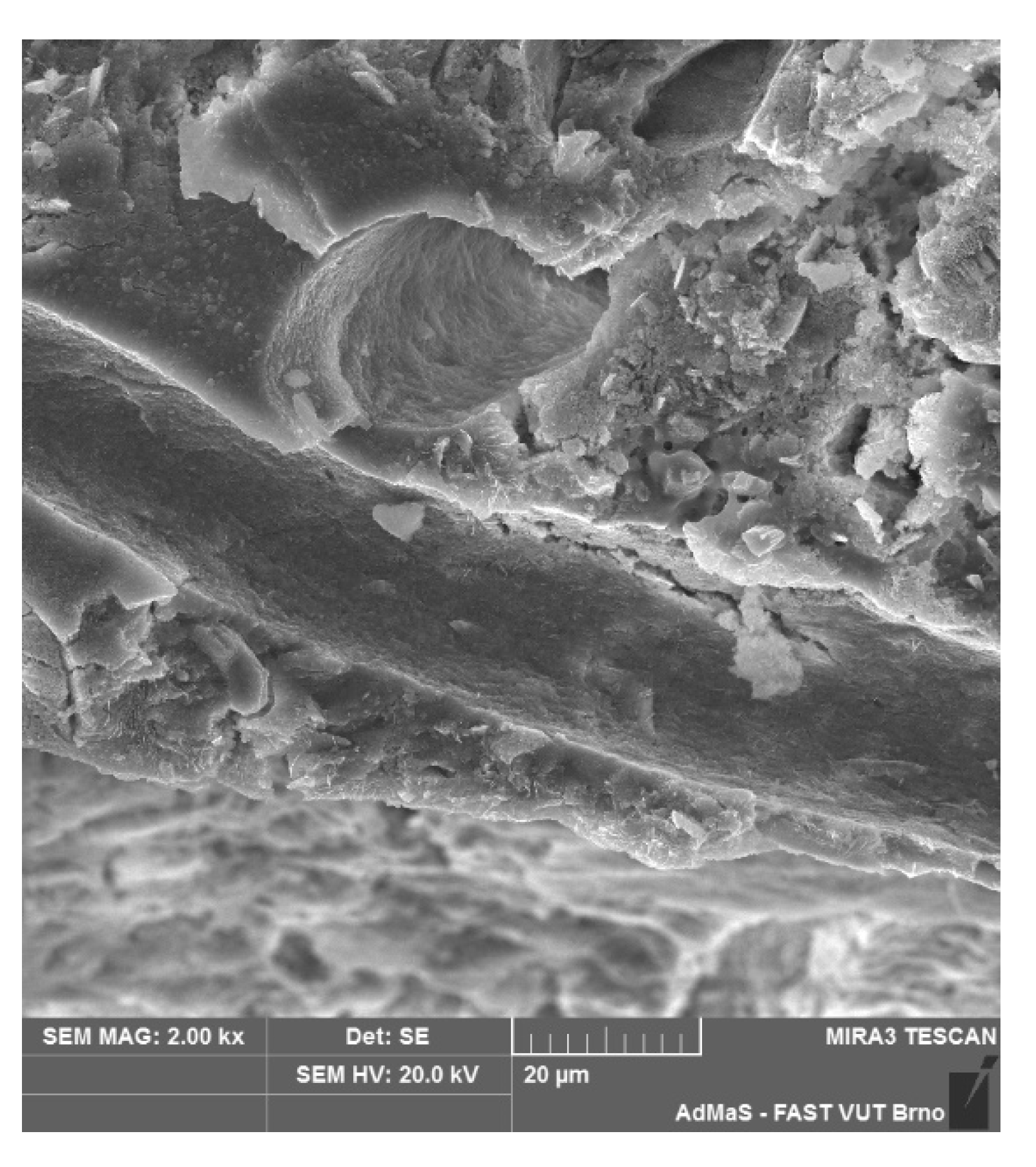
3.2.5. Scanning Electron Microscopy (SEM)
4. Discussion
4.1. Bulk Density LWC
4.2. Degradation of Mechanical Properties of LWC
4.3. Mineralogical Transformations of LWC during Heating and Their Effect on Compressive Strength
5. Conclusions
- With Agloporit lightweight aggregate it is possible to achieve a lower bulk density of hardened LWC compared to ordinary concretes. The bulk density decreases in direct proportion to the increase in the lightweight aggregate content.
- The LWC compressive strength values were approximately 5 to 22% lower (depending on the amount of lightweight aggregate used) compared to the control concrete with natural aggregate only.
- Silica fume was contained in all the concretes studied, regardless of the type of aggregate used, and its morphological transformations during heating of the concrete to 800 °C caused an increase in strength compared to the compressive strength values at 600 °C. This was confirmed by XRD analysis.
- The SEM analysis confirmed the ongoing changes in the microstructure during heating of the concrete and at 1000 °C; incipient cracks were detected causing destruction of the mechanical properties of the concrete.
- At a maximum temperature load of 1000 °C, there was no explosive cracking of the LWC surface layers. Only color changes and a relatively significant crack formation on the surface of the concretes studied were visible.
- As expected, the compressive strength of LWC rapidly decreased after 1000 °C and did not reach even half of the compressive strengths without thermal loading.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yıldırım, H.; Özturan, T. Impact resistance of concrete produced with plain and reinforced cold-bonded fly ash aggregates. J. Build. Eng. 2021, 42, 102875. [Google Scholar] [CrossRef]
- Kushnir, A.R.L.; Heap, M.J.; Griffiths, L.; Wadsworth, F.B.; Langella, A.; Baud, P.; Reuschlé, T.; Kendrick, J.E.; Utley, J.E.P. The fire resistance of high-strength concrete containing natural zeolites. Cem. Concr. Compos. 2021, 116, 103897. [Google Scholar] [CrossRef]
- Kodur, V.K.R.; Wang, T.C.; Cheng, F.P. Predicting the fire resistance behavior of high strength concrete columns. Cem. Concr. Compos. 2004, 26, 141–153. [Google Scholar] [CrossRef] [Green Version]
- Dhemla, P.; Somani, P.; Swami, B.; Gaur, A. Optimizing the design of sintered fly ash light weight concrete by Taguchi and ANOVA analysis. Mater. Today Proc. 2022, 62, 495–503. [Google Scholar] [CrossRef]
- Güneyisi, E.; Gesoğlu, M.; Pürsünlü, Ö.; Mermerdaş, K. Durability aspect of concretes composed of cold bonded and sintered fly ash lightweight aggregates. Compos. Part B Eng. 2013, 53, 258–266. [Google Scholar] [CrossRef]
- Nadesan, M.S.; Dinakar, P. Mix design and properties of fly ash waste lightweight aggregates in structural lightweight concrete. Case Stud. Constr. Mater. 2017, 7, 336–347. [Google Scholar] [CrossRef]
- Majhi, R.K.; Padhy, A.; Nayak, A.N. Performance of structural lightweight concrete produced by utilizing high volume of fly ash cenosphere and sintered fly ash Aggregate with silica fume. Clean. Eng. Technol. 2021, 3, 100121. [Google Scholar] [CrossRef]
- Mazán, T. Possibilities of Using Light Artificial Aggregate Based on Sintered High-Temperature Fly Ash in Heat-Resistant Concrete Structures. Bachelor’s Thesis, Faculty of Civil Engineering, Brno University of Technology, Brno-střed, Czech Republic, 2021. [Google Scholar]
- Sahoo, S.; Selvaraju, A.K.; Prakash, S.S. Mechanical characterization of structural lightweight aggregate concrete made with sintered fly ash aggregates and synthetic fibres. Cem. Concr. Compos. 2020, 113, 103712. [Google Scholar] [CrossRef]
- Gesoğlu, M.; Özturan, T.; Güneyisi, E. Effects of fly ash properties on characteristics of cold-bonded fly ash lightweight aggregates. Constr. Build. Mater. 2007, 21, 1869–1878. [Google Scholar] [CrossRef]
- Satpathy, H.P.; Patel, S.K.; Nayak, A.N. Development of sustainable lightweight concrete using fly ash cenosphere and sintered fly ash aggregate. Constr. Build. Mater. 2019, 202, 636–655. [Google Scholar] [CrossRef]
- Lo, T.Y.; Cui, H.; Memon, S.A.; Noguchi, T. Manufacturing of sintered lightweight aggregate using high-carbon fly ash and its effect on the mechanical properties and microstructure of concrete. J. Clean. Prod. 2016, 112, 753–762. [Google Scholar] [CrossRef] [Green Version]
- Patel, S.K.; Majhi, R.K.; Satpathy, H.P.; Nayak, A.N. Durability and microstructural properties of lightweight concrete manufactured with fly ash cenosphere and sintered fly ash aggregate. Constr. Build. Mater. 2019, 226, 579–590. [Google Scholar] [CrossRef]
- Zeiml, M.; Lackner, R.; Mang, H.A. Experimental insight into spalling behavior of concrete tunnel linings under fire loading. Acta Geotech. 2008, 3, 295–308. [Google Scholar] [CrossRef]
- Fernandes, B.; Carré, C.; Mindeguia, J.C.; Perlot, C.; La Borderie, C. Spalling behaviour of concrete made with recycled concrete aggregates. Constr. Build. Mater. 2022, 344, 128124. [Google Scholar] [CrossRef]
- Bajc, U.; Kolšek, J.Č.; Planinc, I.; Bratina, S. Fire resistance of RC columns with regard to spalling of concrete. Fire Saf. J. 2022, 130, 103568. [Google Scholar] [CrossRef]
- Gawin, D.; Pesavento, F.; Schrefler, B.A. Towards prediction of the thermal spalling risk through a multi-phase porous media model of concrete. Comput. Methods Appl. Mech. Eng. 2006, 195, 5707–5729. [Google Scholar] [CrossRef]
- Liu, J.-C.; Tan, K.H.; Yao, Y. A new perspective on nature of fire-induced spalling in concrete. Constr. Build. Mater. 2018, 184, 581–590. [Google Scholar] [CrossRef]
- Sičáková, A. New Generation Cement Concretes—Ideas, Design, Technology and Aplications, 1st ed.; Technical University Kosice: Kosice, Slovakia, 2008; 156p. [Google Scholar]
- Suchánek, V. Experimental Analysis of Specific Concrete to Extreme Thermal Stress. Dissertation, University of Pardubice, Faculty of Transport Engineering, Pardubice, Czech Repulblic, 2018. [Google Scholar]
- EN 197-1; Cement—Part 1: Composition, Specifications, and Conformity Criteria for Common Cements. European Committee for Standardization (CEN): Brussels, Belgium, 2011.
- EN 196-6; Methods of Testing Cement—Part 6: Determination of Fineness. Committee for Standardization (CEN): Brussels, Belgium, 2019.
- EN 196-1; Methods of Testing Cement—Part 1: Determination of Strength. Committee for Standardization (CEN): Brussels, Belgium, 2016.
- CSN 72 2113; Determination of Density of Cement. Czech office for Standardization and Measurement: Praha, Czech Republic, 1987.
- EN 1097-5; Tests for Mechanical and Physical Properties of Aggregates—Part 5: Determination of the Water Content by Drying in a Ventilated Oven. Committee for Standardization (CEN): Brussels, Belgium, 2008.
- EN 933-1; Tests for Geometrical Properties of Aggregates—Part 1: Determination of Particle size Distribution—Sieving Method. Committee for Standardization (CEN): Brussels, Belgium, 2012.
- EN 1097-6; Tests for Mechanical and Physical Properties of Aggregates—Part 6: Determination of Particle Density and Water Absorption. Committee for Standardization (CEN): Brussels, Belgium, 2022.
- EN 13055; Lightweight Aggregates. European Committee for Standardization (CEN): Brussels, Belgium, 2016.
- Svoboda a syn s.r.o, Research and Development—Sintered Aggregate and Agloporit. Available online: https://sasbrno-vyzkum.cz/sluzby/spekana-kameniva-a-agloporit/agloporit/ (accessed on 28 May 2021).
- EN 206; Concrete—Specification, Performance, Production and Conformity. Committee for Standardization (CEN): Brussels, Belgium, 2021.
- EN 12350-2; Testing Fresh Concrete—Part 2: Slump test. European Committee for Standardization (CEN): Brussels, Belgium, 2019.
- EN 12350-6; Testing Fresh Concrete—Part 6: Density. European Committee for Standardization (CEN): Brussels, Belgium, 2019.
- EN 12390-7; Testing Hardened Concrete—Part 7: Density of hardened concrete. European Committee for Standardization (CEN): Brussels, Belgium, 2021.
- EN 12390-3; Testing Hardened Concrete—Part 3: Compressive Strength of Test Specimens. European Committee for Standardization (CEN): Brussels, Belgium, 2019.
- Rydval, M.; Šimůnek, I. A unique test furnace. In Pražská Technika; Czech Technical University: Praha, Czech Republic, 2015; Volume 5. [Google Scholar]
- EN 1363-1; Fire Resistance Tests—Part 1: General Requirements. European Committee for Standardization (CEN): Brussels, Belgium, 2020.
- ISO 834-11:2014; Fire Resistance Tests—Elements of Building Construction—Part 11: Specific Requirements for the Assessment of Fire Protection to Structural Steel Elements. International Organization for Standardization: Geneva, Switzerland, 2014.
- Henkensiefken, R.; Castro, J.; Bentz, D.; Nantung, T.; Weiss, J. Water absorption in internally cured mortar made with water-filled lightweight aggregate. Cem. Concr. Res. 2009, 39, 883–892. [Google Scholar] [CrossRef] [Green Version]
- Gosain, N.K.; Drexler, R.F.; Choudhuri, D. Evaluation and Repair of Fire-Damaged Buildings. Structure 2015, 3, 18–22. Available online: http://www.structurearchives.org/Archives/2008-9/C-STRForensics-Fire-Gosain-Sept09.pdf (accessed on 18 September 2008).
- Dinakar, P. Properties of fly-Ash lightweight aggregate concretes proceedings of the ICE. Proc. Inst. Civ. Eng. Constr. Mater. 2013, 166, 133–140. [Google Scholar] [CrossRef]
- Kockal, N.U.; Ozturan, T. Characteristics of lightweight fly ash aggregates produced with different binders and heat treatments. Cem. Concr. Compos. 2011, 33, 61–67. [Google Scholar] [CrossRef]
- Gesoğlu, M.; Güneyisi, E. Permeability properties of self-compacting rubberized concretes. Constr. Build. Mater. 2011, 25, 3319–3326. [Google Scholar] [CrossRef]
- Heikal, M.; El-Didamony, H.; Sokkary, T.; Ahmed, I. Behavior of composite cement pastes containing microsilica and fly ash at elevated temperature. Constr. Build. Mater. 2013, 38, 1180–1190. [Google Scholar] [CrossRef]
- Hartmann, A.; Schulenberg, D.; Buhl, J.C. Synthesis and Structural Characterization of CSH-Phases in the Range of C/S = 0.41 − 1.66 at Temperatures of the Tobermorite Xonotlite Crossover. Mater. Sci. Chem. Eng. 2015, 3, 39–55. [Google Scholar] [CrossRef] [Green Version]
- Gratclová, K. Substitution of Binder and Filler of Fire-Resistant Repair Mortars Using Alternative Raw Materials. Bachelor’s Thesis, Faculty of Civil Engineering, Brno University of Technology, Brno-střed, Czech Republic, 2014; 70p. [Google Scholar]
- Amran, M.; Huang, S.-S.; Onaizi, A.M.; Murali, G.; Abdelgader, H.S. Fire spalling behavior of high-strength concrete: A critical review. Constr. Build. Mater. 2022, 341, 127902. [Google Scholar] [CrossRef]
- Sarıdemir, M.; Çelikten, S. Effect of high temperature, acid and sulfate on properties of alkali-activated lightweight aggregate concretes. Constr. Build. Mater. 2022, 317, 125886. [Google Scholar] [CrossRef]




| Main Properties | Value |
|---|---|
| Specific surface [m2/kg] (EN 196-6 [22], Blaine) | 503 |
| Volumetric density [kg/m3] | 3020 |
| Compressive strength [MPa]–28 days (EN 196-1 [23]) | 48.7 |
| Tensile strength [MPa]–28 days (EN 196-1 [23]) | 8.4 |
| Speciment | Volumetric Density [g/cm3] |
|---|---|
| 1 | 3.0142 |
| 2 | 3.0856 |
| 3 | 3.1067 |
| Diameter | 3.0688 |
| Components | Quantity per 1 m3 of Concrete [kg] | ||||
|---|---|---|---|---|---|
| REF 0 | REC 1 | REC 2 | REC 3 | ||
| CEM II/B-M (S-LL) 32.5 R | 375 | ||||
| Silica fume | 42 | ||||
| Sand 0/4 mm (natural) | 964 | ||||
| Aggregate 4/8 mm (natural) | 686 | 515 | 343 | 171 | |
| Agloporit 4/8 mm | 0 | 114 | 229 | 343 | |
| Superplasticizer | 3.3 | ||||
| Fibers (Polypropylene) | 1.0 | ||||
| Water | Technological | 0 | 21.7 | 43.5 | 65.2 |
| Mixing | 207 | ||||
| Temperature | Bulk Density of Hardened Concrete [kg/m3] | |||
|---|---|---|---|---|
| REF 0 | REC 1 | REC 2 | REC 3 | |
| 600 °C | 2170 | 2110 | 1990 | 1870 |
| 800 °C | 2080 | 1980 | 1840 | 1730 |
| 1000 °C | 2030 | 1900 | 1810 | 1710 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Křížová, K.; Bubeník, J.; Sedlmajer, M. Use of Lightweight Sintered Fly Ash Aggregates in Concrete at High Temperatures. Buildings 2022, 12, 2090. https://doi.org/10.3390/buildings12122090
Křížová K, Bubeník J, Sedlmajer M. Use of Lightweight Sintered Fly Ash Aggregates in Concrete at High Temperatures. Buildings. 2022; 12(12):2090. https://doi.org/10.3390/buildings12122090
Chicago/Turabian StyleKřížová, Klára, Jan Bubeník, and Martin Sedlmajer. 2022. "Use of Lightweight Sintered Fly Ash Aggregates in Concrete at High Temperatures" Buildings 12, no. 12: 2090. https://doi.org/10.3390/buildings12122090
APA StyleKřížová, K., Bubeník, J., & Sedlmajer, M. (2022). Use of Lightweight Sintered Fly Ash Aggregates in Concrete at High Temperatures. Buildings, 12(12), 2090. https://doi.org/10.3390/buildings12122090