Joint Production and Maintenance Optimization of a Series–Parallel System with Quality-Contingent Demand


Abstract
:
1. Introduction
- (i)
- Considering the structural relationship between units, the maintenance group of the system is divided, and the steady-state probability density function considering structural importance is calculated based on extended DSSP.
- (ii)
- The deterioration of each unit leads to a decline in product quality, thus affecting the demand rate. The numerical relationship between each unit state and system demand rate is extended to the three-unit system considering that part of the unqualified products can be repaired.
- (iii)
- The situation of the three-unit series–parallel system considering maintenance is analyzed, and the overall expected cost rate in one cycle is calculated to formulate a model.
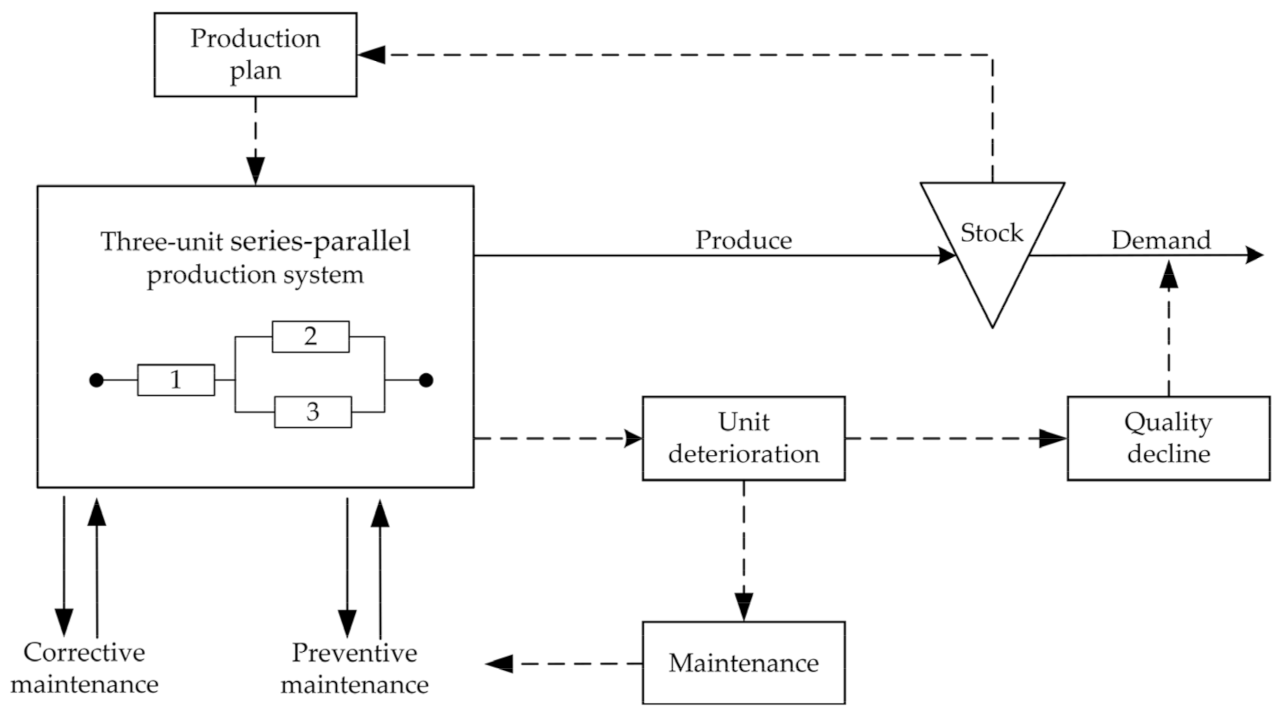
2. Problem Description and Assumptions
2.1. Problem Description
2.2. Assumptions
- Demand is periodic, production is continuous, and the production rate is always higher than the demand rate in the production cycle;
- Demand rate is variable, only related to product quality, and unchanged in one cycle;
- A part of the unqualified products can be repaired and completed instantly. The repaired part is all low-quality qualified products, and the unrepairable products are disposed after the end of the cycle;
- The production equipment has no sudden failure, and the equipment state is as new after maintenance;
- If multiple maintenance operations are carried out simultaneously, the setting cost is set only once [35];
- Only consider a single repair technician. That is to say, when the maintenance activities are carried out simultaneously or separately, the total maintenance time remains unchanged [20];
- The system can meet production requirements when the system does not need maintenance.
2.3. Steady-State Probability Density Function
2.4. Quality-Contingent Demand
- The number of low-quality qualified products in qualified products is:
- The number of low-quality qualified products repaired by unqualified products is:
3. Model Description
3.1. Production Description
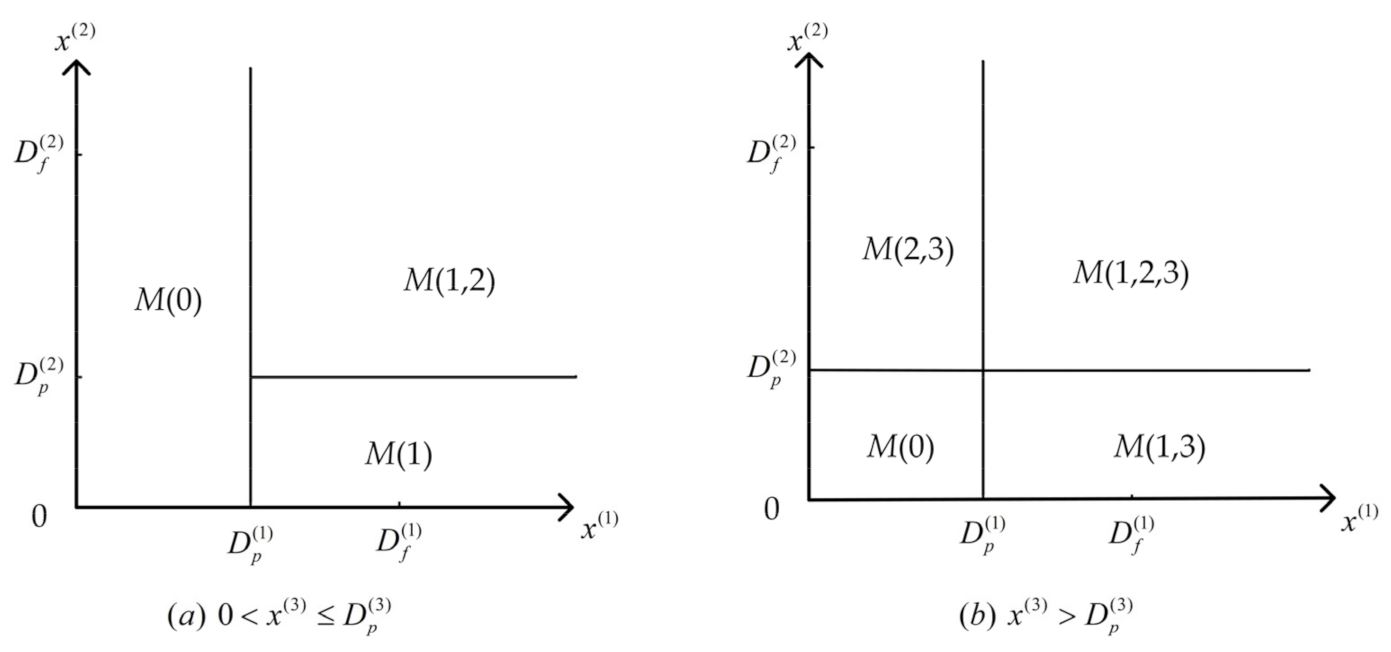
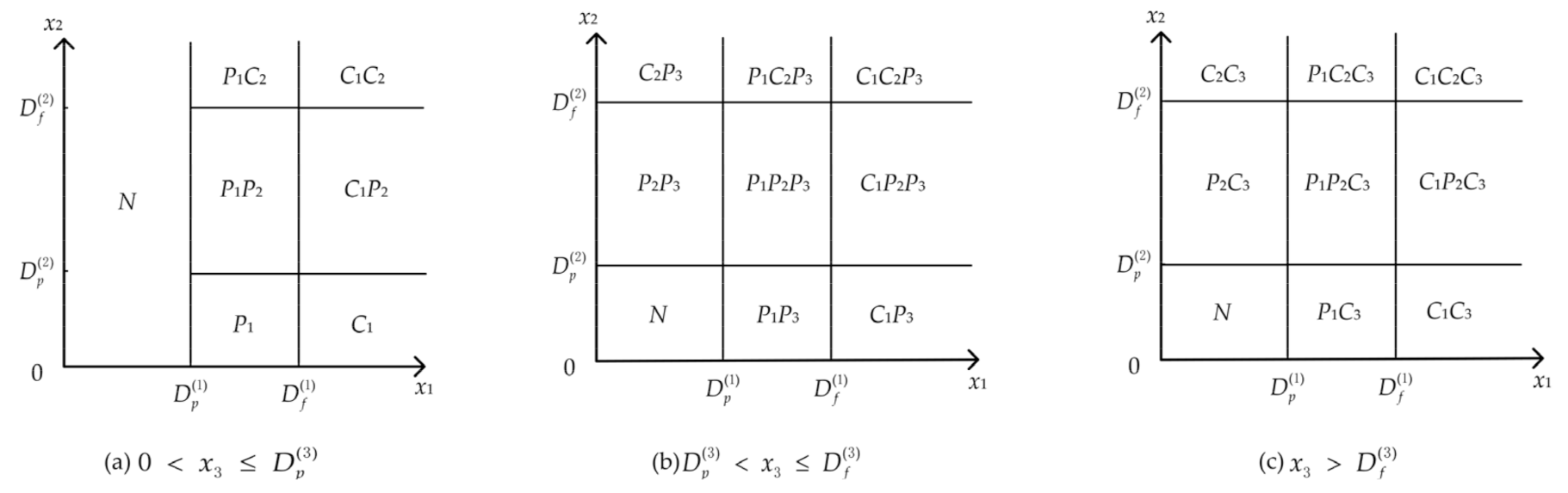
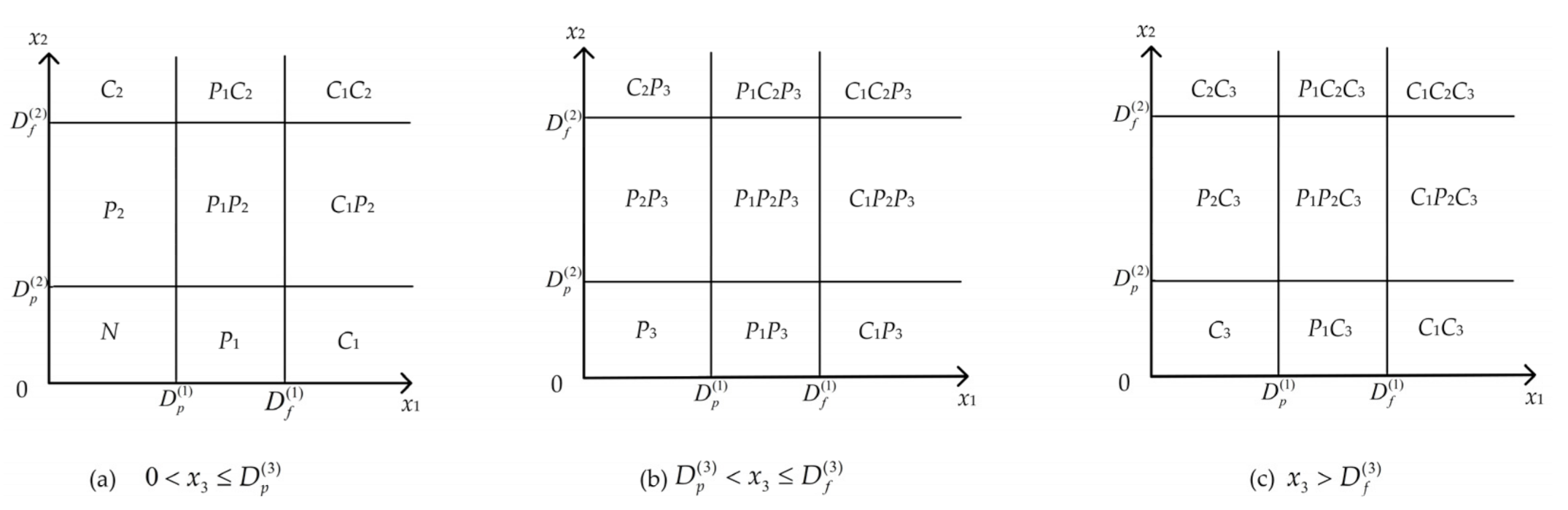
3.2. Maintenance Situation Description
4. Model Formulation
4.1. Cost in a Renewal Cycle
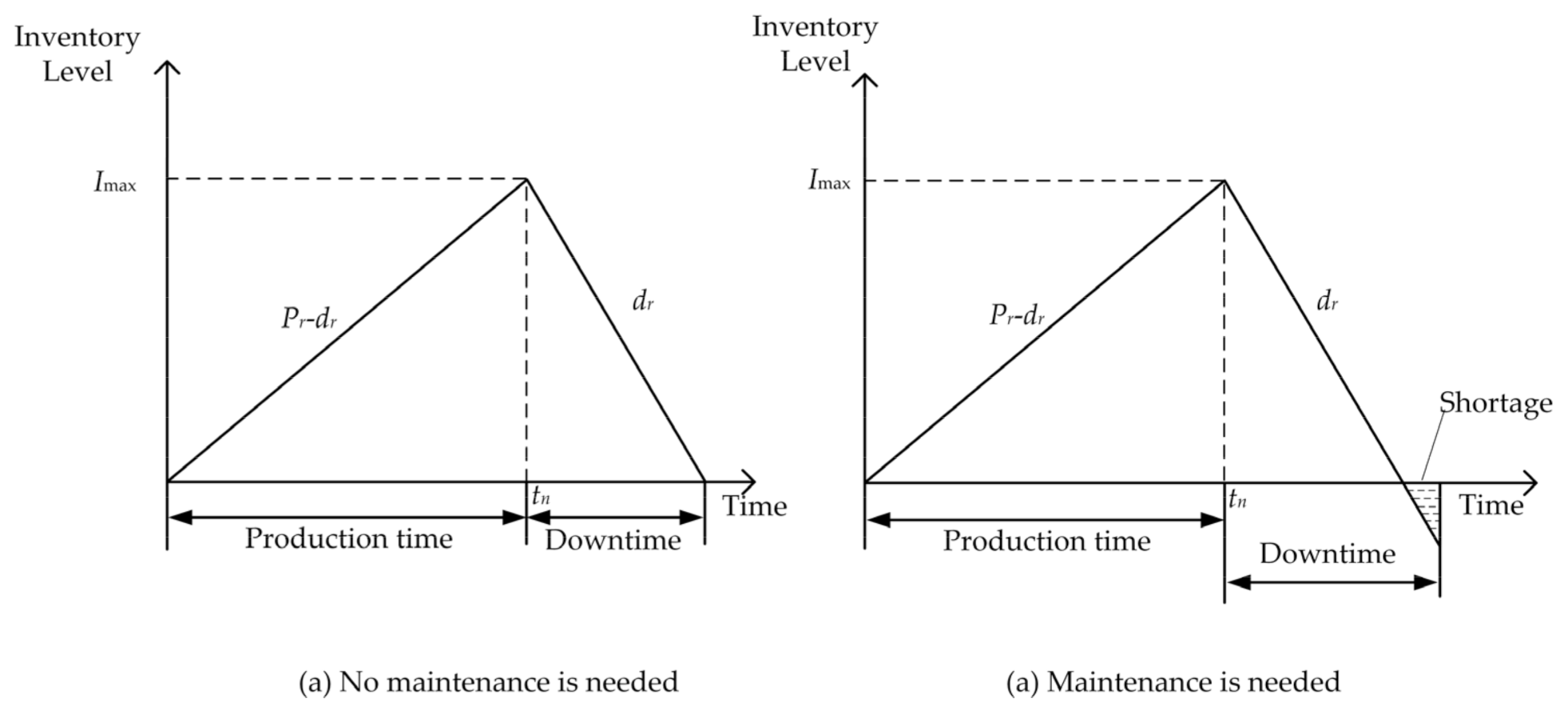
- inventory costAccording to the change of inventory level in the cycle described in Figure 4, the expected inventory level in a cycle can be represented by the area of the triangle in the inventory graph. The inventory cost can be described as
- repair costThe number of repairable unqualified products is obtained by Equation (6), and the repair cost can be described as
- shortage costThe shortage cost is generated only when the system is maintained, and it is related to the maintenance time. The calculation is divided into two parts. The first is that the shortage occurs when the system needs preventive maintenance, and the other is when the system needs corrective maintenance. The shortage time is shown as Equations (13) and (14), and the shortage cost of event can be described as
- Only when the one of unit 2 or unit 3 exceeds failure threshold does the punishment cost exists. The punishment cost of event :
- Preventive maintenance cost of event :
- Corrective maintenance cost of event :
4.2. Time in a Renewal Cycle
- Inventory consumption time:
- Shortage time of event :
5. Resolution Method
5.1. Solution Method of Steady-State Probability Density Function
5.2. Solution Method of the Proposed Model
6. Numerical Analysis
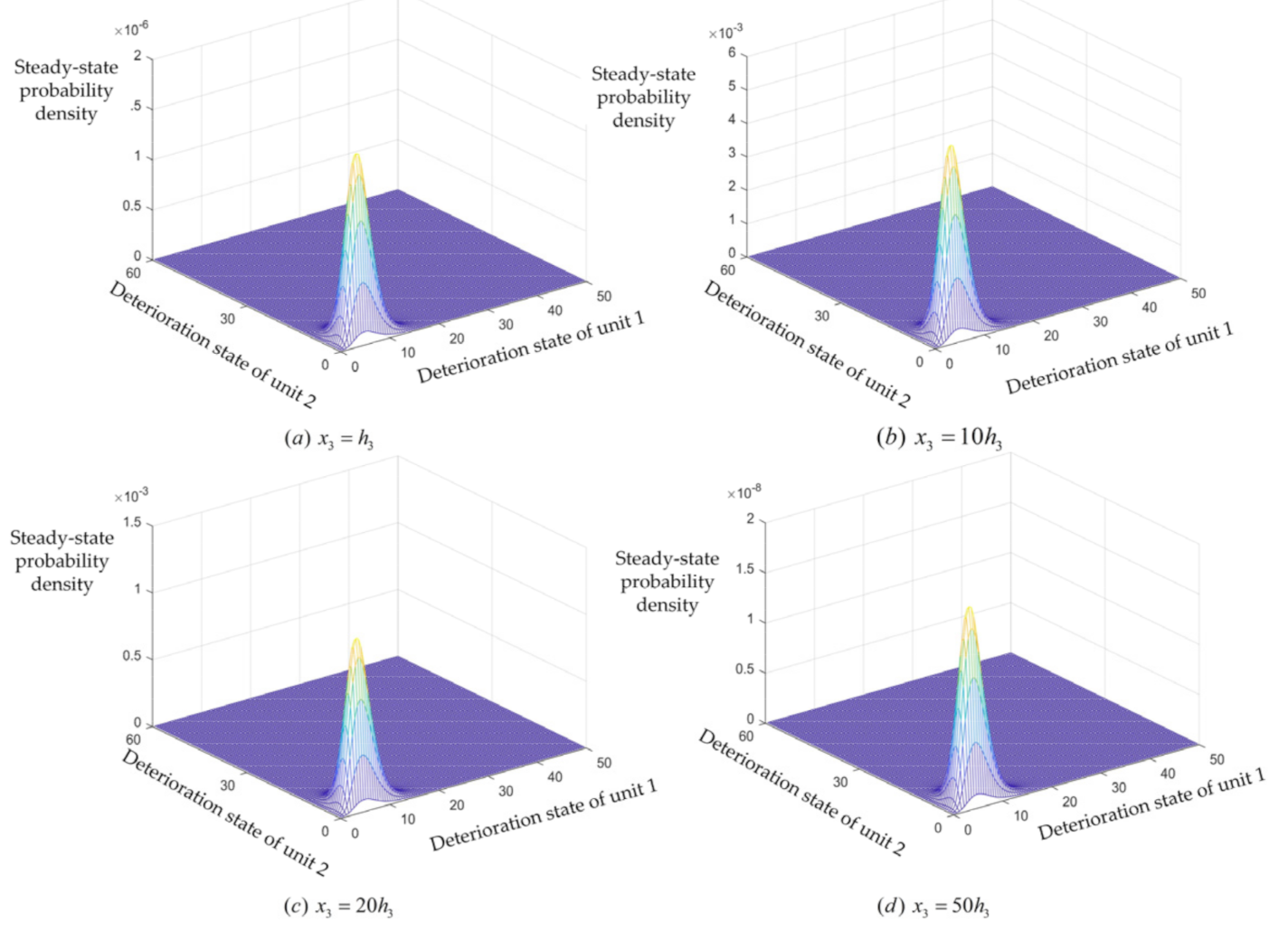
6.1. Verification of Steady-State Probability Density Function
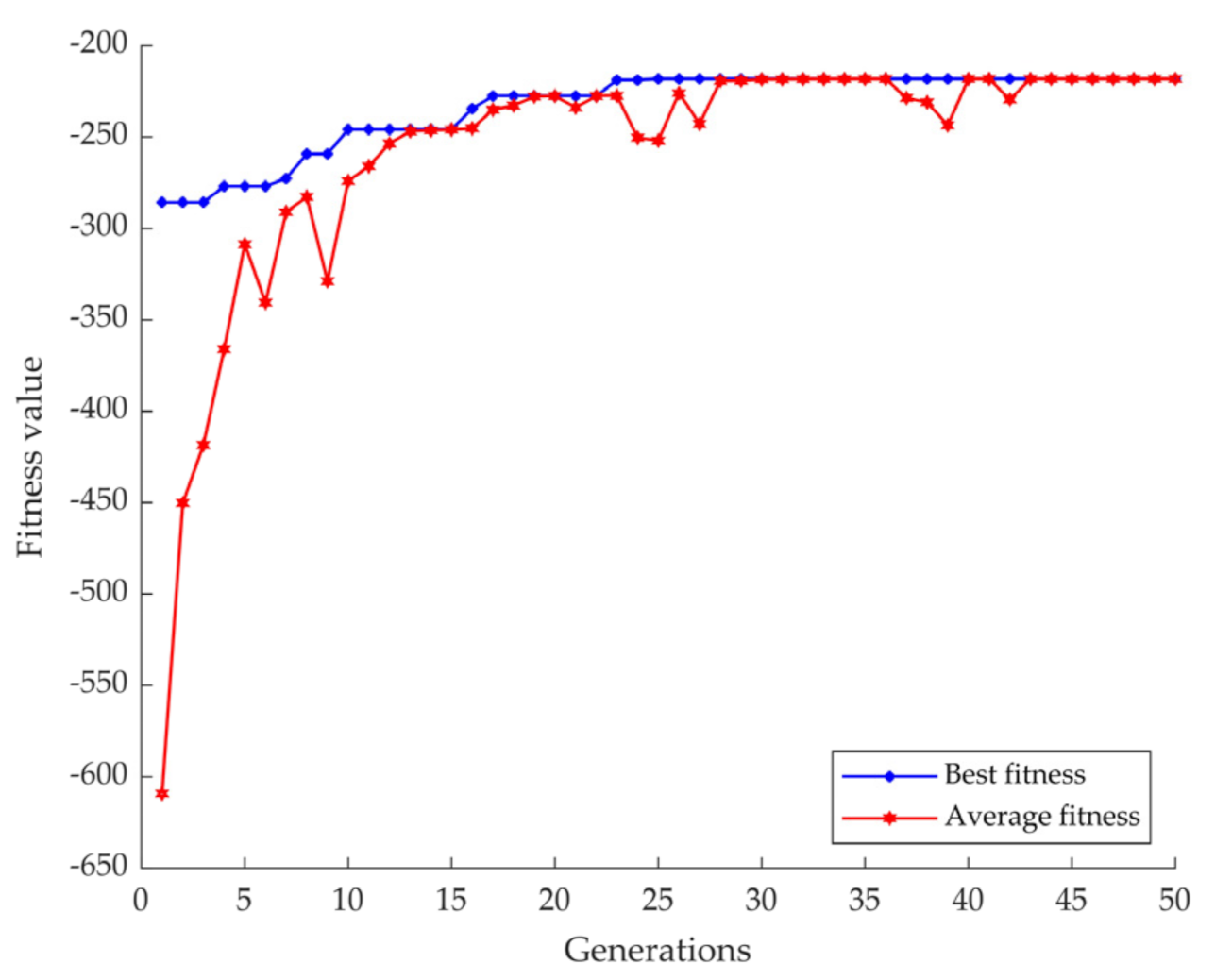
6.2. Case Study
6.3. Sensitivity Analysis
6.4. Contrast Experiment
- Maintenance policy is independent of system structureWhen the maintenance operation does not affect the probability density function of the system, the probability density function of the system can be expressed asOther remaining settings remain unchanged. After 20 experiments, the optimal strategy is . Compared with the results of this paper, it can be found that there is little difference in the cost rate, but without considering the influence of maintenance on the unit, the optimal preventive maintenance threshold of the three units is significantly higher than the results of this paper. In the actual production process, it is very likely to reach the fault threshold in the production process, affecting the normal production process.
- System probability density function is not affected by the maintenance operation
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A
References
- Schreiber, M.; Vernickel, K.; Richter, C.; Reinhart, G. Integrated production and maintenance planning in cyber-physical production systems. Procedia CIRP 2019, 79, 534–539. [Google Scholar] [CrossRef]
- Vogel, T.; Almada-Lobo, B.; Almeder, C. Integrated versus hierarchical approach to aggregate production planning and master production scheduling. OR Spectrum 2016, 39, 193–229. [Google Scholar] [CrossRef]
- Rossi, T.; Pozzi, R.; Pero, M.; Cigolini, R. Improving production planning through finite-capacity MRP. Int. J. Prod. Res. 2017, 55, 377–391. [Google Scholar] [CrossRef]
- Guo, Z.X.; Wong, W.K.; Zhi, L.; Ren, P. Modeling and Pareto optimization of multi-objective order scheduling problems in production planning. Comput. Ind. Eng. 2013, 64, 972–986. [Google Scholar] [CrossRef]
- Hervert-Escobar, L.; López-Pérez, J.F. Production planning and scheduling optimization model: A case of study for a glass container company. Ann. Oper. Res. 2018, 286, 529–543. [Google Scholar] [CrossRef] [Green Version]
- Andriolo, A.; Battini, D.; Persona, A.; Sgarbossa, F. A new bi-objective approach for including ergonomic principles into EOQ model. Int. J. Prod. Res. 2015, 54, 2610–2627. [Google Scholar] [CrossRef]
- Massonnet, G.; Gayon, J.; Rapine, C. Approximation algorithms for deterministic continous-review inventory lot-sizing problems with time-varying demand. Eur. J. Oper. Res. 2014, 234, 641–649. [Google Scholar] [CrossRef]
- Ou, J.; Feng, J. Production lot-sizing with dynamic capacity adjustment. Eur. J. Oper. Res. 2019, 272, 261–269. [Google Scholar] [CrossRef]
- Lamas, A.; Chevalier, P. Joint dynamic pricing and lot-sizing under competition. Eur. J. Oper. Res. 2018, 266, 864–876. [Google Scholar] [CrossRef] [Green Version]
- Makis, V.; Fung, J. An EMQ model with inspections and random machine failures. J. Oper. Res. Soc. 1998, 49, 66–76. [Google Scholar] [CrossRef]
- Farahani, A.; Tohidi, H. Integrated optimization of quality and maintenance: A literature review. Comput. Ind. Eng. 2021, 151, 106924. [Google Scholar] [CrossRef]
- Marquez, A.C.; Yin, X.; Liu, X. The Maintenance Management Framework: Models and Methods for Complex Systems Maintenance; National Defence Industry Press: Beijing, China, 2013; pp. 49–50. [Google Scholar]
- Cassady, C.R.; Kutanoglu, E. Integrating preventive maintenance planning and production scheduling for a single machine. IEEE T. Reliab. 2005, 54, 304–309. [Google Scholar] [CrossRef]
- Wang, C. Optimal production and maintenance policy for imperfect production systems. Nav. Res. Logist. 2006, 53, 151–156. [Google Scholar] [CrossRef]
- Liao, G.; Sheu, S. Economic production quantity model for randomly failing production process with minimal repair and imperfect maintenance. Int. J. Prod. Econ. 2011, 130, 118–124. [Google Scholar] [CrossRef]
- Zandieh, M.; Sajadi, S.M.; Behnoud, R. Integrated production scheduling and maintenance planning in a hybrid flow shop system: A multi-objective approach. Int. J. Syst. Assur. Eng. Manag. 2017, 8, 1630–1642. [Google Scholar] [CrossRef]
- Zhang, X.; Xia, T.; Pan, E.; Li, Y. Integrated optimization on production scheduling and imperfect preventive maintenance considering multi-degradation and learning-forgetting effects. Flex. Serv. Manuf. J. 2022, 34, 451–482. [Google Scholar] [CrossRef]
- Liao, W.; Chen, M.; Yang, X. Joint optimization of preventive maintenance and production scheduling for parallel machines system. J. Intell. Fuzzy Syst. 2017, 32, 913–923. [Google Scholar] [CrossRef]
- Tian, Z.; Liao, H. Condition based maintenance optimization for multi-component systems using proportional hazards model. Reliab. Eng. Syst. Saf. 2011, 96, 581–589. [Google Scholar] [CrossRef]
- Van, P.D.; Barros, A.; Bérenguer, C.; Bouvard, K.; Brissaud, F. Dynamic grouping maintenance with time limited opportunities. Reliab. Eng. Syst. Saf. 2013, 120, 51–59. [Google Scholar] [CrossRef]
- Vu, H.C.; Do, P.; Barros, A. A Stationary Grouping Maintenance Strategy Using Mean Residual Life and the Birnbaum Importance Measure for Complex Structures. IEEE Trans. Reliab. 2016, 65, 217–234. [Google Scholar] [CrossRef]
- Nguyen, K.; Do, P.; Grall, A. Condition-based maintenance for multi-component systems using importance measure and predictive information. Int. J. Syst. Sci. Oper. Logist. 2014, 1, 228–245. [Google Scholar] [CrossRef]
- Cheng, G.; Zhou, B.; Li, L. Joint optimization of lot sizing and condition-based maintenance for multi-component production systems. Comput. Ind. Eng. 2017, 110, 538–549. [Google Scholar] [CrossRef]
- Zhang, X.; Zeng, J. Deterioration state space partitioning method for opportunistic maintenance modelling of identical multi-unit systems. Int. J. Prod. Res. 2015, 53, 2100–2118. [Google Scholar] [CrossRef]
- Zhang, X.; Zeng, J. Joint optimization of condition-based opportunistic maintenance and spare parts provisioning policy in multiunit systems. Eur. J. Oper. Res. 2017, 262, 479–498. [Google Scholar] [CrossRef]
- Zhang, X.; Zeng, J.; Gan, J. Joint optimization of condition-based maintenance and spare part inventory for two-component system. J. Ind. Prod. Eng. 2018, 35, 394–420. [Google Scholar] [CrossRef]
- Zhang, X.; Liao, H.; Zeng, J.; Shi, G.; Zhao, B. Optimal Condition-based Opportunistic Maintenance and Spare Parts Provisioning for a Two-unit System using a State Space Partitioning Approach. Reliab. Eng. Syst. Saf. 2021, 209, 107451. [Google Scholar] [CrossRef]
- Gan, J.; Wang, L.; Zhang, X.; Zhang, W. The Joint Decision and Optimization of Single Machine Scheduling and Imperfect Condition Based Maintenance. Ind. Eng. Manag. 2021, 26, 75–81. [Google Scholar]
- Zhang, X.; Zeng, J. Optimal maintenance modeling for systems with multiple non-identical units using extended DSSP method. Am. J. Oper. Res. 2016, 6, 275–295. [Google Scholar] [CrossRef] [Green Version]
- Gao, Z.; Wang, H.; Zhang, H. The Decision of Production Systems with Quality-Contingent Demand and Condition-Based Maintenance. Systems 2022, 10, 20. [Google Scholar] [CrossRef]
- Lu, Z.; Xue, J.; Yang, Y. The decision of economic production quantity with quality-contingent demand and perfect preventative maintenance. Chin. J. Manag. Sci. 2020, 28, 71–78. [Google Scholar]
- Pasandideh, S.H.R.; Niaki, S.T.A. A genetic algorithm approach to optimize a multi-products EPQ model with discrete delivery orders and constrained space. Appl. Math. Comput. 2008, 195, 506–514. [Google Scholar] [CrossRef]
- Pal, S.; Maiti, M.K.; Maiti, M. An EPQ model with price discounted promotional demand in an imprecise planning horizon via Genetic Algorithm. Comput. Ind. Eng. 2009, 57, 181–187. [Google Scholar] [CrossRef]
- Noortwijk, J.M. A survey of the application of gamma processes in maintenance. Reliab. Eng. Syst. Saf. 2009, 94, 2–21. [Google Scholar] [CrossRef]
- Castanier, B.; Grall, A.; Bérenguer, C. A condition-based maintenance policy with non-periodic inspections for a two-unit series system. Reliab. Eng. Syst. Saf. 2005, 87, 109–120. [Google Scholar] [CrossRef]
- Bouslah, B.; Gharbi, A.; Pellerin, R. Integrated production, sampling quality control and maintenance of deteriorating production systems with AOQL constraint. Omega 2016, 61, 110–126. [Google Scholar] [CrossRef]
- Grall, A.; Dieulle, L.; Berenguer, C.; Roussignol, M. Continuous-time predictive-maintenance scheduling for a deteriorating system. IEEE Trans. Reliab. 2002, 51, 141–150. [Google Scholar] [CrossRef] [Green Version]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Explanation |
|---|---|
| Q | Economic production quantity, decision variable |
| State of unit | |
| Preventive maintenance threshold of unit , decision variable | |
| Failure threshold of unit | |
| Production rate of the system | |
| Demand rate of the system | |
| The ratio of low-quality products in qualified products | |
| The ratio of repairable products in unqualified products | |
| The setting cost of single maintenance | |
| Inventory cost per unit product | |
| Repair cost per unit product | |
| Shortage cost per unit time | |
| Punishment cost | |
| Preventive maintenance cost of unit | |
| Corrective maintenance cost of unit | |
| The probability density function of PM time of unit | |
| The probability density function of CM time of unit |
| Maintenance Group Number | Probability of Maintenance Group | Deterioration Probability of Component State |
|---|---|---|
| (1) M (0) | ||
| (2) M (1) | ||
| (3) M (1,2) | ||
| (4) M (1,3) | ||
| (5) M (2,3) | ||
| (6) M (1,2,3) |
| Unit 1 | Unit 2 | Unit 3 | |||
|---|---|---|---|---|---|
| 1.0043 | 1.0011 | 1.0003 | |||
| 1.0045 | 1.0012 | 1.0003 | |||
| 0.9737 | 1.0021 | 1.0007 | |||
| 1.0134 | 1.0026 | 1.0003 | |||
| 1.0231 | 1.0134 | 1.0014 |
| 1 | 1.4 | 2.8 | 10 | 1600 | 4700 | 1 | 0.5 |
| 2 | 2.2 | 3.2 | 12 | 1400 | 4200 | 2 | 1 |
| 3 | 2.2 | 3.2 | 12 | 1400 | 4200 | 2 | 1 |
| Parameter | Value | Parameter | Value |
|---|---|---|---|
| (unit/day) | 200 | 1.26 | |
| (unit/day) | 160 | 0.1 | |
| 0.1 | (Yuan/each time) | 600 | |
| 0.6 | (Yuan/unit/day) | 0.5 | |
| 0.004 | (Yuan/unit) | 10 | |
| 0.071 | (Yuan/unit) | 20 | |
| 0.0046 | (Yuan) | 1000 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gao, Z.; Wang, H.; Zhou, C.; Zhang, H. Joint Production and Maintenance Optimization of a Series–Parallel System with Quality-Contingent Demand. Appl. Sci. 2022, 12, 7558. https://doi.org/10.3390/app12157558
Gao Z, Wang H, Zhou C, Zhang H. Joint Production and Maintenance Optimization of a Series–Parallel System with Quality-Contingent Demand. Applied Sciences. 2022; 12(15):7558. https://doi.org/10.3390/app12157558
Chicago/Turabian StyleGao, Zhenhua, Hongjun Wang, Chunliu Zhou, and Hongliang Zhang. 2022. "Joint Production and Maintenance Optimization of a Series–Parallel System with Quality-Contingent Demand" Applied Sciences 12, no. 15: 7558. https://doi.org/10.3390/app12157558
APA StyleGao, Z., Wang, H., Zhou, C., & Zhang, H. (2022). Joint Production and Maintenance Optimization of a Series–Parallel System with Quality-Contingent Demand. Applied Sciences, 12(15), 7558. https://doi.org/10.3390/app12157558