
Processing Route Optimization and Characterization of Al6063–SiCp Metal-Matrix Composite Sheets

 ,
,  ,
,  ,
, 
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials Selection and Preparation
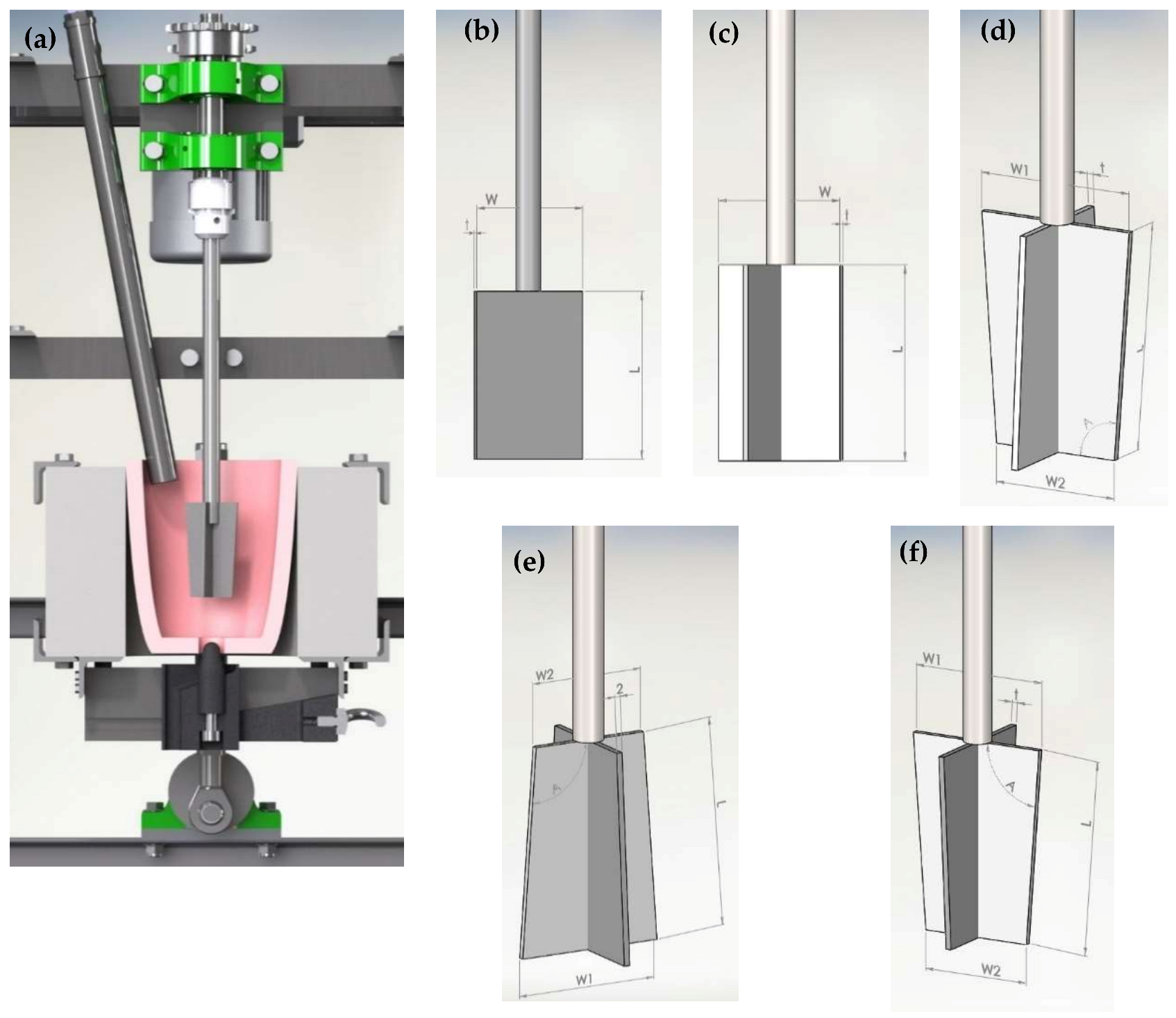
2.2. Casting Procedure
2.3. Hot Deformation Simulation
2.4. Hot Rolling
2.5. Heat Treatment and Tensile Testing
2.6. Microscopy
3. Results and Discussions
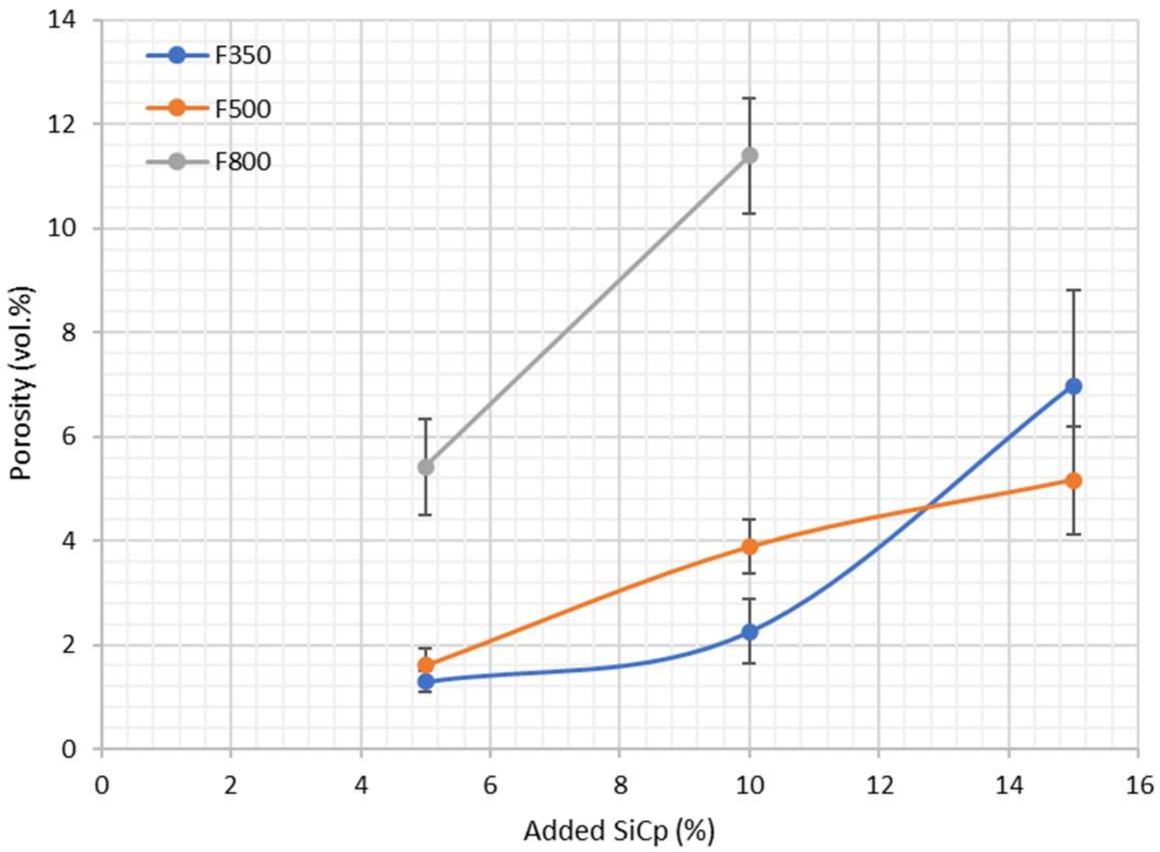
3.1. Technological Parameters of Successful Casting
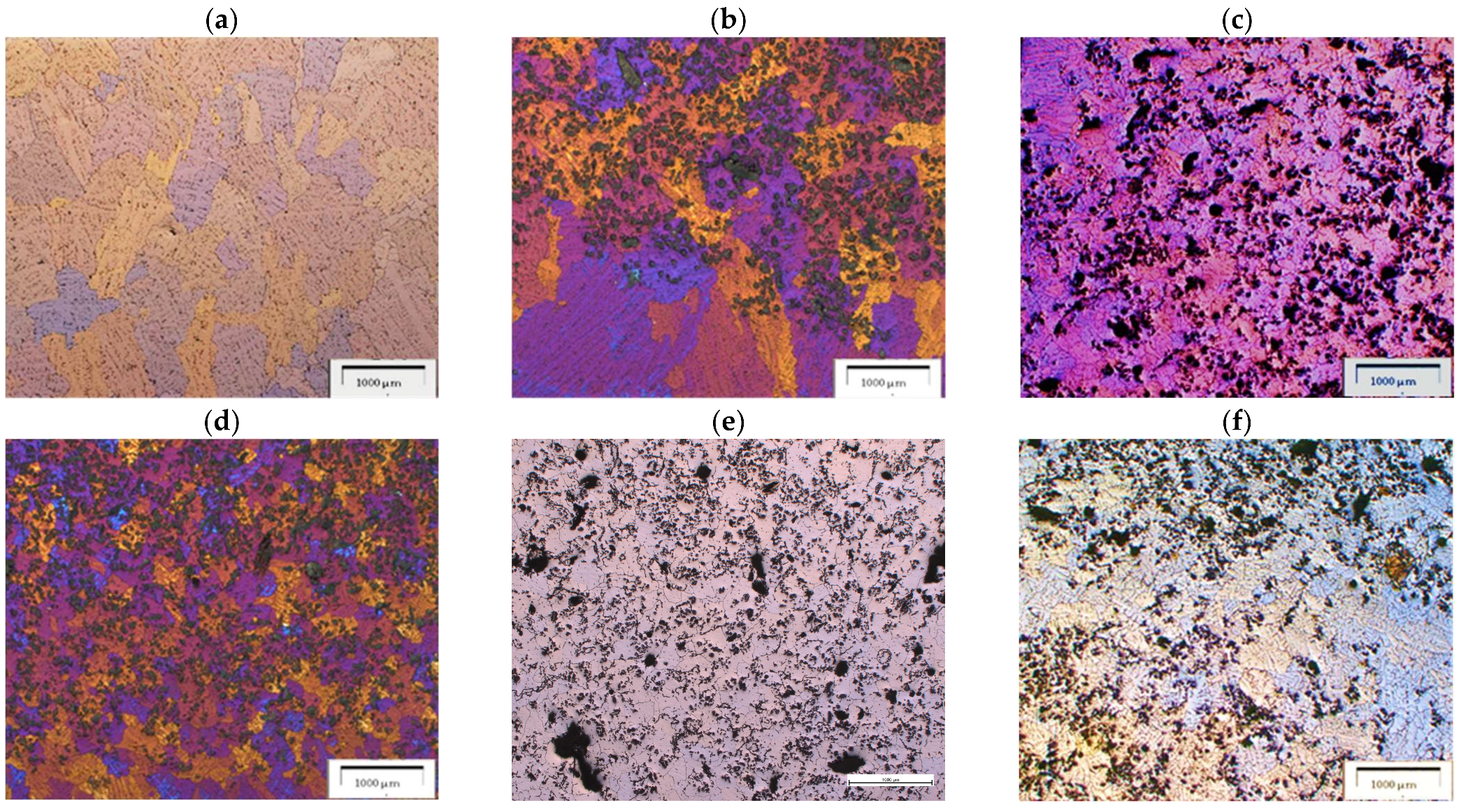
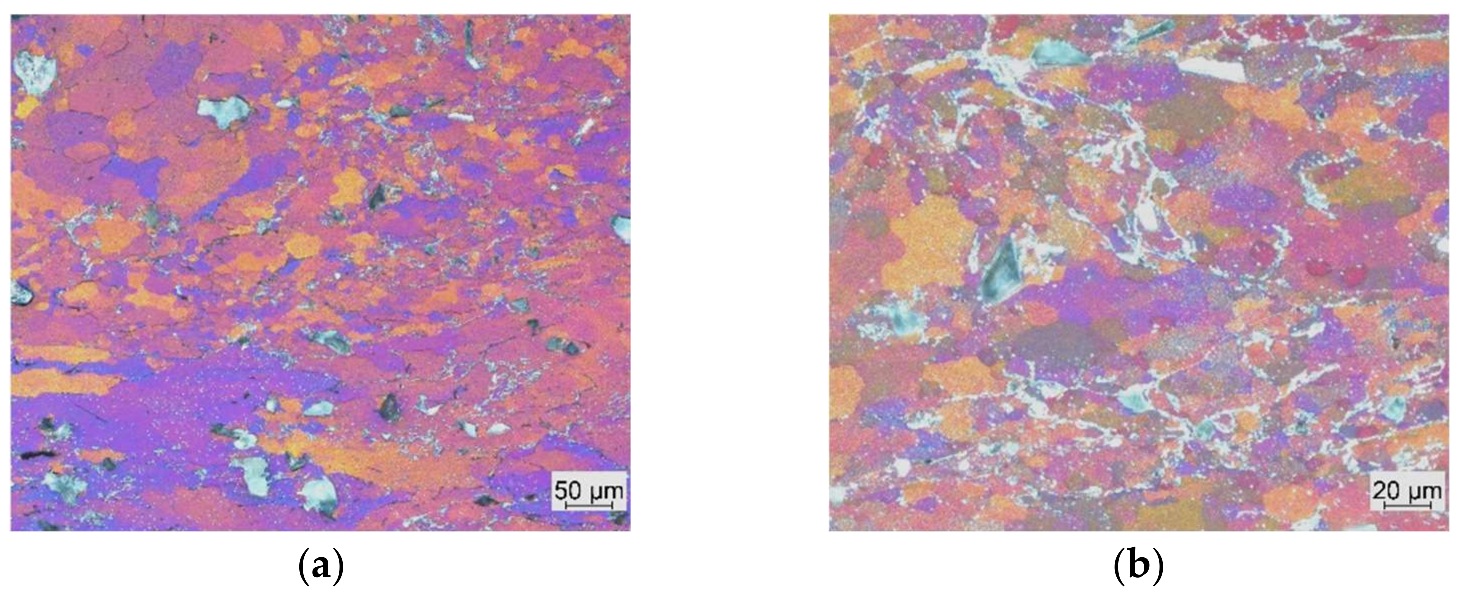
3.2. As-Cast Structures
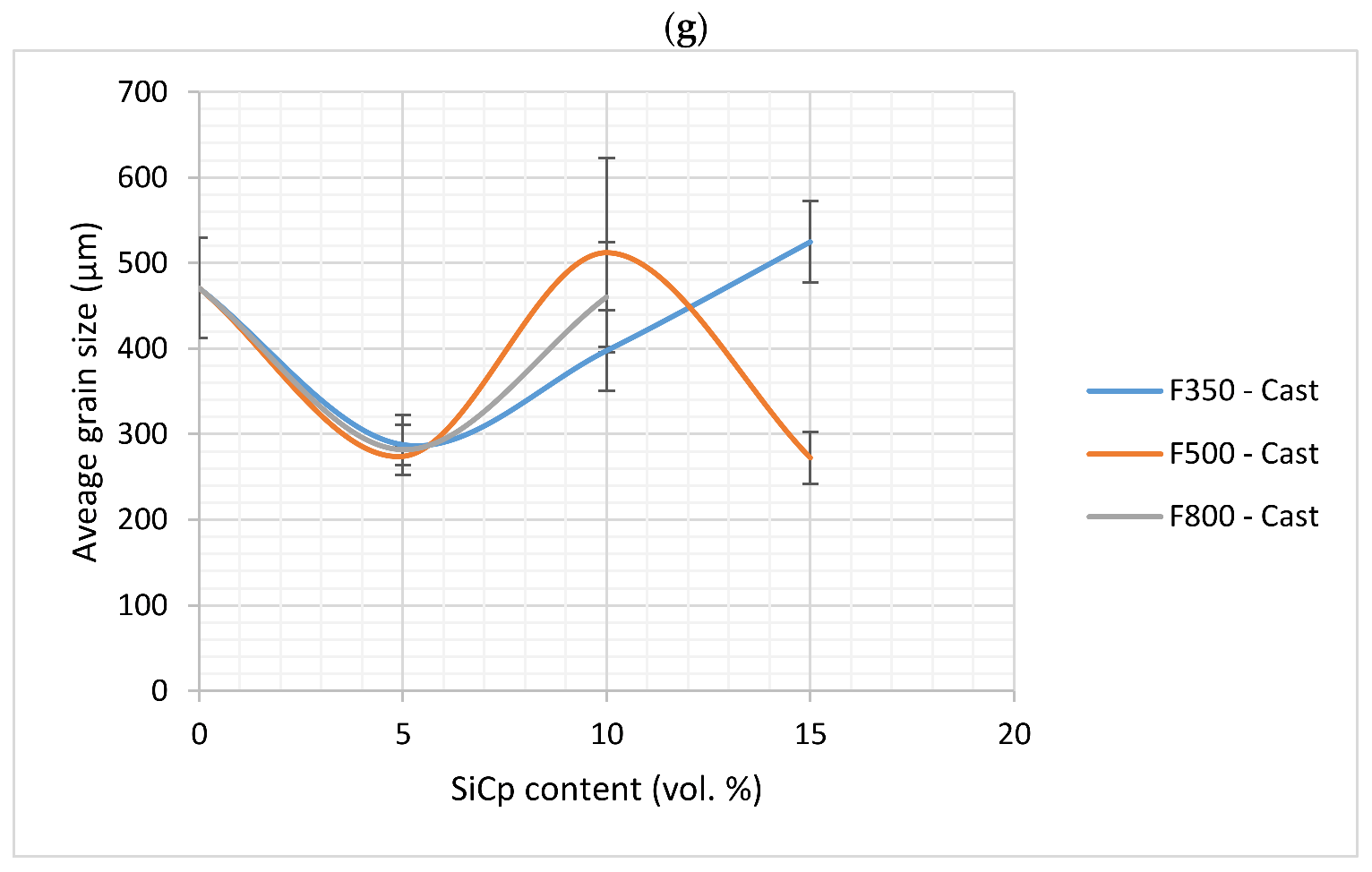
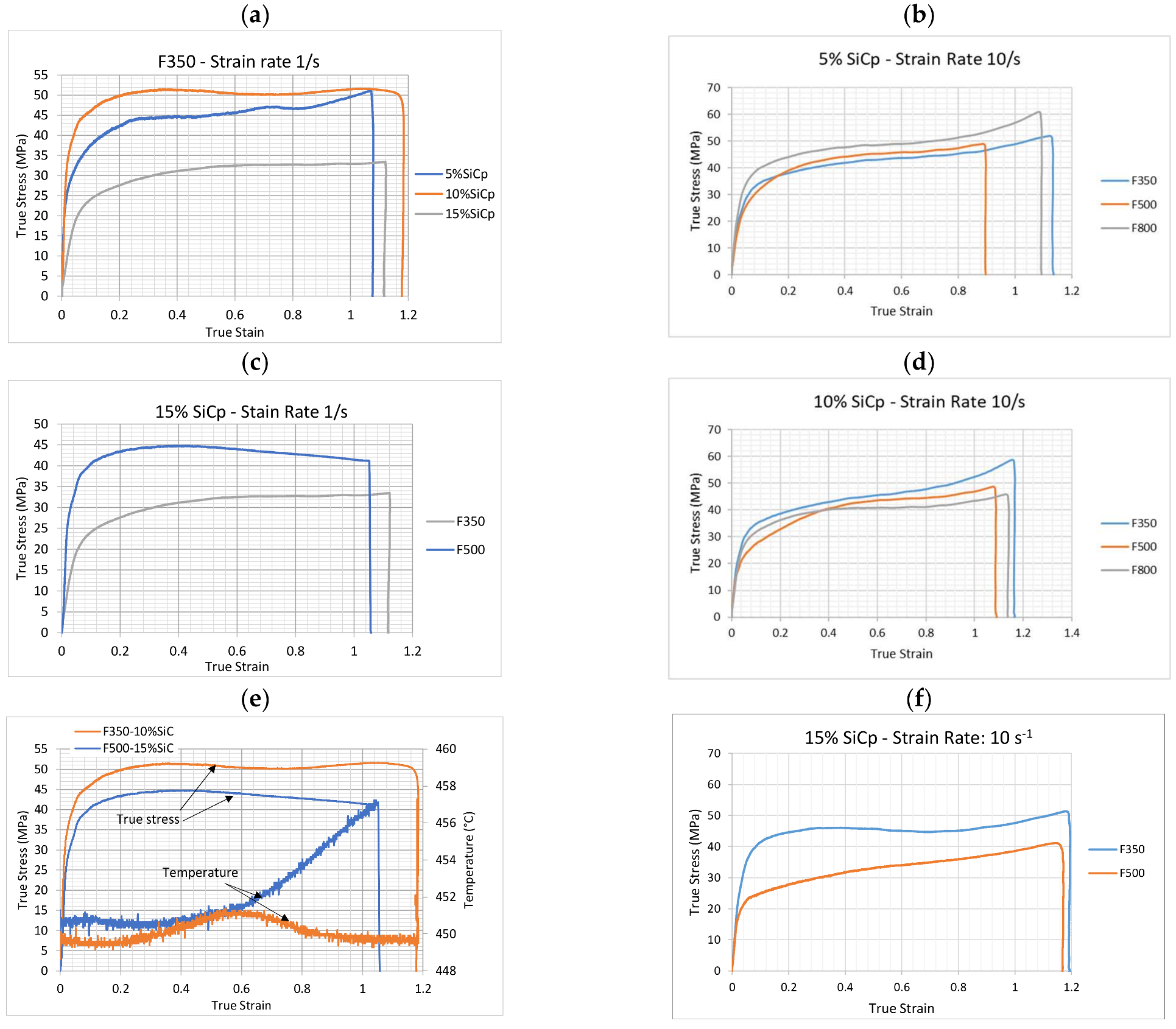
3.3. Hot Deformation Simulations
3.4. Rolling Schedule
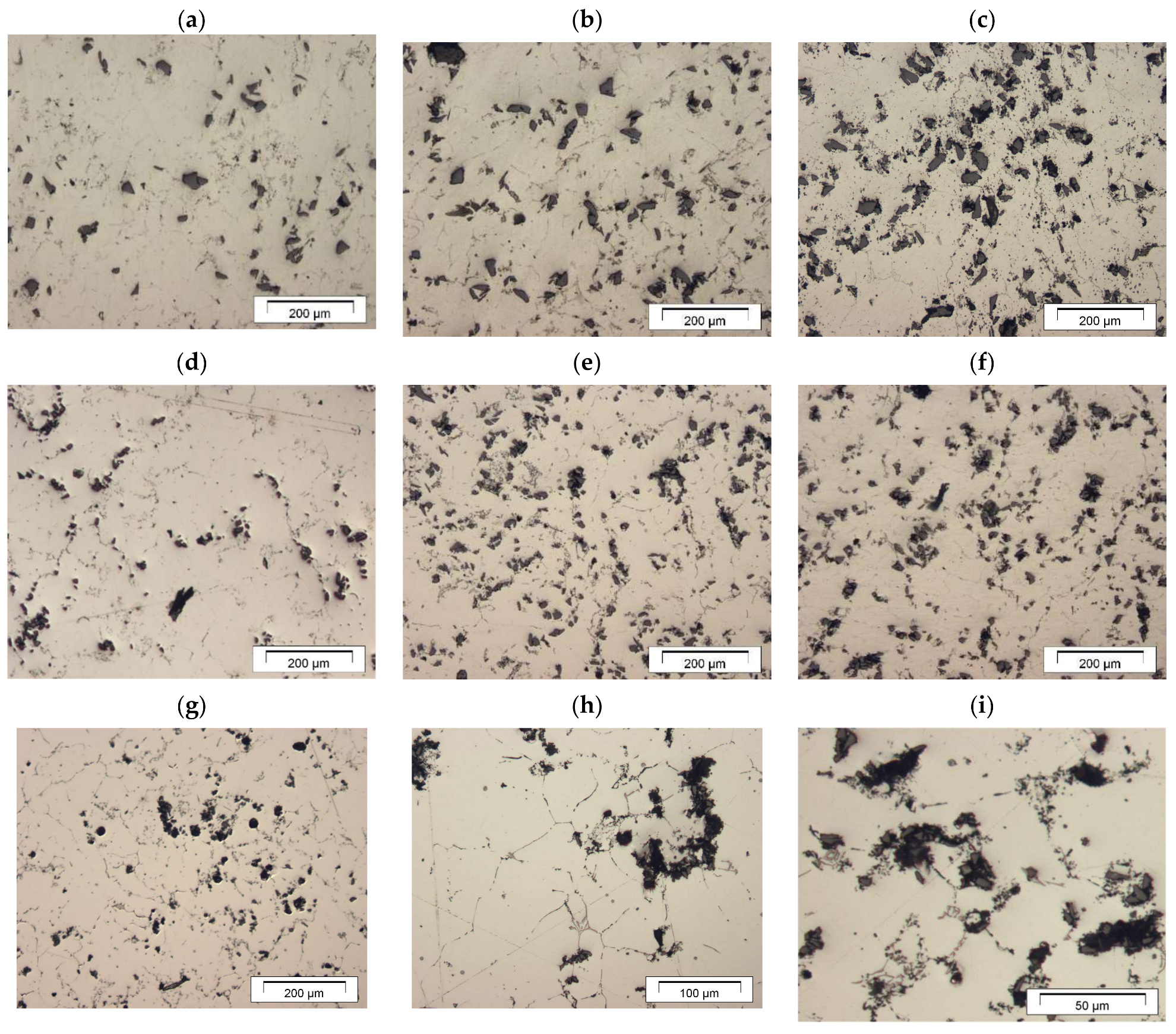
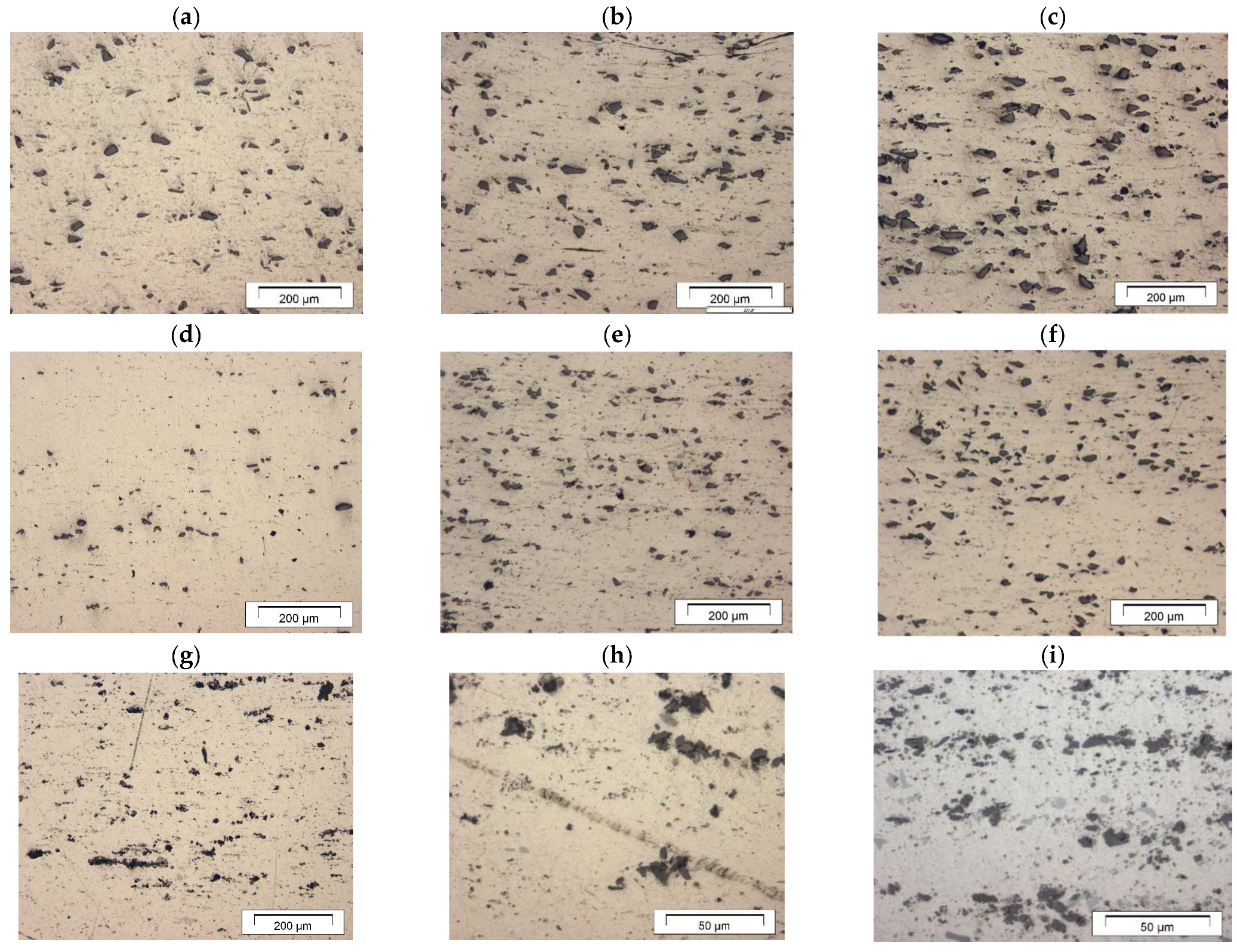
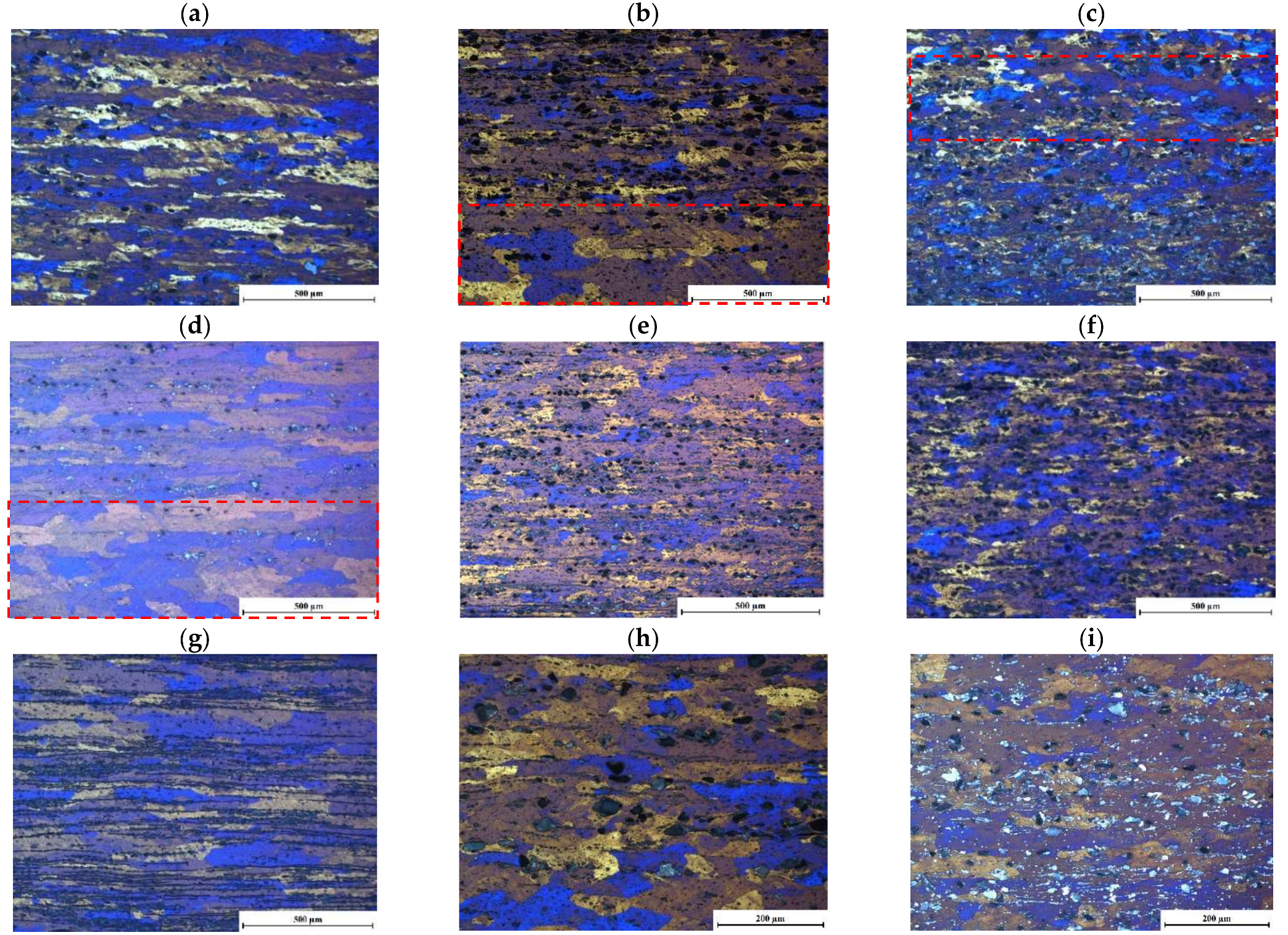
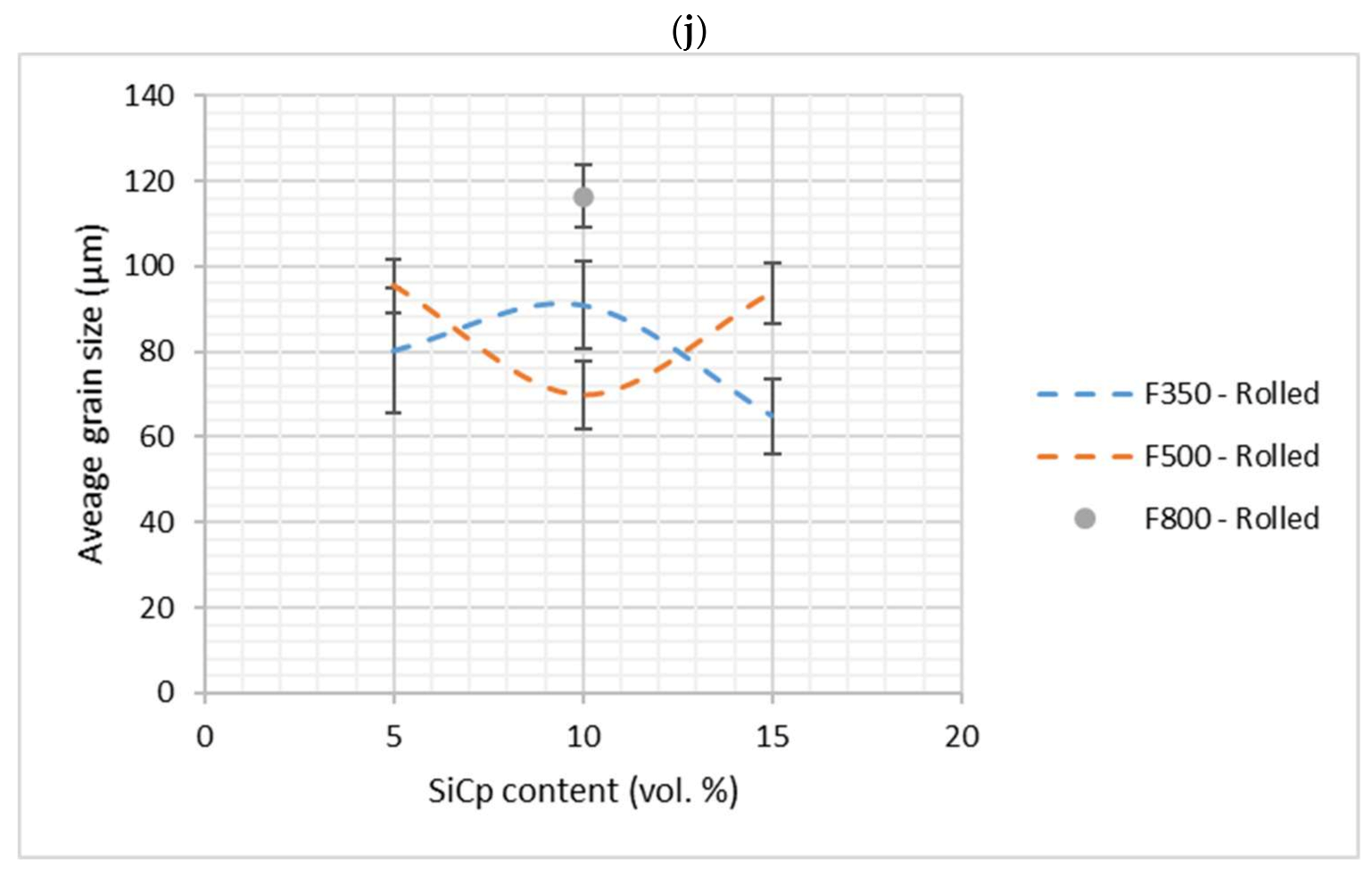
3.5. As-Rolled Microstructures
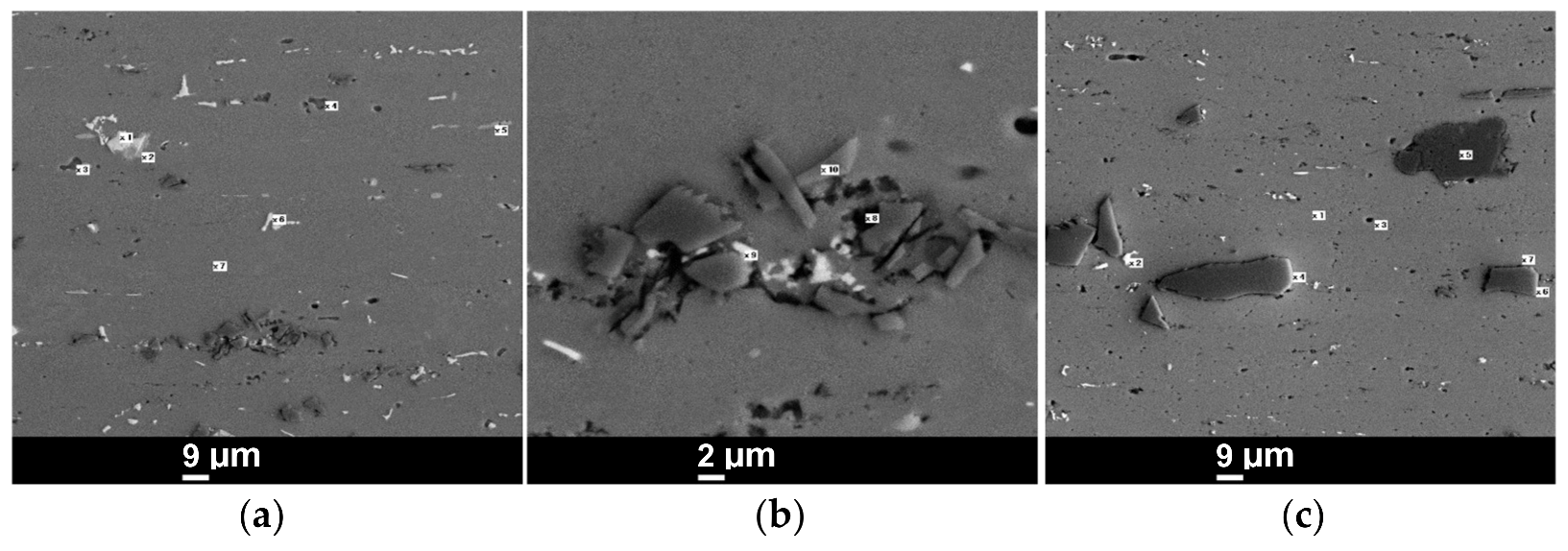
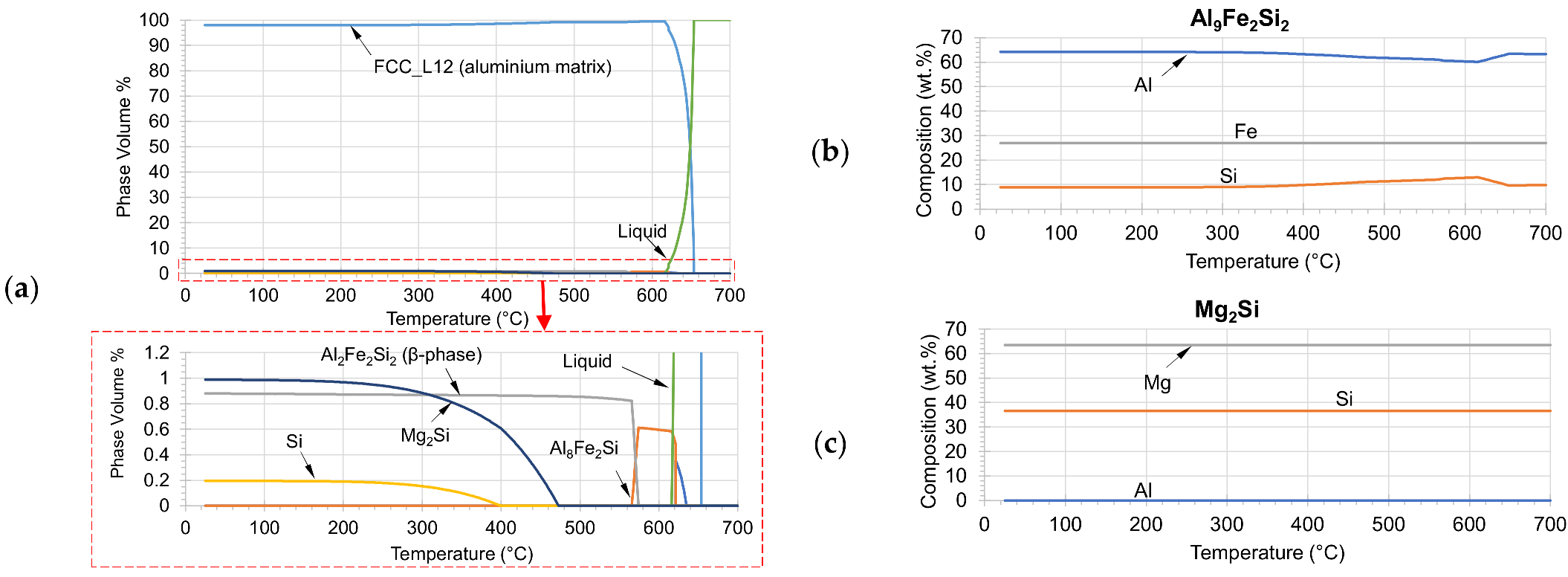
3.6. Analysis of the Intermetallic Phases
3.7. Tensile Properties
4. Conclusions
- The as-cast structure can be improved by applying proper temperatures and deformation rates that result in dynamic recrystallization. The parameters of save rolling in the current study were observed to be a deformation rate = 1 s−1 (corresponding to 4 rpm) and a rolling temperature of 450 °C. The reduction ratios throughout the rolling step set were changed to keep a constant rolling speed.
- Applying faster rolling speeds throughout the last rolling steps resulted in a pancaked structure.
- Heterogeneity in grain size of the rolled Al–SiCp was observed, where the regions with larger, elongated grains were associated with zones depleted by SiCp reinforcement. The composites notably exhibited these regions and therefore marked heterogeneity in grain sizes showed inferior strength compared with the composites having more homogenously distributed SiC particles.
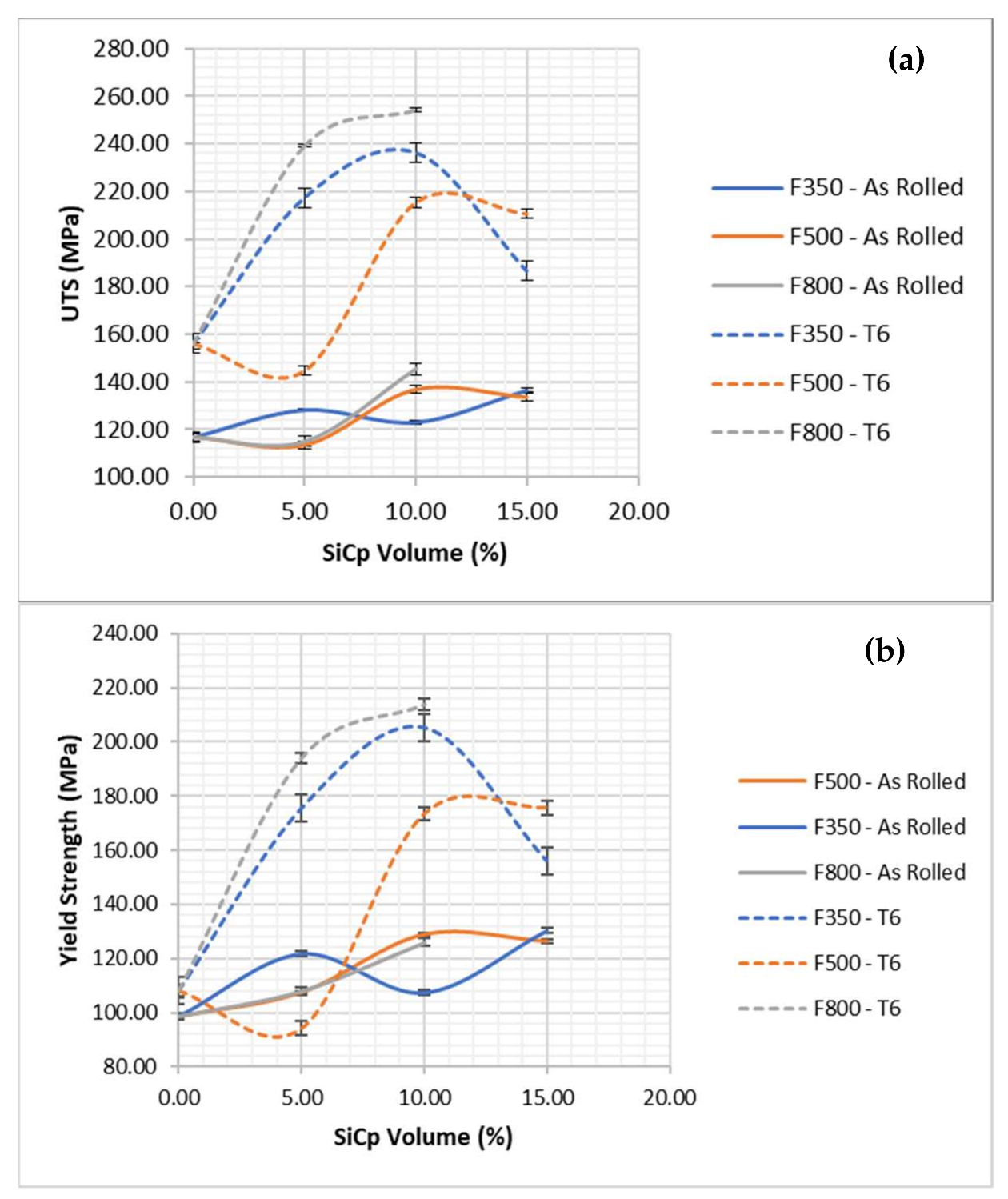
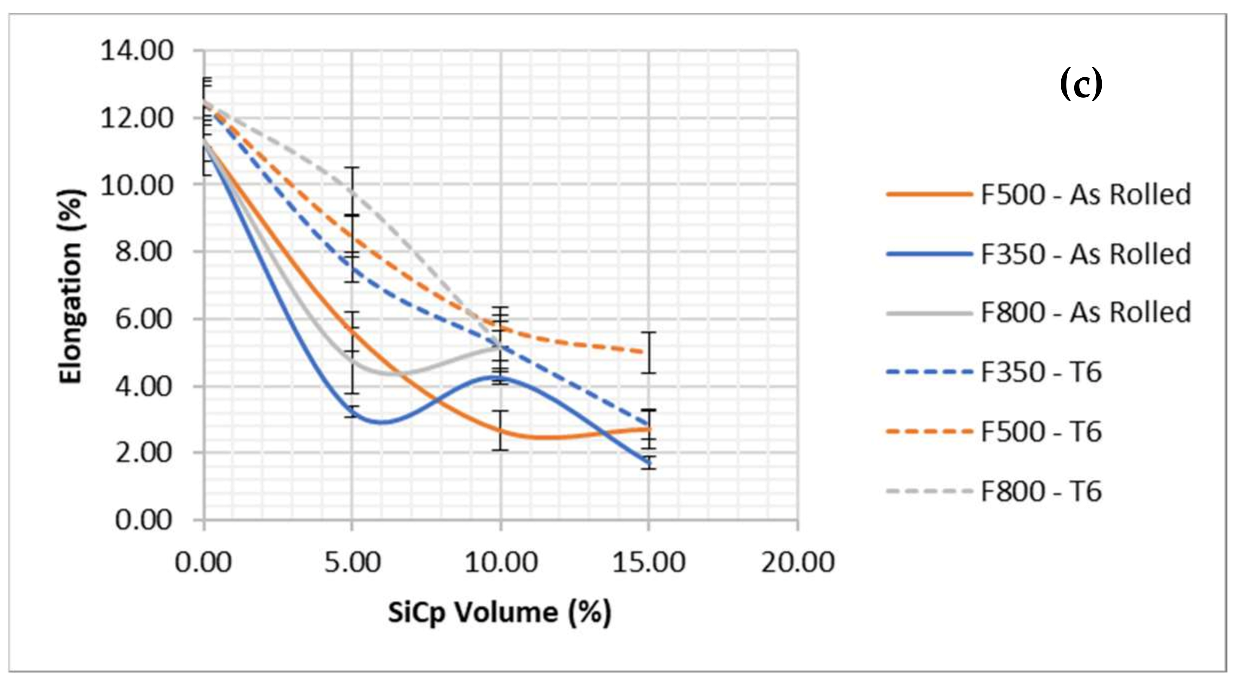
- Due to the reinforcing effect of SiC, an increase in tensile strength of 15% to 25% in the as-rolled composites was observed. This increase came at the expense of ductility, which showed a 50–75% decrease.
- A greater extent of strengthening due to additions of SiC was observed in the T6-treated composites compared with the as-rolled condition, with the former showing up to a 63% increase in strength.
- The strength of the T6-treated Al–SiCp started dropping beyond an SiCp addition of 10 vol.%, which was correlated to higher crack sensitivity of the harder T6-treated matrix. Accordingly, increasing the vol.% of SiCp beyond 10% is not recommended for the T6-treated MMCs.
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Karthikeyan, B.; Ramanathan, S.; Ramakrishnan, V. Coefficient of Thermal Expansion Measurement of Metal Matrix Composites by Thermo Mechanical Analyser. Adv. Mater. Res. 2011, 264–265, 663–668. [Google Scholar] [CrossRef]
- Mahesh Kumar, V.; Venkatesh, C.V. Effect of ceramic reinforcement on mechanical properties of aluminum matrix composites produced by stir casting process. Mater. Today Proc. 2018, 5, 2466–2473. [Google Scholar] [CrossRef]
- Bodunrin, M.O.; Alaneme, K.K.; Chown, L.H. Aluminium matrix hybrid composites: A review of reinforcement philosophies; mechanical, corrosion and tribological characteristics. J. Mater. Res. Technol. 2015, 4, 434–445. [Google Scholar] [CrossRef]
- Sirahbizu Yigezu, B.; Mahapatra, M.M.; Jha, P.K. Influence of Reinforcement Type on Microstructure, Hardness, and Tensile Properties of an Aluminum Alloy Metal Matrix Composite. J. Miner. Mater. Charact. Eng. 2013, 1, 124–130. [Google Scholar] [CrossRef]
- Saenpong, P.; Talangkun, S.; Laonapakul, T.; Boonma, A. Microstructures and hardness of A356-SiC composites produced by the mechanical stir casting. Mater. Today Proc. 2018, 5, 9489–9496. [Google Scholar] [CrossRef]
- Peker, S.M. Solid-Liquid Two Phase Flow, 1st ed.; Elsevier: Amsterdam, The Netherlands, 2008; ISBN 9780080553412. [Google Scholar]
- Arab, M.S.; El Mahallawy, N.; Shehata, F.; Agwa, M.A. Refining SiCp in Reinforced Al–SiC Composites Using Equal-Channel Angular pressing. Mater. Des. 2014, 64, 280–286. [Google Scholar] [CrossRef]
- Nagaral, M.; Auradi, V.; Parashivamurthy, K.I.; Kori, S.A.; Shivananda, B.K. Synthesis and characterization of Al6061-SiC-graphite composites fabricated by liquid metallurgy. Mater. Today Proc. 2018, 5, 2836–2843. [Google Scholar] [CrossRef]
- El-Sabbagh, A.; Soliman, M.; Taha, M.; Palkowski, H. Hot rolling behaviour of stir-cast Al 6061 and Al 6082 alloys—SiC fine particulates reinforced composites. J. Mater. Process. Technol. 2012, 212, 497–508. [Google Scholar] [CrossRef]
- Bhat, B.V.R.; Mahajan, Y.R.; Prasad, Y.V.R.K. Effect of volume fraction of SiC p reinforcement on the processing maps for 2124 Al matrix composites. Metall. Mat. Trans. A 2000, 31, 629–639. [Google Scholar] [CrossRef]
- Alaneme, K.K. Influence of Thermo-mechanical Treatment on the Tensile Behaviour and CNT Evaluated Fracture Toughness of Borax Premixed SiCp Reinforced AA 6063 Composites. Int. J. Mech. Mater. Eng. 2012, 7, 96–100. [Google Scholar]
- Balogun, S.A.; Adeosun, S.O.; Sanni, O.S. The effects of cold rolling and heat treatment on Al 6063 reinforced with silicon carbide granules. JOM 2009, 61, 43–47. [Google Scholar] [CrossRef]
- El-Sabbagh, A.M.; Soliman, M.; Taha, M.A.; Palkowski, H. Effect of rolling and heat treatment on tensile behaviour of wrought Al-SiCp composites prepared by stir-casting. J. Mater. Process. Technol. 2013, 213, 1669–1681. [Google Scholar] [CrossRef]
- Singh, A.K.; Soni, S.; Rana, R.S. A Critical Review on Synthesis of Aluminum Metallic Composites through Stir Casting: Challenges and Opportunities. Adv. Eng. Mater. 2020, 22, 2000322. [Google Scholar] [CrossRef]
- Kumar, M.S.; Begum, S.R.; Pruncu, C.I.; Shahedi Asl, M. Role of homogeneous distribution of SiC reinforcement on the characteristics of stir casted Al–SiC composites. J. Alloys Compd. 2021, 869, 159250. [Google Scholar] [CrossRef]
- Li, X.; Kassner, M.E.; Bergsma, S.C. Recrystallization Behavior of Rolled Ingots of 6061 and 6069 Aluminum and Alloys. J. Mater. Eng. Perform. 2000, 9, 416–423. [Google Scholar] [CrossRef]
- ASM International. Properties and Selection: Nonferrous Alloys and Special-Purpose Materials, 10th ed.; 6. print; ASM International: Materials Park, OH, USA, 2000; ISBN 0871703785. [Google Scholar]
- Hari Babu, N.; Tzamtzis, S.; Barekar, N.; Patel, J.B.; Fan, Z. Fabrication of Metal Matrix Composites under Intensive Shearing. Solid State Phenom. 2008, 141–143, 373–378. [Google Scholar] [CrossRef]
- Wang, T.J.; Guo, Q.; Nishio, M.; Ogawa, H.; Shu, D.; Li, K.; He, S.; Sun, B. The apparent viscosity of fine particle reinforced composite melt. J. Mater. Proc. Technol. 2003, 136, 60–63. [Google Scholar] [CrossRef]
- Tzamtzis, S.; Barekar, N.S.; Hari Babu, N.; Patel, J.; Dhindaw, B.K.; Fan, Z. Processing of advanced Al/SiC particulate metal matrix composites under intensive shearing—A novel Rheo-process. Compos. Part A Appl. Sci. Manuf. 2009, 40, 144–151. [Google Scholar] [CrossRef]
- Rangrej, S.; Mehta, V.; Ayar, V.; Sutaria, M. Effects of stir casting process parameters on dispersion of reinforcement particles during preparation of metal composites. Mater. Today Proc. 2021, 43, 471–475. [Google Scholar] [CrossRef]
- Ghosh, P.K.; Ray, S. Influence of Process Parameters on the Porosity Content in Al(Mg)-Al2O3 Cast Particulate Composite Produced by Vortex Method. AFS Trans. 1988, 88, 775–778. [Google Scholar]
- Ravichandran, N.; Prasad, Y.V.R.K. Dynamic recrystallization during hot deformation of aluminum: A study using processing maps. Metall. Mat. Trans. A 1991, 22, 2339–2348. [Google Scholar] [CrossRef]
- Poletti, M.C.; Simonet-Fotso, T.; Halici, D.; Canelo-Yubero, D.; Montheillet, F.; Piot, D.; Kovács, Z.; Schell, N.; Tolnai, D. Continuous dynamic recrystallization during hot torsion of an aluminum alloy. In Proceedings of the 7th International Conference on Recrystallization and Grain Growth, Ghent, Belgium, 4–9 August 2019. [Google Scholar] [CrossRef]
- Xia, X.; Sakaris, P.; McQueen, H.J. Hot deformation, dynamic recovery, and recrystallisation behaviour of aluminium 6061–SiC p composite. Mater. Sci. Technol. 1994, 10, 487–496. [Google Scholar] [CrossRef]
- Rajamuthamilselvan, M.; Ramanathan, S. Deformation Stability of Al 7075/20%SiCp (63 μm) Composites during Hot Compression. In Proceedings of the IEEE-International Conference on Advances In Engineering, Science And Management (ICAESM -2012), Nagapattinam, India, 30–31 March 2012; Volume 2, pp. 121–127. [Google Scholar] [CrossRef][Green Version]
- Sims, R.B. The Calculation of Roll Force and Torque in Hot Rolling Mills. Proc. Inst. Mech. Eng. 1954, 168, 191–200. [Google Scholar] [CrossRef]
- Kumar, R.V.; Keshavamurthy, R.; Perugu, C.S.; Koppad, P.G.; Alipour, M. Influence of hot rolling on microstructure and mechanical behaviour of Al6061-ZrB2 in-situ metal matrix composites. Mater. Sci. Eng. A 2018, 738, 344–352. [Google Scholar] [CrossRef]
- Robles Hernandez, F.C. Al-Si Alloys: Automotive, Aeronautical, and Aerospace Applications; Springer International Publishing AG: Cham, Switzerland, 2017; ISBN 9783319583808. [Google Scholar]
- Kumar, N.; Gautam, G.; Gautam, R.K.; Mohan, A.; Mohan, S. A Study on Mechanical Properties and Strengthening Mechanisms of AA5052/ZrB2 In Situ Composites. J. Eng. Mater. Technol. 2017, 139, 011002. [Google Scholar] [CrossRef]
- Mohamed, E.A.; Churyumov, A.Y. Investigation of the microstructure and properties of Al–Si–Mg/SiC composite materials produced by solidification under pressure. Phys. Metals Metallogr. 2016, 117, 1054–1060. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al% | Si% | Mg% | Fe% | Mn% | Zn% | Ti | Cr | Cu |
|---|---|---|---|---|---|---|---|---|
| Bal. | 0.536 | 0.462 | 0.302 | 0.005 | <0.001 | 0.009 | 0.002 | 0.0004 |
| Rolling Step | H (mm) | h (mm) | N (rpm) | φ | (s−1) [27] |
|---|---|---|---|---|---|
| 1 | 14.3 | 9.0 | 4.0 | 0.46 | 1.0 |
| 2 | 9 | 6.7 | 4.0 | 0.30 | 1.0 |
| 3 | 6.7 | 5.3 | 4.0 | 0.23 | 1.0 |
| 4 | 5.3 | 4.3 | 4.0 | 0.21 | 1.0 |
| 5 | 4.3 | 3.7 | 4.0 | 0.15 | 1.0 |
| 6 | 3.7 | 3.0 | 4.0 | 0.21 | 1.3 |
| 7 | 3 | 2.4 | 4.0 | 0.22 | 1.5 |
| 8 | 2.4 | 1.9 | 4.0 | 0.23 | 1.7 |
| 9 | 1.9 | 1.5 | 4.0 | 0.24 | 1.9 |
| 10 | 1.5 | 1.2 | 4.0 | 0.22 | 2.1 |
| Sample | F800-10% As-Rolled | ||||
|---|---|---|---|---|---|
| Point | x1 | x2 | x3 | x4 | x5 |
| Element | White Particle | Grey Particle | Dark Particle | Dark Particle | Grey Particle |
| Al | 62.3 | 61.5 | 22.2 | 27.2 | 62.9 |
| Mg | 0 | 10.4 | 43.15 | 39.6 | 10.4 |
| Si | 16.8 | 22.1 | 25.55 | 25.75 | 21.02 |
| Fe | 20.6 | 5.87 | 0 | 0.07 | 5.6 |
| C | - | - | - | - | - |
| O | 0 | 0 | 9,07 | 7,38 | 0 |
| Point | x6 | x7 | x8 | x9 | x10 |
| Element | White Particle | Al Matrix | Black Particle Near SiC | White Particle Near SiC | Interface |
| Al | 70.5 | 99.9 | 37.2 | 52.1 | 61.2 |
| Mg | 0 | 0 | 4.6 | 0 | 0 |
| Si | 13.5 | 0 | 5.9 | 8.5 | 4.97 |
| Fe | 15.8 | 0 | 0.02 | 6.8 | 0.01 |
| C | - | 0 | 26.6 | 31.9 | 30.3 |
| O | 0 | 0 | 25.7 | 0.57 | 3.5 |
| Sample | F350-10% As-Rolled | ||||||
|---|---|---|---|---|---|---|---|
| Point | x1 | x2 | x3 | x4 | x5 | x6 | x7 |
| Element | Al Matrix | White Particle | Black Particle | Interface | Large Dark Particle | Interface | Dark Particles Near SiC |
| Al | 99.93 | 78.0 | 54.1 | 13.5 | 43.6 | 9.80 | 31.7 |
| Mg | 0 | 0.21 | 15.8 | 0.7 | 16.3 | 0.30 | 7.17 |
| Si | 0 | 7.39 | 12.0 | 48.0 | 0.48 | 55.1 | 45.7 |
| Fe | 0.07 | 14.17 | 0.06 | 0.02 | 0.01 | 0 | 0.08 |
| C | - | - | - | 36.6 | 0 | 32.7 | 0 |
| O | 0 | 0 | 18.0 | 1.22 | 39.6 | 2.08 | 15.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Soliman, M.; Akram, M.; Dawoud, M.; Elsabbagh, A.; Taha, M.A.; Palkowski, H. Processing Route Optimization and Characterization of Al6063–SiCp Metal-Matrix Composite Sheets. Metals 2022, 12, 536. https://doi.org/10.3390/met12040536
Soliman M, Akram M, Dawoud M, Elsabbagh A, Taha MA, Palkowski H. Processing Route Optimization and Characterization of Al6063–SiCp Metal-Matrix Composite Sheets. Metals. 2022; 12(4):536. https://doi.org/10.3390/met12040536
Chicago/Turabian StyleSoliman, Mohamed, Mohamad Akram, Michael Dawoud, Ahmed Elsabbagh, Mohamed A. Taha, and Heinz Palkowski. 2022. "Processing Route Optimization and Characterization of Al6063–SiCp Metal-Matrix Composite Sheets" Metals 12, no. 4: 536. https://doi.org/10.3390/met12040536
APA StyleSoliman, M., Akram, M., Dawoud, M., Elsabbagh, A., Taha, M. A., & Palkowski, H. (2022). Processing Route Optimization and Characterization of Al6063–SiCp Metal-Matrix Composite Sheets. Metals, 12(4), 536. https://doi.org/10.3390/met12040536