
Physicochemical Upgrading of a Biodetergent for Application in the Industrial Energy Sector

 ,
, 
 ,
, 
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Formulation of the Biodetergent
2.2. Assessment of the Interaction between Physical Factors
2.2.1. Determination of Biodetergent Stability
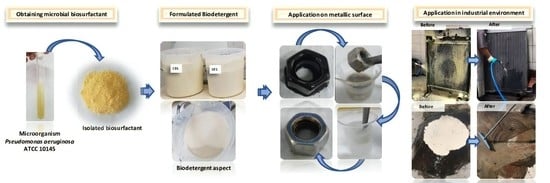
2.2.2. Evaluation of the Efficiency of Heavy Oil Removal from the Impregnated Surface
2.3. Chemical Improvement of Biodetergent
2.3.1. Preparation of Emulsions
2.3.2. Emulsification Index Determination
2.3.3. Final Hydrophilic Lipophilic Balance
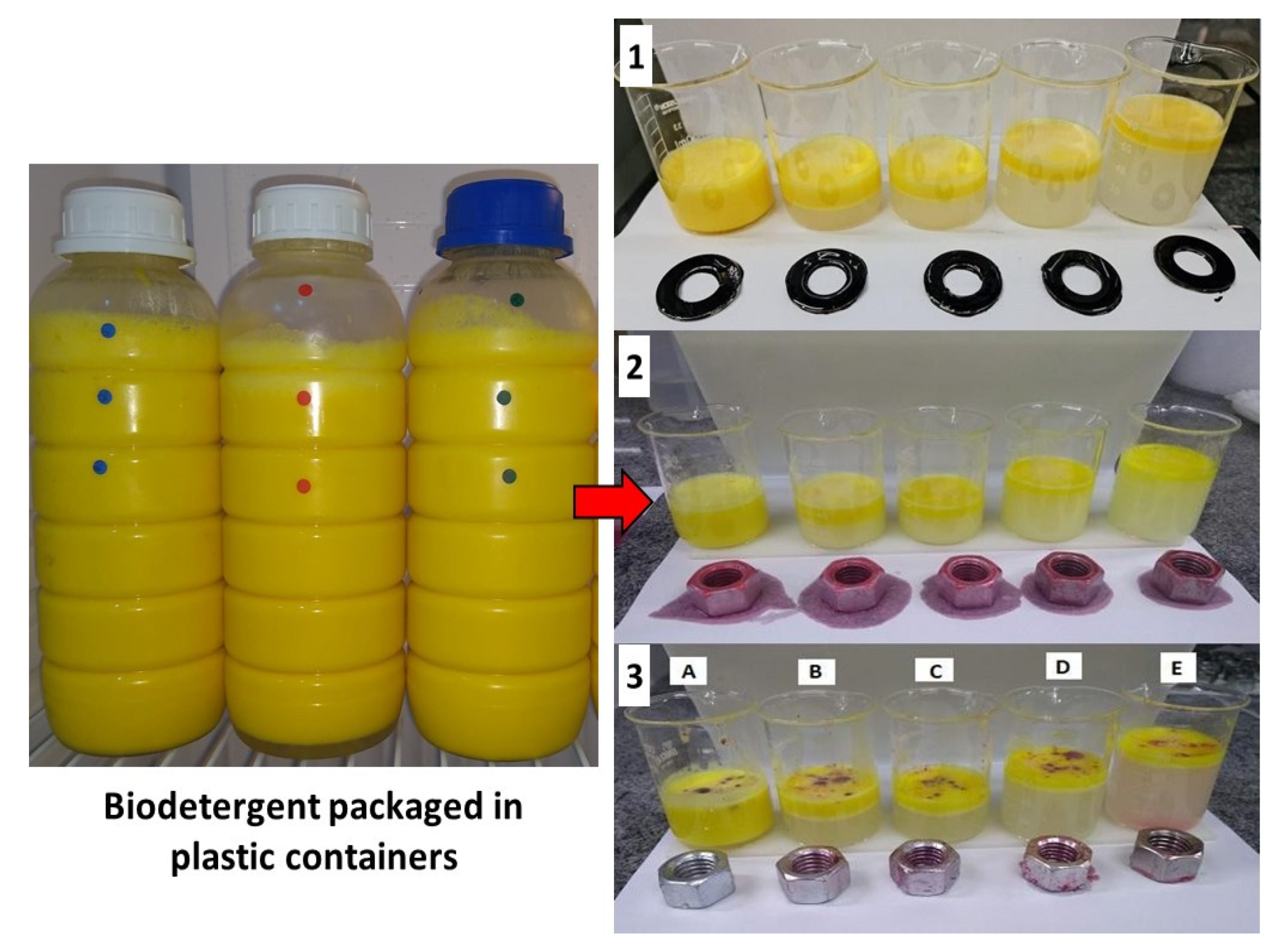
2.4. Long-Term Stability of the Biodetergent in Adverse Environments
2.4.1. Evaluation of Organoleptic Characteristics
2.4.2. Toxicity Tests on Brine Shrimp as an Indicator
2.4.3. Phytotoxicity Tests on Vegetable Seeds
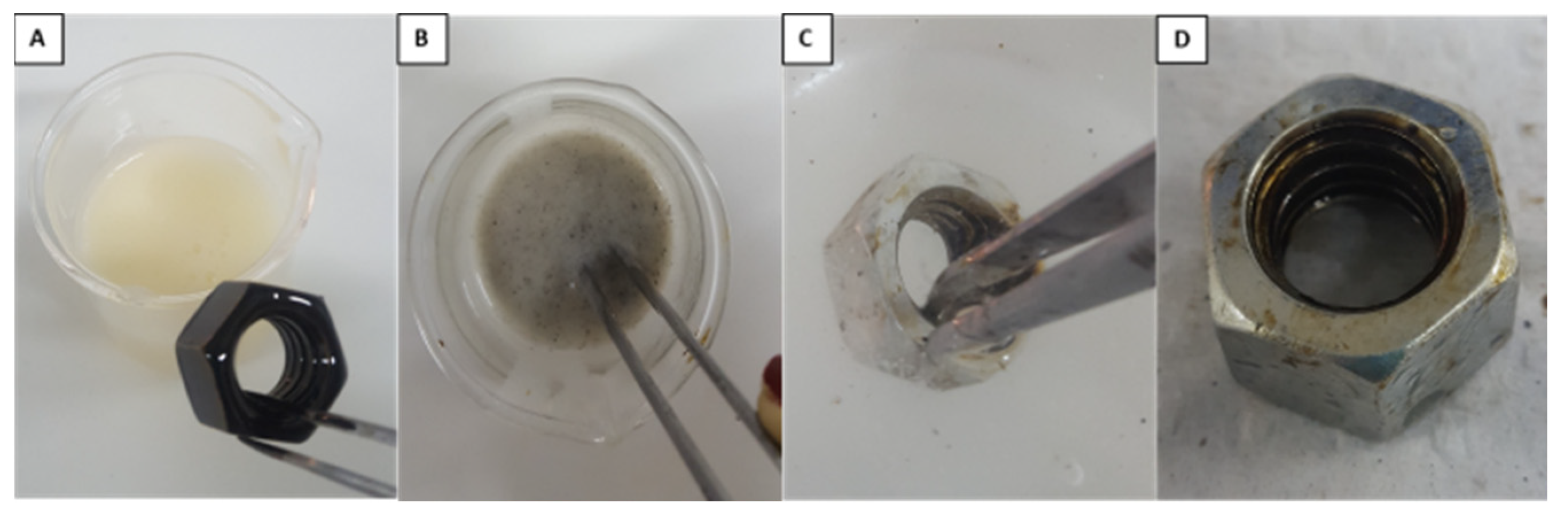
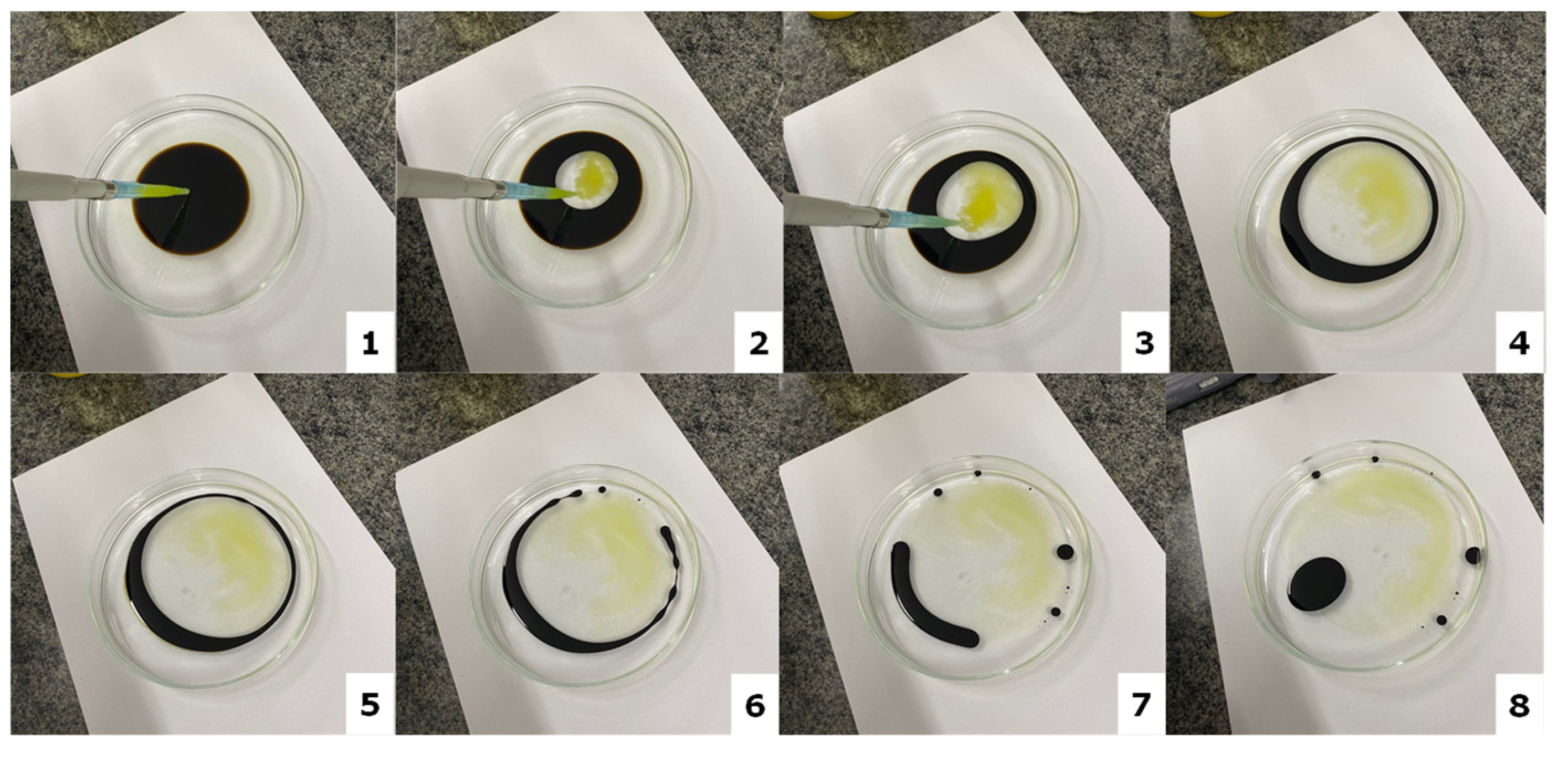
2.4.4. Ability to Disperse Petroderivatives in Water
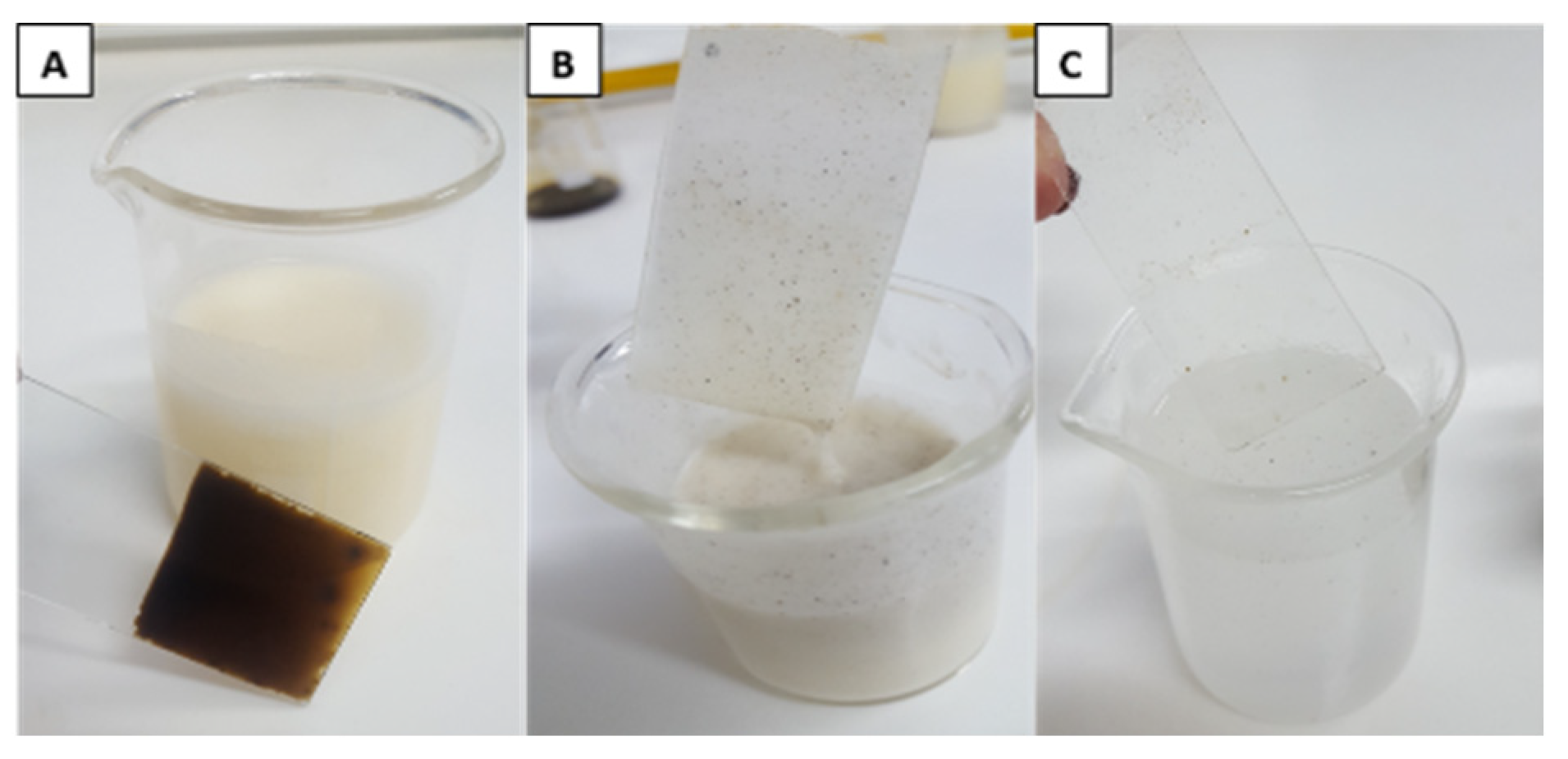
2.4.5. Tests of Oily Washing with Metal Surfaces
2.5. Biodetergent Application in Industry
2.5.1. Factory Floor Cleaning
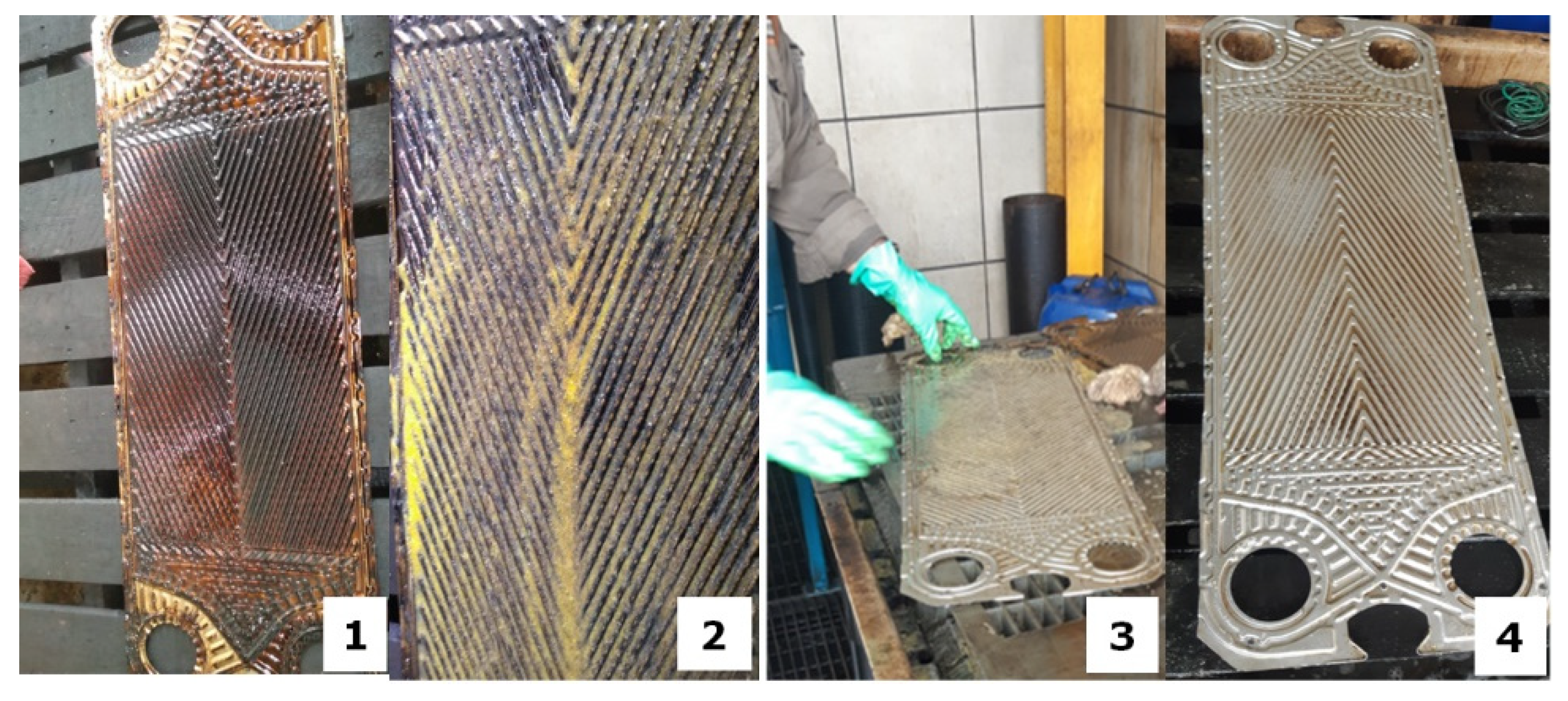
2.5.2. Cleaning of Parts in Thermoelectric Plants
2.6. Statistical Analysis
3. Results
3.1. Evaluation of Biodetergent Physical Parameters Aiming to Increase the Production Scale
3.1.1. Interaction among Physical Parameters
3.1.2. Biodetergent Chemical Evaluation and Improvement
3.2. Long-Term Stability Study of Biodetergent
3.2.1. Assessment of Organoleptic Characteristics
3.2.2. Toxicity Tests
3.2.3. Hydrophobic Compound Dispersion Test in Water
3.2.4. Tests of Oil Washing with Metal Surfaces
3.3. Evaluation of Biodetergent Application in Industrial Environments
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rocha e Silva, N.M.P.; Meira, H.M.; Almeida, F.C.G.; Soares da Silva, R.D.C.F.; Almeida, D.G.; Luna, J.M.; Rufino, R.D.; Santos, V.A.; Sarubbo, L.A. Natural surfactants and their applications for heavy oil removal in industry. Sep. Purif. Rev. 2019, 48, 267–281. [Google Scholar] [CrossRef]
- Ossai, I.C.; Ahmed, A.; Hassan, A.; Hamid, F.S. Remediation of soil and water contaminated with petroleum hydrocarbon: A review. Environ. Technol. Innov. 2020, 17, 100526. [Google Scholar] [CrossRef]
- Silva, I.G.S.; Almeida, F.C.G.; Rocha e Silva, N.M.P.; Oliveira, J.T.R.; Converti, A.; Sarubbo, L.A. Application of green surfactants in the remediation of soils contaminated by hydrocarbons. Processes 2021, 9, 1666. [Google Scholar] [CrossRef]
- Marx, A.M.; Echeveste, M.E.S.; Paula, I.C. Desdobramento da função qualidade aplicado ao projeto de um detergente sustentável. Produção 2011, 21, 724–741. [Google Scholar] [CrossRef]
- Farias, C.B.B.; Almeida, F.C.G.; Silva, I.A.; Souza, T.C.; Meira, H.M.; Soares da Silva, R.C.F.; Sarubbo, L.A. Production of green surfactants: Market prospects. Electron. J. Biotechnol. 2021, 51, 28–39. [Google Scholar] [CrossRef]
- Mousavi, S.A.; Khodadoost, F. Effects of detergents on natural ecosystems and wastewater treatment processes: A review. Environ. Sci. Pollut. Res. Int. 2019, 26, 26439–26448. [Google Scholar] [CrossRef] [PubMed]
- Clendennen, S.K.; Boaz, N.W. Betaine amphoteric surfactants—Synthesis, properties, and applications. In Biobased Surfactants, 2nd ed.; Hayes, D.G., Solaiman, D.K.Y., Ashby, R.D., Eds.; AOC Press: Urbana, IL, USA, 2019; Chapter 14; pp. 447–469. [Google Scholar] [CrossRef]
- Jimoh, A.A.; Lin, J. Biosurfactant: A new frontier for greener technology and environmental sustainability. Ecotoxicol. Environ. Saf. 2019, 184, 109607. [Google Scholar] [CrossRef]
- Karthick, A.; Roy, B.; Chattopadhyay, P. A review on the application of chemical surfactant and surfactant foam for remediation of petroleum oil contaminated soil. J. Environ. Manag. 2019, 243, 187–205. [Google Scholar] [CrossRef] [PubMed]
- Ambaye, T.G.; Vaccari, M.; Prasad, S.; Rtimi, S. Preparation, characterization and application of biosurfactant in various industries: A critical review on progress, challenges and perspectives. Environ. Technol. Innov. 2021, 24, 102090. [Google Scholar] [CrossRef]
- Hajibagheri, F.; Hashemi, A.; Lashkarbolooki, M.; Ayatollahi, S. Investigating the synergic effects of chemical surfactant (SDBS) and biosurfactant produced by bacterium (Enterobacter cloacae) on IFT reduction and wettability alteration during MEOR process. J. Mol. Liq. 2018, 256, 277–285. [Google Scholar] [CrossRef]
- Shah, M.U.H.; Moniruzzaman, M.; Sivapragasam, M.; Talukder, M.M.R.; Yusup, S.B.; Goto, M. A binary mixture of a biosurfactant and an ionic liquid surfactant as a green dispersant for oil spill remediation. J. Mol. Liq. 2019, 280, 111–119. [Google Scholar] [CrossRef]
- Jian, H.; Liao, X.; Zhu, L.; Zhang, W.; Jiang, J. Synergism and foaming properties in binary mixtures of a biosurfactant derived from Camellia oleifera Abel and synthetic surfactants. J. Colloid Interface Sci. 2011, 359, 487–492. [Google Scholar] [CrossRef]
- Song, D.; Liang, S.; Zhang, Q.; Wang, J.; Yan, L. Development of high efficient and low toxic oil spill dispersants based on sorbitol derivants nonionic surfactants and glycolipid biosurfactants. J. Environ. Prot. 2013, 4, 16–22. [Google Scholar] [CrossRef]
- Rocha e Silva, N.M.P.; Almeida, F.C.G.; Rocha e Silva, F.C.P.; Luna, J.M.; Sarubbo, L.A. Formulation of a biodegradable detergent for cleaning oily residues generated during industrial processes. J. Surfactants Deterg. 2020, 23, 1111–1123. [Google Scholar] [CrossRef]
- Helmy, Q.; Gustiani, S.; Mustikawati, A. Application of rhamnolipid biosurfactant for bio-detergent formulation. IOP Conf. Ser. Mater. Sci. Eng. 2020, 823, 12014. [Google Scholar] [CrossRef]
- Arpornpong, N.; Padungpol, R.; Khondee, N.; Tongcumpou, C.; Soonglerdsongpha, S.; Sutti-ponparnit, K.; Luepromchai, E. Formulation of bio-based washing agent and its application for removal of petroleum hydrocarbons from drill cuttings before bioremediation. Front. Bioeng. Biotechnol. 2020, 8, 961. [Google Scholar] [CrossRef] [PubMed]
- Baharuddin, S.H.; Mustahil, N.A.; Reddy, A.V.B.; Abdullah, A.A.; Mutalib, M.I.A.; Moniruzzaman, M. Development, formulation and optimization of a novel biocompatible ionic liquids dispersant for the effective oil spill remediation. Chemosphere 2020, 249, 126125. [Google Scholar] [CrossRef]
- Farias, C.B.B.; Soares da Silva, R.C.F.; Almeida, F.C.G.; Santos, V.A.; Sarubbo, L.A. Removal of heavy oil from contaminated surfaces with a detergent formulation containing biosurfactants produced by Pseudomonas spp. PeerJ 2021, 9, e12518. [Google Scholar] [CrossRef]
- Cooper, D.G.; Goldenberg, B.G. Surface active agents from two Bacillus species. Appl. Environ. Microbiol. 1987, 53, 224–229. [Google Scholar] [CrossRef] [Green Version]
- Griffin, W.C. Classification of surface-active agents by HLB. J. Soc. Cosmet. Chem. 1949, 1, 311–326. [Google Scholar]
- Pornsunthorntawee, O.; Arttaweeporn, N.; Paisanjit, S.; Somboonthanat, P.A.B.E.M.; Rujiravanit, R.; Chavadej, S. Isolation and comparison of biosurfactants produced by Bacillus subtilis PT2 and Pseudomonas aeruginosa SP4 for microbial surfactant-enhanced oil recovery. Biochem. Eng. J. 2008, 42, 172–179. [Google Scholar] [CrossRef]
- D’Leon, L.F.P. Stability study of cosmetic products. Cosmet. Toilet. 2001, 13, 54–62. [Google Scholar]
- Meyer, B.; Ferrigni, N.R.; Putnam, J.E.; Jacobsen, L.B.; Nichols, D.E.; Mclaughlin, J.L. Brine shrimp: A convenient general bioassay for active plant constituents. Planta Med. 1982, 45, 31–34. [Google Scholar] [CrossRef] [PubMed]
- Tiquia, S.M.; Tam, N.F.Y.; Hodgkiss, I.J. Effects of composting on phytotoxicity of spent pig-manure sawdust litter. Environ. Pollut. 1996, 93, 249–256. [Google Scholar] [CrossRef]
- Tadros, T.F. Emulsion Formation, Stability, and Rheology. In Emulsion Formation and Stability; Tadros, T.F., Ed.; Wiley-VCH: Weinheim, Germany, 2013; Chapter 1; pp. 1–75. [Google Scholar] [CrossRef]
- Química dos Sabões e Detergents Brasil Escola. Available online: https://brasilescola.uol.com.br/quimica/quimica-dos-saboes-detergentes.htm (accessed on 2 November 2021).
- Cheng, K.C.; Khoo, Z.S.; Lo, N.W.; Tan, W.J.; Chemmangattuvalappil, N.G. Design and performance optimisation of detergent product containing binary mixture of anionic-nonionic surfactants. Heliyon 2020, 6, e03861. [Google Scholar] [CrossRef] [PubMed]
- Coutinho, V.P.; Sant’ana, D.B.; Santos, N.G.O.; Silva, C.A.S.; Santana, R.C. Efeito da velocidade do processo de homogeneização nas propriedades de emulsões cosméticas. J. Eng. Exact Sci. 2018, 4, 240–245. [Google Scholar] [CrossRef]
- Feng, J.; Esquena, J.; Rodriguez-Abreu, C.; Solans, C. Key features of nano-emulsion formation by the phase inversion temperature method. J. Dispers. Sci. Technol. 2021, 42, 1073–1081. [Google Scholar] [CrossRef]
- Santana, R.C.; Perrechil, F.A.; Cunha, R.L. High- and low-energy emulsifications for food applications: A focus on process parameters. Food. Eng. Rev. 2013, 5, 107–122. [Google Scholar] [CrossRef]
- Rodríguez-Abreu, C. On the relationships between the hydrophilic-lipophilic balance and the nanoarchitecture of nonionic surfactant systems. J. Surfact. Deterg. 2019, 22, 1001–1010. [Google Scholar] [CrossRef]
- Hu, Y.T.; Ting, Y.; Hu, J.Y.; Hsieh, S.C. Techniques and methods to study functional characteristics of emulsion systems. J. Food Drug Anal. 2017, 25, 16–26. [Google Scholar] [CrossRef]
- Ansel, H.C.; Popovich, N.G.; Allen, J.L.V. Farmacotécnica: Formas Farmacêuticas e Sistemas de Liberação de Fármacos; Editorial Premier: São Paulo, Brazil, 2000. [Google Scholar]
- Silva, I.G.S.; Almeida, F.C.G.; Rocha e Silva, N.M.P.; Casazza, A.A.; Converti, A.; Sarubbo, L.A. Soil bioremediation: Overview of technologies and trends. Energies 2020, 13, 4664. [Google Scholar] [CrossRef]
- Gálvez, A.; López-Galindo, A.; Peña, A. Effect of different surfactants on germination and root elongation of two horticultural crops: Implications for seed coating. N. Z. J. Crop Hortic. Sci. 2019, 47, 83–98. [Google Scholar] [CrossRef]
- Almeida, F.C.G.; Rocha e Silva, N.M.P.; Souza, T.C.; Almeida, D.G.; Luna, J.M.; Farias, C.B.B.; Sarubbo, L.A. Surfactant activity of Artocarpus heterophyllus fruit extract and application in oil removal of solid surface. Chem. Eng. Trans. 2019, 74, 1135–1140. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mortality Index | Germination Index (GI) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Larvae of Artemia salina | Cabbage | Tomato | ||||||||
| Storage Time (Days) | Dilution of the Biodetergent in Sea Water (1:5 v/v) | Dilution of the Biodetergent in Sea Water (1:10 v/v) | Control | Dilution of the Biodetergent in Water (1:5 v/v) | Dilution of the Biodetergent in Water (1:10 v/v) | Control | ||||
| 1% Concentration | 2% Concentration | 1% Concentration | 2% Concentration | Sea Water | 1% Concentration | 2% Concentration | 1% Concentration | 2% Concentration | Water | |
| 30 | 10% ± 0.2 | 10% ± 0.2 | 10% ± 0.1 | 10% ± 0.5 | 10% ± 0.2 | 100% ± 0.2 | 98% ± 0.2 | 97% ± 0.4 | 90% ± 0.3 | 98% ± 0.2 |
| 60 | 10% ± 0.5 | 20% ± 0.2 | 20% ± 0.2 | 20% ± 0.3 | 20% ± 0.3 | 97% ± 0.4 | 84% ± 0.1 | 90% ± 0.3 | 95% ± 0.4 | 94% ± 0.1 |
| 90 | 20% ± 0.2 | 10% ± 0.2 | 10% ± 0.5 | 20% ± 0.6 | 10% ± 0.2 | 100% ± 0.1 | 97% ± 0.2 | 100% ± 0.1 | 95% ± 0.3 | 97% ± 0.3 |
| 120 | 20% ± 0.3 | 20% ± 0.1 | 20% ± 0.3 | 20% ± 0.5 | 10% ± 0.2 | 98% ± 0.2 | 90% ± 0.2 | 92% ± 0.2 | 97% ± 0.3 | 96% ± 0.4 |
| 150 | 10% ± 0.4 | 20% ± 0.3 | 10% ± 0.3 | 10% ± 0.1 | 10% ± 0.5 | 100% ± 0.5 | 98% ± 0.3 | 88% ± 0.2 | 86% ± 0.1 | 100% ± 0.2 |
| 180 | 10% ± 0.2 | 10% ± 0.1 | 10% ± 0.6 | 20% ± 0.5 | 20% ± 0.3 | 87% ± 0.3 | 85% ± 0.2 | 87% ± 0.3 | 82% ± 0.2 | 100% ± 0.2 |
| 210 | 10% ± 0.5 | 20% ± 0.2 | 20% ± 0.4 | 20% ± 0.3 | 10% ± 0.1 | 100% ± 0.5 | 98% ± 0.3 | 85% ± 0.2 | 82% ± 0.2 | 97% ± 0.1 |
| 240 | 10% ± 0.2 | 10% ± 0.1 | 20% ± 0.6 | 20% ± 0.6 | 10% ± 0.2 | 80% ± 0.3 | 88% ± 0.1 | 96% ± 0.3 | 90% ± 0.3 | 100% ± 0.3 |
| 270 | 20% ± 0.5 | 20% ± 0.3 | 10% ± 0.2 | 20% ± 0.2 | 10% ± 0.4 | 82% ± 0.2 | 86% ± 0.2 | 97% ± 0.3 | 95% ± 0.2 | 98% ± 0.1 |
| 300 | 10% ± 0.3 | 10% ± 0.3 | 10% ± 0.2 | 20% ± 0.5 | 10% ± 0.1 | 100% ± 0.1 | 100% ± 0.4 | 97% ± 0.1 | 97% ± 0.4 | 100% ± 0.6 |
| 330 | 20% ± 0.4 | 10% ± 0.1 | 20% ± 0.3 | 10% ± 0.2 | 20% ± 0.5 | 87% ± 0.1 | 87% ± 0.3 | 98% ± 0.2 | 90% ± 0.2 | 100% ± 0.1 |
| 365 | 20% ± 0.2 | 20% ± 0.5 | 20% ± 0.4 | 20% ± 0.5 | 20% ± 0.3 | 85% ± 0.3 | 84% ± 0.1 | 98% ± 0.4 | 90% ± 0.6 | 100% ± 0.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Farias, C.B.B.; Silva, R.d.C.F.S.d.; Almeida, F.C.G.; Converti, A.; Santos, V.A.d.; Sarubbo, L.A. Physicochemical Upgrading of a Biodetergent for Application in the Industrial Energy Sector. Energies 2022, 15, 463. https://doi.org/10.3390/en15020463
Farias CBB, Silva RdCFSd, Almeida FCG, Converti A, Santos VAd, Sarubbo LA. Physicochemical Upgrading of a Biodetergent for Application in the Industrial Energy Sector. Energies. 2022; 15(2):463. https://doi.org/10.3390/en15020463
Chicago/Turabian StyleFarias, Charles Bronzo B., Rita de Cássia F. Soares da Silva, Fabíola Carolina G. Almeida, Attilio Converti, Valdemir A. dos Santos, and Leonie A. Sarubbo. 2022. "Physicochemical Upgrading of a Biodetergent for Application in the Industrial Energy Sector" Energies 15, no. 2: 463. https://doi.org/10.3390/en15020463
APA StyleFarias, C. B. B., Silva, R. d. C. F. S. d., Almeida, F. C. G., Converti, A., Santos, V. A. d., & Sarubbo, L. A. (2022). Physicochemical Upgrading of a Biodetergent for Application in the Industrial Energy Sector. Energies, 15(2), 463. https://doi.org/10.3390/en15020463