
Development of Integrated Electrocoagulation-Sedimentation (IECS) in Continuous Mode for Turbidity and Color Removal

 ,
, 

Abstract
:1. Introduction
2. Materials and Methods
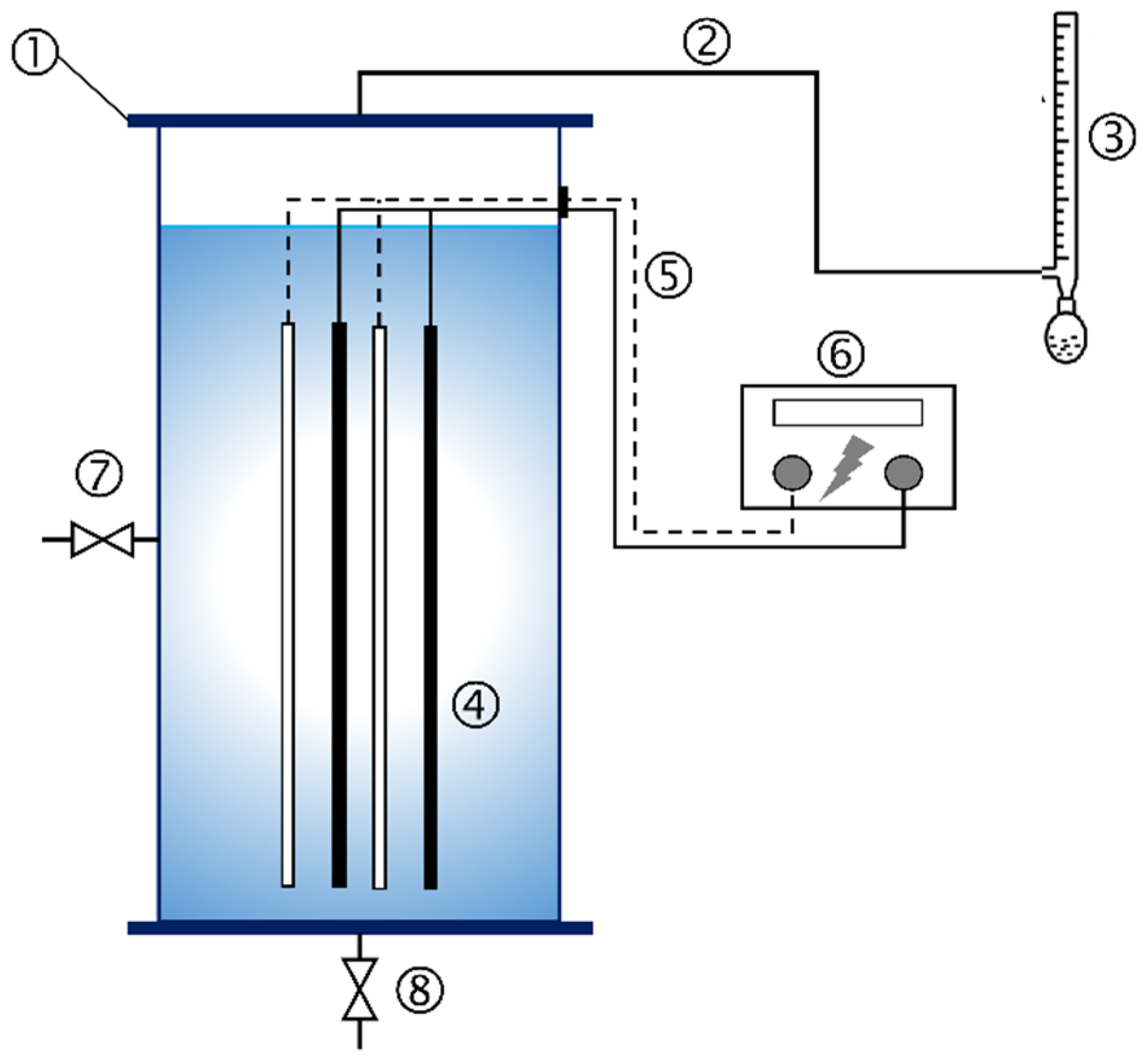
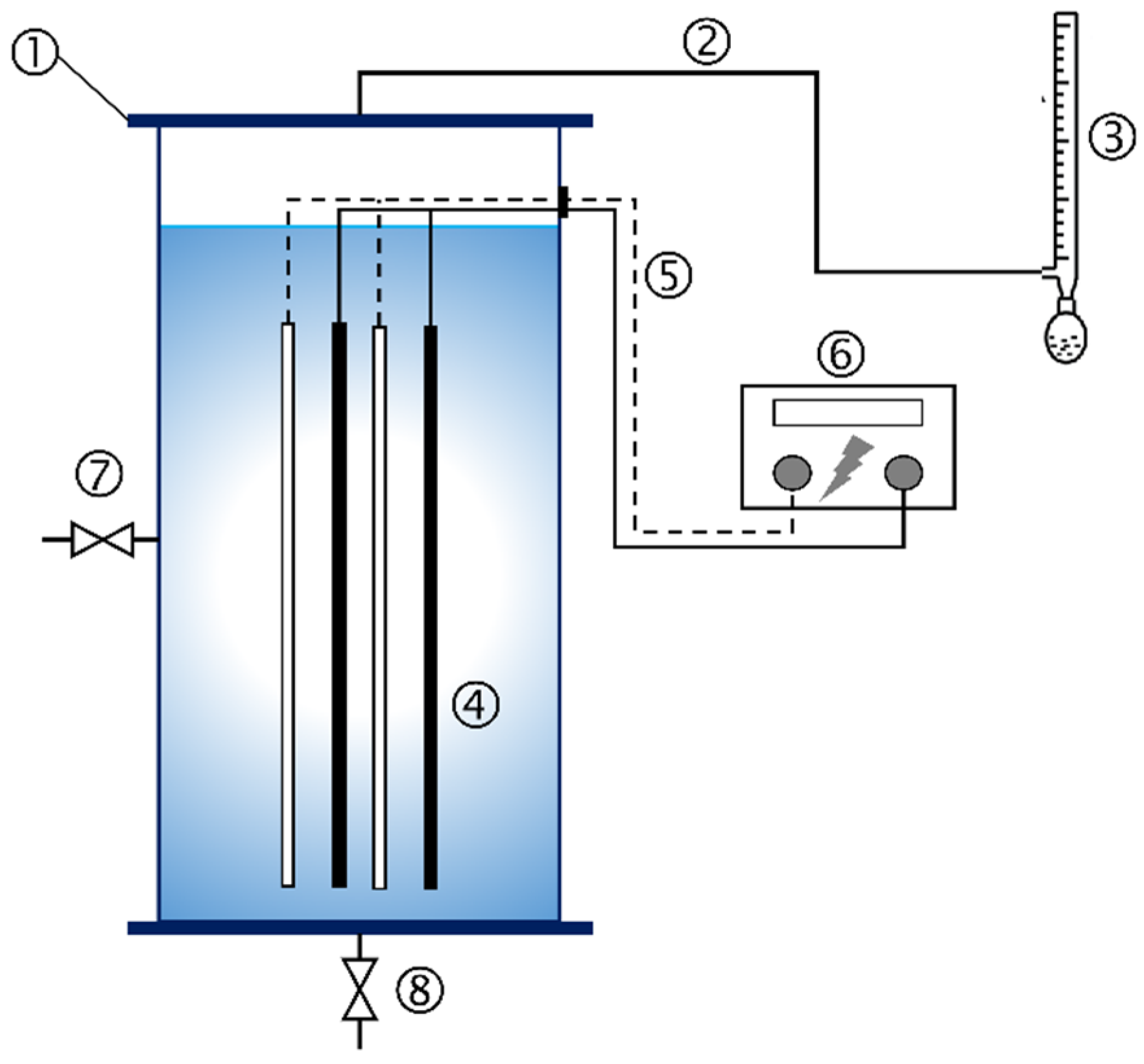
2.1. Experimental Set-Up
2.2. Synthetic Wastewater
2.3. Electrode Optimization
2.4. Kinetic of Turbidity and Color Removal
2.5. Settling Column Test
2.6. Liquid Flow Pattern Analysis
2.7. Treatment Performance of Integrated Reactor
3. Results and Discussion
3.1. Batch Column Test
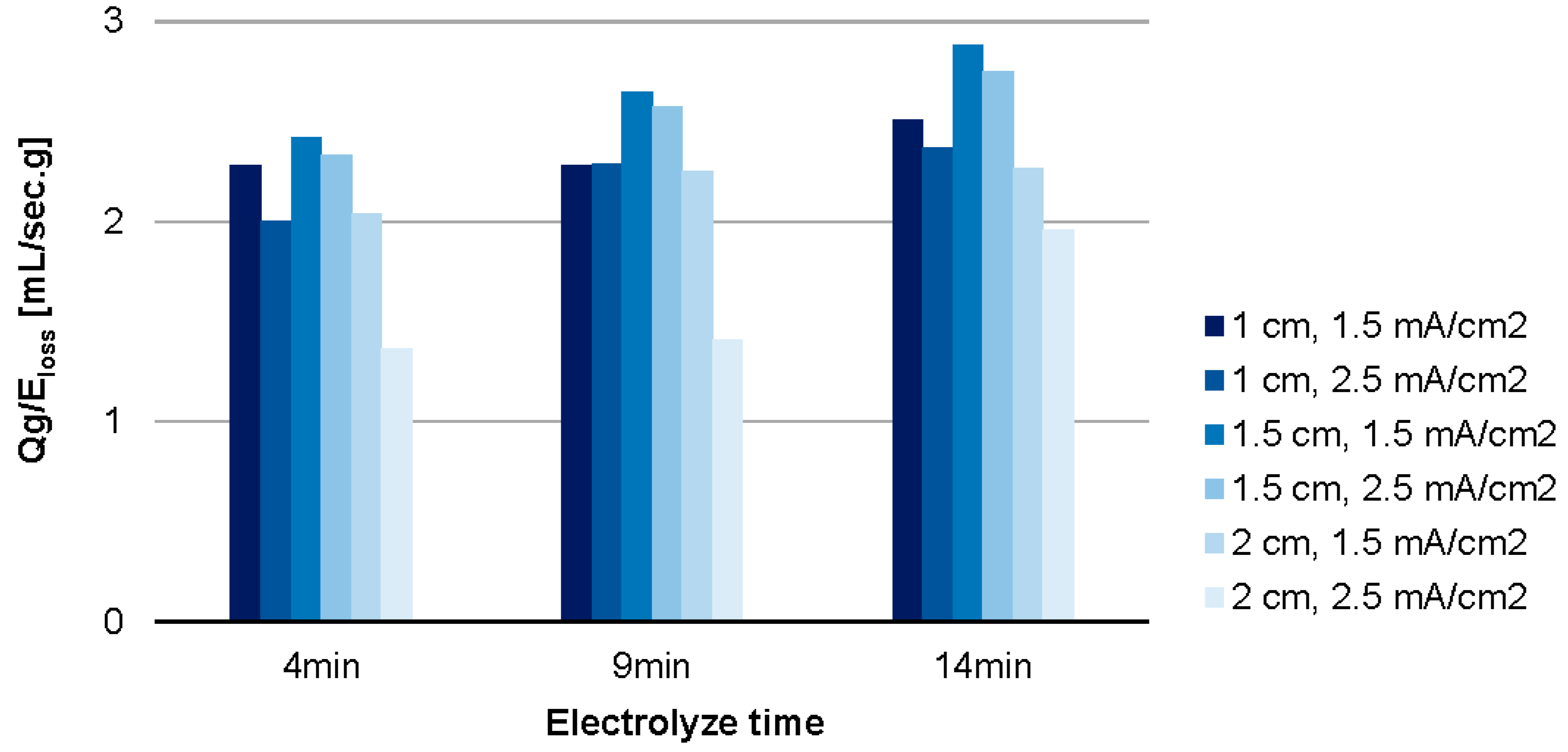
3.1.1. Optimize Electrode Gap and Current Density
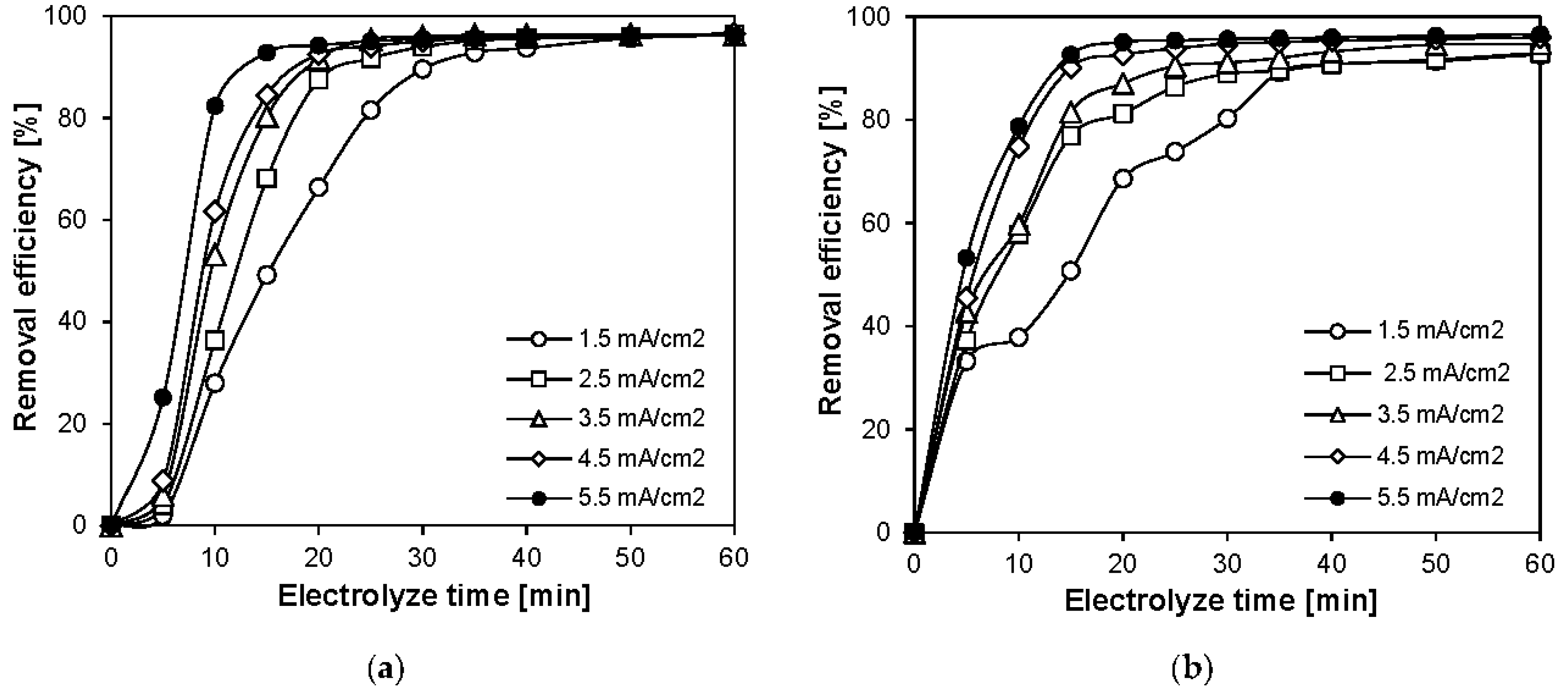
3.1.2. Turbidity and Color Removal Kinetics
3.1.3. Kinetic Models
3.1.4. Settling Performance
3.2. Characteristics of IECS Reactor
3.2.1. Design Configurations
3.2.2. Flow Pattern Analysis
3.3. Treatment Performance of IECS Reactor
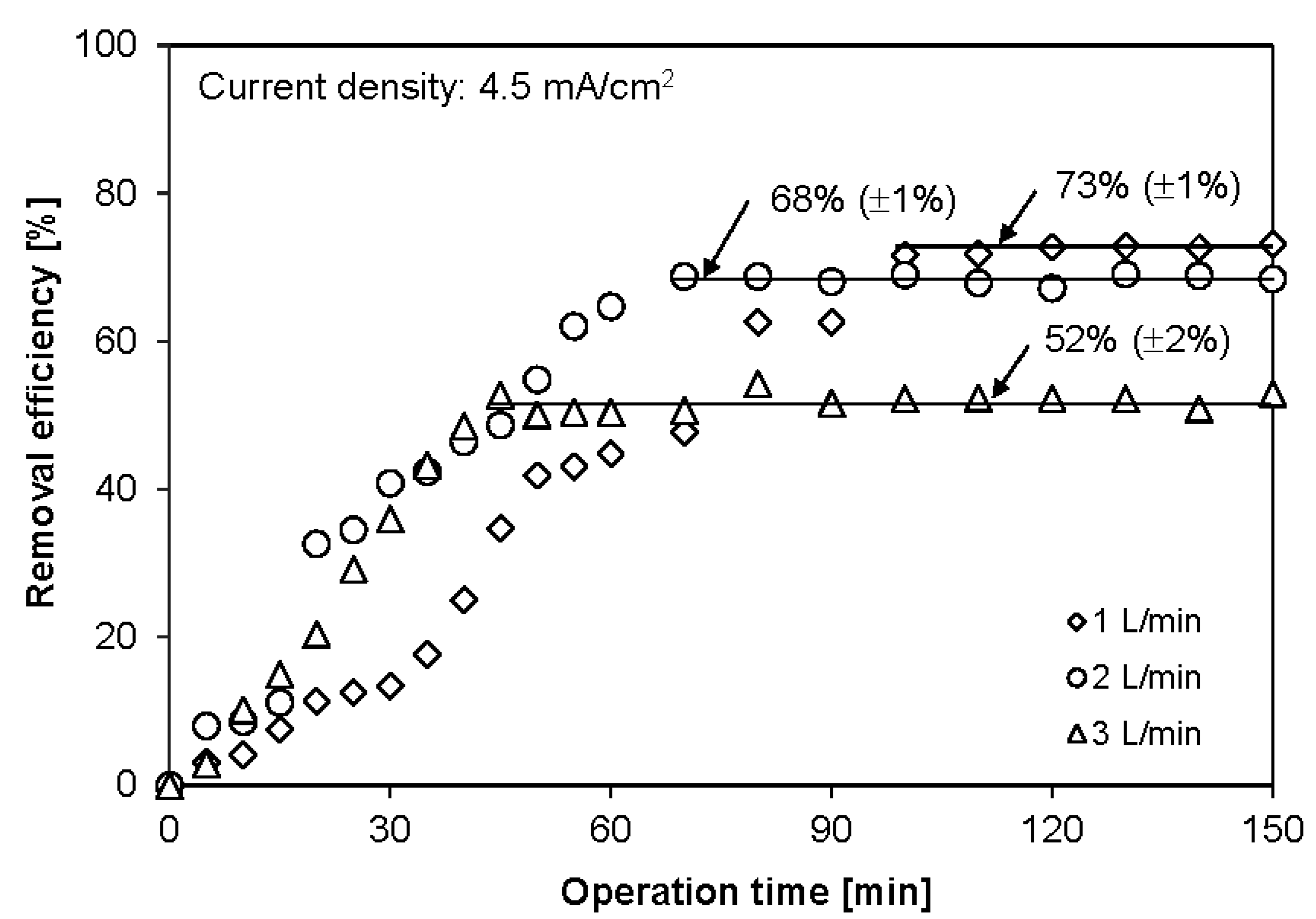
3.3.1. Decolorization Performance
3.3.2. Turbidity Removal Validation
3.3.3. Simultaneous Removal of Turbidity and Color
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Paul, S.; Chavan, S.; Khambe, S. Studies on characterization of textile industrial waste water in Solapur city. Int. J. Chem. Sci. 2012, 10, 635–642. [Google Scholar]
- Kadirvelu, K.; Kavipriya, M.; Karthika, C.; Radhika, M.; Vennilamani, N.; Pattabhi, S. Utilization of various agricultural wastes for activated carbon preparation and application for the removal of dyes and metal ions from aqueous solutions. Bioresour. Technol. 2003, 87, 129–132. [Google Scholar] [CrossRef]
- Papić, S.; Koprivanac, N.; Božić, A.L.; Meteš, A. Removal of some reactive dyes from synthetic wastewater by combined Al (III) coagulation/carbon adsorption process. Dyes Pigments 2004, 62, 291–298. [Google Scholar] [CrossRef]
- Verma, A.K.; Bhunia, P.; Dash, R.R. Reclamation of wastewater using composite coagulants: A sustainable solution to the textile industries. Chem. Eng. Trans. 2014, 42, 175–180. [Google Scholar]
- Akbal, F.; Kuleyin, A. Decolorization of levafix brilliant blue E-B by electrocoagulation method. Environ. Prog. Sustain. Energy 2011, 30, 29–36. [Google Scholar] [CrossRef]
- Chafi, M.; Gourich, B.; Essadki, A.; Vial, C.; Fabregat, A. Comparison of electrocoagulation using iron and aluminium electrodes with chemical coagulation for the removal of a highly soluble acid dye. Desalination 2011, 281, 285–292. [Google Scholar] [CrossRef]
- Holt, P.K.; Barton, G.W.; Mitchell, C.A. The future for electrocoagulation as a localised water treatment technology. Chemosphere 2005, 59, 355–367. [Google Scholar] [CrossRef] [PubMed]
- Mukheled, A.-S. A novel water pretreatment approach for turbidity removal using date seeds and pollen sheath. J. Water Resour. Prot. 2012, 2012, 17425. [Google Scholar]
- Baird, R.B.; Eaton, A.D.; Rice, E.W.; Bridgewater, L. Standard Methods for the Examination of Water and Wastewater, 23rd ed.; American Public Health Association: Washington, DC, USA, 2017. [Google Scholar]
- Nawadol, T.; Nattawin, C.; Pisut, P. Effects of electrode configuration on electrocoagulation-flotation for oily wastewater treatment. In Proceedings of the 23rd Thailand-Korea Conference on Environmental Engineering, Bangkok, Thailand, 3–5 July 2017. [Google Scholar]
- Crittenden, J.C.; Trussell, R.R.; Hand, D.W.; Howe, K.; Tchobanoglous, G. MWH’s Water Treatment: Principles and Design; John Wiley & Sons: Hoboken, NJ, USA, 2012. [Google Scholar]
- Reynolds, T.D.; Richards, P.A.C. Unit Operations and Processes in Environmental Engineering; PWS Publishing Company: Boston, MA, USA, 1995. [Google Scholar]
- Romphophak, P.; Wongwailikhit, K.; Chawaloesphonsiya, N.; Samornkraisorakit, P.; Painmanakul, P. Study of flow pattern in jet clarifier for removal of turbidity by residence time distribution approach. Eng. J. 2016, 20, 17–27. [Google Scholar] [CrossRef] [Green Version]
- Fogler, H.S. Elements of Chemical Reaction Engineering, 4th ed.; Pearson Education: London, UK, 2006. [Google Scholar]
- Song, S.; He, Z.; Qiu, J.; Xu, L.; Chen, J. Ozone assisted electrocoagulation for decolorization of CI Reactive Black 5 in aqueous solution: An investigation of the effect of operational parameters. Sep. Purif. Technol. 2007, 55, 238–245. [Google Scholar] [CrossRef]
- Hashim, K.; Shaw, A.; Al Khaddar, R.; Pedrola, M.O.; Phipps, D. Influence of electrodes spacing on internal temperature of electrocoagulation (EC) cells during the removal (Fe II) from drinking water. In Proceedings of the International Conference for Doctoral Research, Dubai, United Arab Emirates, 13 May 2017. [Google Scholar]
- Golder, A.K.; Samanta, A.N.; Ray, S. Removal of Cr3+ by electrocoagulation with multiple electrodes: Bipolar and monopolar configurations. J. Hazard. Mater. 2007, 141, 653–661. [Google Scholar] [CrossRef] [PubMed]
- Daneshvar, N.; Ashassi-Sorkhabi, H.; Tizpar, A. Decolorization of orange II by electrocoagulation method. Sep. Purif. Technol. 2003, 31, 153–162. [Google Scholar] [CrossRef]
- Yılmaz, A.E.; Boncukcuoğlu, R.; Kocaker, M.M.; Kocadağistan, E. An empirical model for kinetics of boron removal from boroncontaining wastewaters by the electrocoagulation method in a batch reactor. Desalination 2008, 230, 288–297. [Google Scholar] [CrossRef]
- Aoudj, S.; Khelifa, A.; Drouiche, N.; Hecini, M.; Hamitouche, H. Electrocoagulation process applied to wastewater containing dyes from textile industry. Chem. Eng. Processing Process. Intensif. 2010, 49, 1176–1182. [Google Scholar] [CrossRef]
- Dalvand, A.; Gholami, M.; Joneidi, A.; Mahmoodi, N.M. Dye removal, energy consumption and operating cost of electrocoagulation of textile wastewater as a clean process. Clean–Soil Air Water 2011, 39, 665–672. [Google Scholar] [CrossRef]
- Ching, H.-W.; Tanaka, T.S.; Elimelech, M. Dynamics of coagulation of kaolin particles with ferric chloride. Water Res. 1994, 28, 559–569. [Google Scholar] [CrossRef]
- Abuzaid, N.S.; Bukhari, A.A.; Al-Hamouz, Z.M. Removal of bentonite causing turbidity by electro-coagulation. J. Environ. Sci. Health Part A 1998, 33, 1341–1358. [Google Scholar] [CrossRef]
- Bazrafshan, E.; Alipour, M.R.; Mahvi, A.H. Textile wastewater treatment by application of combined chemical coagulation, electrocoagulation, and adsorption processes. Desalination Water Treat. 2016, 57, 9203–9215. [Google Scholar] [CrossRef]
- Kobya, M.; Ulu, F.; Gebologlu, U.; Demirbas, E.; Oncel, M.S. Treatment of potable water containing low concentration of arsenic with electrocoagulation: Different connection modes and Fe–Al electrodes. Sep. Purif. Technol. 2011, 77, 283–293. [Google Scholar] [CrossRef]
- Lin, S.H.; Peng, C.F. Treatment of textile wastewater by electrochemical method. Water Res. 1994, 28, 277–282. [Google Scholar] [CrossRef]
- Kawamura, S. Integrated Design and Operation of Water Treatment Facilities; John Wiley & Sons: Hoboken, NJ, USA, 2000. [Google Scholar]
- Yusoff, M.S.; Azwan, A.M.; Zamri, M.F.M.A.; Aziz, H.A. Removal of colour, turbidity, oil and grease for slaughterhouse wastewater using electrocoagulation method. In Proceedings of the AIP Conference Proceedings, Bikaner, India, 24–25 November 2017; p. 040012. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Unit | Bentonite (50–500 NTU) | Reactive Dye (2500–15,000 ADMI) | Analytical Method |
|---|---|---|---|---|
| pH | - | 7.1–7.7 | 7.1–7.4 | pH meter |
| COD | mg/L | 12–80 | 32–184 | 5220D |
| TDS | mg/L | 95–240 | 182–214 | Conductivity meter |
| TSS | mg/L | 280–550 | 188–224 | 2540D |
| Terms | Optimum Level for | Remark | |
|---|---|---|---|
| Turbidity | Color | ||
| EC compartment: | |||
| Electrode type | Aluminum | Review previous studies | |
| Number of electrodes | 2 pairs | Review previous studies | |
| Electrode arrangement | Monopolar | Review previous studies | |
| Electrode gap | 1.5 cm | Studied range: 1–2 cm | |
| Current density | 4.5 mA/cm2 | Studied range: 1.5–5.5 mA/cm2 | |
| Electrolyze time | 15–20 min | 15–60 min | Studied range: 0–60 min |
| Clarifier compartment: | |||
| Settling overflow | 1.89 m/h | 1.54 m/h | For 90% fraction removal |
| Condition | Liquid Flow Rate | Required Time for Steady Stage |
|---|---|---|
| Turbidity (250 NTU) | 3 L/min | 45 min |
| Color (6000 ADMI) | 1 L/min | 70 min |
| Simultaneous presence | 1 L/min | 70 min |
| 2 L/min | 140 min |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bun, S.; Hong, P.; Chawaloesphosiya, N.; Pang, S.; Vet, S.; Ham, P.; Chan, R.; Painmanakul, P. Development of Integrated Electrocoagulation-Sedimentation (IECS) in Continuous Mode for Turbidity and Color Removal. ChemEngineering 2022, 6, 3. https://doi.org/10.3390/chemengineering6010003
Bun S, Hong P, Chawaloesphosiya N, Pang S, Vet S, Ham P, Chan R, Painmanakul P. Development of Integrated Electrocoagulation-Sedimentation (IECS) in Continuous Mode for Turbidity and Color Removal. ChemEngineering. 2022; 6(1):3. https://doi.org/10.3390/chemengineering6010003
Chicago/Turabian StyleBun, Saret, Penghour Hong, Nattawin Chawaloesphosiya, Sreynich Pang, Sreyla Vet, Phaly Ham, Rathborey Chan, and Pisut Painmanakul. 2022. "Development of Integrated Electrocoagulation-Sedimentation (IECS) in Continuous Mode for Turbidity and Color Removal" ChemEngineering 6, no. 1: 3. https://doi.org/10.3390/chemengineering6010003
APA StyleBun, S., Hong, P., Chawaloesphosiya, N., Pang, S., Vet, S., Ham, P., Chan, R., & Painmanakul, P. (2022). Development of Integrated Electrocoagulation-Sedimentation (IECS) in Continuous Mode for Turbidity and Color Removal. ChemEngineering, 6(1), 3. https://doi.org/10.3390/chemengineering6010003