
Health Status Assessment of Passenger Ropeway Bearings Based on Multi-Parameter Acoustic Emission Analysis

Abstract
Highlights
- The health status of passenger ropeway bearings is studied using multi-parameter AE analysis.
- Resonant AE sensors outperform broadband sensors in defect detection.
- The laboratory research results have been successfully applied to field testing of passenger ropeway rolling bearings for two years.
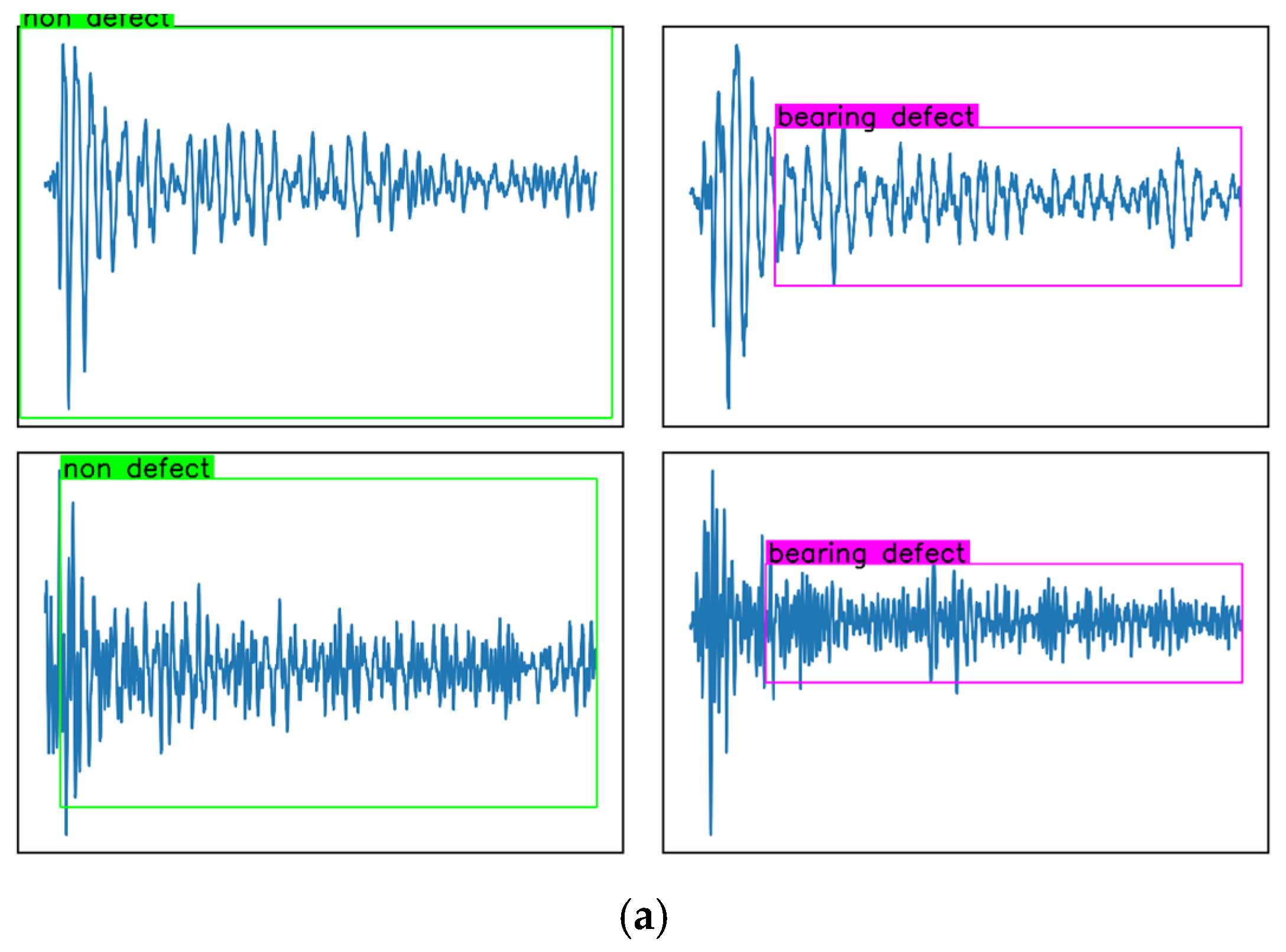
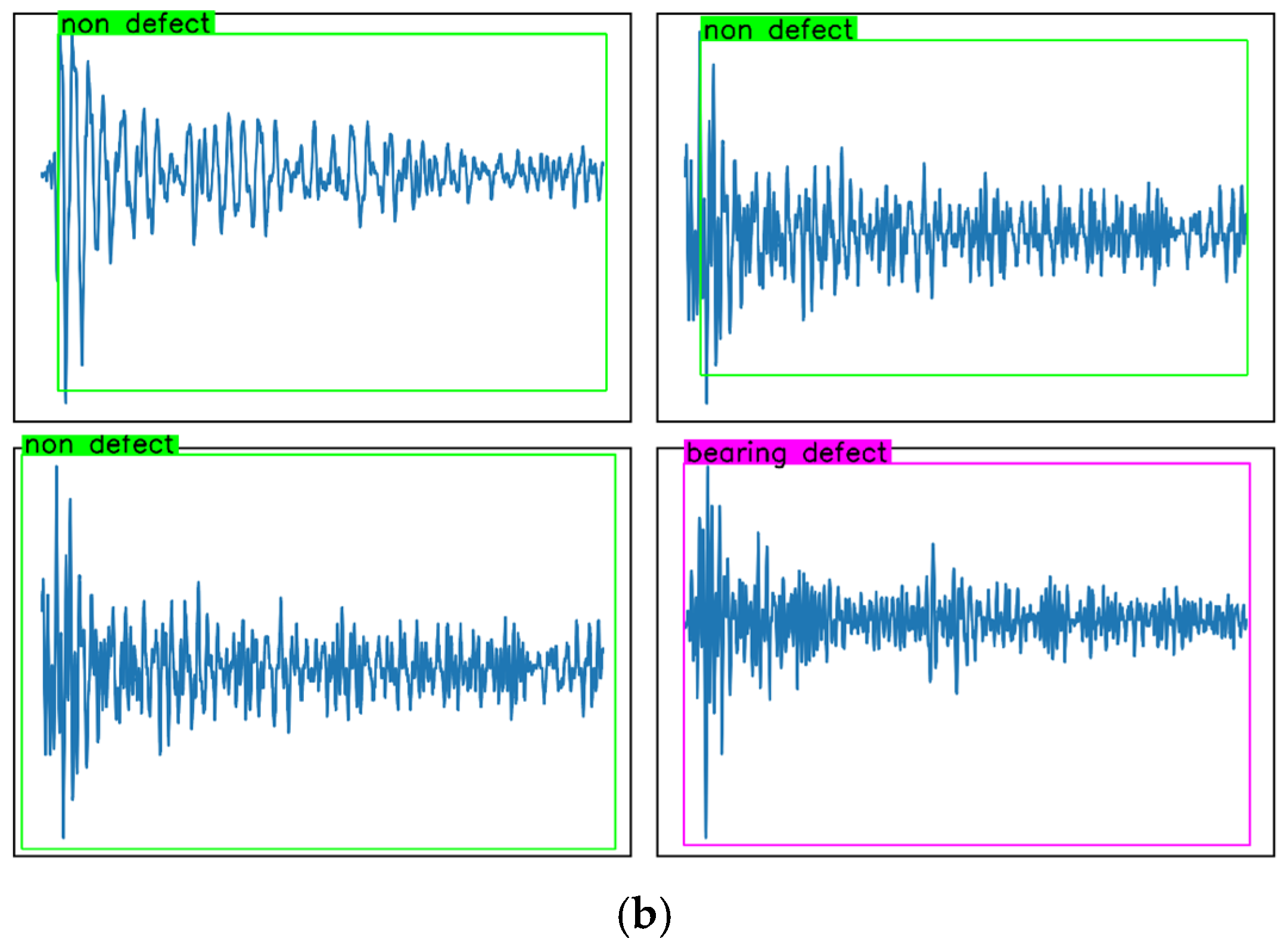
- A novel LLM-based approach achieves automated bearing wear detection.
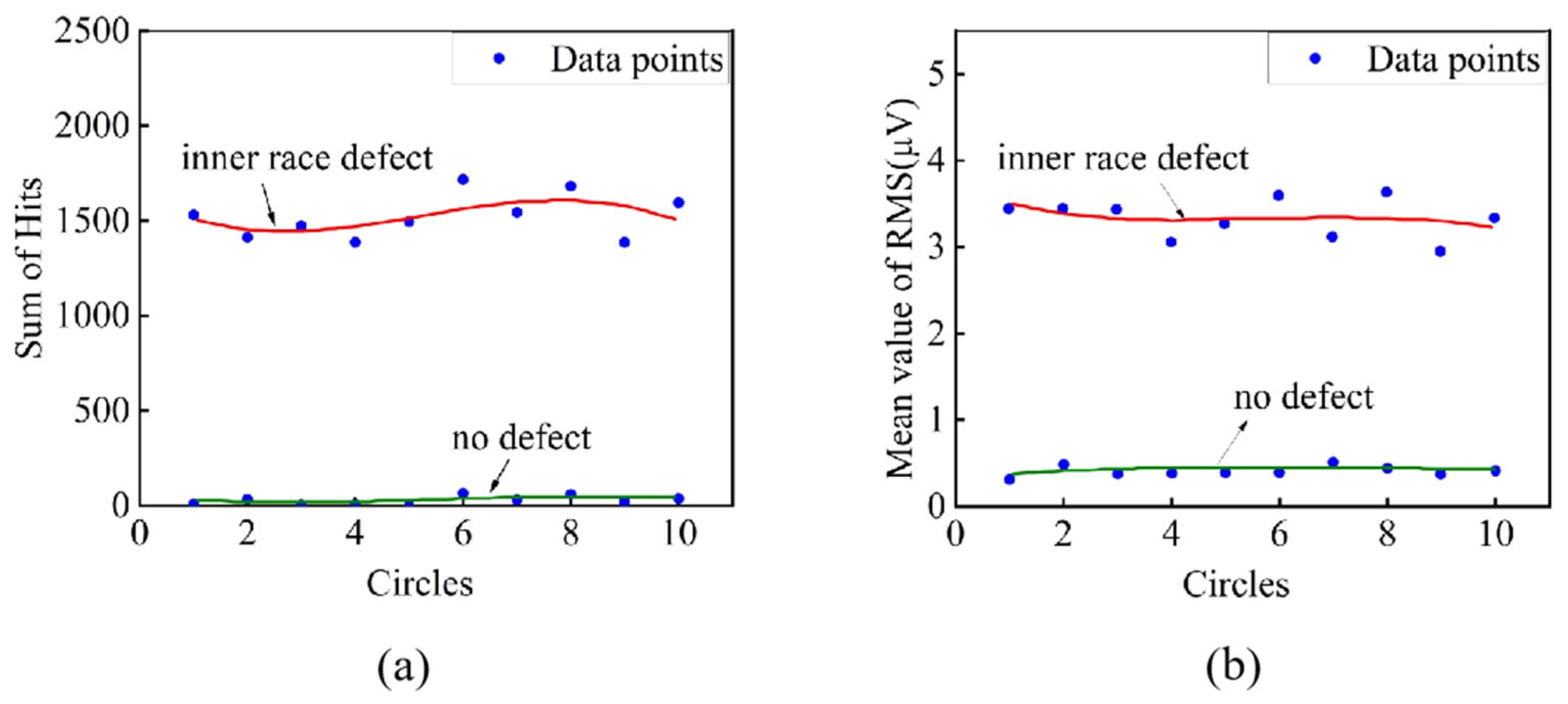
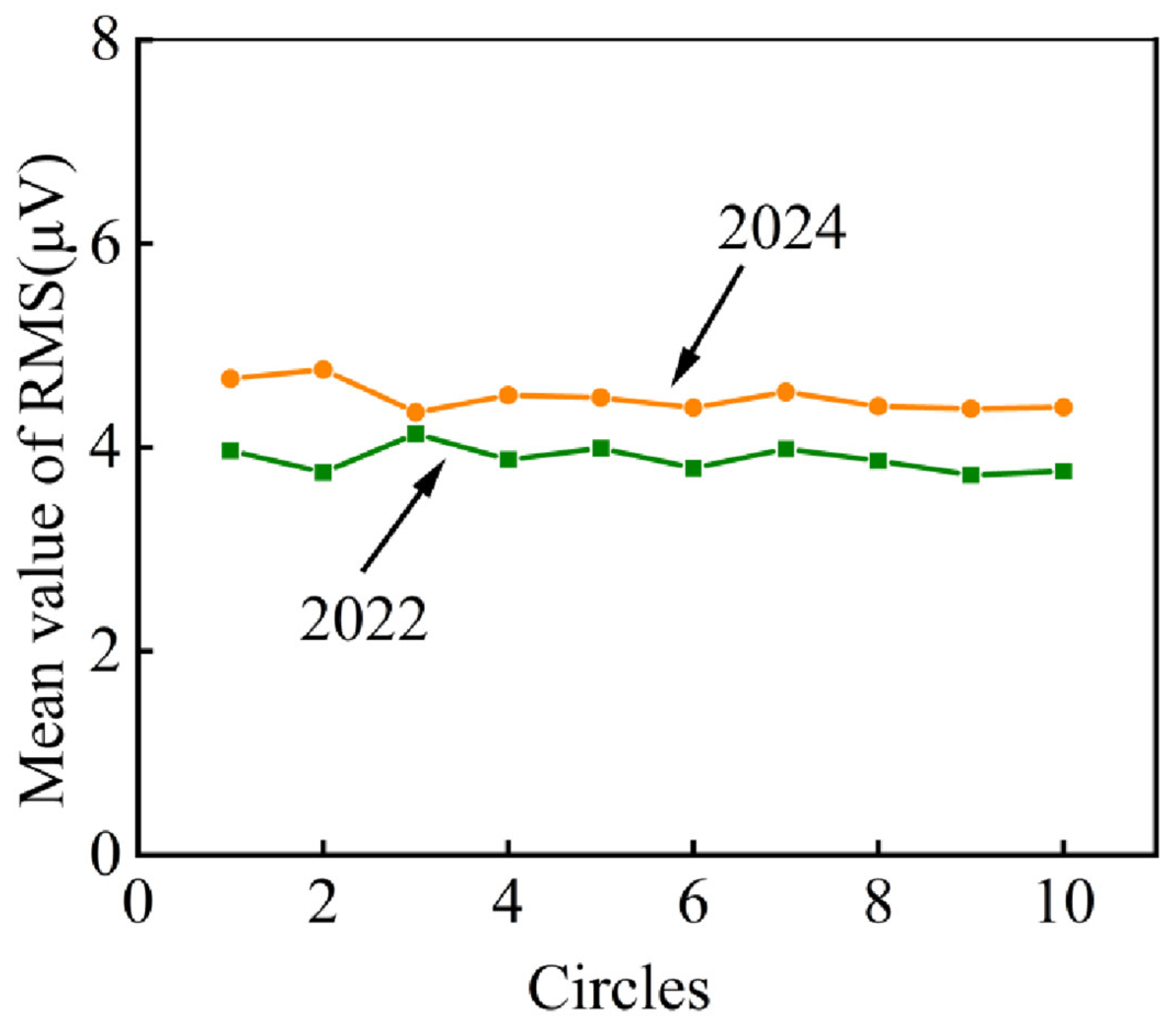
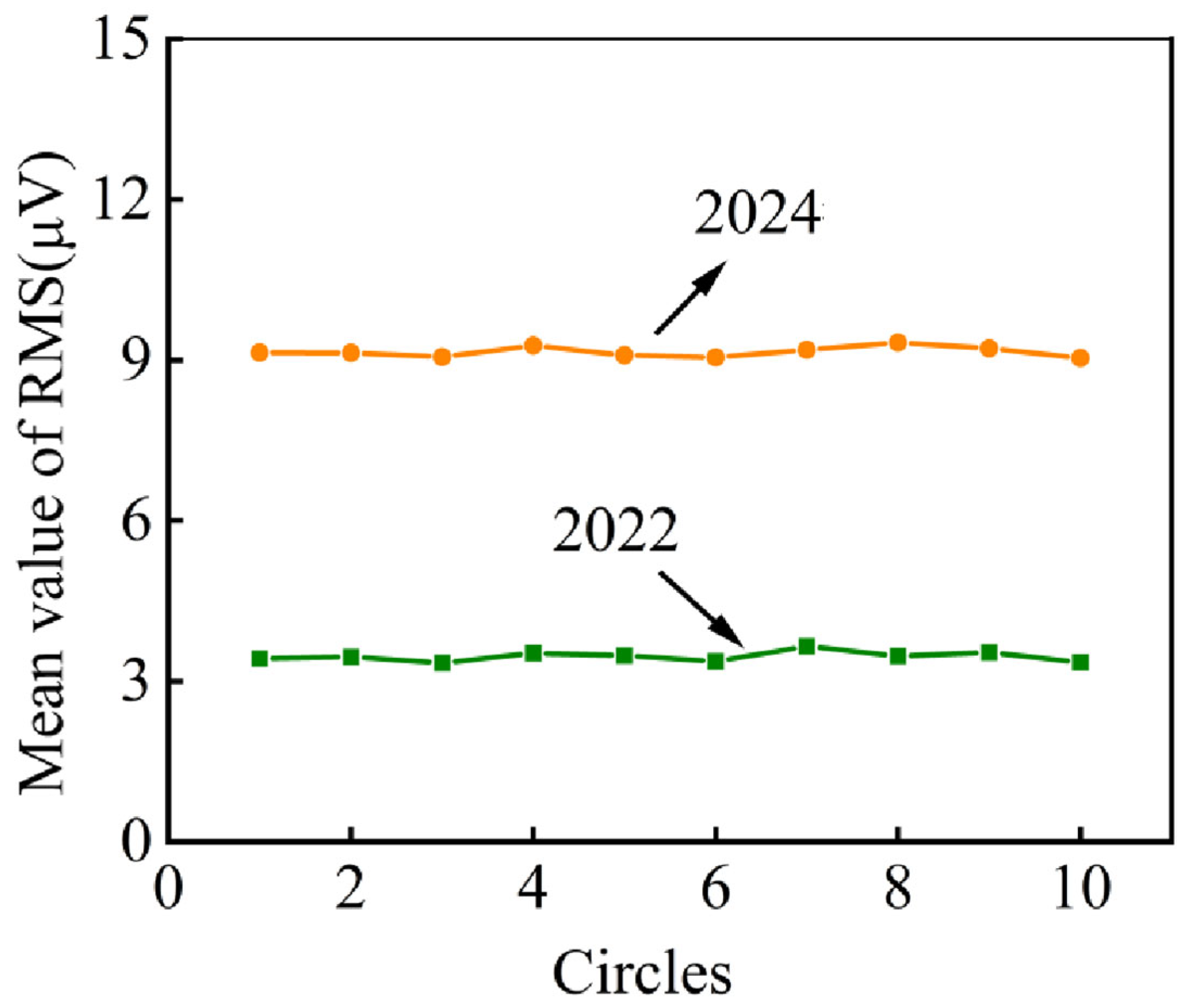
- Defective bearings exhibit periodic RMS peaks and elevated mean values.
- Field tests confirm AE’s effectiveness in detecting early-stage bearing damage.
- The pre-trained Paligemma LLM model demonstrates superior accuracy in wear feature identification.
- Offers a practical solution for preventive maintenance in passenger ropeway systems.
- Demonstrates the successful transition from laboratory research to practical field applications.
Abstract
1. Introduction
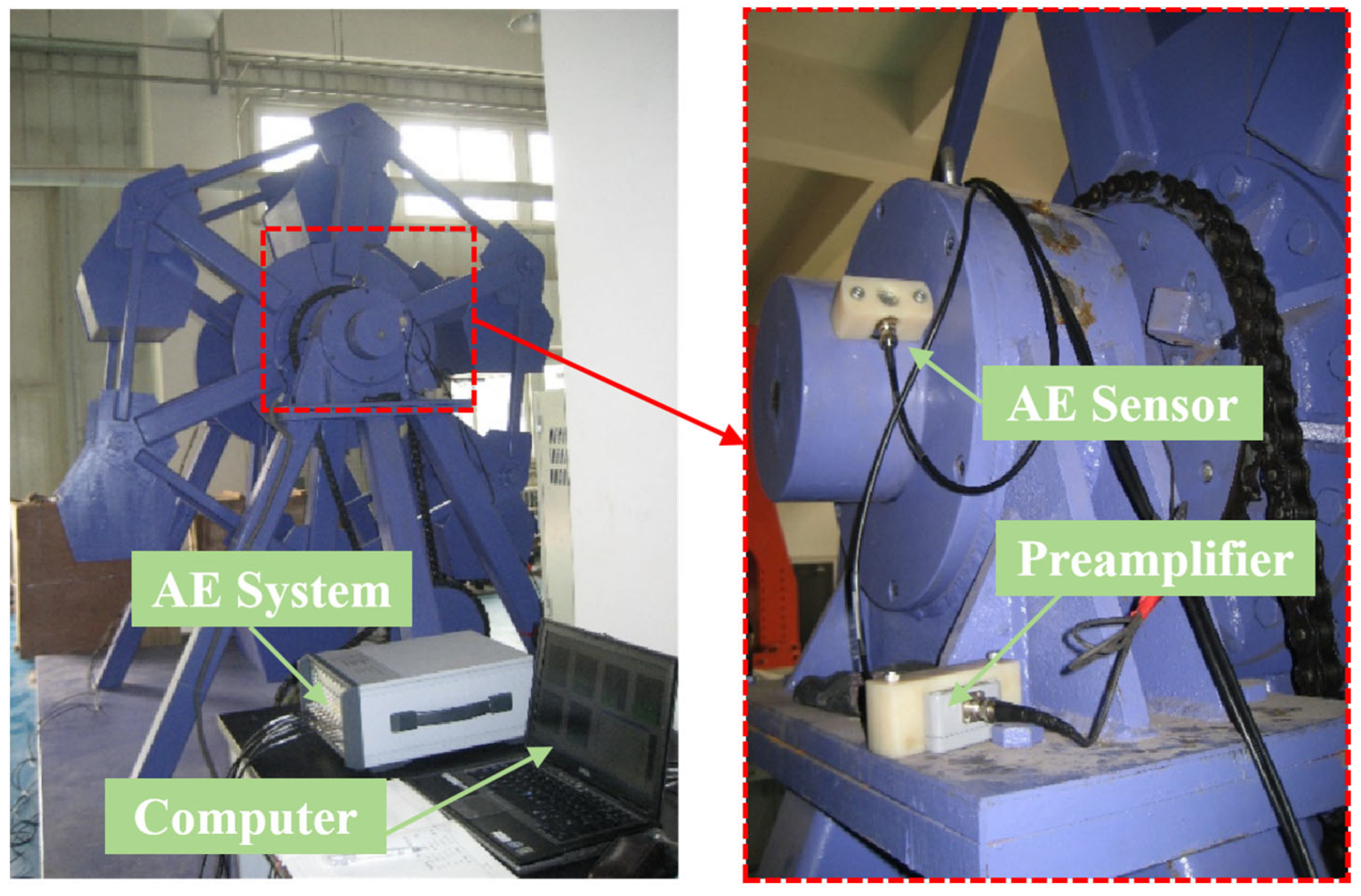
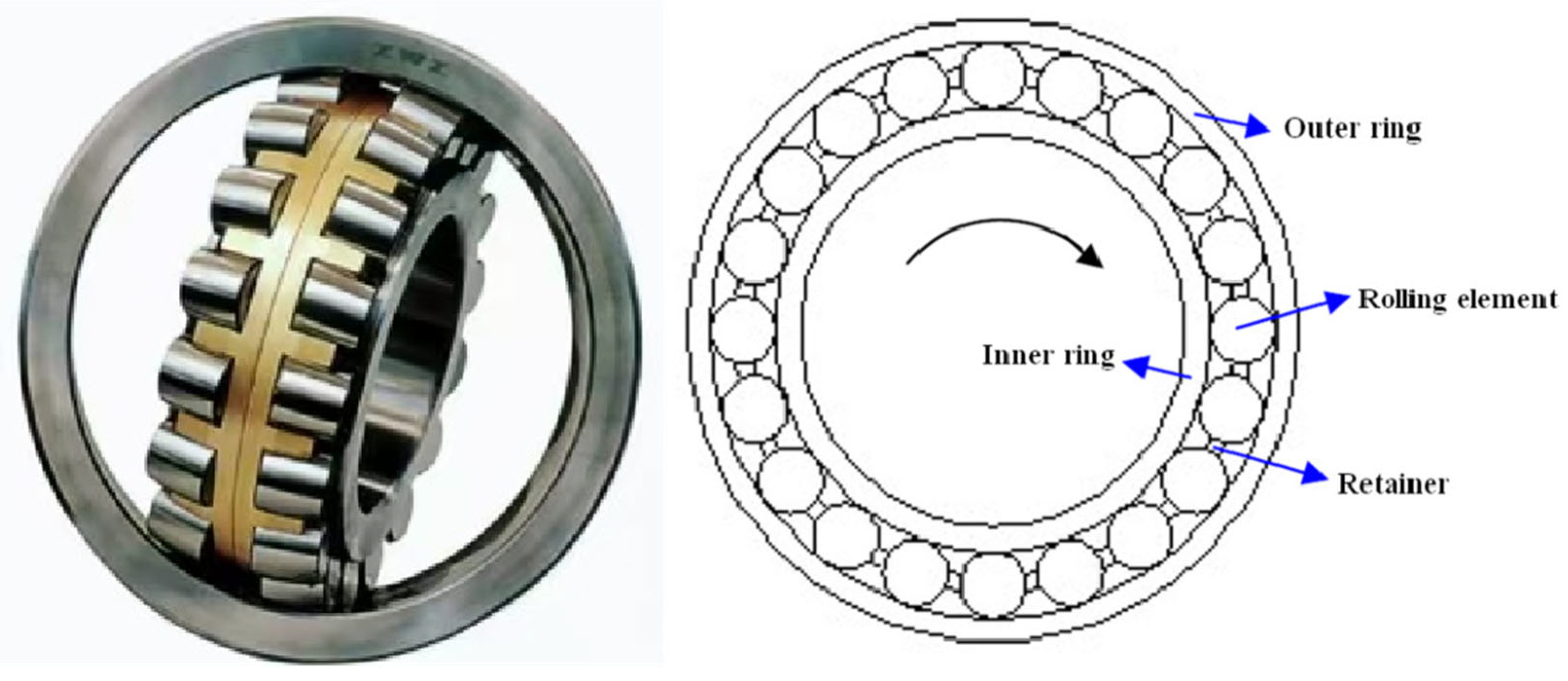
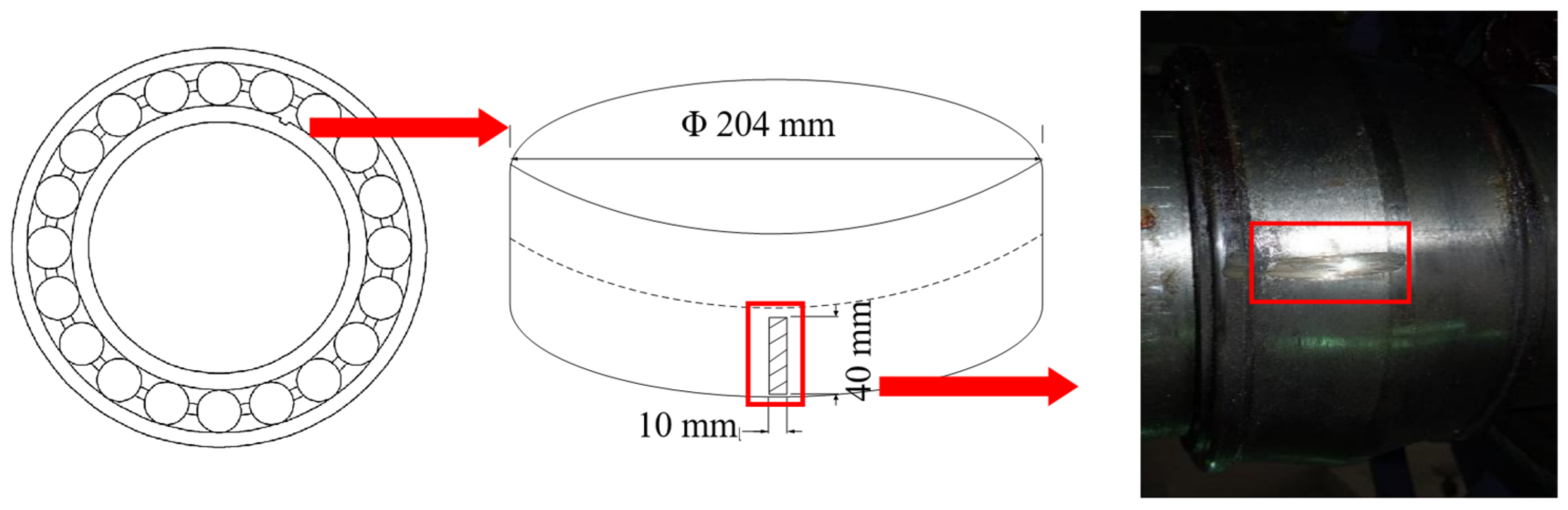
2. Materials and Methods
3. Results and Discussion
3.1. Result in the Laboratory
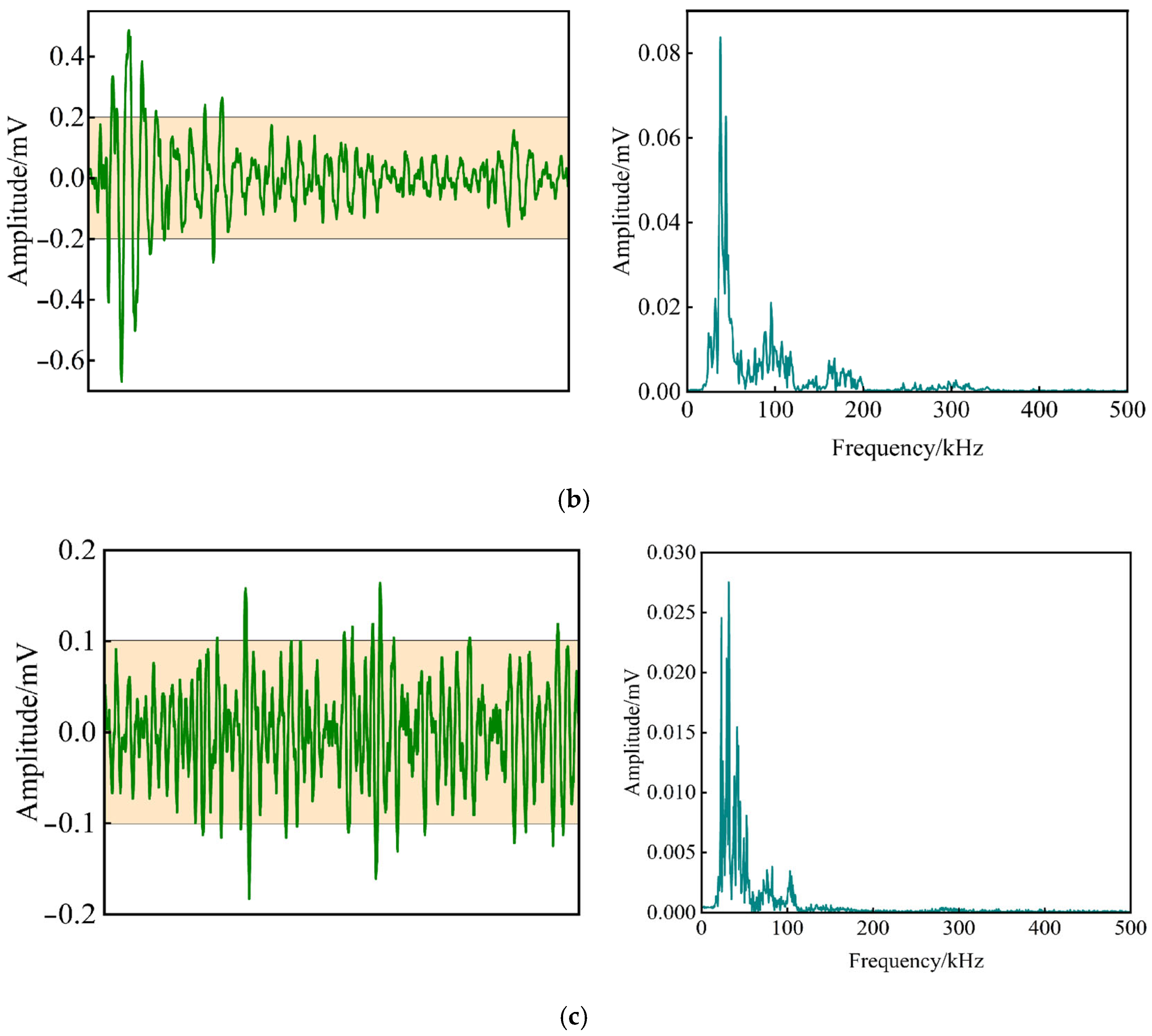
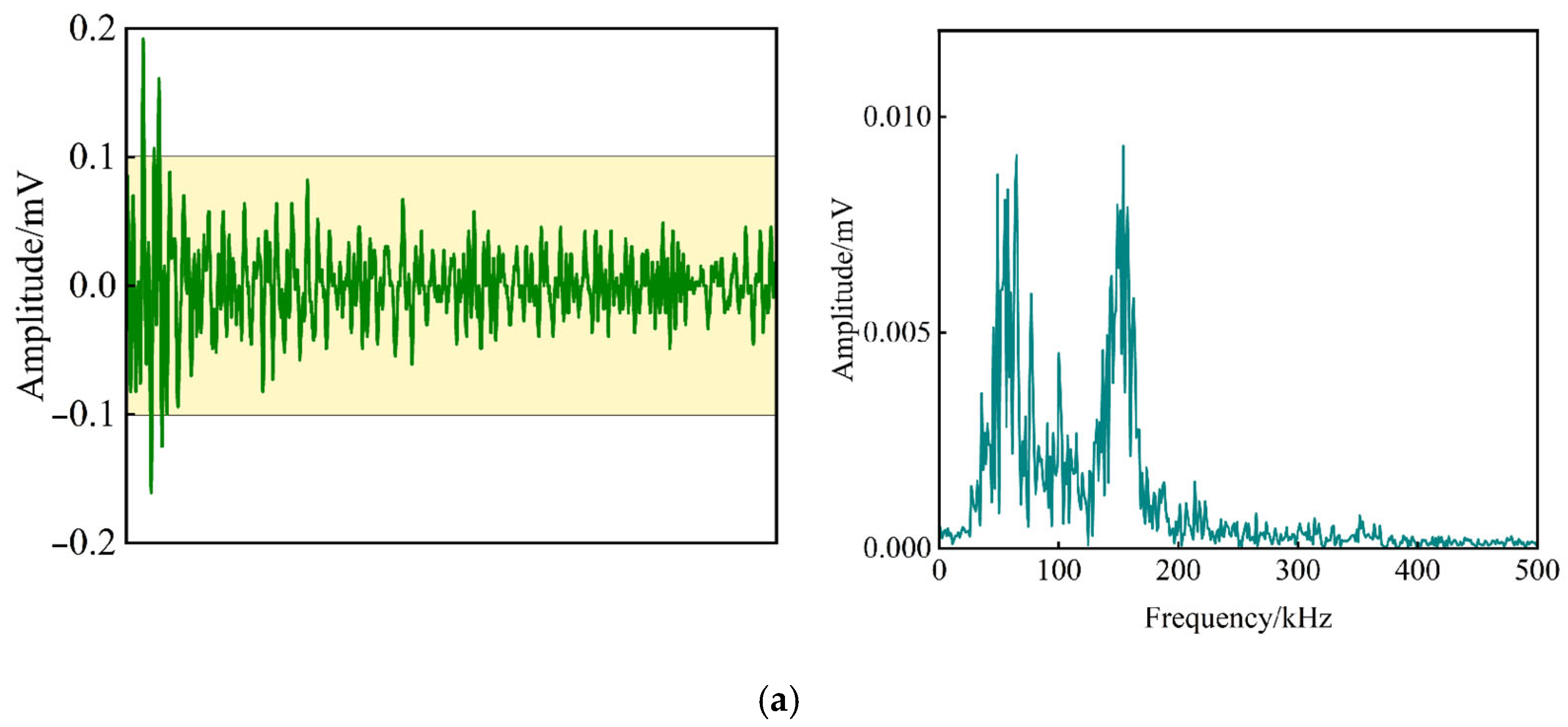
3.1.1. Waveform and Spectrum Analysis of Rolling Bearings
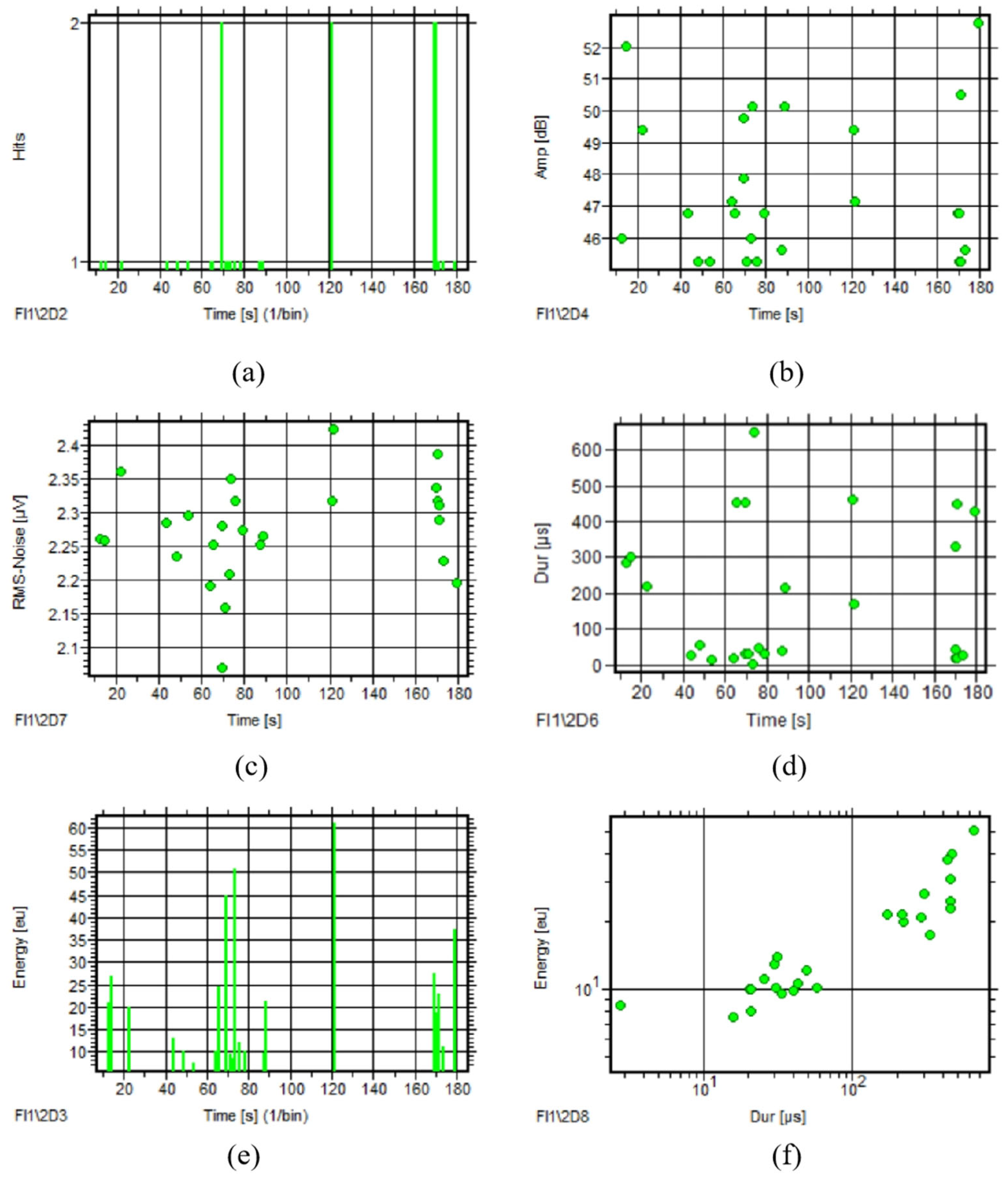
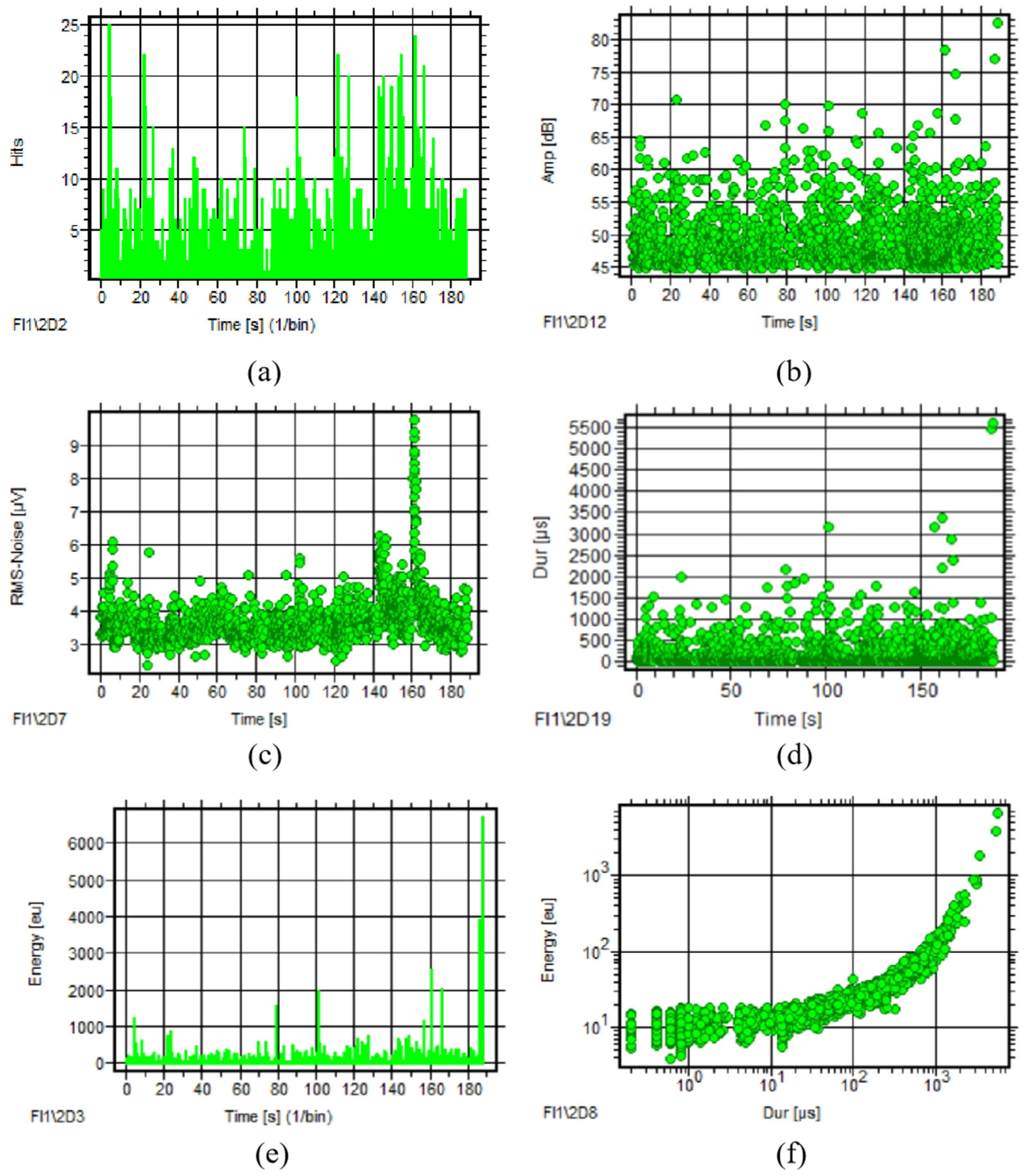
3.1.2. Data Analysis for AE Characteristics of Rolling Bearings
Traditional Analysis of AE Parameters
- (1)
- One-rotating-circle signals
- (2)
- Ten rotating circle signals
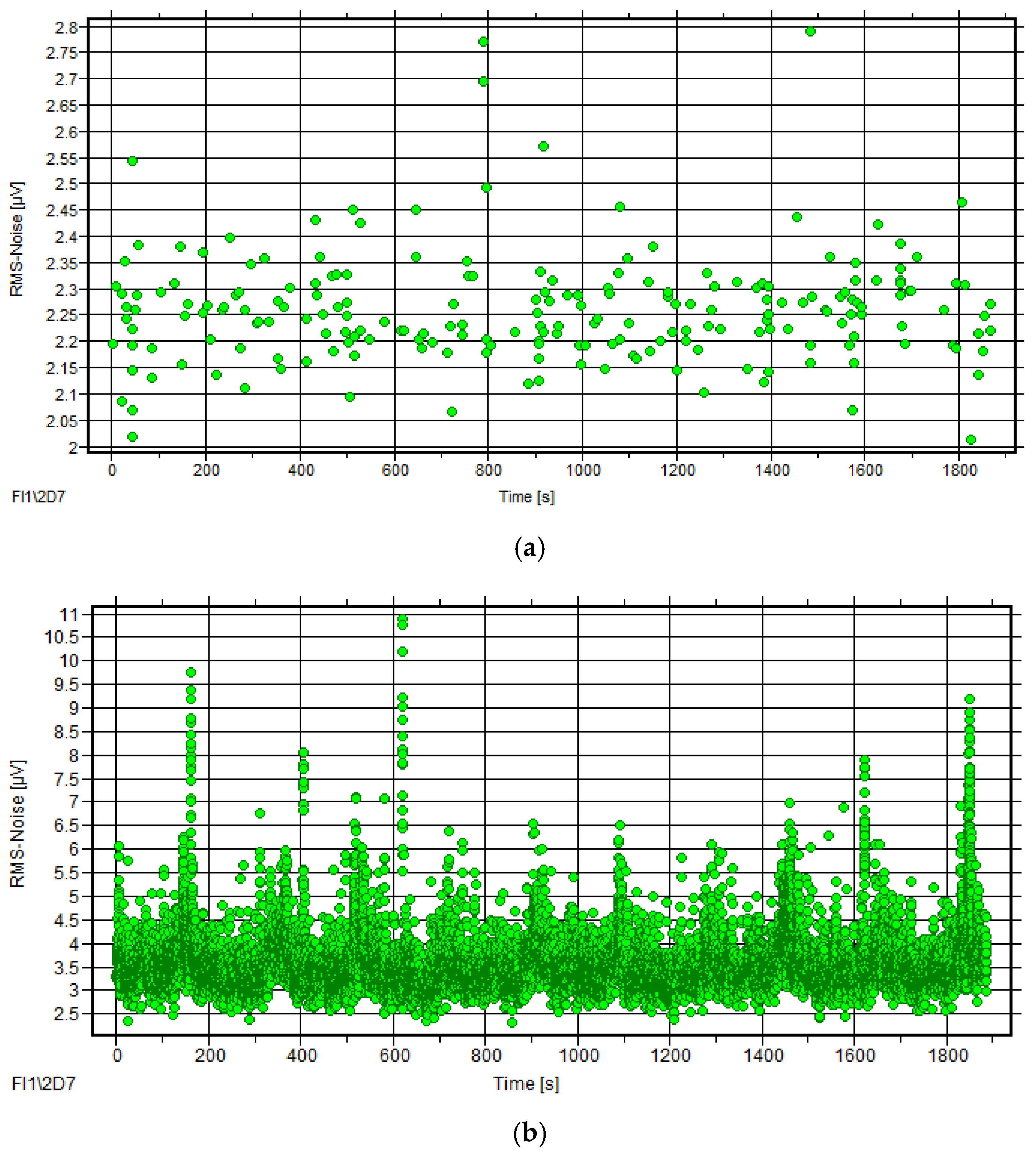
Statistical Analysis of AE Parameters
3.2. Result in the Field
3.2.1. Results of AE Testing on Ropeway I
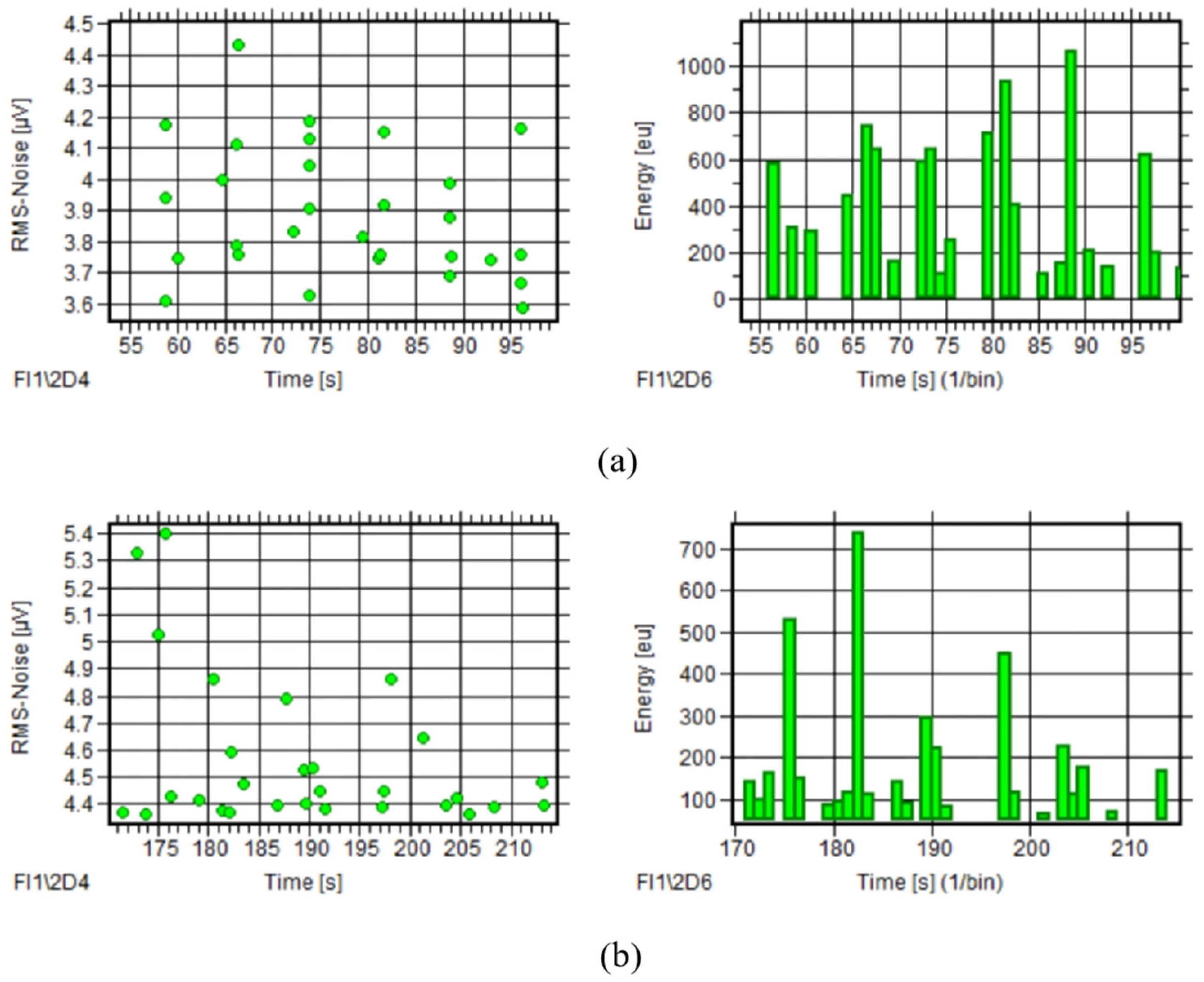
AE Parameter Analysis
Statistical Analysis
3.2.2. Results of AE Testing on Ropeway II
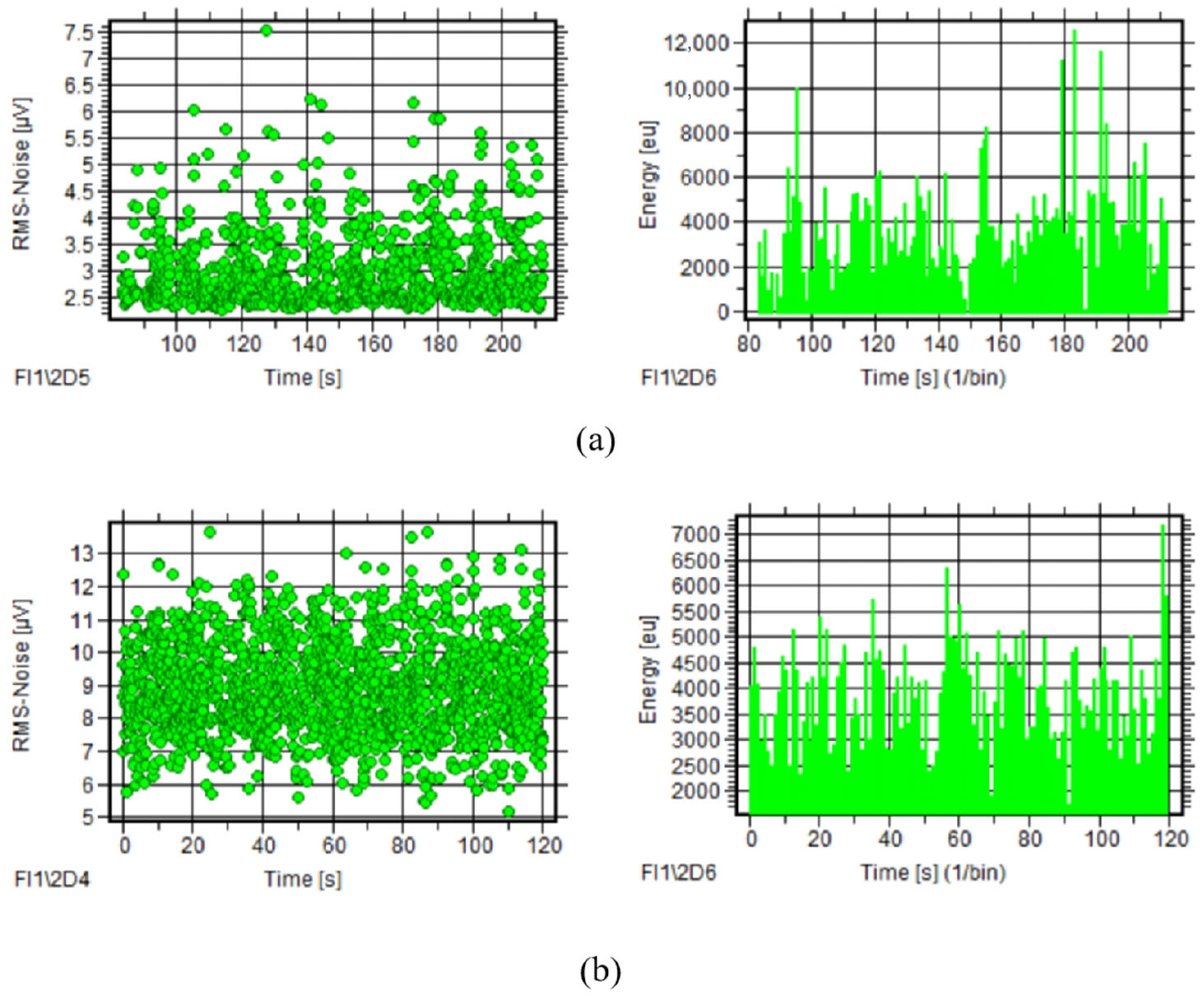
AE Parameter Analysis
Statistical Analysis
3.3. LLM-Based Bearing Wear Detection
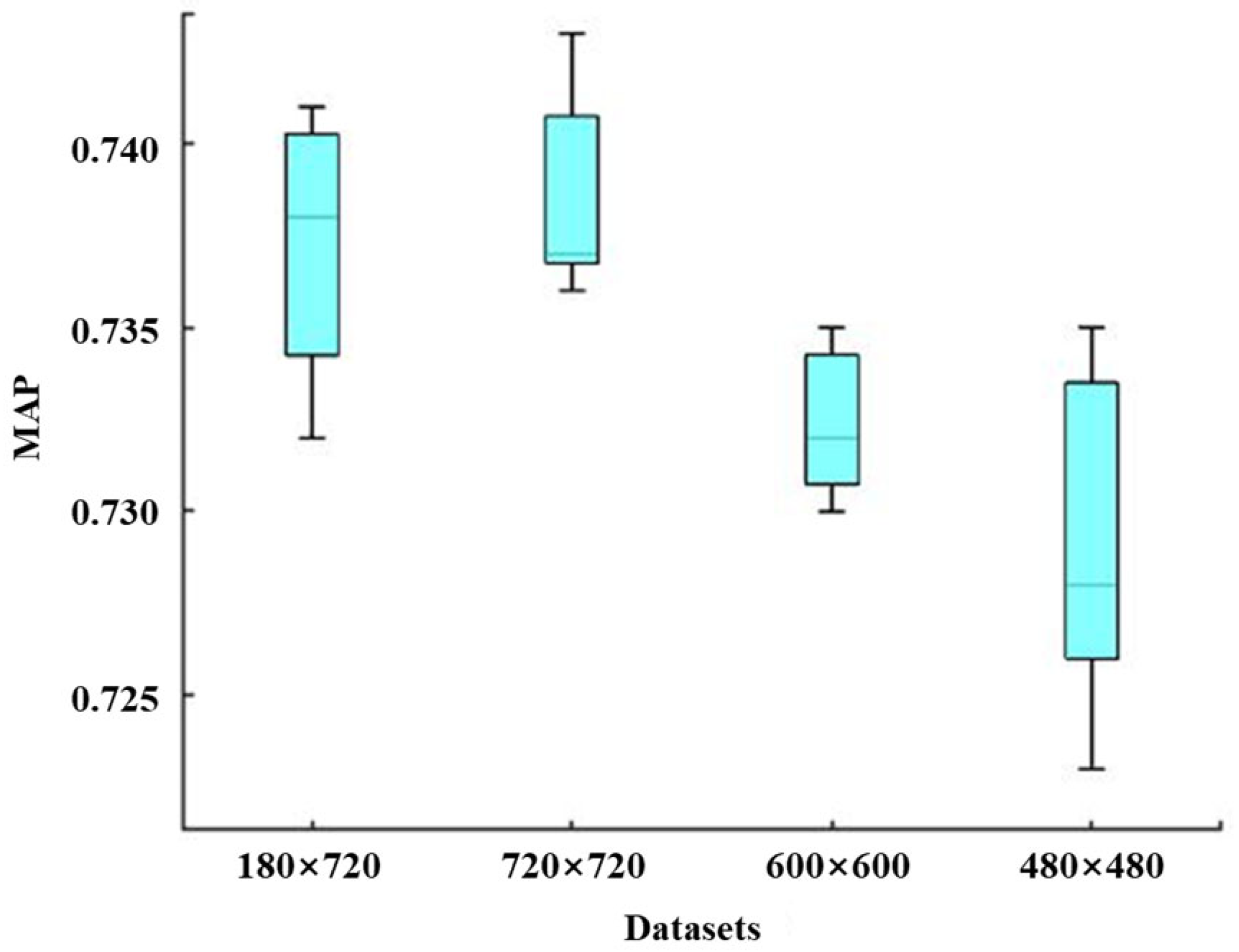
3.3.1. Effect of the Image Size on the LLM Model
3.3.2. Effect of the Noise Intensity on the LLM Model
3.3.3. Validation and Comparison of LLM-Based Bearing Wear Detection
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- El-Thalji, I.; Jantunen, E. A descriptive model of wear evolution in rolling bearings. Eng. Fail. Anal. 2014, 45, 204–224. [Google Scholar]
- Scheeren, B.; Kaminski, M.; Pahlavan, L. Acoustic emission monitoring of naturally developed damage in large-scale low-speed roller bearings. Struct. Health Monit. 2024, 23, 360–382. [Google Scholar]
- Gunerkar, R.; Jalan, A. Classification of ball bearing faults using vibro-acoustic sensor data fusion. Exp. Tech. 2019, 43, 635–643. [Google Scholar]
- Zhang, P.; Pan, A.; Yan, K.; Yan, K.; Hong, J.; Liang, P. High-efficient and reversible temperature sensor fabricated from highly luminescent CdTe/ZnS-SiO2 nanocomposites for rolling bearings. Sensors Act. A Phys. 2021, 328, 112758. [Google Scholar]
- Wang, H.; Zhao, Y.; Luo, Z.; Han, Q. Rolling bearing abnormal wear intelligent monitoring and fault diagnosis based on multi-source information fusion with oil debris. Meas. Sci. Technol. 2025, 36, 101088. [Google Scholar]
- Smith, J.D. Vibration monitoring of bearings at low speeds. Tribol. Int. 1982, 15, 139–144. [Google Scholar]
- Moustafa, W.; Cousinard, O.; Bolaers, F.; Sghir, K.; Dron, J.P. Low speed bearings fault detection and size estimation using instantaneous angular speed. J. Vib. Control 2016, 22, 3413–3425. [Google Scholar]
- Shen, G.; Shen, Y.; Yuan, Y. Study of the acoustic emission characteristics of weld cracks in carbon steel pressure vessels. Insight 2022, 64, 492–502. [Google Scholar]
- Azarian, M.H.; Morillo, C.; Pecht, M.; Rhem, E. Failure mechanisms of ball bearings under lightly loaded, non-accelerated usage conditions. Tribol. Int. 2015, 81, 291–299. [Google Scholar]
- Scheeren, B.; Kaminski, M.; Pahlavan, L. Evaluation of ultrasonic stress wave transmission in cylindrical roller bearings for acoustic emission condition monitoring. Sensors 2022, 22, 1500. [Google Scholar] [CrossRef] [PubMed]
- Schnabel, S.; Marklund, P.; Larsson, R.; Golling, S. The detection of plastic deformation in rolling element bearings by acoustic emission. Tribol. Int. 2017, 110, 209–215. [Google Scholar]
- Hase, A. Early Detection and Identification of Fatigue Damage in Thrust Ball Bearings by an Acoustic Emission Technique. Lubricants 2020, 8, 37. [Google Scholar] [CrossRef]
- Aasi, A.; Tabatabaei, R.; Aasi, E. Experimental investigation on time-domain features in the diagnosis of rolling element bearings by acoustic emission. J. Vib. Control. 2022, 28, 2585–2595. [Google Scholar]
- Chen, J.; Feng, Y.; Lu, C.; Fei, C. Fusion fault diagnosis approach to rolling bearing with vibrational and acoustic emission signals. CMES-Comput. Model. Eng. Sci. 2021, 129, 1013–1027. [Google Scholar]
- Suhas, M.; Abisset-Chavanne, E.; Rey, P. Cooperative hybrid modelling and dimensionality reduction for a failure monitoring application in industrial systems. Sensors 2025, 25, 1952. [Google Scholar] [CrossRef]
- Jiang, P.; Sun, W.; Li, W.; Wang, H.; Liu, C. Extreme-low-speed heavy load bearing fault diagnosis by using improved RepVGG and acoustic emission signals. Sensors 2023, 23, 073541. [Google Scholar]
- Zhang, Y.; Yu, Y.; Yang, Z.; Liu, Q. Rolling bearing fault identification with acoustic emission signal based on variable-pooling multiscale convolutional neural networks. Sci. Rep. 2025, 15, 005737. [Google Scholar]
- Pham, M.; Kim, J.; Kim, C. Rolling Bearing Fault Diagnosis Based on Improved GAN and 2-D Representation of Acoustic Emission Signals. IEEE Access 2022, 10, 78056–78069. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| AE Parameter | Distribution | Concentration | AE Parameter | Distribution | Concentration |
|---|---|---|---|---|---|
| Amp (dB) | 45~53 | 45~51 | Dur (μs) | 1~650 | 1~110 |
| Energy (eu) | 1~60 | 1~35 | Rise time (μs) | 1~150 | 1~50 |
| Counts | 1~95 | 1~10 | RMS (μV) | 2~3 | 2~2.5 |
| AE Parameter | Distribution | Concentration | AE Parameter | Distribution | Concentration |
|---|---|---|---|---|---|
| Amp (dB) | 45~90 | 45~60 | Dur (μs) | 1~5500 | 1~1000 |
| Energy (eu) | 1~6000 | 1~500 | Rise time (μs) | 1~350 | 1~50 |
| Counts | 1~25 | 1~10 | RMS (μV) | 2~11 | 2~6 |
| AE Parameter | 2022 | 2024 | AE Parameter | 2022 | 2024 |
|---|---|---|---|---|---|
| Amp (dB) | 45~66 | 45~62 | Dur (μs) | 1~6000 | 1~5000 |
| Energy (eu) | 1~700 | 1~650 | Rise time (μs) | 1~3000 | 1~2500 |
| Counts | 1~350 | 1~400 | RMS (μV) | 3~4.5 | 4~5 |
| AE Parameter | 2022 | 2024 | AE Parameter | 2022 | 2024 |
|---|---|---|---|---|---|
| Amp (dB) | 45~62 | 45~68 | Dur (μs) | 1~7000 | 1~5000 |
| Energy (eu) | 1~8000 | 1~6000 | Rise time (μs) | 1~2000 | 1~1500 |
| Counts | 1~300 | 1~250 | RMS (μV) | 2~6 | 6~12 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, J.; Shen, Y.; Wu, Z.; Shen, G.; Yuan, Y.; Hu, B. Health Status Assessment of Passenger Ropeway Bearings Based on Multi-Parameter Acoustic Emission Analysis. Sensors 2025, 25, 4403. https://doi.org/10.3390/s25144403
Zhang J, Shen Y, Wu Z, Shen G, Yuan Y, Hu B. Health Status Assessment of Passenger Ropeway Bearings Based on Multi-Parameter Acoustic Emission Analysis. Sensors. 2025; 25(14):4403. https://doi.org/10.3390/s25144403
Chicago/Turabian StyleZhang, Junjiao, Yongna Shen, Zhanwen Wu, Gongtian Shen, Yilin Yuan, and Bin Hu. 2025. "Health Status Assessment of Passenger Ropeway Bearings Based on Multi-Parameter Acoustic Emission Analysis" Sensors 25, no. 14: 4403. https://doi.org/10.3390/s25144403
APA StyleZhang, J., Shen, Y., Wu, Z., Shen, G., Yuan, Y., & Hu, B. (2025). Health Status Assessment of Passenger Ropeway Bearings Based on Multi-Parameter Acoustic Emission Analysis. Sensors, 25(14), 4403. https://doi.org/10.3390/s25144403