
Miniterm, a Novel Virtual Sensor for Predictive Maintenance for the Industry 4.0 Era



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
1.1. What Happens after the Installation of the Production Lines?
1.1.1. Production
1.1.2. Maintenance
- Vibration: Vibration sensorization is one of the most commonly used techniques for CBM, especially for machines with rotating elements [10]. The analysis is done in situ and it is a non-destructive test.
- Noise: It is another of the most used techniques in CBM. It has a strong link with vibration and therefore it is also used for machines with rotating elements [10]. However, there is a fundamental difference between the two. While the sensorization of the vibration requires being in contact with the machine or element to be sensorized, noise monitoring is simply “listening” to the equipment without having to be in contact [8].
- Analysis of the oil or lubricant: With this technique, the oil is analysed to determine whether it is able to function or not properly. In addition, it also provides an indirect measure of the deterioration level of the components lubricated [8].
- Electrical measurements:This technique includes the measurement of changes in the properties of equipment such as resistance, conductivity and insulation. This technique is usually carried out to detect deterioration of insulation in engines,
- Temperature: This technique is used primarily to detect faults in electrical and electronic components [8].
- Pressure, flow, electric consumption: These techniques are also used, although to a lesser extent than the previous ones.
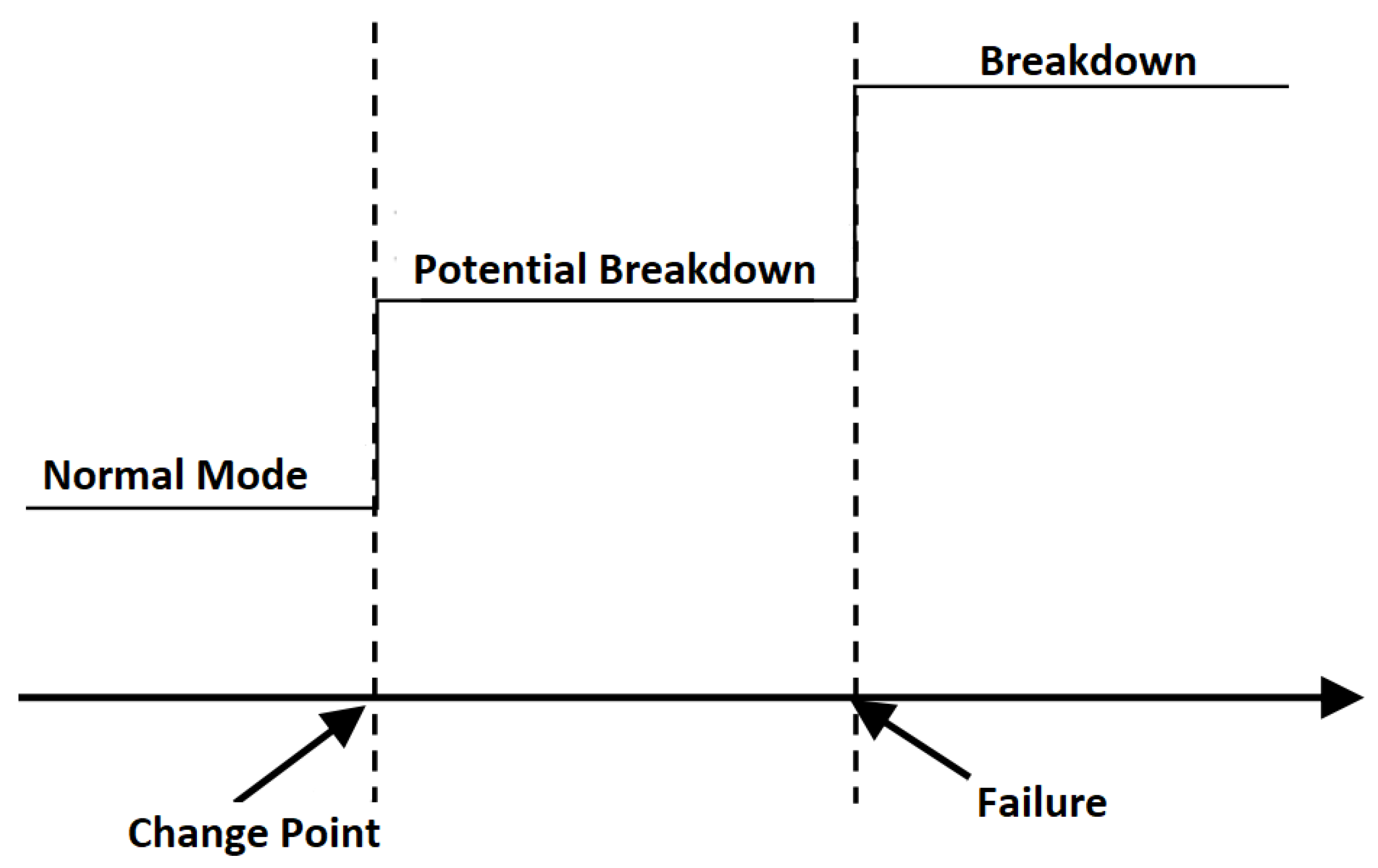
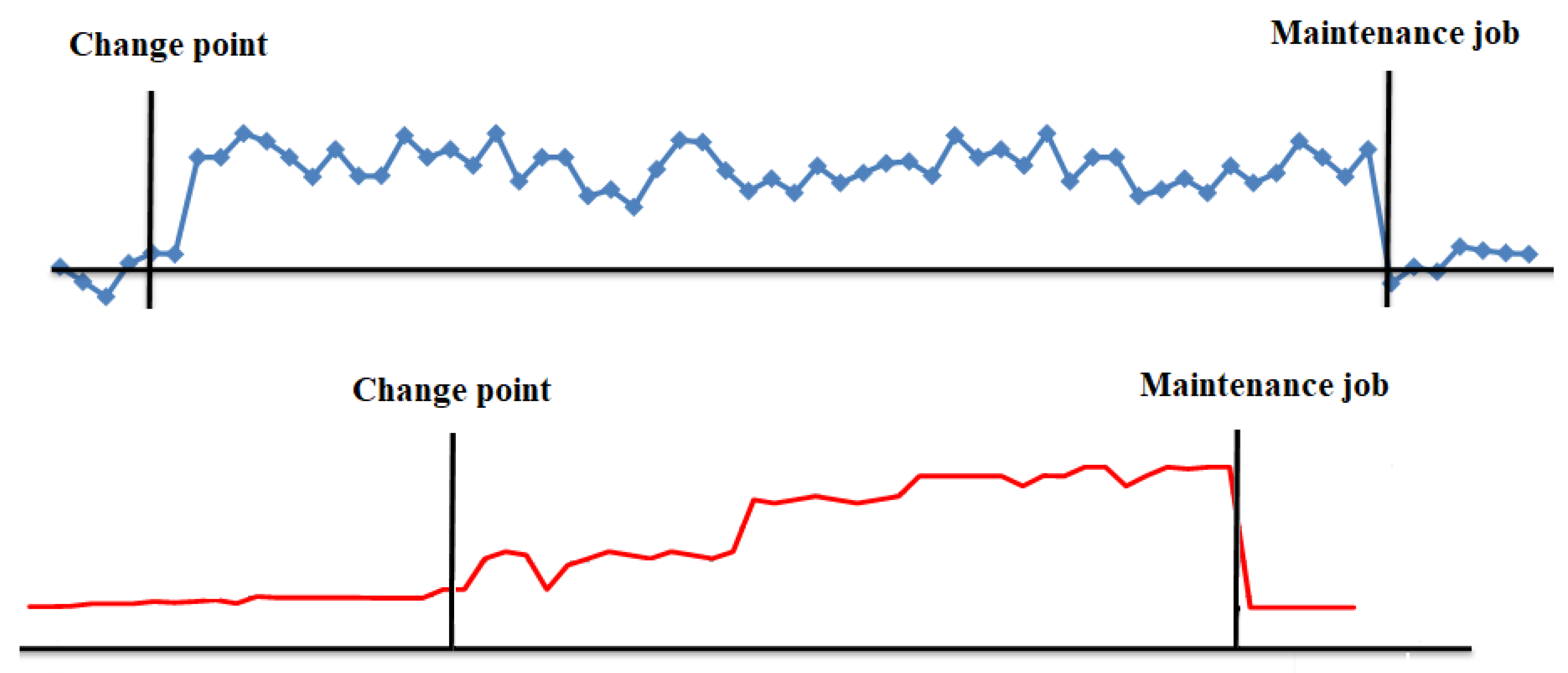
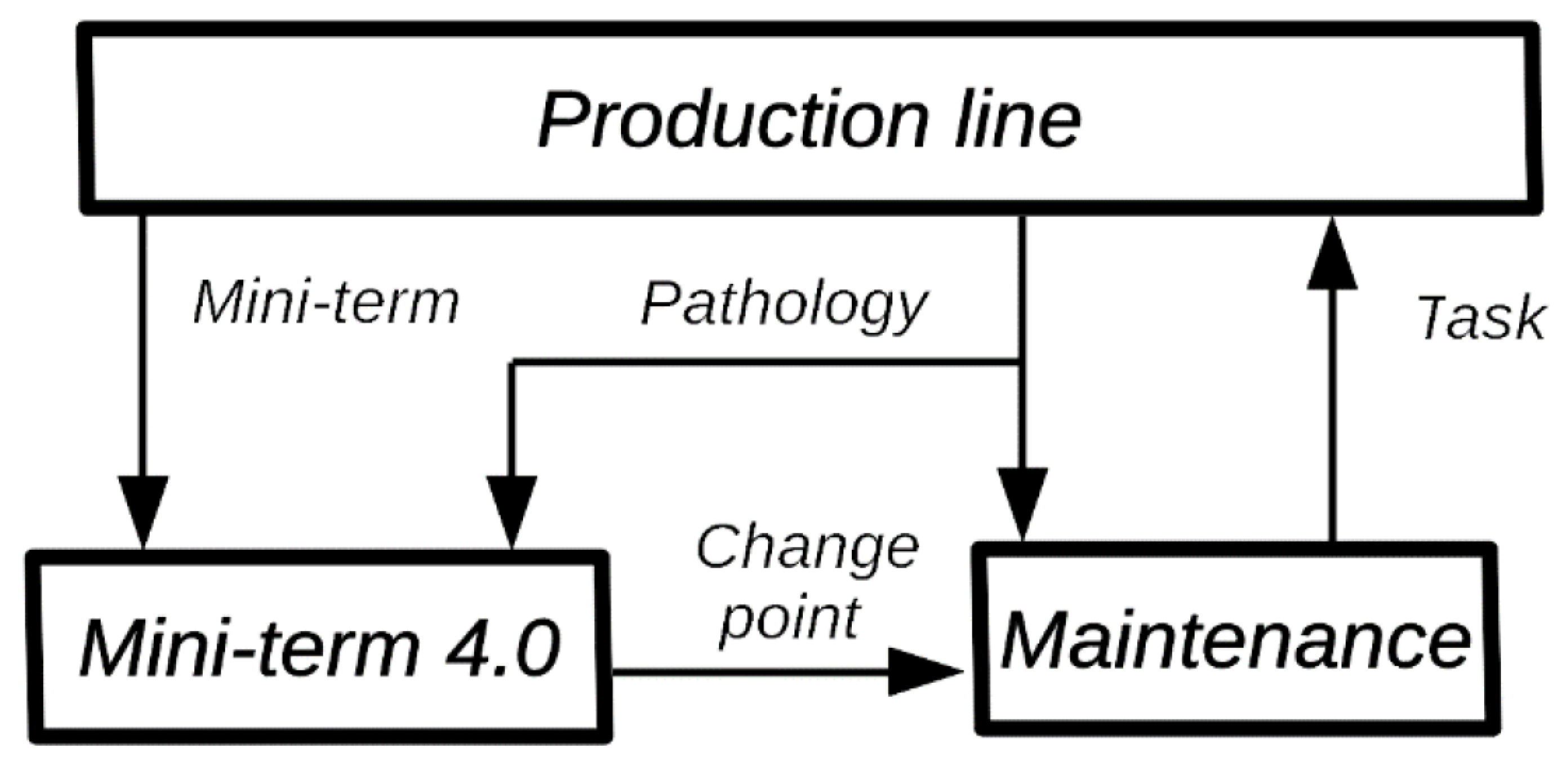
1.1.3. Change Point Definition
2. Previous Results by the Research Team
2.1. From Long-Term to Micro-Term Cycle Time Data Model
2.2. The Mini-Term: The Link between Production and Maintenance
2.3. Benefits Using Mini-Term in the Industry 4.0 Era
2.4. Installation Setup
3. Objective of Our Line of Research
4. Towards Robust Detection of the “Change Point” of Mini-Term
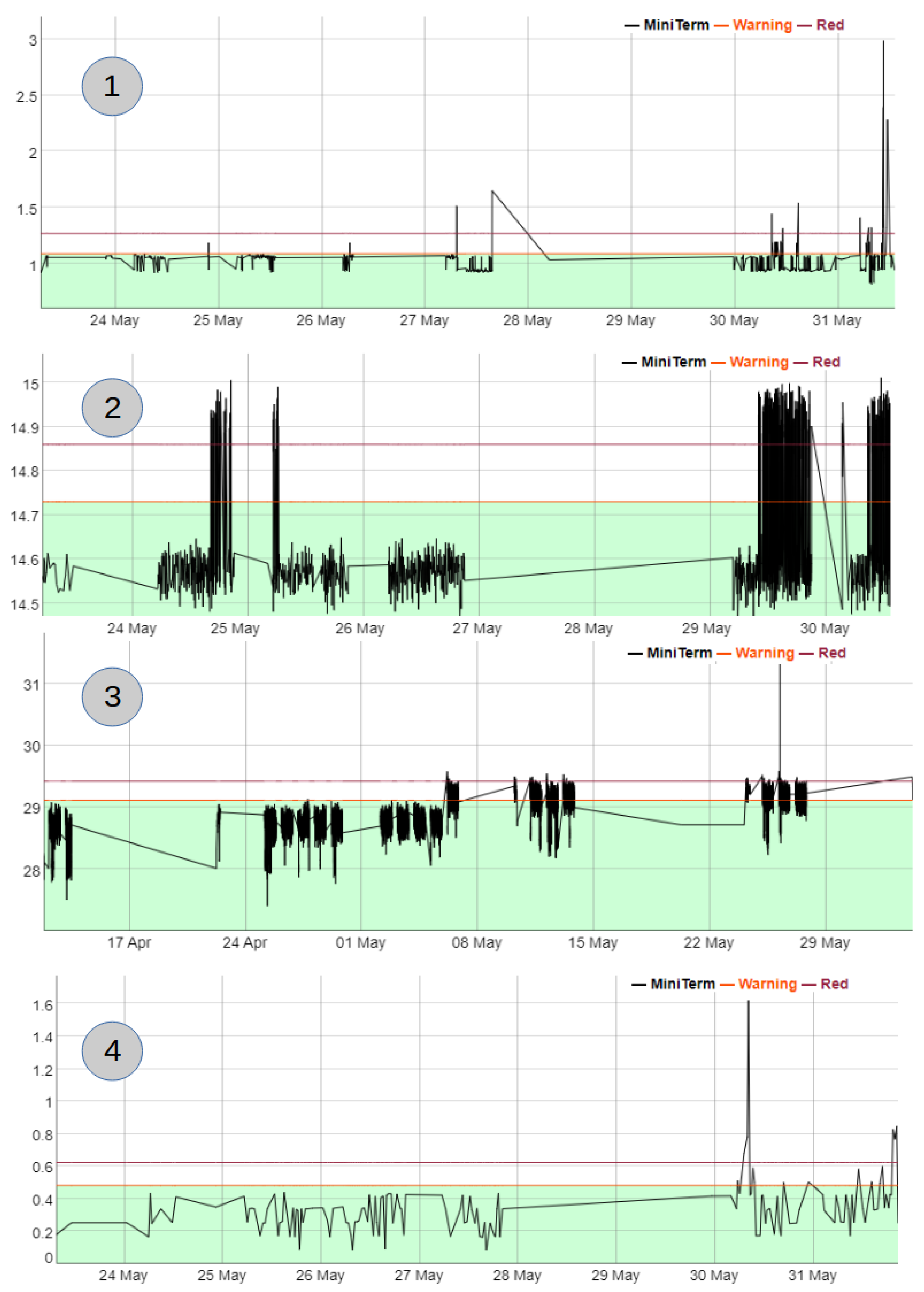
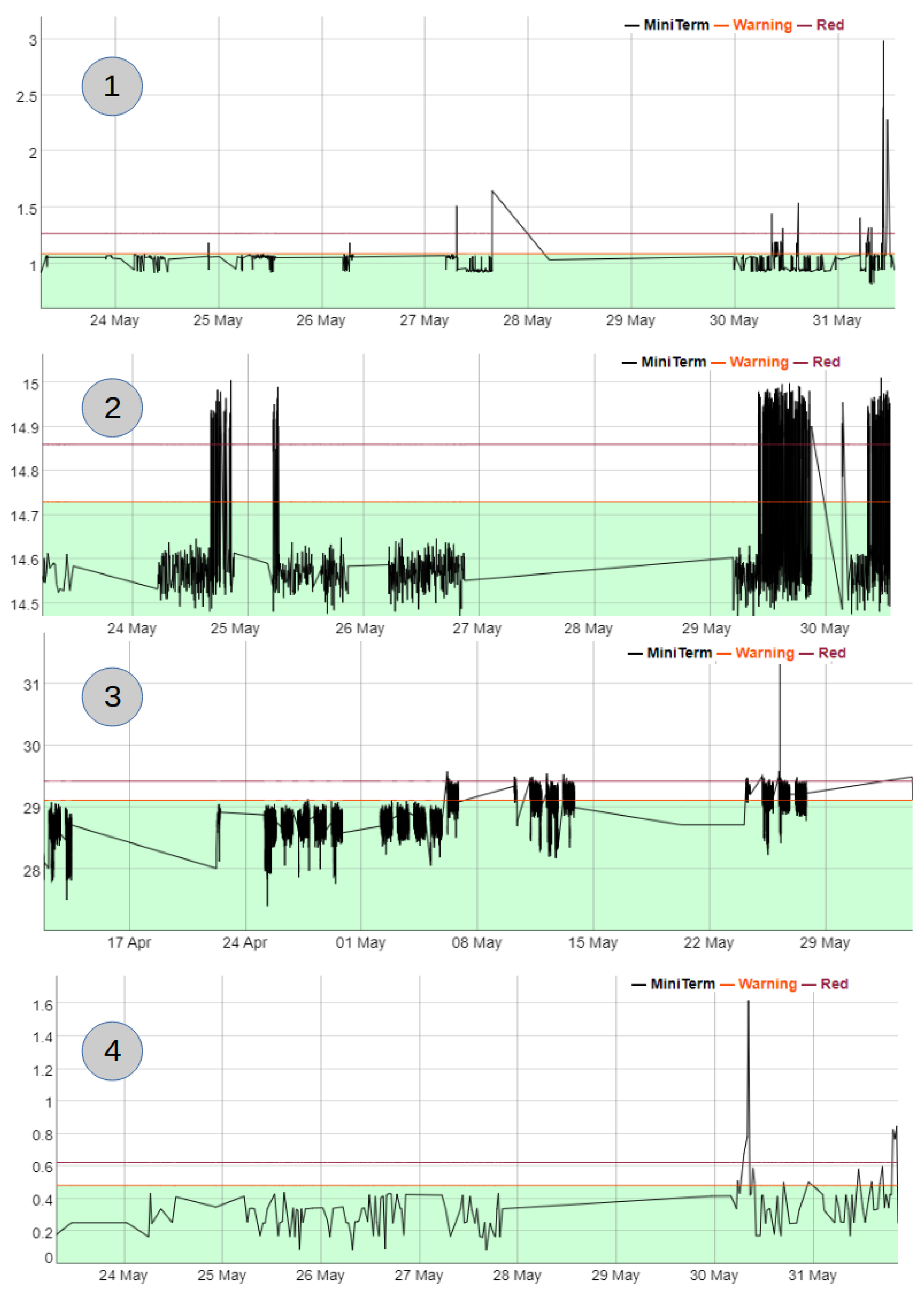
- Oscillatory change point: There are pathologies/components that, when an anomaly occurs, this results in a fluctuation in the mini-term but it does not result in a change in the mean value of the data, making it undetectable by Bartlett’s algorithm, causing false negatives.
- Slow deterioration: There are pathologies that generate a slow deterioration where the mini-term increases its value progressively but slowly and it is necessary to compare it with previous months to determine the deterioration caused. False negatives.
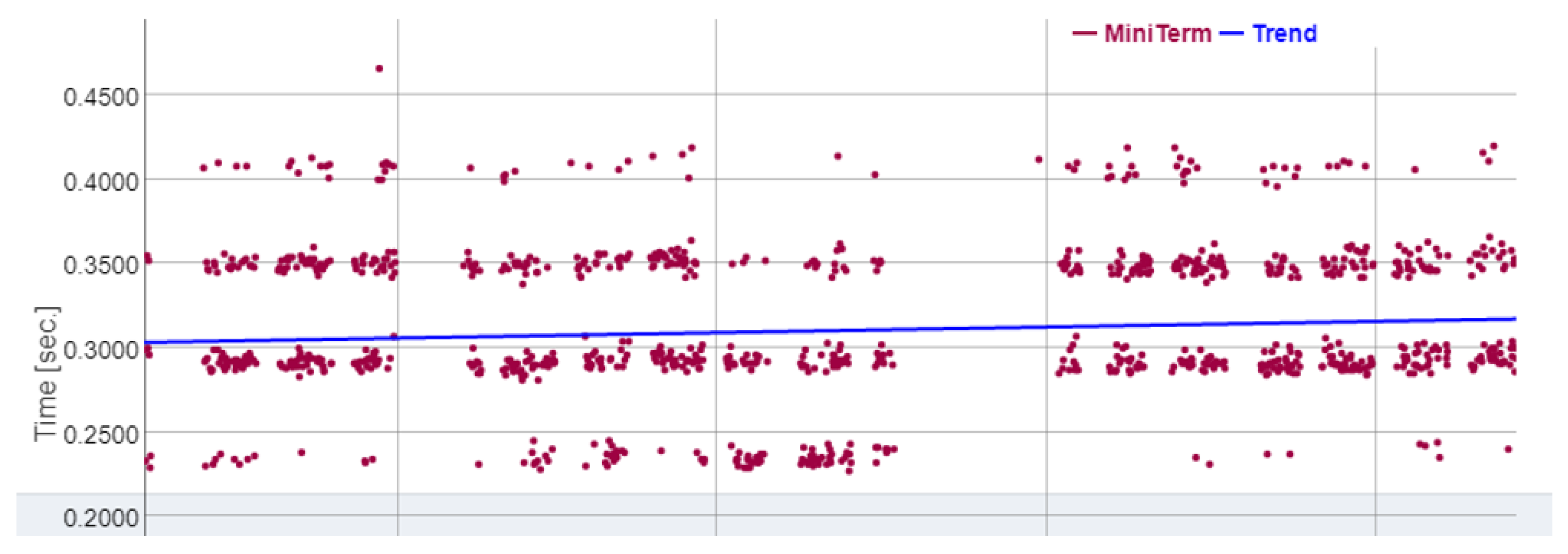
- Scan-Time (PLC’s sampling frequency): One of the handicaps that have come up due to the massive use of mini-terms is the Scan-Time. Scan-Time is the time it takes for the PLC to collect the inputs, execute its PLC program and then update the outputs. Since the objective is to use the PLC’s already installed to measure the mini-terms, it is a parameter that is imposed and generates false positives. Figure 8 shows the effect produced by the Scan-Time on the measured data. This effect causes false positives when the Scan-Time is high in relation to the mini-term value.
5. Current Mini-Term Anomaly Detection Algorithm
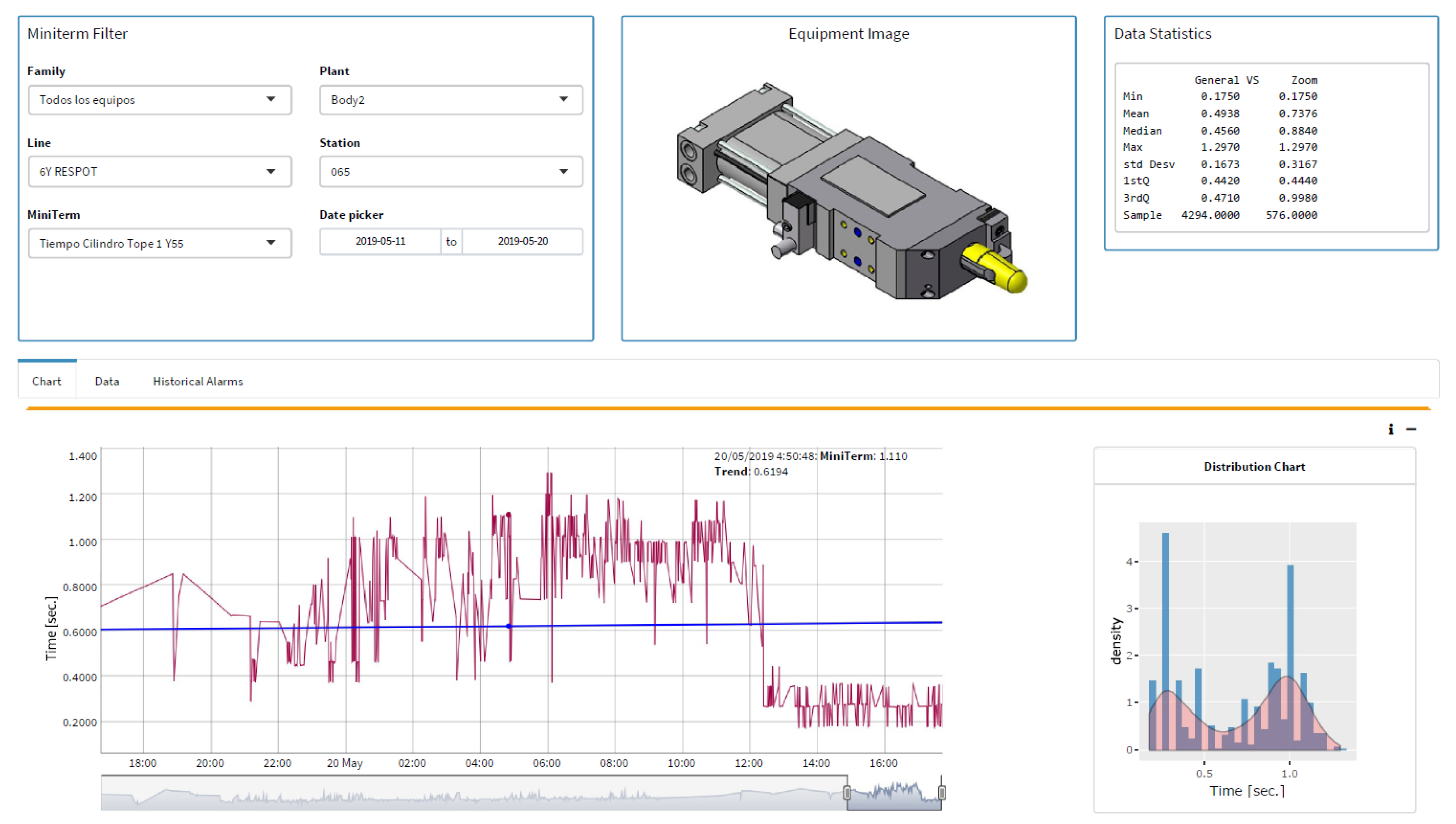
- When a mini-term is registered, an initial calibration is carried out using an initial set of mini-terms to determine how the machine or component performs in normal operation by adjusting the interquartile range. During the registration process, the operator has a chart of the data to decide if it follows a normal distribution. If two overlapping normal distributions appear in that chart, the mini-term would be considered as “programming error”.
- The limits of the alarms are defined with the calculation of the quartiles using the initial set of mini-terms . If the anomaly is in the range it is defined as a Warning while if the anomaly is in the range the alarm is defined as type Red.
- If an alarm occurs and it is classified as Warning, an e-mail is sent to the head of maintenance, who decides if the variation is considered sufficient to be sent to the maintenance operators.
- If an alarm occurs and it is classified as Red, an e-mail is sent directly to the maintenance operators who will check the component.
6. Experimental Results
6.1. Effectiveness of the Detection Algorithm
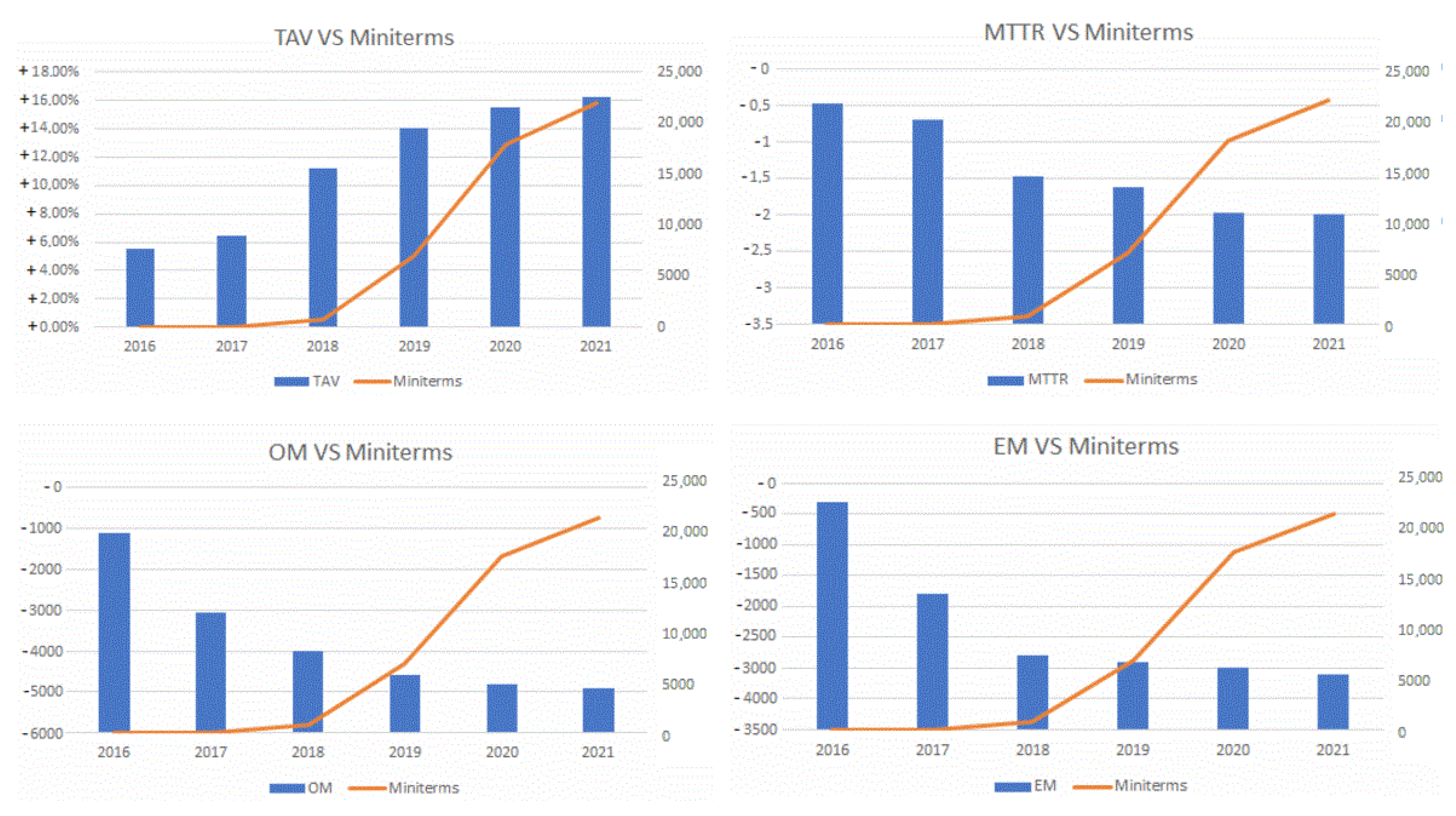
6.2. Benefits of Using Mini-Terms in Industry
- Technical availability (TAV): Percentage of planned production time without unexpected technical difficulties or maintenance needs.
- Mean Time To Repair (MTTR): Average time required to repair a failed component or device.
- Mean Time Between Failure (MTBF): Elapsed time between inherent failures of a mechanical or electronic system, during normal system operation.
- Number of Work order EM (Emergency Orders/line Stop).
- Labor hours in EM (Emergency Orders/line Stop).
7. Discussion
- The use of the industrial network for data transmission and PLCs to measure cycle times may cause certain technical limitations. These are:
- −
- When the number of mini-terms increases significantly, the industrial network may suffer and directly affect production, due to network saturation.
- −
- When the mini-term value, cycle time to be measured, is small and approaches or exceeds the PLC cycle time (Scan-Time), it generates distortions in the data and the change point can be masked within the effect generated by the Scan-Time.
- The use of the mini-terms is based on the variation of the cycle time due to deterioration. However, when the element or component has a control system, it may hide this temporary deterioration. We can take as example a welding clamp with servomotor that begins to have a mechanical deterioration. These systems have a closing speed setpoint that the control system will try to keep at all costs, hiding the deterioration from the point of view of cycle time.
8. Conclusions and Future Work
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Battaïa, O.; Dolgui, A. A taxonomy of line balancing problems and their solution approaches. Int. J. Prod. Econ. 2013, 142, 259–277. [Google Scholar] [CrossRef]
- Ben-Daya, M.; Duffuaa, S.O. Maintenance and quality: The missing link. J. Qual. Maint. Eng. 1995, 1, 20–26. [Google Scholar] [CrossRef]
- Montgomery, D.C. Introduction to Statistical Control; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 1985. [Google Scholar]
- Khan, M.R.; Darrab, I.A. Development of an analytical relation between maintenance, quality and productivity. J. Qual. Maint. Eng. 2010, 16, 341–355. [Google Scholar] [CrossRef]
- Falkenauer, E. Line Balancing in the Real World. In International Conference on Product Lifecycle Management; Interscience Enterprises Ltd.: Osaka, Japan, 2005. [Google Scholar]
- Peng, Y.; Dong, M.; Zuo, M.J. Current status of machine prognostics in condition-based maintenance: A review. Int. J. Adv. Manuf. Technol. 2010, 50, 297–313. [Google Scholar] [CrossRef]
- Bosch, H.P.; Geitner, F.K. Machine Failure Analysis and Troubleshooting; Gulf Publishing Co. Technology & Engineering: Houston, TX, USA, 1983; Volume 50. [Google Scholar]
- Ahmad, R.; Kamaruddin, S. An overview of time-based and condition-based maintenance in industrial application. Comput. Ind. Eng. 2012, 63, 135–149. [Google Scholar] [CrossRef]
- Jardine, D.A.K.S.; Banjevic, D. A review on machinery diagnostics and prognostics implementing condition-based maintenance. Mech. Syst. Signals Process. 2006, 20, 1483–1510. [Google Scholar] [CrossRef]
- Kumar, S.; Goyal, D.; Dang, R.K.; Dhami, S.S.; Pabla, B.S. Condition based maintenance of bearings and gears for fault detection. A review. Mater. Today Proc. 2018, 5, 6128–6137. [Google Scholar] [CrossRef]
- Jeong, I.J.; Leon, V.J.; Villalobos, J.R. Integrated decision-support system for diagnosis, maintenance planning and scheduling of manufacturing systems. Int. J. Prod. Res. 2007, 45, 2007. [Google Scholar] [CrossRef]
- Rastegari, A. Condition Based Maintenance in the Maintenance Industry. From Strategy to Implementation; Malardalen University: Västerås, Sweden, 2017. [Google Scholar]
- Corcoran, J.; Davies, C.M. Monitoring power-law creep using failure forecast method. Int. J. Mech. Sci. 2018, 140, 179–188. [Google Scholar] [CrossRef]
- Zhao, X.; Cai, K.; Wang, X.; Song, Y. Optimal replacement policies for a shock model with a change point. Comput. Ind. Eng. 2018, 118, 383–393. [Google Scholar] [CrossRef]
- Nigro, M.B.; Packzad, S.N.; Dorvash, S. Localized structural damage detection. A change point. Comput.-Aided Civ. Infrastruct. Eng. 2014, 29, 416–432. [Google Scholar] [CrossRef]
- Al-Kandari, N.M.; Aly, E.E.A.A. An ANOVA-type test for multiple change points. Stat. Pap. 2014, 55, 1159–1178. [Google Scholar] [CrossRef]
- Killick, R.; Eckley, I.A. Changepoint: An R Package for Changepoint Analysis. J. Stat. Softw. 2014, 58, 1–19. [Google Scholar] [CrossRef]
- García, E. Análisis de los sub-tiempos de ciclo técnico para la mejora del rendimiento de las líneas de fabricación. Ph.D. Thesis, Universidad CEU-Cardenal Herrera, Alfara del Patriarca, Spain, 2016. [Google Scholar]
- Li, L.; Chang, Q.; Ni, J. Real time production improvement through bottleneck control. Int. J. Prod. Res. 2009, 47, 6145–6158. [Google Scholar] [CrossRef]
- Garcia, E.; Montés, N. A tensor model for automated production lines based on probabilistic sub-cycle times. In Modeling Human Behaviour: Individials and Organizations; Nova Science Pulishers: Hauppauge, NY, USA, 2017; pp. 221–234. [Google Scholar]
- Garcia, E.; Montés, N.; Alacreu, M. Towards a Novel Maintenance Support System Based On mini-terms: Mini-term 4.0. In Informatics in Control, Automation and Robotics, Proceedings of the ICINCO, Porto, Portugal, 29–31 July 2018; Gusikhin, O., Madani, K., Eds.; Lecture Notes in Electrical Engineering; Springer: Cham, Switzerland, 2019; Volume 613, pp. 101–117. [Google Scholar]
- Llopis, J.; Lacasa, A.; Garcia, E.; Montés, N.; Hilario, L.; Vizcaino, J.; Vilar, C.; Vilar, J.; Sánchez, L.; Latorre, J.C. Manufacturing Maps, a Novel Tool for Smart Factory Management Based on Petri Nets and Big Data Mini-Terms. Mathematics 2022, 10, 2398. [Google Scholar] [CrossRef]
- Killick, R. Package ‘Changepoint’. 2016. Available online: https://cran.r-project.org/web/packages/changepoint/changepoint.pdf (accessed on 14 August 2022).
- Garcia, E.; Montés, N.; Llopis, J.; Lacasa, A. Evaluation of Change Point Detection Algorithms for Application in Big Data Mini-term 4.0. In Proceedings of the International Conference on Informatics in Control, Automation and Robotics, ICINCO, Paris, France, 7–9 July 2020. [Google Scholar]
- Bect, P.; Simeu-Abazi, Z.; Maisonneuve, P. Identification of abnormal events by data monitoring: Application to complex systems. Appl. Complex Syst. Comput. Ind. 2015, 68, 78–88. [Google Scholar] [CrossRef]
- Lei, Y.; Zuo, M.J. Gear crack level identification based on weighted Knearest neighbor classification algorithm. J. Mech. Syst. Signal Process. 2009, 23, 1535–1547. [Google Scholar] [CrossRef]
- Tsui, K.L.; Chen, N.; Zhou, Q.; Hai, Y.; Wang, W. Prognostics and Health Management: A Review on Data Driven Approaches. Math. Probl. Eng. 2015, 2015, 793161. [Google Scholar] [CrossRef]
- Wang, D. K-nearest neighbors based methods for identification of different gear crack levels under different motor speeds and loads: Revisited. Mech. Syst. Signal Process. 2016, 70, 201–208. [Google Scholar] [CrossRef]
- Garcia, E.; Montés, N.; Rosillo, N.; Llopis, J.; Lacasa, A. A novel model to analyse the effect of deterioration on machine parts in the line throughput. In Proceedings of the International Conference on Informatics in Control, Automation and Robotics, ICINCO, Paris, France, 7–9 July 2020. [Google Scholar]




Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Garcia, E.; Montés, N.; Llopis, J.; Lacasa, A. Miniterm, a Novel Virtual Sensor for Predictive Maintenance for the Industry 4.0 Era. Sensors 2022, 22, 6222. https://doi.org/10.3390/s22166222
Garcia E, Montés N, Llopis J, Lacasa A. Miniterm, a Novel Virtual Sensor for Predictive Maintenance for the Industry 4.0 Era. Sensors. 2022; 22(16):6222. https://doi.org/10.3390/s22166222
Chicago/Turabian StyleGarcia, Eduardo, Nicolás Montés, Javier Llopis, and Antonio Lacasa. 2022. "Miniterm, a Novel Virtual Sensor for Predictive Maintenance for the Industry 4.0 Era" Sensors 22, no. 16: 6222. https://doi.org/10.3390/s22166222
APA StyleGarcia, E., Montés, N., Llopis, J., & Lacasa, A. (2022). Miniterm, a Novel Virtual Sensor for Predictive Maintenance for the Industry 4.0 Era. Sensors, 22(16), 6222. https://doi.org/10.3390/s22166222