
Study on LT Accuracy Improvement by Calibration Based on Network Measurements



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
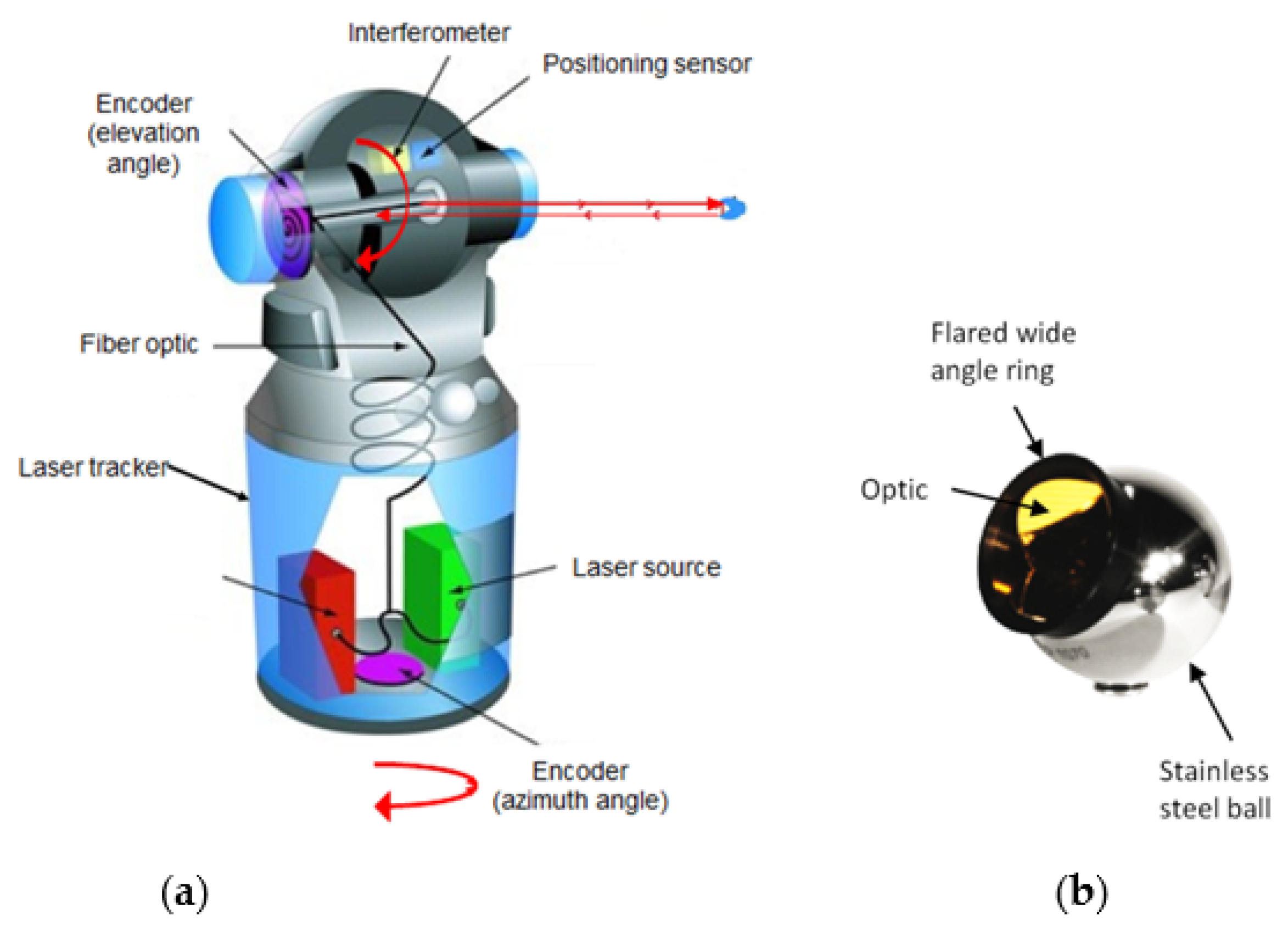
2.1.1. Laser Tracker
- Angular accuracy about 3.5 µm/meter;
- Angular resolution of ±0.018 arc seconds;
- System resolution about 0.1 µm;
- Infrared laser ADM accuracy better than ± 15µm.
2.1.2. Coordinate Measuring Machines
- CMM model: PMC 850 (Zeiss, Jena, Germania)
- Measurement accuracy of [2.3 + (L/300)] μm.
- Resolution of 0.1 µm.
2.2. Study of the Influence of the Laser Beam Incidence Angle on the Reflector
- CCR geometric error. This error is caused by dihedral angle errors between each pair of reflective surfaces;
- CCR vertex position error. This error is a deviation between the real and the ideal CCR vertices.
- Optical errors are produced by:
- Incidence angle of the beam path;
- Errors in surface finish;
- Non-uniform coating.
2.3. LT Calibration
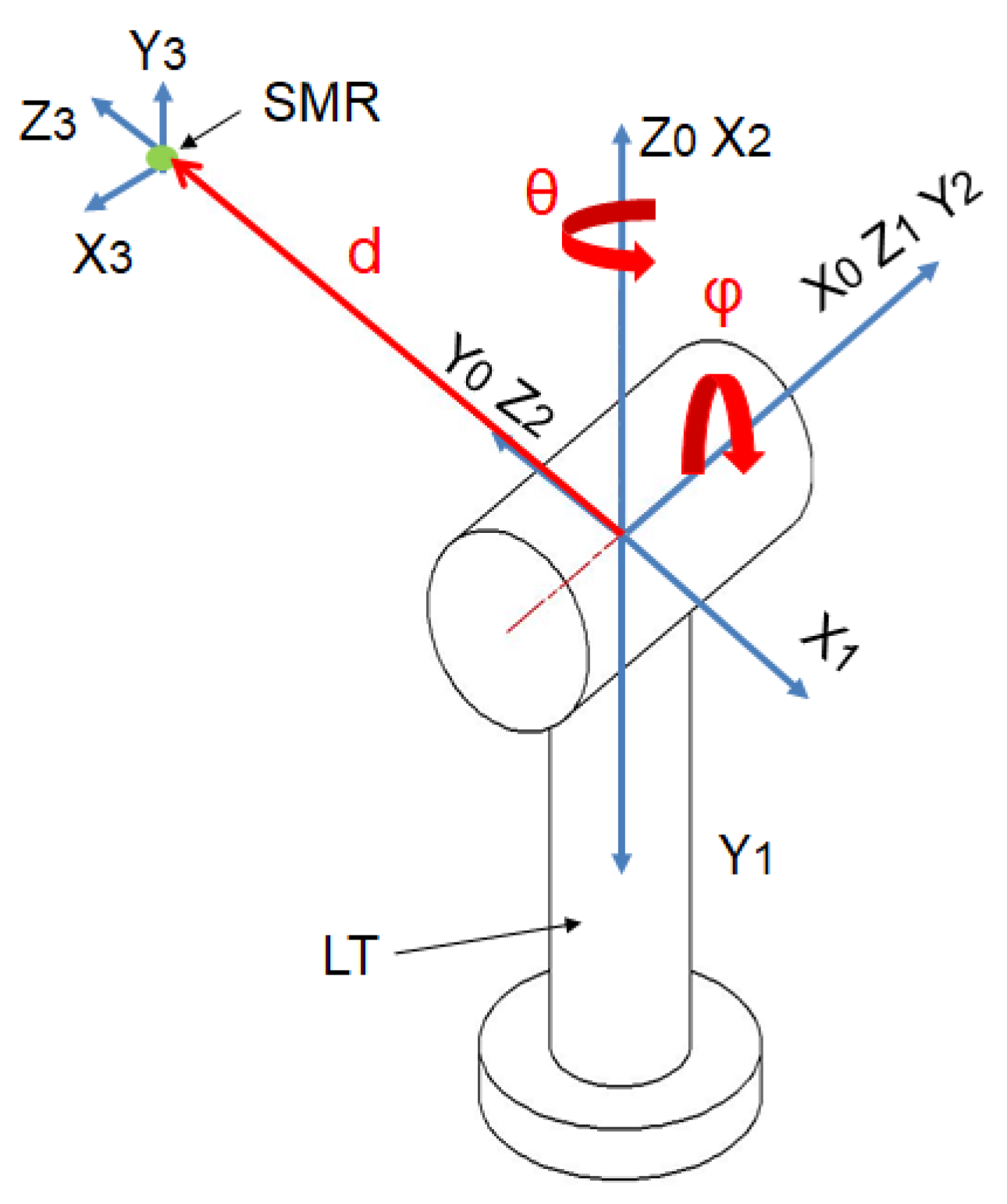
2.3.1. LT Kinematic Model
- di and ai correspond to the lengths of the links between successive reference systems
- θi and αi are rotation angles of one system with respect to the other.
- δRX, δRY are radial errors;
- δRZ is an axial error;
- εRX, εRY are tilt errors.
- δTX, δTY, ΔTZ are linear errors;
- εTX, εTY, εTZ are angular errors.
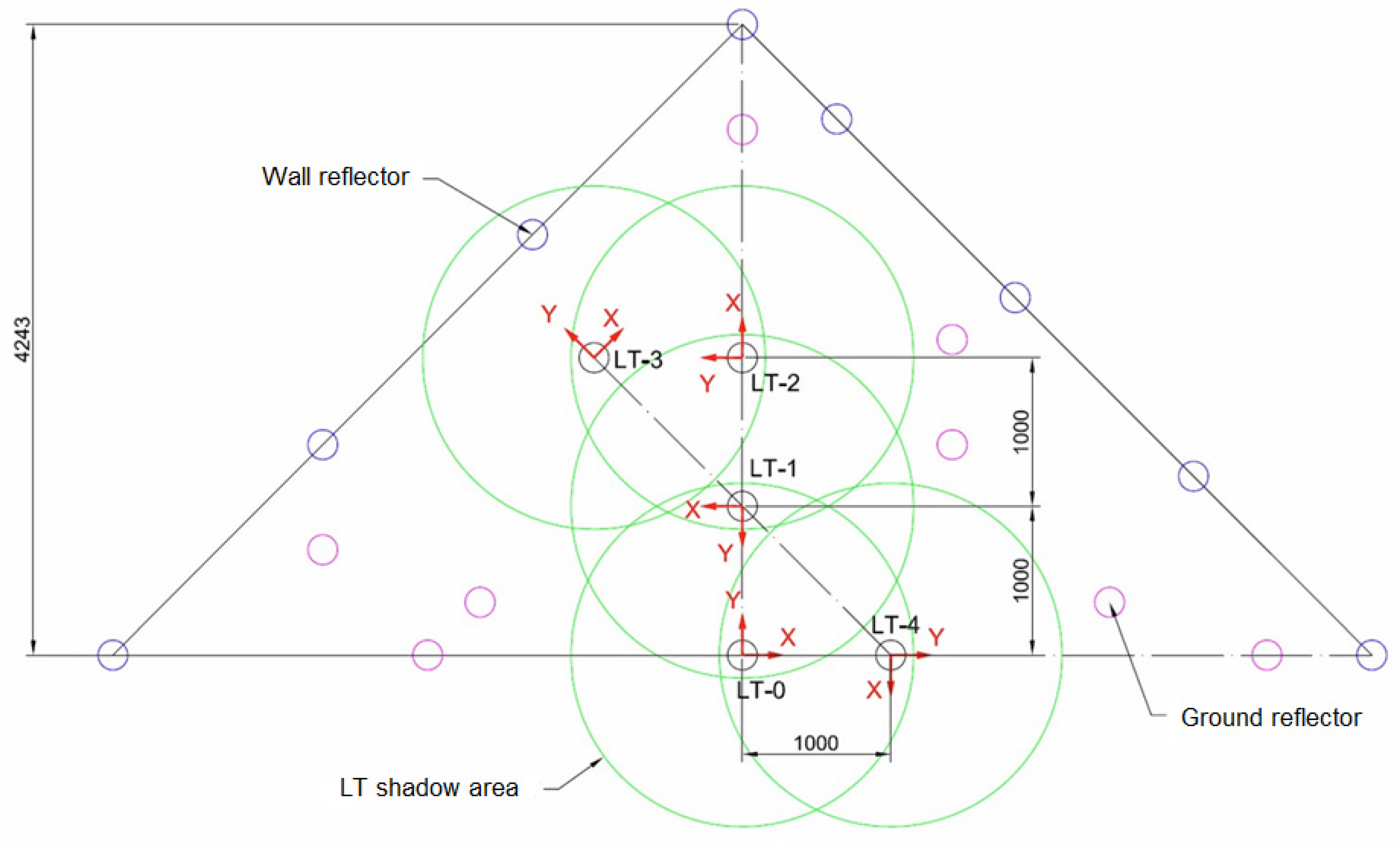
2.3.2. Data Capture Setup
- Reflector positions should consider the maximum range of possible distances;
- The LT vertical axis should perform a minimum angle of π/2;
- Reflectors should be placed in positions that are possible to reach both in extreme positions and at the rotation equator of the elevation axis.
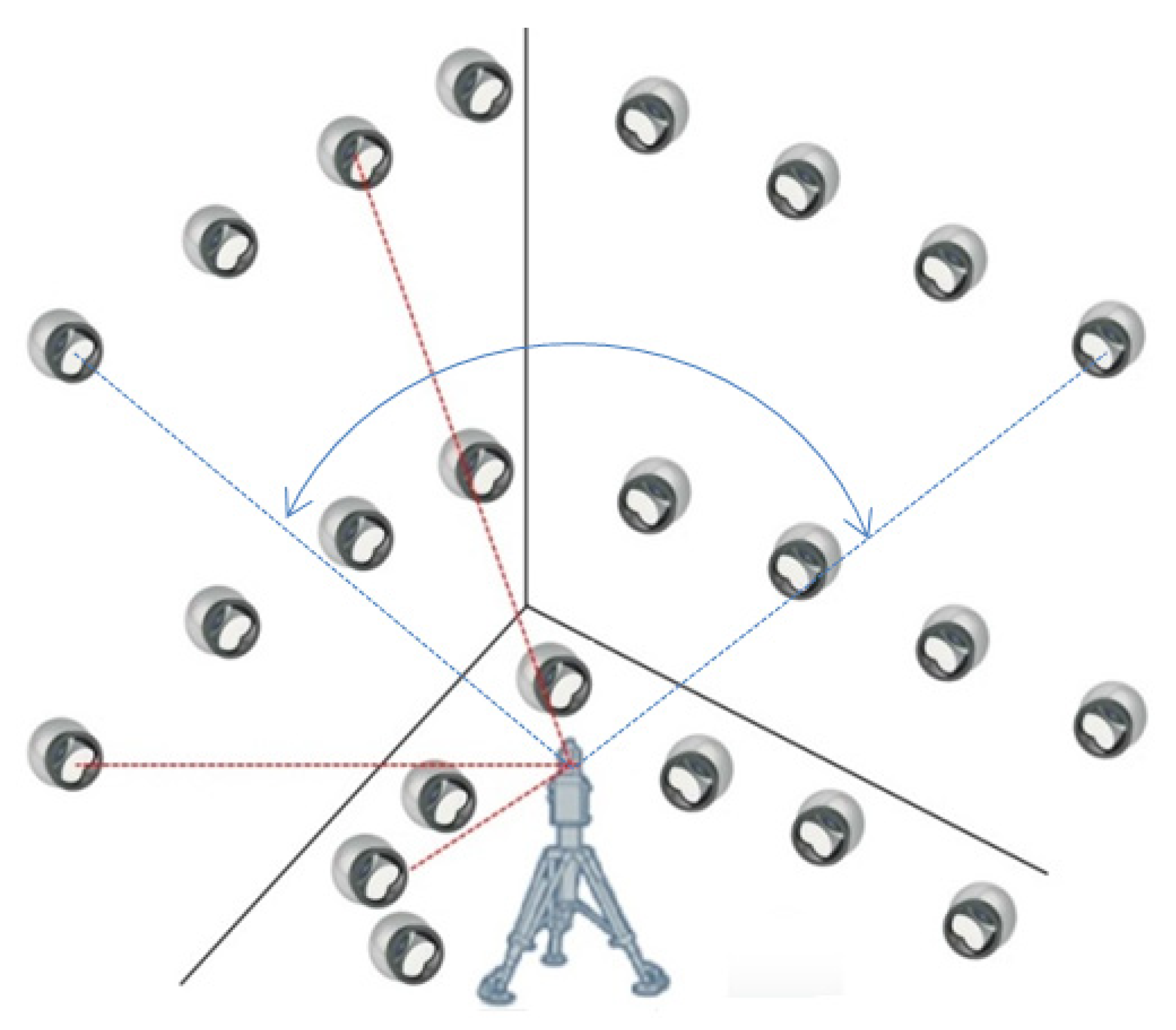
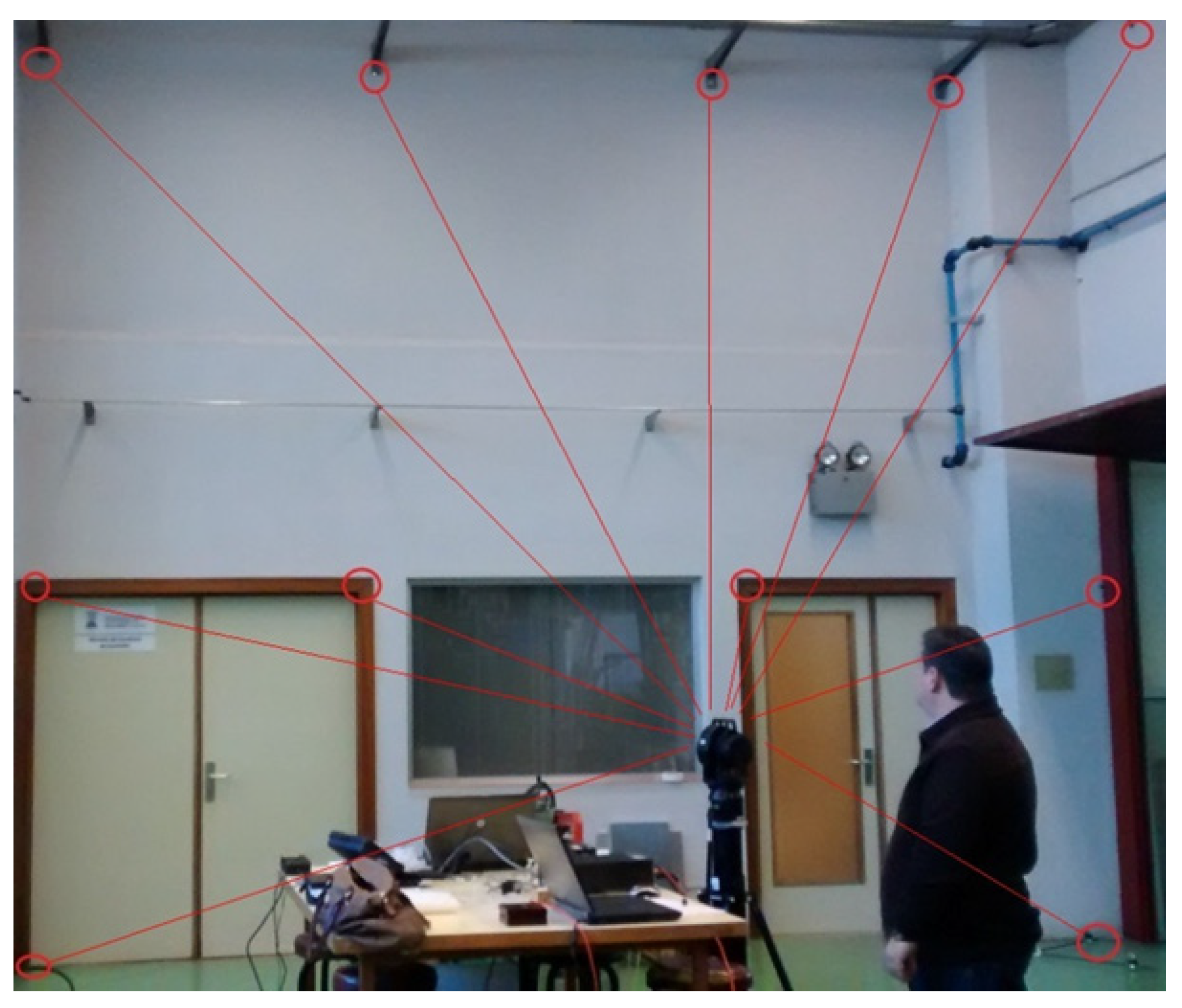
- A first level of 8 reflectors at the maximum possible height, close to the ceiling, at 6 m high, thus obtaining the maximum elevation angle;
- A second level of 8 reflectors at the LT head height, approximately 2 m, which provides the neutral elevation angle;
- A third level of 8 reflectors in the ground level for the lower values of the angle.
- To define the more suitable measurement scenario using a reflector mesh based on the results from a sensitivity analysis, thus considering those positions more sensitive to errors;
- To design the minimum data gauge to get effective results in terms of accuracy and efficiency;
- To measure the reflector gauge by using a CMM in the laboratory to obtain nominal data;
- To measure 28 reflectors (24 mesh reflectors and 4 gauge reflectors) by using an LT placed in 5 positions.
2.3.3. Geometric Parameter Identification
- is the distance from reflector k to reflector l measured by the LT at location i;
- is the distance from reflector k to reflector l, measured by the LT at position j;
- is the distance from reflector k to reflector l, measured by the CMM, considered as nominal data.
- The optimization procedure was developed;
- The room temperature value was considered. Since the reflector gauge was measured in the laboratory in controlled conditions, the reflector gauge measurements were calculated in real conditions by considering the coefficient of thermal expansion of the gauge structure material and the temperature variation between the laboratory and the workshop;
- The error kinematic parameters were obtained by minimizing the difference between the distances measured of every pair of reflectors from all positions of the LT.
2.3.4. Model Evaluation
2.3.5. Correction Model Implementation
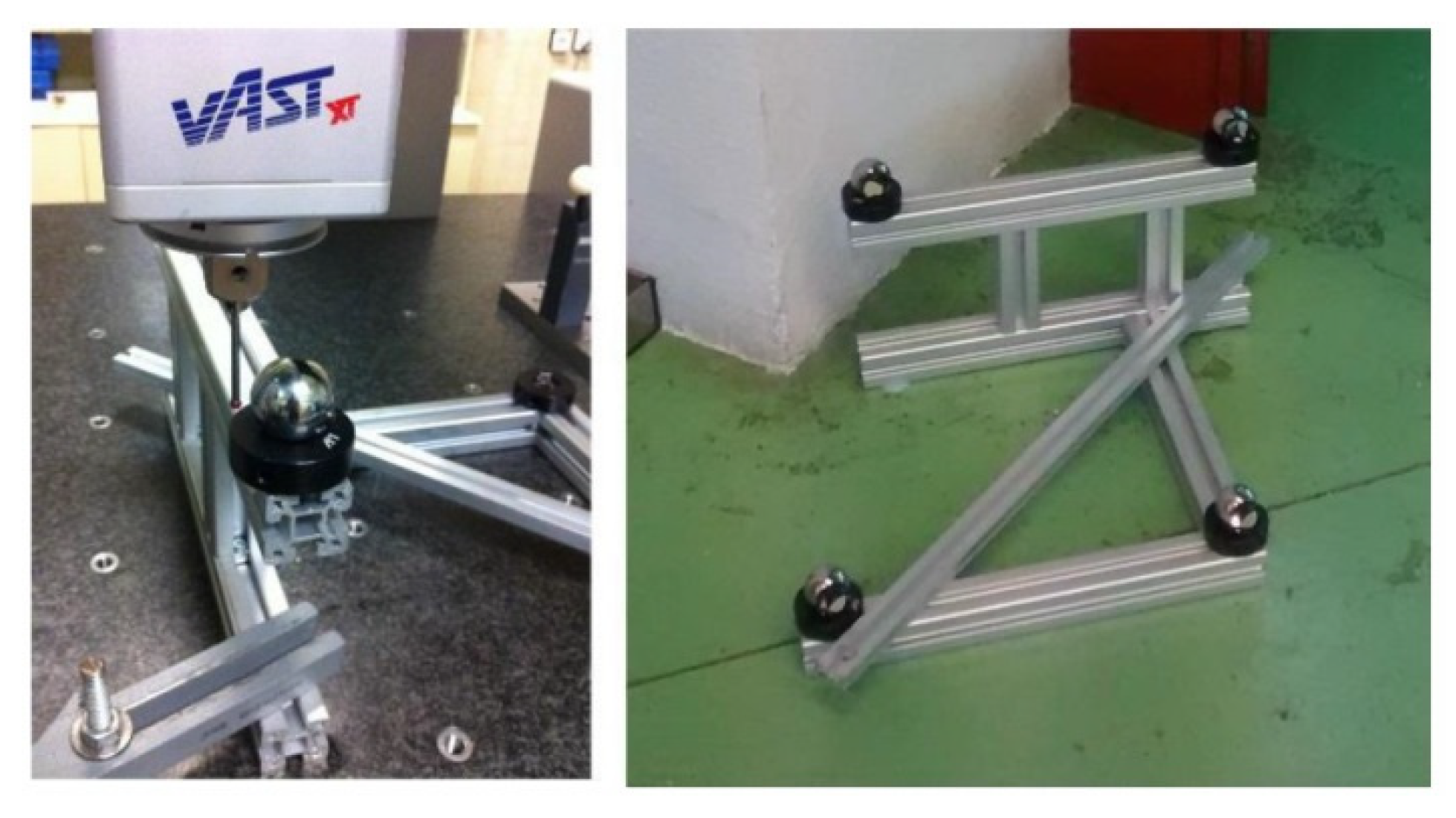
- A set of reflectors were located on the table of a CMM;
- The reflectors were measured with both the CMM and the LT from different positions in the laboratory;
- The measurements obtained by the CMM were considered as nominal values;.
- The measurements obtained by the LT in the laboratory were corrected with the geometric parameters obtained in the calibration phase in the working environment;
- Both measured and corrected LT measurements were expressed in the CMM reference system using homogeneous transformation matrices;
- It was evaluated whether the corrected LT measurements were closer to the CMM measurements than the uncorrected LT measurements.
3. Results
3.1. SMR Results
3.2. Calibration Results
3.2.1. Calibration Evaluation Results
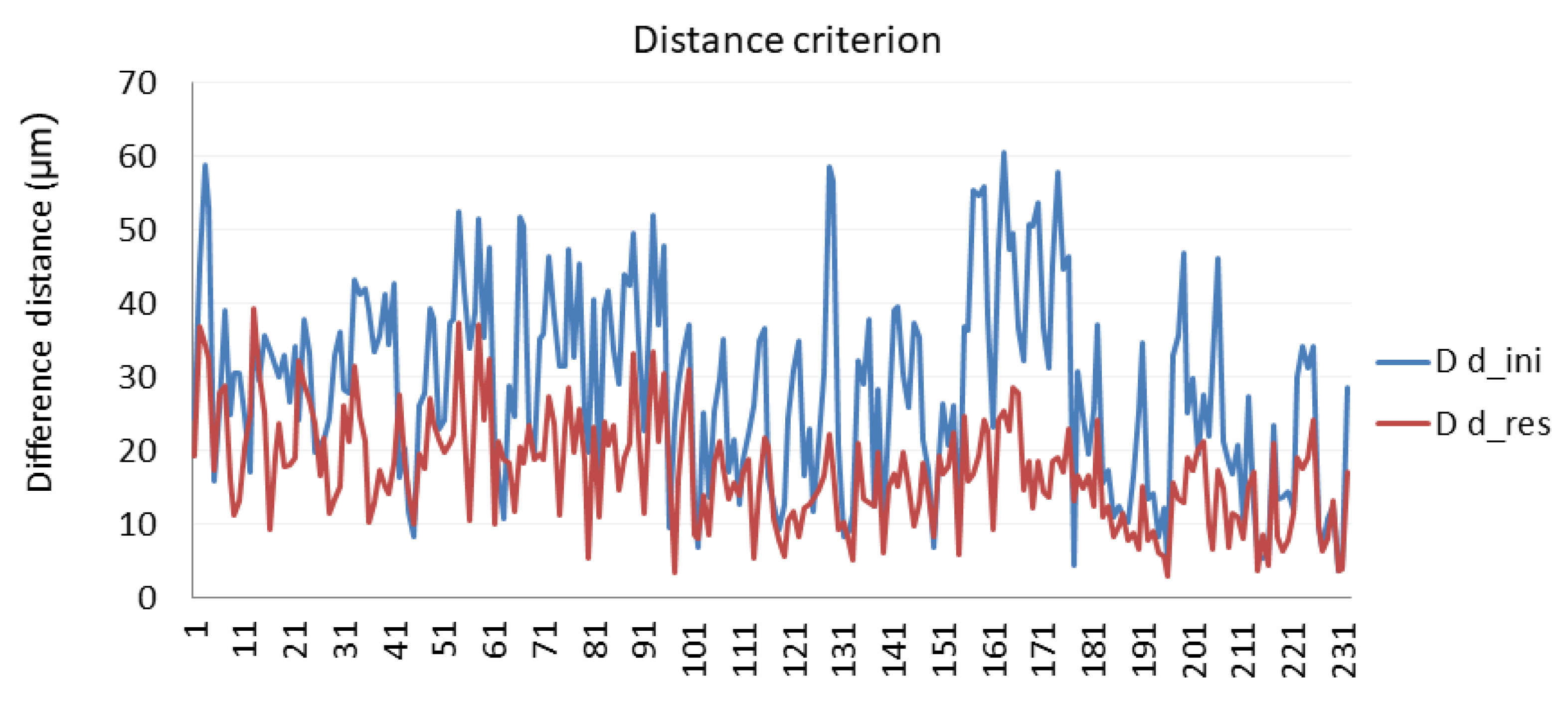
- The distance between every pair of reflectors from every LT position was calculated;
- The average of the distances calculated was obtained. The distance difference is obtained as the absolute distance of the difference between the distance measured from a position and the average;
- The average distance difference of every pair of reflectors is the average of the distance difference.
3.2.2. Verification of the Calibration Procedure Developed
- dworkshop: distances obtained measuring in the workshop at 27 °C;
- dlab: distances obtained measuring in the laboratory at 20 °C;
- Tworkshop: Temperature in the workshop (27 °C);
- Tlab: Temperature in the laboratory (20 °C);
- λ: Linear-expansion coefficient of the material.
4. Discussion
- The more suitable measurement scenario was designed, according to the results of a sensitivity analysis test. A set of reflectors were located in those points more sensitive to errors. This design defined those reflector positions that provided the maximum range of possible distances. The LT vertical axis moved a minimum angle of π/2. The reflector positions included those points in which the LT was working in extreme positions and at the rotation equator of the elevation axis;
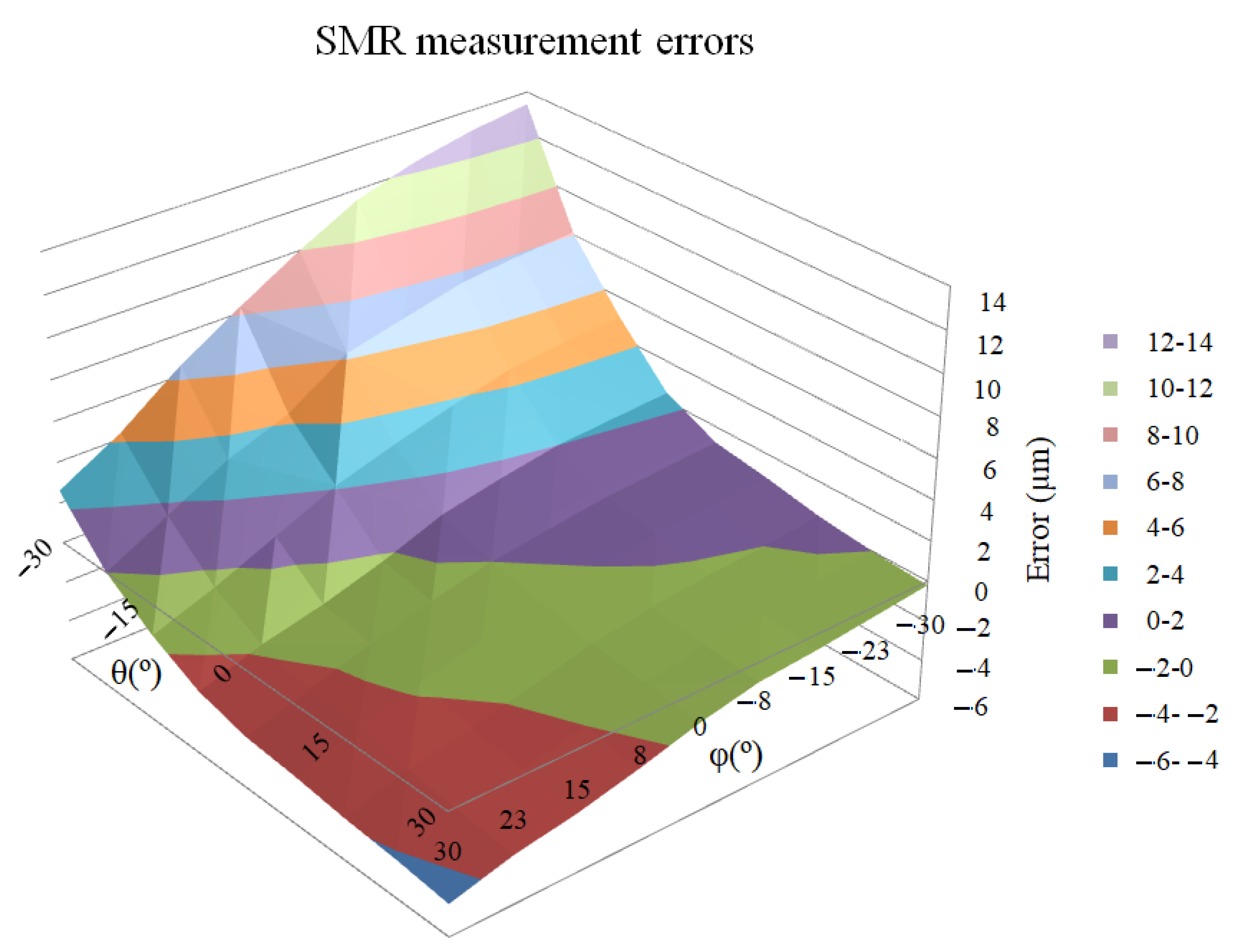
- The SMR analysis showed that although there are no symmetries depending on the angle and the error is around 3 µm in central angles, remarkable trends towards incidence angles can be noted that significantly increase the error, up to 13 µm in extreme angles;
- The kinematic parameters obtained in the optimization phase were used to correct the LT measurements of a reflector mesh collected in a working environment. Distances between reflectors belonging to the mesh, measured from different LT positions, were considered in the optimization process. The distance values between a four-reflector gauge were measured by the CMM and considered as nominal values in the calibration to avoid that results could be affected by a rotation, deformation, or a scale factor on the reflector mesh, since no reflector mesh nominal data were available. The two criteria used improved LT accuracy. However, the findings of the current study revealed that the distance criterion fitted better the optimization procedure and provided wider range than the coordinate criterion. The LT accuracy improvement with distance criterion was considerably higher than with coordinate criteria (40.1% versus 14.5% respectively);
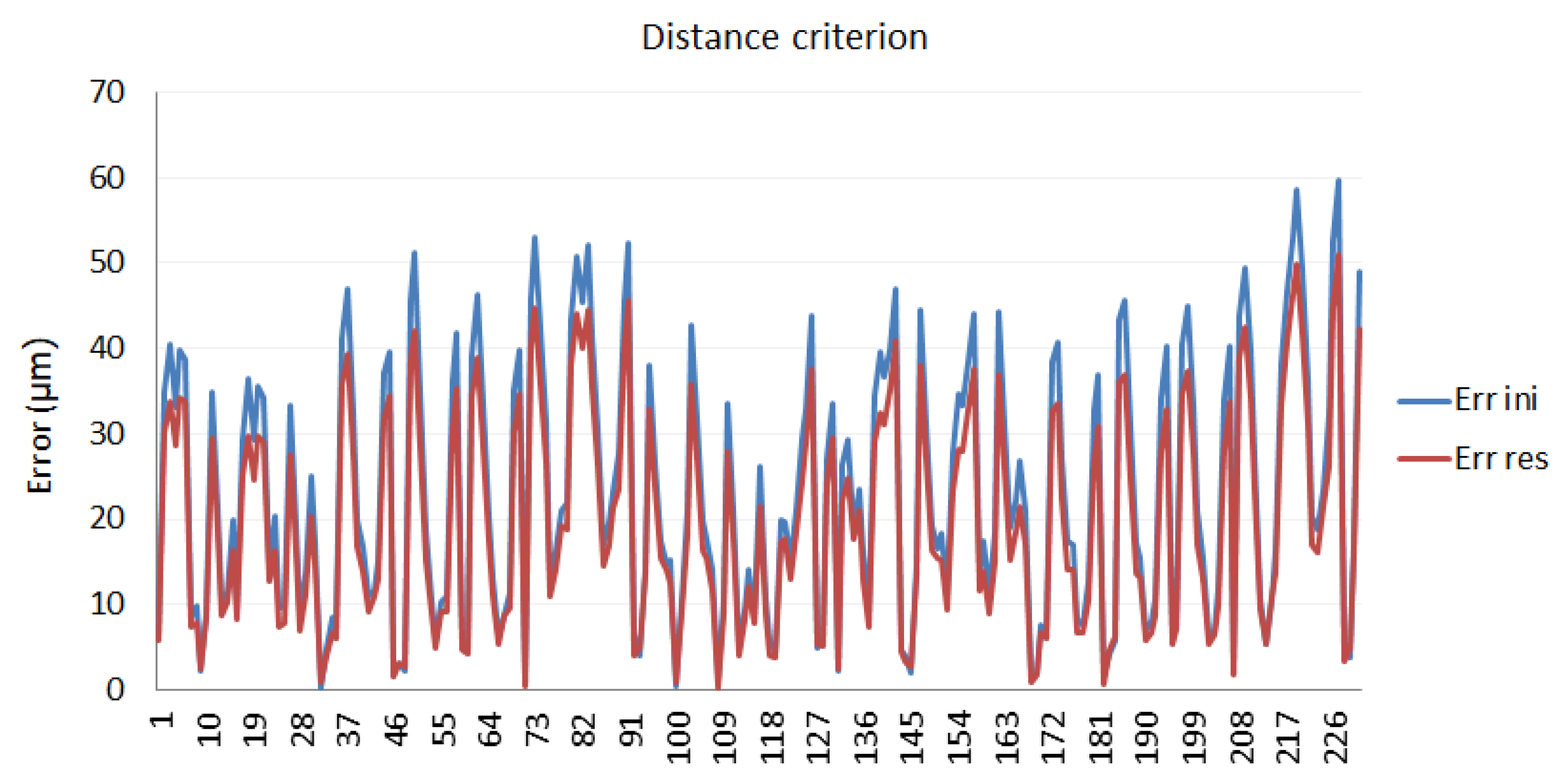
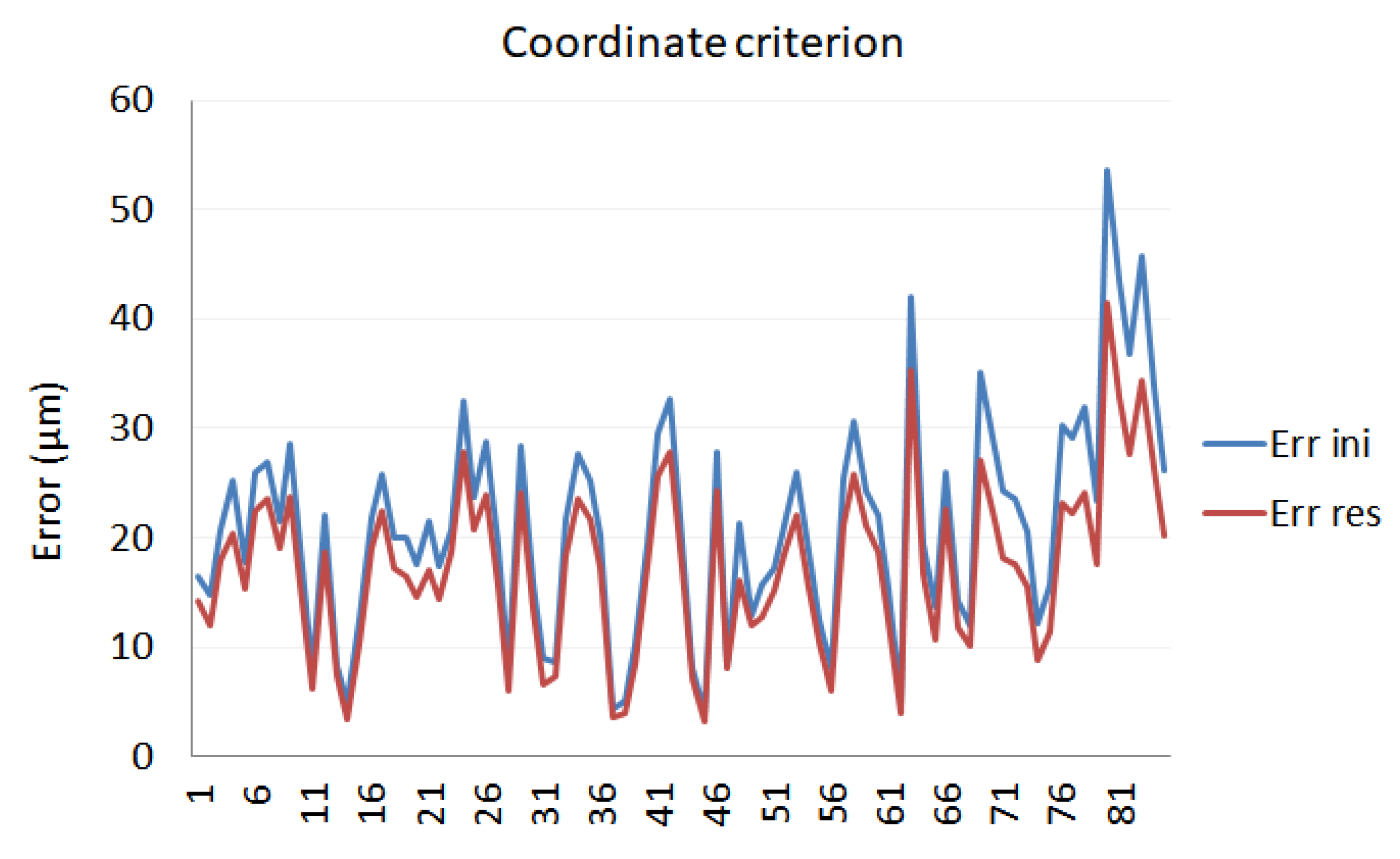
- To verify LT calibration results, nominal data of a new reflector mesh were obtained in the laboratory, using a CMM and an LT placed in different positions from those utilized in the optimization process. The error parameter values obtained before in the calibration in the workshop were then used to correct these new measurements. In this case, both distance and coordinate criteria showed a quite similar LT accuracy improvement (18% versus 25.5%, respectively). These results confirm that the calibration is valid for any measurement scenario, allowing the end-user to improve the LT accuracy around 25.5%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, Z.; Mastrogiacomo, L.; Franceschini, F.; Maropoulos, P. Experimental Comparison of Dynamic Tracking Performance of iGPS and Laser Tracker. Int. J. Adv. Manuf. Technol. 2011, 56, 205–213. [Google Scholar] [CrossRef] [Green Version]
- Huo, D.; Maropoulos, P.G.; Cheng, C.H. The Framework of the Virtual Laser Tracker—A Systematic Approach to the Assessment of Error Sources and Uncertainty in Laser Tracker Measurement. In Proceedings of the 6th CIRP-Sponsored International Conference on Digital Enterprise Technology, Hong Kong, China, 14–16 December 2009; pp. 507–523. [Google Scholar]
- Gaudreault, M.; Joubair, A.; Bonev, I. Self-Calibration of an Industrial Robot using a Novel Affordable 3D Measuring Device. Sensors 2018, 18, 3380. [Google Scholar] [CrossRef] [Green Version]
- Chen, X.; Zhang, Q.; Sun, Y. Non-Kinematic Calibration of Industrial Robots using a Rigid-Flexible Coupling Error Model and a Full Pose Measurement Method. Robot. Comput. Integr. Manuf. 2019, 57, 46–58. [Google Scholar] [CrossRef]
- Xu, P.; Cheung, B.C.F.; Li, B. A Complete, Continuous, and Minimal Product of Exponentials-Based Model for Five-Axis Machine Tools Calibration with a Single Laser Tracker, an R-Test, or a Double Ball-Bar. J. Manuf. Sci. Eng. 2019, 141, 041010. [Google Scholar] [CrossRef]
- Nguyen, H.; Zhou, J.; Kang, H. A Calibration Method for Enhancing Robot Accuracy through Integration of an Extended Kalman Filter Algorithm and an Artificial Neural Network. Neurocomputing 2015, 151, 996–1005. [Google Scholar] [CrossRef]
- Horvath, S.; Neuner, H. System Identification of a Robot Arm with Extended Kalman Filter and Artificial Neural Networks. J. Appl. Geod. 2019, 13, 135–150. [Google Scholar] [CrossRef]
- Bergstrand, S.; Herbertsson, M.; Rieck, C.; Spetz, J.; Svantesson, C.; Haas, R. A Gravitational Telescope Deformation Model for Geodetic VLBI. J. Geod. 2019, 93, 669–680. [Google Scholar] [CrossRef]
- Theissen, N.A.; Laspas, T.; Archenti, A. Closed-Force-Loop Elastostatic Calibration of Serial Articulated Robots. Robot. Comput. Integr. Manuf. 2019, 57, 86–91. [Google Scholar] [CrossRef]
- Zhao, G.; Zhang, P.; Ma, G.; Xiao, W. System Identification of the Nonlinear Residual Errors of an Industrial Robot using Massive Measurements. Robot. Comput. Integr. Manuf. 2019, 59, 104–114. [Google Scholar] [CrossRef]
- Zhang, K.; Gu, Y.; Li, M.; Wang, S.; Zhang, Z. Effects of Curing Time and De-Molding Temperature on the Deformation of Glass Fiber/Epoxy Resin Prepreg Laminates Fabricated by Rapid Hot Press. Polym. Polym. Compos. 2019, 27, 301–313. [Google Scholar] [CrossRef]
- Tordal, S.S.; Hovland, G. Ship-to-Ship State Observer using Sensor Fusion and the Extended Kalman Filter. J. Offshore Mech. Arct. Eng. 2019, 141, 041603. [Google Scholar] [CrossRef] [Green Version]
- Chen, W.; Yang, Y.; Cai, G.; Cui, Z.; Zhu, X.; Wang, S. Alignment Technology of Heavy Ion Medical Machine. Radiat. Detect. Technol. Methods 2019, 3, 15. [Google Scholar] [CrossRef]
- Muralikrishnan, B.; Phillips, S.; Sawyer, D. Laser Trackers for Large-Scale Dimensional Metrology: A Review. Precis. Eng. 2016, 44, 13–28. [Google Scholar] [CrossRef]
- Loser, R.; Kyle, S. Alignment and Field Check Procedures for the Leica Laser Tracker LTD 500. In Boeing Large Scale Optical Metrology Seminar; 1998; pp. 1–14. Available online: http://refhub.elsevier.com/S0141-6359(15)00220-2/sbref0880 (accessed on 13 October 2021).
- Muralikrishnan, B.; Sawyer, D.; Blackburn, C.; Phillips, S.; Borchardt, B.; Estler, W. ASME B89. 4.19 Performance Evaluation Tests and Geometric Misalignments in Laser Trackers. J. Res. Natl. Inst. Stand. Technol. 2009, 114, 21–35. [Google Scholar] [CrossRef]
- Wang, L.; Muralikrishnan, B.; Hernandez, O.I.; Shakarji, C.; Sawyer, D. Performance Evaluation of Laser Trackers using the Network Method. Measurement 2020, 165, 108165. [Google Scholar] [CrossRef]
- Ulrich, T.; Irgenfried, S. Uncertainty Estimation for Kinematic Laser Tracker Measurements Incorporating the Control Information of an Industrial Robot. In Proceedings of the 2014 International Conference on Indoor Positioning and Indoor Navigation (IPIN), Busan, Korea, 27–30 October 2014; pp. 68–76. [Google Scholar]
- Zhao, G.; Zhang, C.; Jing, X.; Sun, Z.; Zhang, Y.; Luo, M. Station-Transfer Measurement Accuracy Improvement of Laser Tracker Based on Photogrammetry. Measurement 2016, 94, 717–725. [Google Scholar] [CrossRef]
- Majarena, A.C.; Santolaria, J.; Samper, D.; Aguilar, J.J. An Overview of Kinematic and Calibration Models using Internal/External Sensors or Constraints to Improve the Behavior of Spatial Parallel Mechanisms. Sensors 2010, 10, 10256–10297. [Google Scholar] [CrossRef] [Green Version]
- Denavit, J.; Hartenberg, R.S. A Kinematic Notation for Lower-Pair Mechanisms Based on Matrices. Trans. ASME J. Appl. Mech. 1955, 22, 215–221. [Google Scholar] [CrossRef]
- Diao, S.P.; Chen, X.D.; Wu, L. Calibration Method of Vision Measurement System for Ceramic Billet Grinding Robot. J. Eng. 2019, 2019, 4656–4666. [Google Scholar] [CrossRef]
- Zhu, X.; Zheng, L.; Tang, X. Configuration Optimization of Laser Tracker Stations for Large-Scale Components in Non-Uniform Temperature Field using Monte-Carlo Method. Procedia CIRP 2016, 56, 261–266. [Google Scholar] [CrossRef] [Green Version]
- Conte, J.; Majarena, A.C.; Aguado, S.; Acero, R.; Santolaria, J. Calibration Strategies of Laser Trackers Based on Network Measurements. Int. J. Adv. Manuf. Technol. 2016, 83, 1161–1170. [Google Scholar] [CrossRef]
- Hughes, B.; Forbes, A.; Lewis, A.; Sun, W.; Veal, D.; Nasr, K. Laser Tracker Error Determination using a Network Measurement. Meas. Sci. Tech. 2011, 22, 045103–045115. [Google Scholar] [CrossRef]
- Lichti, D. Error Modelling, Calibration and Analysis of an AM–CW Terrestrial Laser Scanner System. Photogramm. Remote Sens. 2007, 61, 307–324. [Google Scholar] [CrossRef]
- Xiong, Z.; Zhu, J.; Xue, B.; Ye, S.H.; Xiong, Y. Study on the Three-Station Typical Network Deployments of Workspace Measurement and Positioning System. In Proceedings of the Sixth International Symposium on Precision Mechanical Measurements, Guiyang, China, 8–12 August 2013; pp. 891629–891637. [Google Scholar]
- He, J.; Gao, F.; Bai, Y. A Two-Step Calibration Methodology of Multi-Actuated Mechanical Servo Press with Parallel Topology. Measurement 2013, 46, 2269–2277. [Google Scholar] [CrossRef]
- Conte, J.; Majarena, A.C.; Acero, R.; Santolaria, J.; Aguilar, J. Performance Evaluation of Laser Tracker Kinematic Models and Parameter Identification. Int. J. Adv. Manuf. Technol. 2015, 77, 1353–1364. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| i | ai (mm) | αi (°) | di (mm) | θi (°) |
|---|---|---|---|---|
| 1 | 0 | −90 | 0 | θ − 90 |
| 2 | 0 | 90 | 0 | φ − 90 |
| 3 | 0 | 0 | d | −90 |
| Source Reflector | ||||
|---|---|---|---|---|
| 25 | 26 | 27 | ||
| Target reflector | 26 | 357.6066 | 590.1060 | 355.9437 |
| 27 | 388.0144 | 386.7815 | ||
| 28 | 454.4203 | |||
| Coordinate Criterion | Distance Criterion | ||
|---|---|---|---|
| Initial Difference distance (µm) | Maximum | 149 | 60 |
| Average | 46 | 29 | |
| Residual Difference distance (µm) | Maximum | 118 | 39 |
| Average | 39 | 17 | |
| Improvement (%) | 14.47 | 40.1 |
| Coordinate Criterion | Distance Criterion | ||
|---|---|---|---|
| Initial error (µm) | Maximum | 54 | 84 |
| Average | 21 | 24 | |
| Residual error (µm) | Maximum | 41 | 53 |
| Average | 17 | 18 | |
| Improvement (%) | 17.98 | 25.53 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Velázquez, J.; Conte, J.; Majarena, A.C.; Santolaria, J. Study on LT Accuracy Improvement by Calibration Based on Network Measurements. Sensors 2021, 21, 7479. https://doi.org/10.3390/s21227479
Velázquez J, Conte J, Majarena AC, Santolaria J. Study on LT Accuracy Improvement by Calibration Based on Network Measurements. Sensors. 2021; 21(22):7479. https://doi.org/10.3390/s21227479
Chicago/Turabian StyleVelázquez, Jesús, Javier Conte, Ana Cristina Majarena, and Jorge Santolaria. 2021. "Study on LT Accuracy Improvement by Calibration Based on Network Measurements" Sensors 21, no. 22: 7479. https://doi.org/10.3390/s21227479
APA StyleVelázquez, J., Conte, J., Majarena, A. C., & Santolaria, J. (2021). Study on LT Accuracy Improvement by Calibration Based on Network Measurements. Sensors, 21(22), 7479. https://doi.org/10.3390/s21227479