Hermeticity Analysis on SiC Cavity Structure for All-SiC Piezoresistive Pressure Sensor



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Theory and Experiment
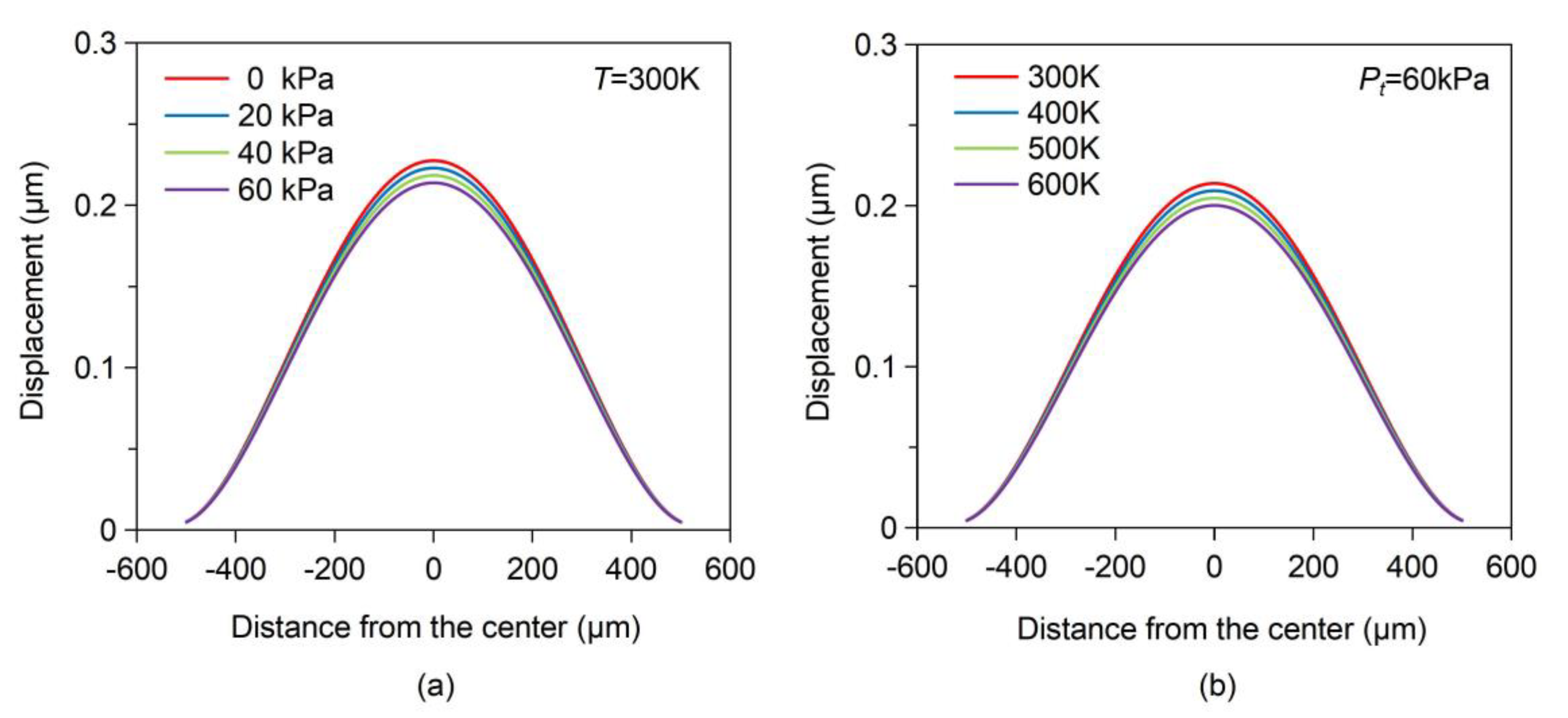
2.1. Theory
2.2. Experiment
3. Results and Discussion
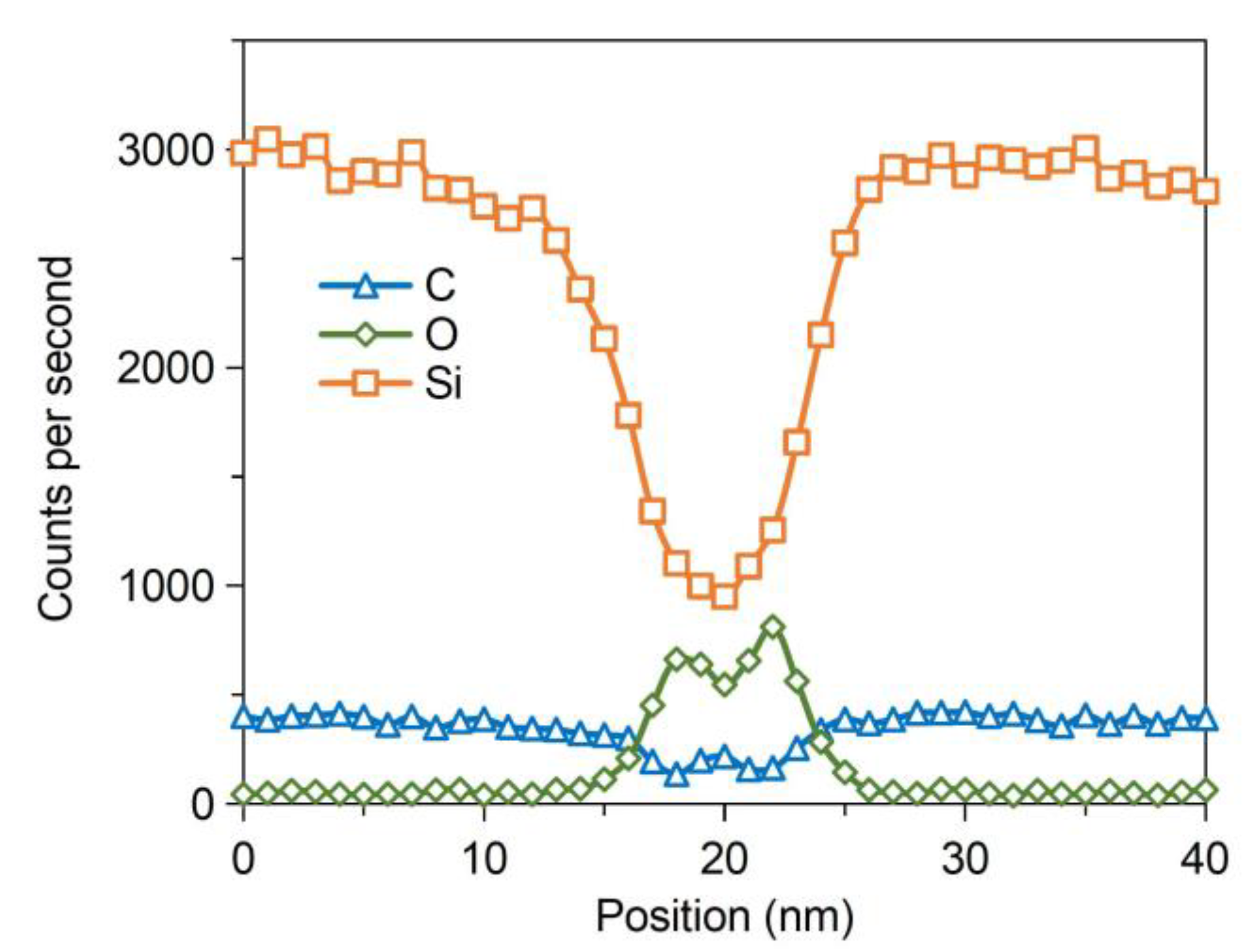
3.1. Microstructure Evaluation
3.2. Tensile Strength Testing
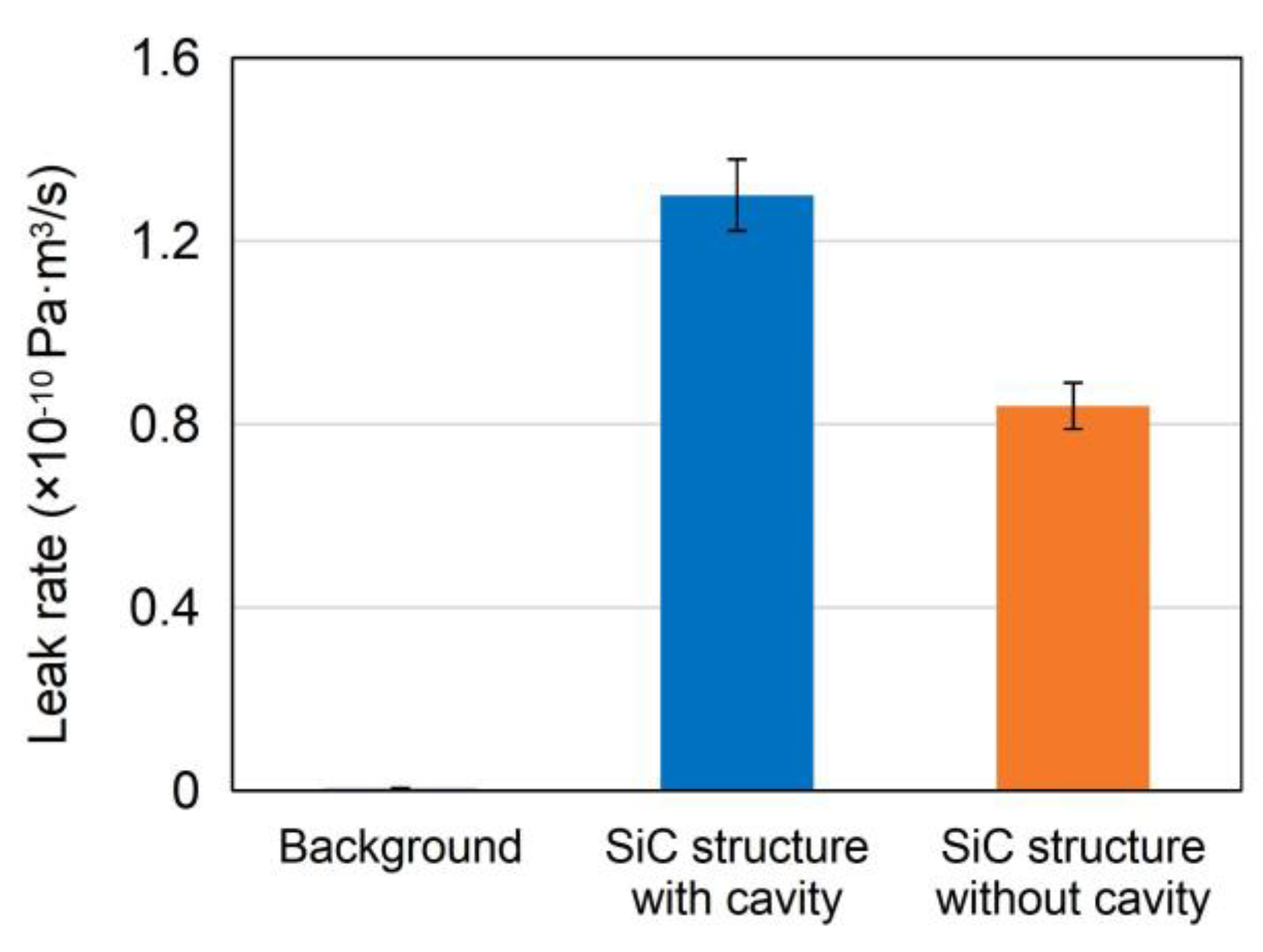
3.3. Leakage Detection
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Phan, H.-P.; Dao, D.V.; Nakamura, K.; Dimitrijev, S.; Nguyen, N.-T. The piezoresistive effect of SiC for MEMS sensors at high temperatures: A review. J. Microelectromech. Syst. 2015, 24, 1663–1677. [Google Scholar] [CrossRef]
- Fahrner, W.R.; Job, R.; Werner, M. Sensors and smart electronics in harsh environment applications. Microsyst. Technol. 2001, 7, 138–144. [Google Scholar] [CrossRef]
- Wijesundara, M.B.J.; Azevedo, R.G. Silicon Carbide Microsystems for Harsh Environments; Springer: New York, NY, USA, 2011; pp. 129–132. [Google Scholar]
- Okojie, R.S.; Ned, A.A.; Kurtz, A.D. Operation of α(6H)-SiC pressure sensor at 500 °C. Sens. Actuators A Phys. 1998, 66, 200–204. [Google Scholar] [CrossRef]
- Nguyen, T.-K.; Phan, H.-P.; Han, J.; Dinh, T.; Foisal, A.R.M.; Dimitrijev, S.; Zhu, Y.; Nguyen, N.-T.; Dao, D.V. Highly sensitive p-Type 4H-SiC van der Pauw sensor. RSC Adv. 2018, 8, 3009–3013. [Google Scholar] [CrossRef]
- Jiang, L.; Cheung, R. A review of silicon carbide development in MEMS applications. Int. J. Comput. Mater. Sci. Surf. Eng. 2009, 2, 227–242. [Google Scholar] [CrossRef]
- Wieczorek, G.; Schellin, B.; Obermeier, E.; Fagnani, G.; Drera, L. SiC based pressure sensor for high-temperature environments. In Proceedings of the 2007 IEEE Sensors, Atlanta, GA, USA, 28–31 October 2007; pp. 748–751. [Google Scholar]
- Okojie, R.S.; Lukco, D.; Nguyen, V.; Savrun, E. 4H-SiC piezoresistive pressure sensors at 800 °C with observed sensitivity recovery. IEEE Electron. Device Lett. 2015, 36, 174–176. [Google Scholar] [CrossRef]
- Nguyen, T.K.; Phan, H.-P.; Dinh, T.; Dowling, K.M.; Foisal, A.R.M.; Senesky, D.G.; Nguyen, N.-T.; Dao, D.V. Highly sensitive 4H-SiC pressure sensor at cryogenic and elevated temperatures. Mater. Des. 2018, 156, 441–445. [Google Scholar] [CrossRef]
- Akiyama, T.; Briand, D.; De Rooij, N.F. Piezoresistive n-type 4H-SiC pressure sensor with membrane formed by mechanical milling. In Proceedings of the 2011 IEEE Sensors, Limerick, Ireland, 28–31 October 2011; pp. 222–225. [Google Scholar]
- Li, W.; Liang, T.; Chen, Y.; Jia, P.; Xiong, J.; Hong, Y.; Lei, C.; Yao, Z.; Qi, L.; Liu, W. Interface Characteristics of Sapphire Direct Bonding for High-Temperature Applications. Sensors 2017, 17, 2080. [Google Scholar] [CrossRef] [PubMed]
- Wang, T.; Tang, Z.; Lin, H.; Zhan, K.; Wan, J.; Wu, S.; Gu, Y.; Luo, W.; Zhang, W. A Low Temperature Drifting Acoustic Wave Pressure Sensor with an Integrated Vacuum Cavity for Absolute Pressure Sensing. Sensors 2020, 20, 1788. [Google Scholar] [CrossRef] [PubMed]
- Tsou, C.; Li, H.; Chang, H.-C. A Novel Wafer-Level Hermetic Packaging for MEMS Devices. IEEE Trans. Adv. Packag. 2007, 30, 616–621. [Google Scholar] [CrossRef]
- Mu, F.; Sun, Y.; Shang, H.; Wang, Y.; Suga, T.; Wang, W.; Chen, D. Feasibility Study of All-SiC Pressure Sensor Fabrication without Deep Etching. In Proceedings of the Electronics Packaging and iMAPS All Asia Conference, Kuwana, Japan, 17–21 April 2018; pp. 558–561. [Google Scholar]
- Huff, M.A.; Nikolich, A.D.; Schmidt, M.A. Design of sealed cavity microstructures formed by silicon wafer bonding. J. Microelectromech. Syst. 1993, 2, 74–81. [Google Scholar] [CrossRef]
- Okojie, R.S. Stable 600 °C silicon carbide MEMS pressure transducers. In Proceedings of the Sensors and Systems for Space Applications, Orlando, FL, USA, 9–13 April 2007; p. 65550V. [Google Scholar]
- Liang, T.; Wang, X.; Jia, P.; Zhang, W.; Xue, C.; Xiong, J. Fabrication of bonded SiC structure with cavity based on direct bonding process for MEMS device applications. Microsyst. Technol. 2017, 23, 225–229. [Google Scholar] [CrossRef]
- Yushin, G.N.; Kvit, A.V.; Sitar, Z. Transmission electron microscopy studies of the bonded SiC-SiC interface. J. Mater. Sci. 2005, 40, 4369–4371. [Google Scholar] [CrossRef]
- Mu, F.; Uomoto, M.; Shimatsu, T.; Wang, Y.; Iguchi, K.; Nakazawa, H.; Takahashi, Y.; Higurashi, E.; Suga, T. De-bondable SiCSiC wafer bonding via an intermediate Ni nano-film. Appl. Surf. Sci. 2019, 465, 591–595. [Google Scholar] [CrossRef]
- Veggel, A.A.V.; Ende, D.V.D.; Bogenstahl, J.; Rowan, S.; Cunningham, W.; Gubbels, G.H.M.; Nijmeijer, H. Hydroxide catalysis bonding of silicon carbide. J. Eur. Ceram. Soc. 2008, 28, 303–310. [Google Scholar] [CrossRef]
- Greenhouse, H. Hermeticity of Electronic Packages, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2012; pp. 41–43. [Google Scholar]
- Zhao, L.; Shang, H.; Wang, D.; Liu, Y.; Xue, M.; Yu, J.; Wang, W. Surface cleaning process for plasma-etched SiC wafer. Appl. Phys. A 2020, 126, 617. [Google Scholar] [CrossRef]
- Akatsu, T.; Plössl, A.; Scholz, R.; Stenzel, H.; Gösele, U. Wafer bonding of different III–V compound semiconductors by atomic hydrogen surface cleaning. J. Appl. Phys. 2001, 90, 3856–3862. [Google Scholar] [CrossRef]
- Costello, S. Towards New Hermeticity Test Methods for MEMS. Ph.D. Thesis, Heriot-Watt University, Edinburgh, Scotland, UK, 2011. [Google Scholar]
- Mills, D.A.; Alexander, D.; Subhash, G.; Sheplak, M. Development of a Sapphire Optical Pressure Sensor for High-Temperature Applications. SPIE Sens. Technol. Appl. 2014, 9113, 91130H. [Google Scholar]










Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tian, B.; Shang, H.; Zhao, L.; Wang, D.; Liu, Y.; Wang, W. Hermeticity Analysis on SiC Cavity Structure for All-SiC Piezoresistive Pressure Sensor. Sensors 2021, 21, 379. https://doi.org/10.3390/s21020379
Tian B, Shang H, Zhao L, Wang D, Liu Y, Wang W. Hermeticity Analysis on SiC Cavity Structure for All-SiC Piezoresistive Pressure Sensor. Sensors. 2021; 21(2):379. https://doi.org/10.3390/s21020379
Chicago/Turabian StyleTian, Baohua, Haiping Shang, Lihuan Zhao, Dahai Wang, Yang Liu, and Weibing Wang. 2021. "Hermeticity Analysis on SiC Cavity Structure for All-SiC Piezoresistive Pressure Sensor" Sensors 21, no. 2: 379. https://doi.org/10.3390/s21020379
APA StyleTian, B., Shang, H., Zhao, L., Wang, D., Liu, Y., & Wang, W. (2021). Hermeticity Analysis on SiC Cavity Structure for All-SiC Piezoresistive Pressure Sensor. Sensors, 21(2), 379. https://doi.org/10.3390/s21020379