
A High-Temperature Piezoresistive Pressure Sensor with an Integrated Signal-Conditioning Circuit

Abstract
:1. Introduction
2. Design and Fabrication of the High-Temperature Piezoresistive Pressure Sensor
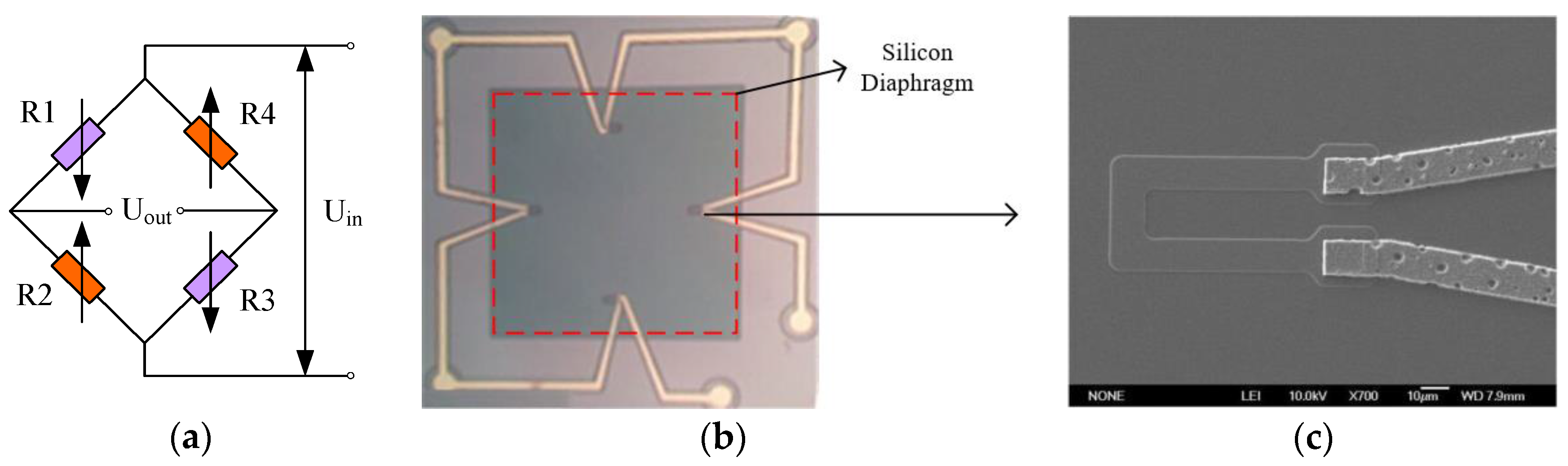
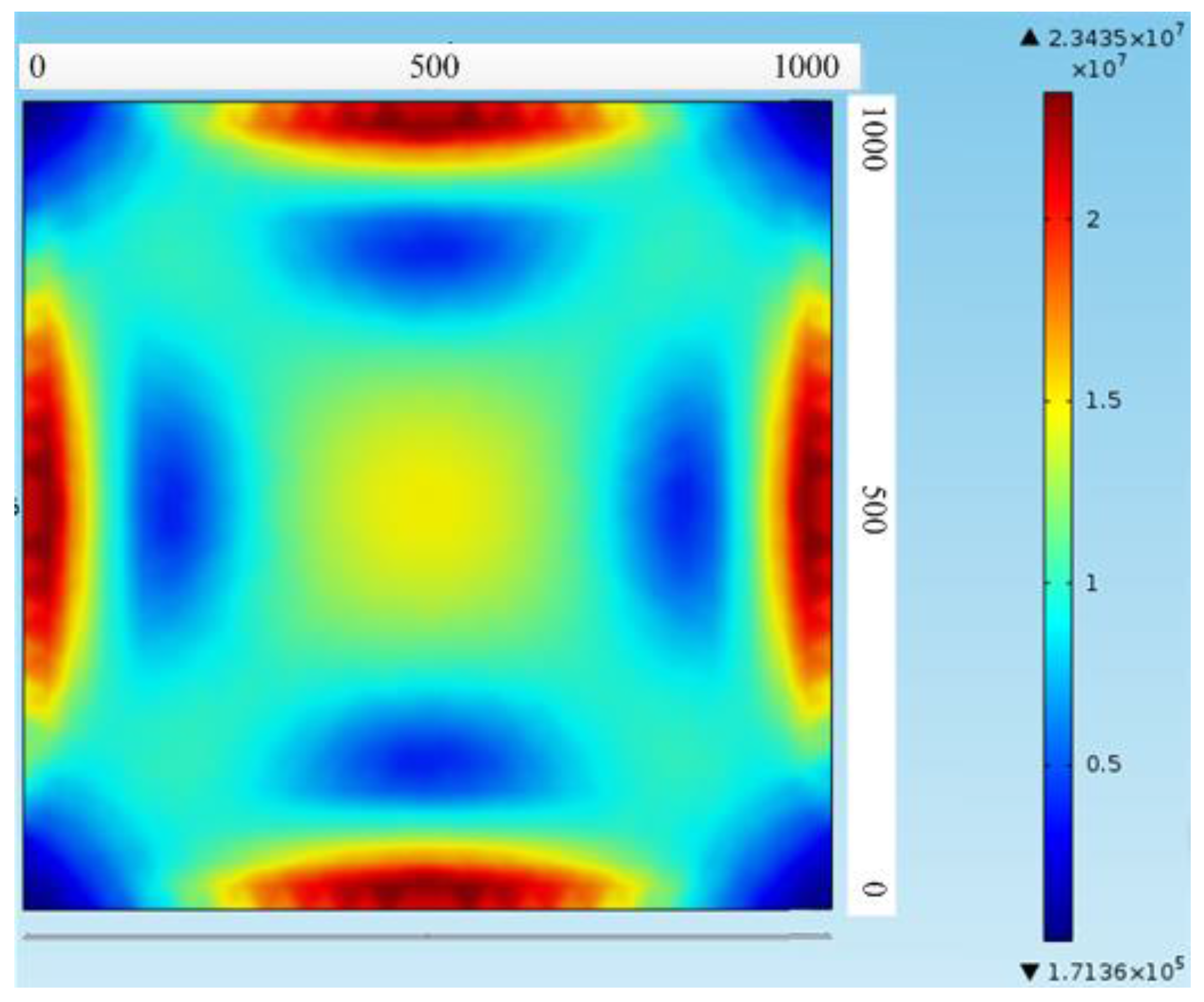
2.1. Design and Fabrication of the Pressure-Sensitive Chip
- (1)
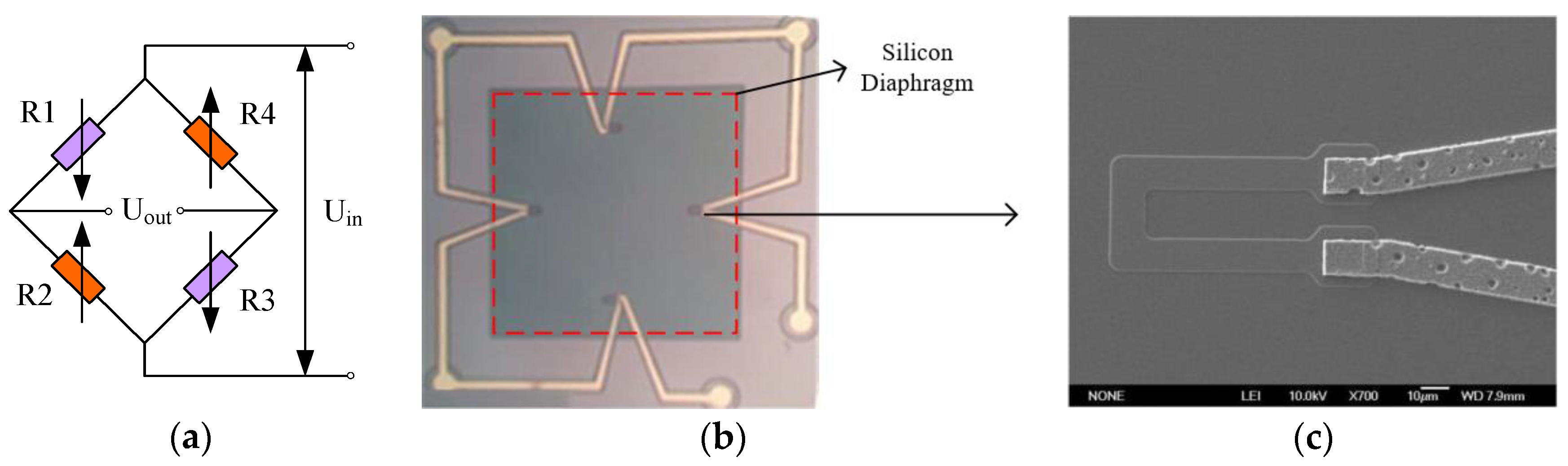
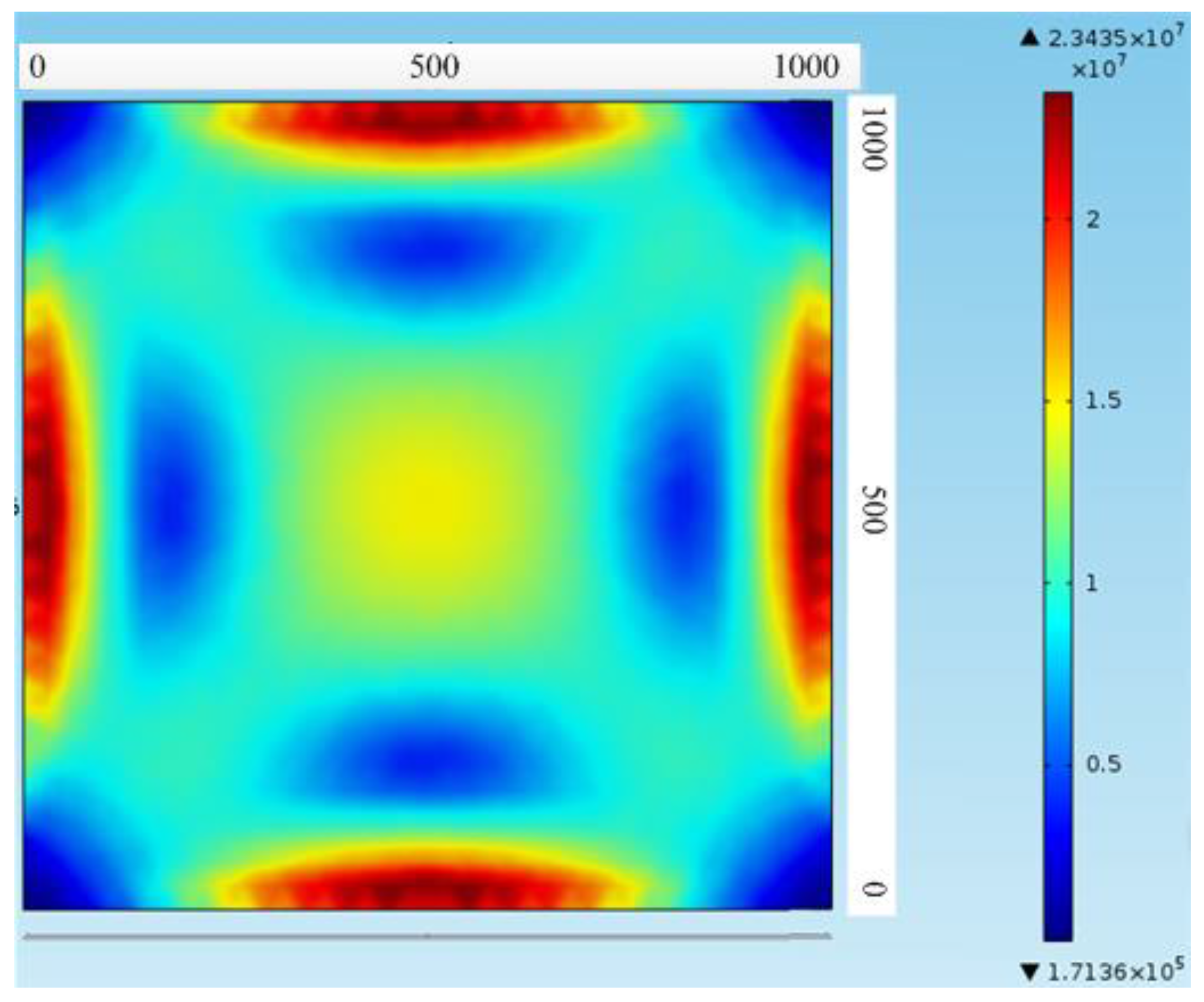
- Design of the pressure-sensitive chip
- (2)
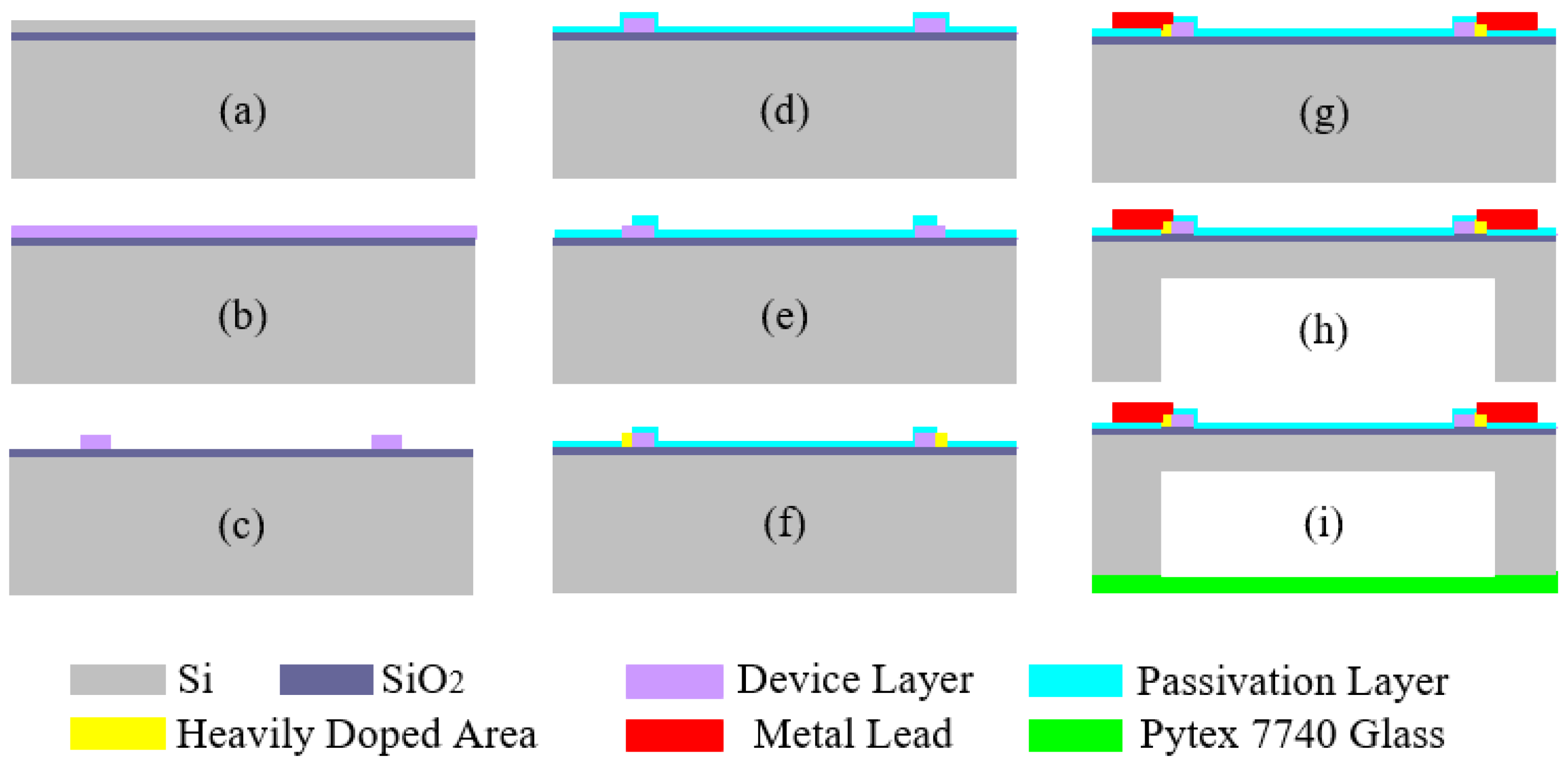
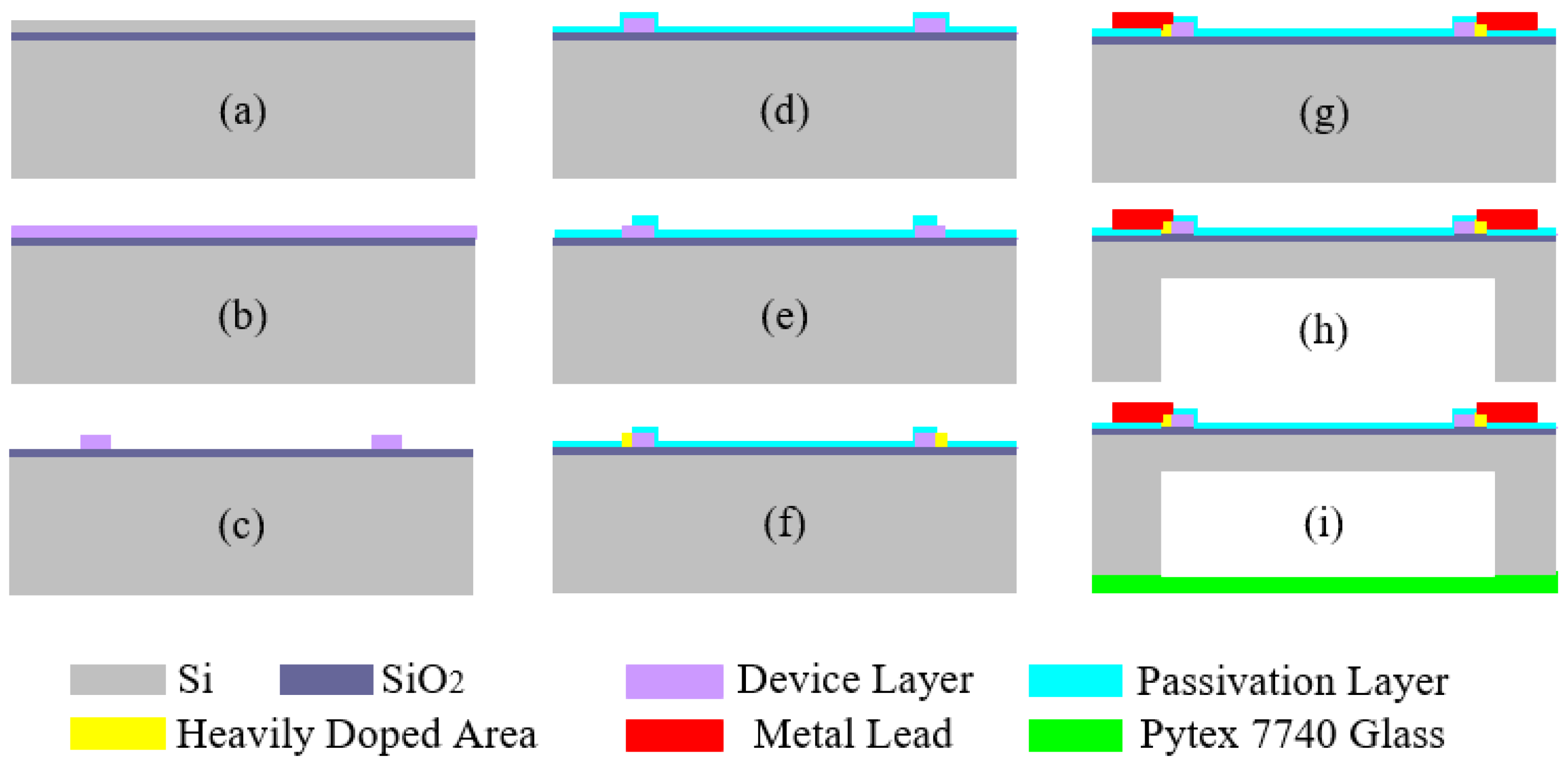
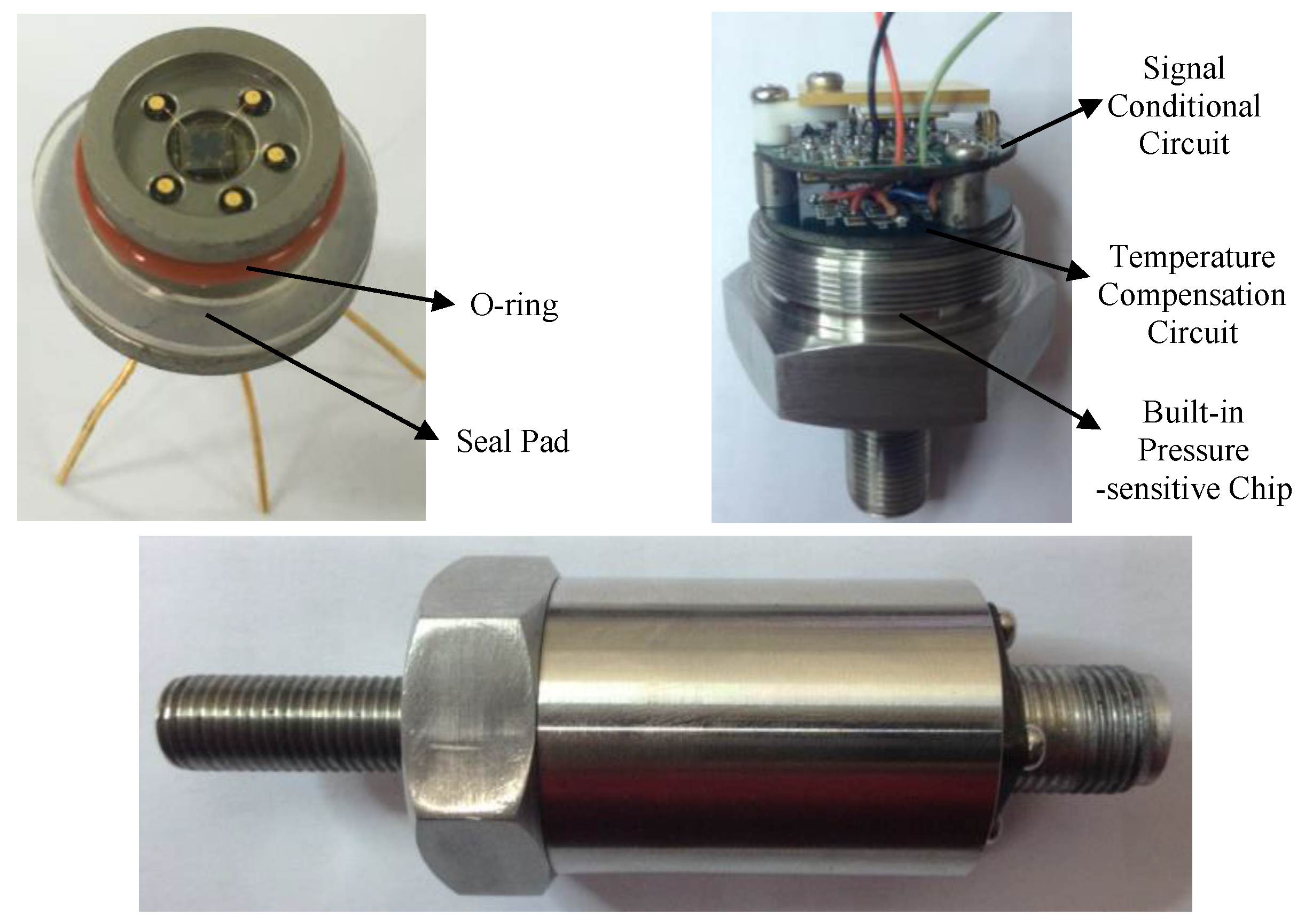
- Fabrication and package of the pressure-sensitive chip
- a)
- SOI wafer: 4 inches, n-type, <100> crystal orientation, silicon device layer thickness of 2 μm, silicon dioxide dielectric spacer layer thickness of 1 μm, total thickness of 400 μm.
- b)
- Boron doping: Solid source of boron thermal diffusion process is used for boron doping in the silicon device layer, at a target doping concentration of 2 × 1018 cm−3.
- c)
- Etching piezoresistors: an inductive coupled plasma (ICP) dry etching process is used to etch piezoresistors on the silicon device layer.
- d)
- Depositing a passivation layer: the plasma enhanced chemical vapor deposition (PECVD) process is used to deposit a passivation layer with a total thickness of 0.3 μm of SiO2 and Si3N4 so as to protect the piezoresistors.
- e)
- Etching the ohmic contact region: the ICP dry etching process is used again to etch the ohmic contact region between the piezoresistors and the metal lead.
- f)
- Heavy doping in the ohmic contact region: a solid source of boron thermal diffusion processes is used again to heavily dope the ohmic contact region as to reduce the contact resistance between the piezoresistors and the metal lead, with a target doping concentration greater than 2 × 1020 cm−3.
- g)
- Sputtering metal lead: the sputtering process is used to produce a metal lead and wire bonding pads. The three sputtered layers of metal are Ti, Pt, and Au from bottom to top; among them, Ti is an adhesion layer, Pt is a barrier layer, and Au is a conductive passivation layer. To ensure the follow-up wire bonds reliably, the thickness of the Au layer should be greater than 200 nm.
- h)
- Release the pressure-sensitive diaphragm: the BOSCH process is used to deeply etch the bottom of the wafer, creating a pressure-sensitive diaphragm.
- i)
- Making the reference absolute pressure chamber: the anodic bonding process between the bottom area of wafer and 300-um-thick glass Pyrex 7740 is used to make an absolute pressure reference chamber.
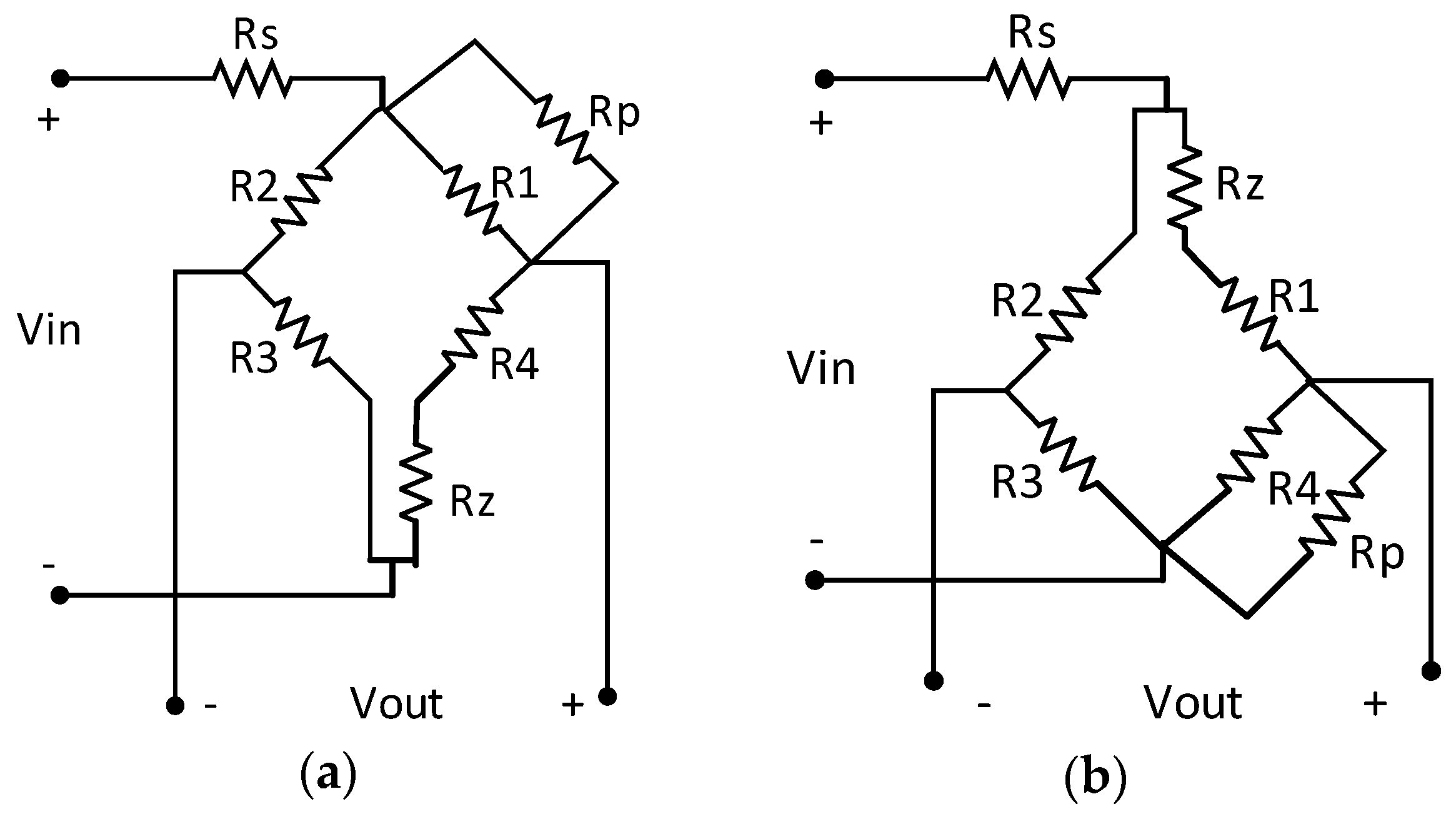
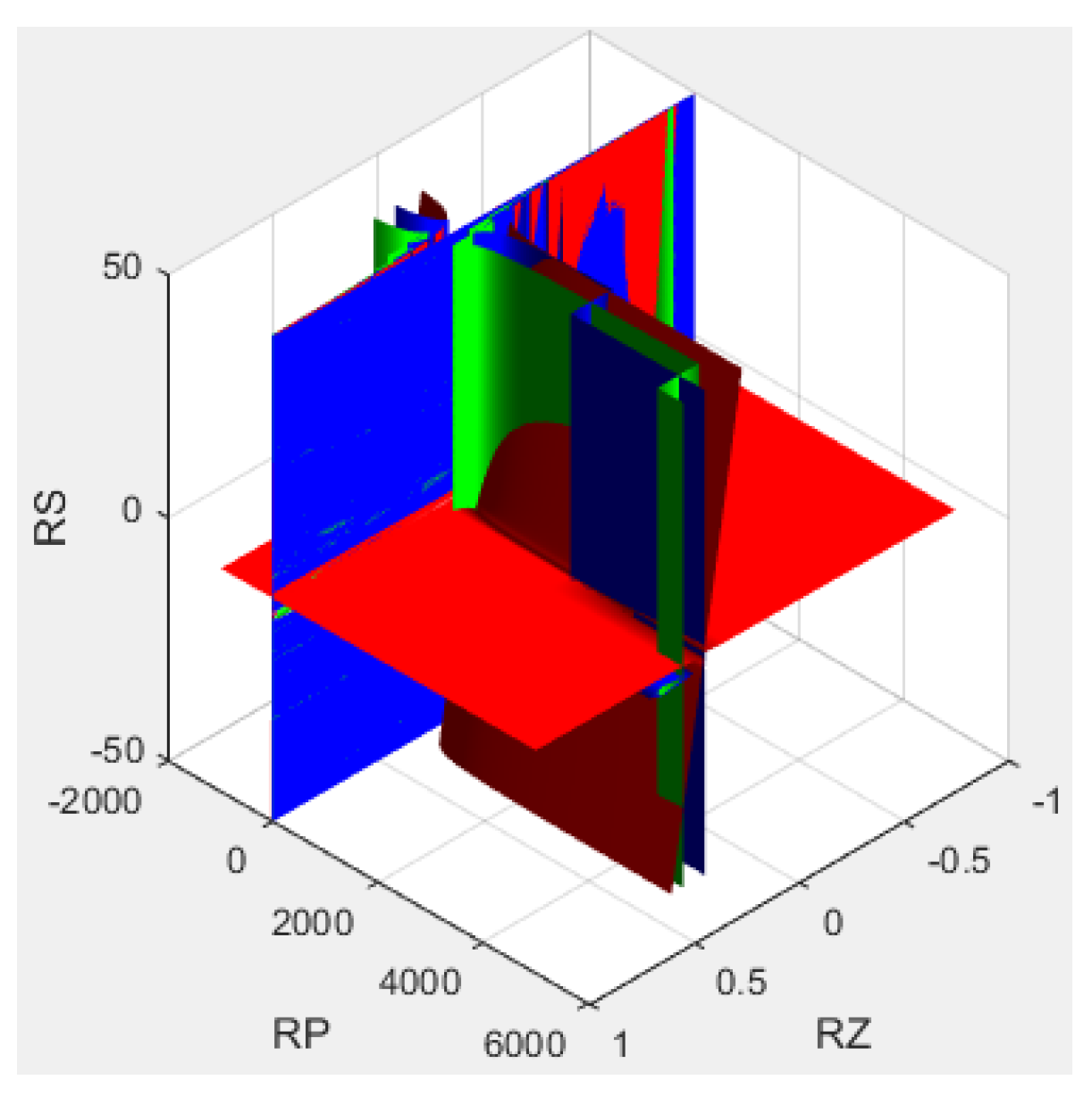
2.2. Design of the Pressure-Sensitive Chip Temperature Compensation Circuit
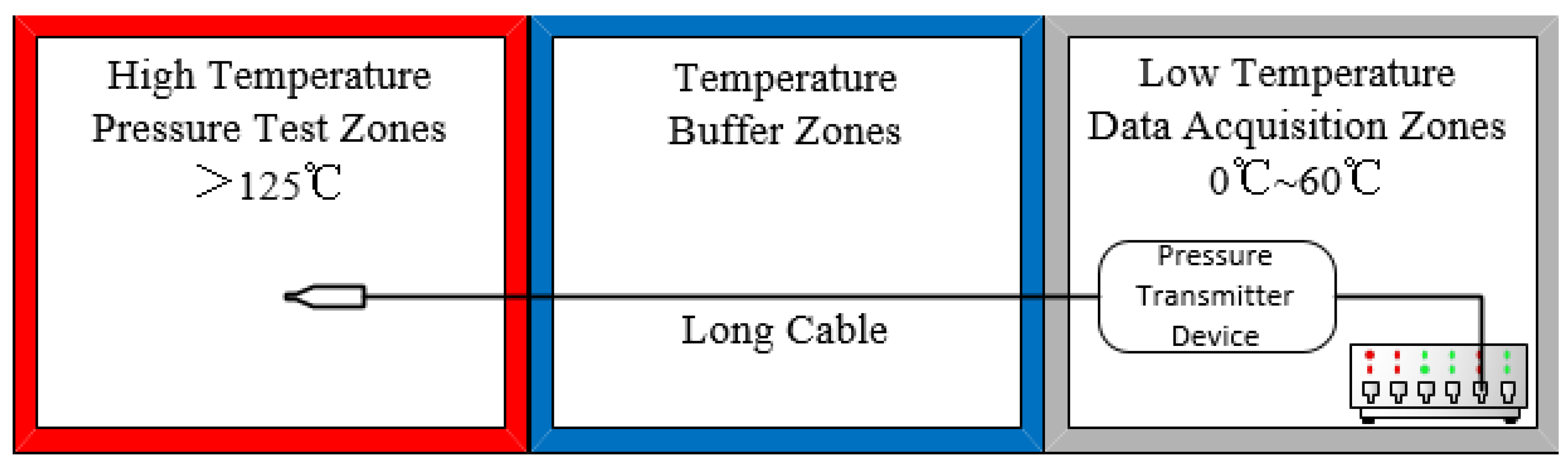
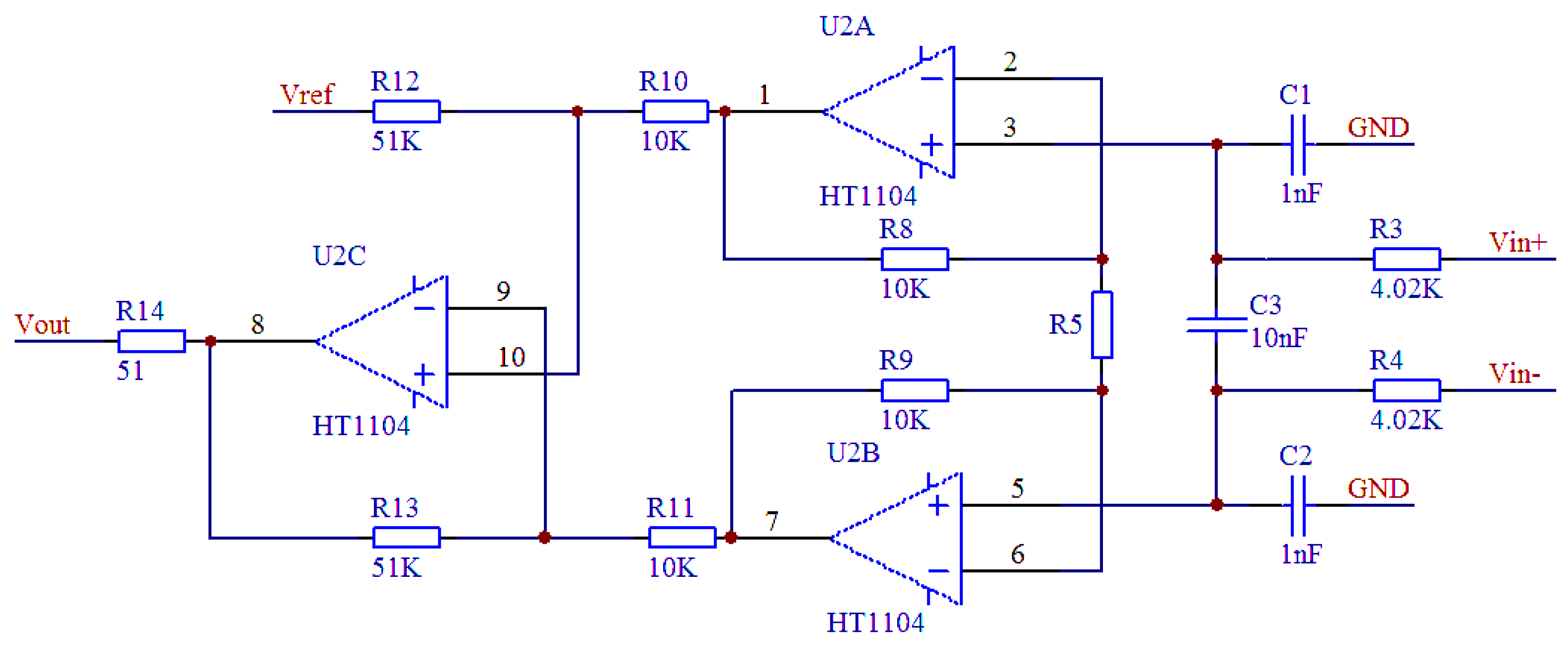
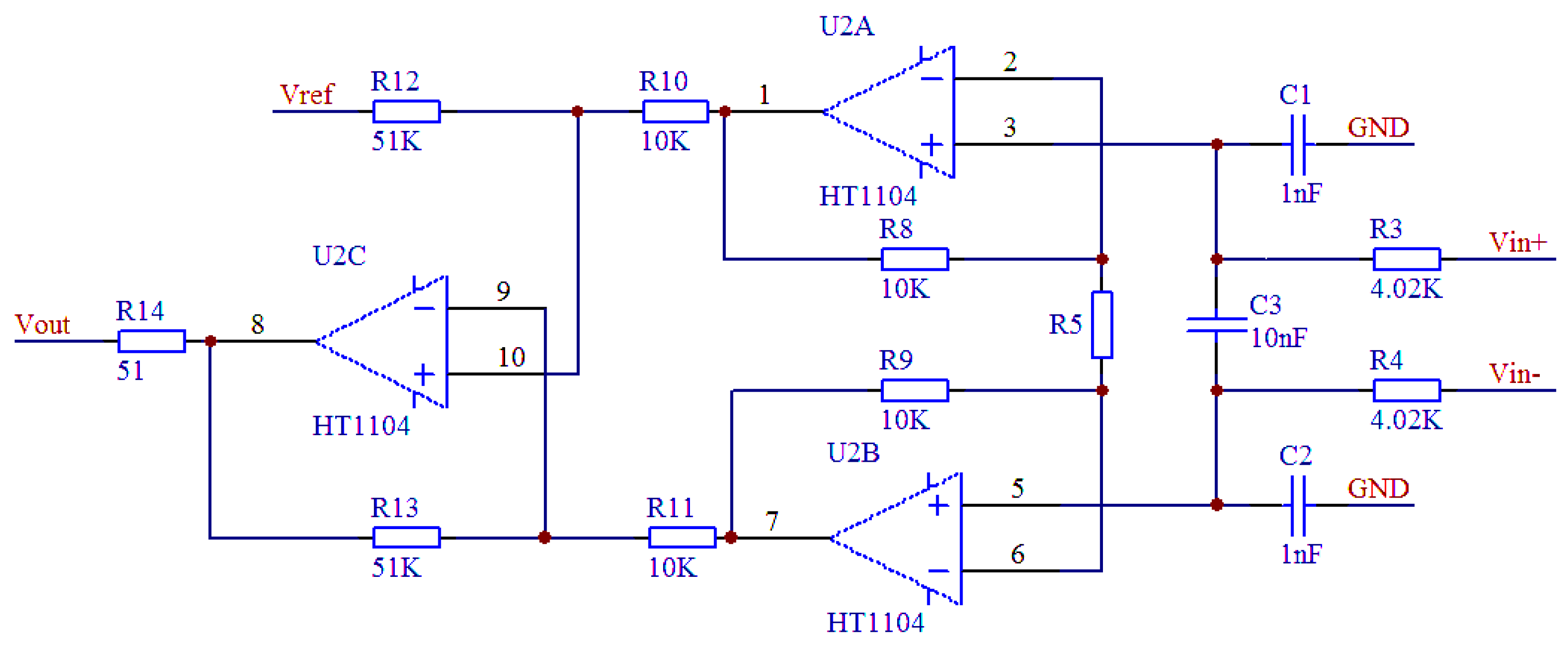
2.3. Design of High-Temperature Signal-Conditioning Circuit
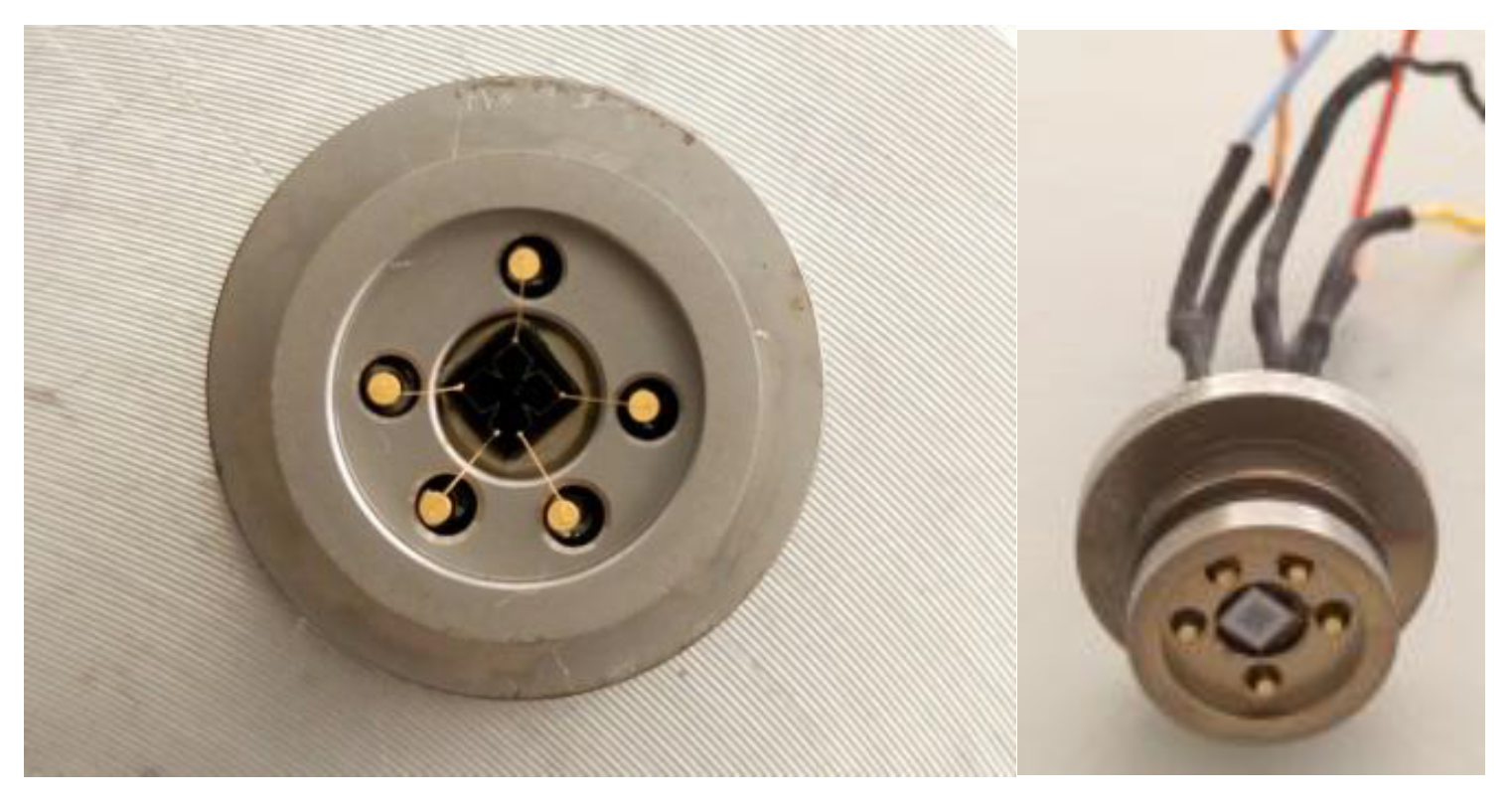
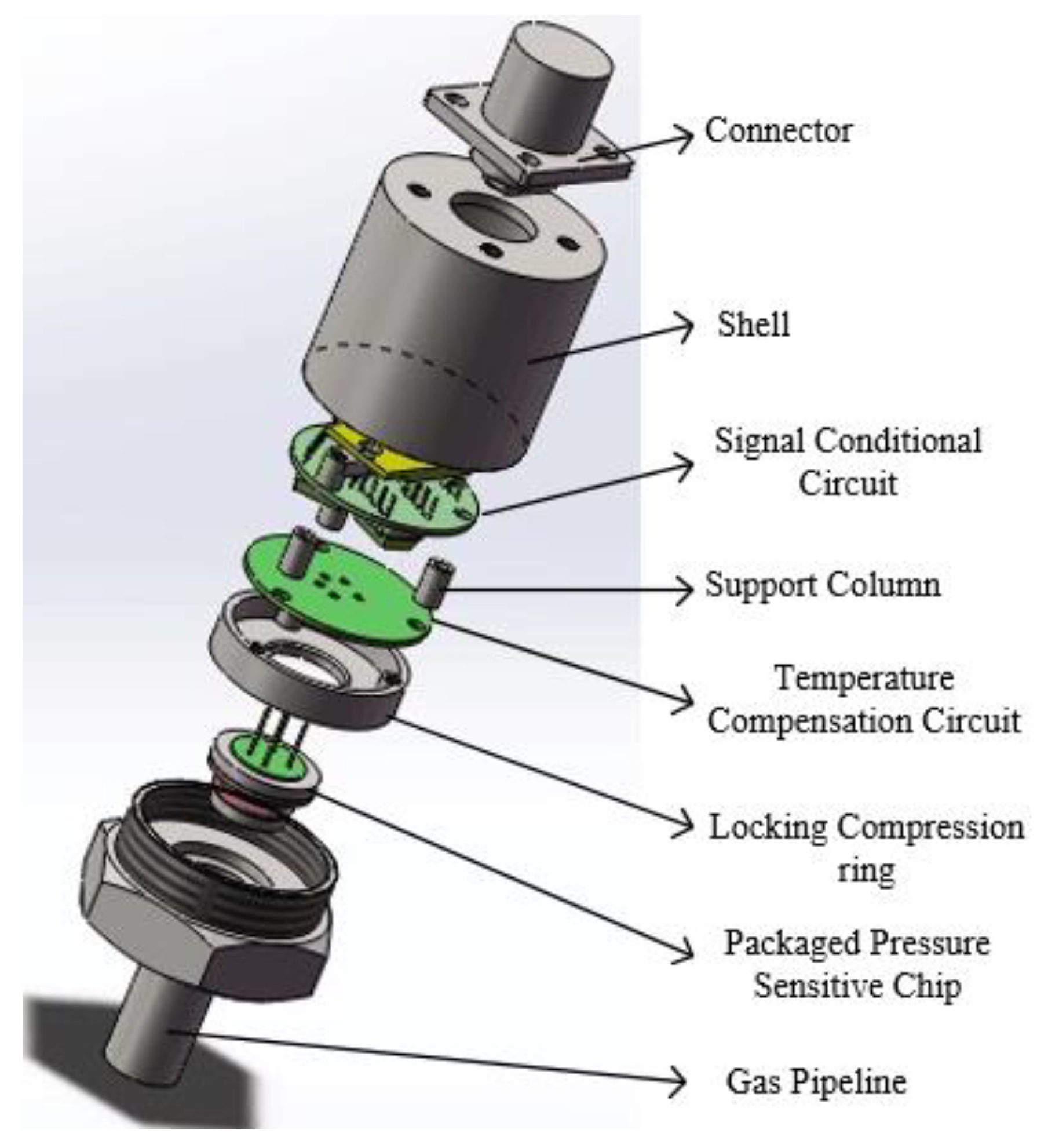
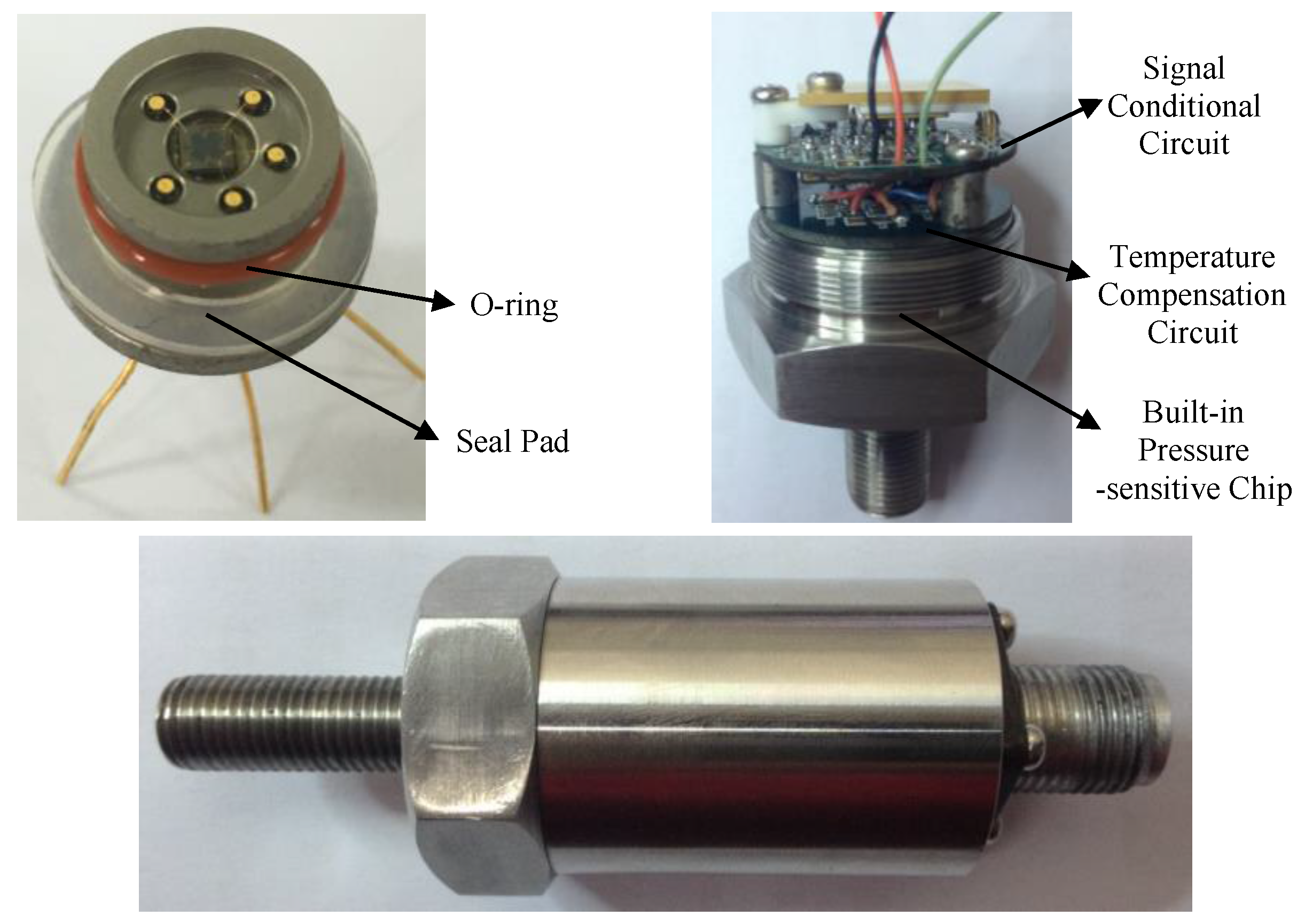
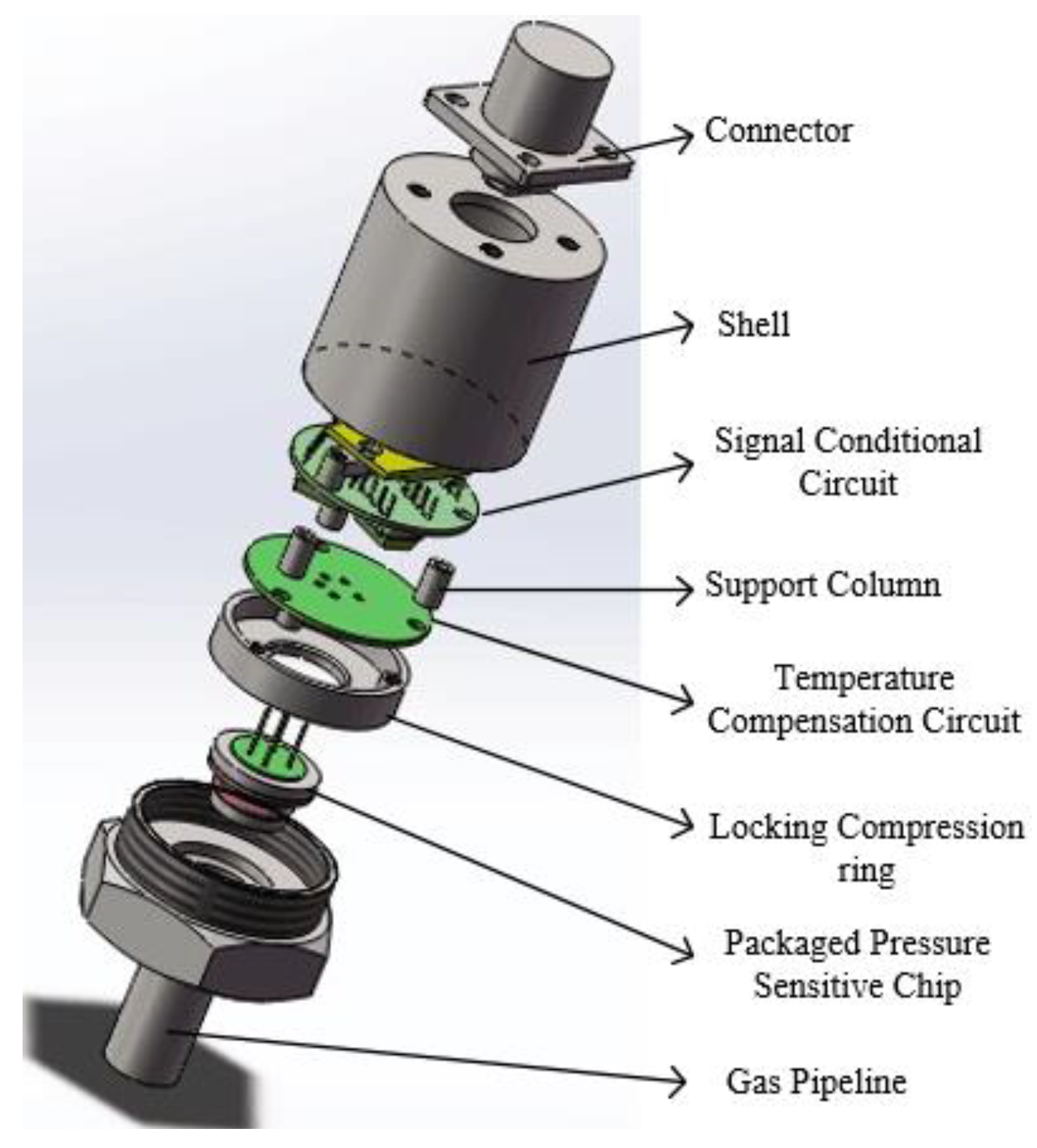
2.4. Design of the Sensor Structure and Its Assembly
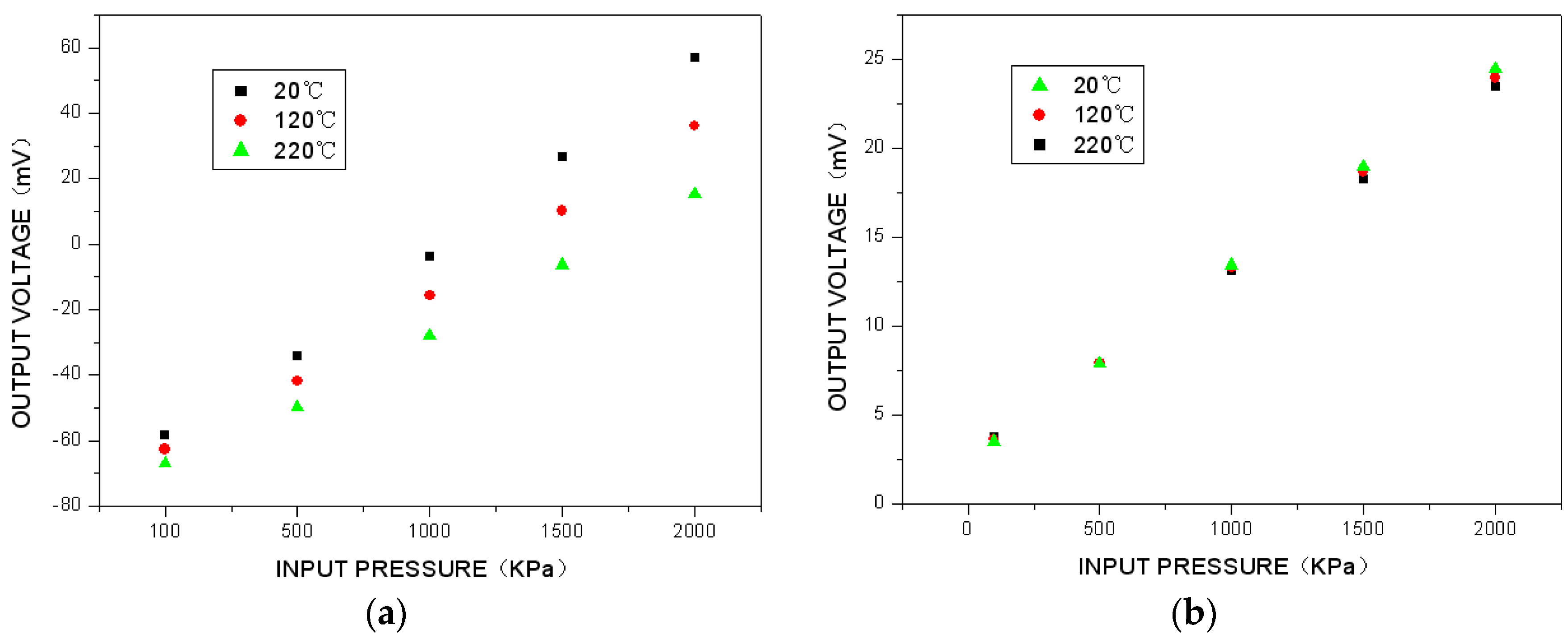
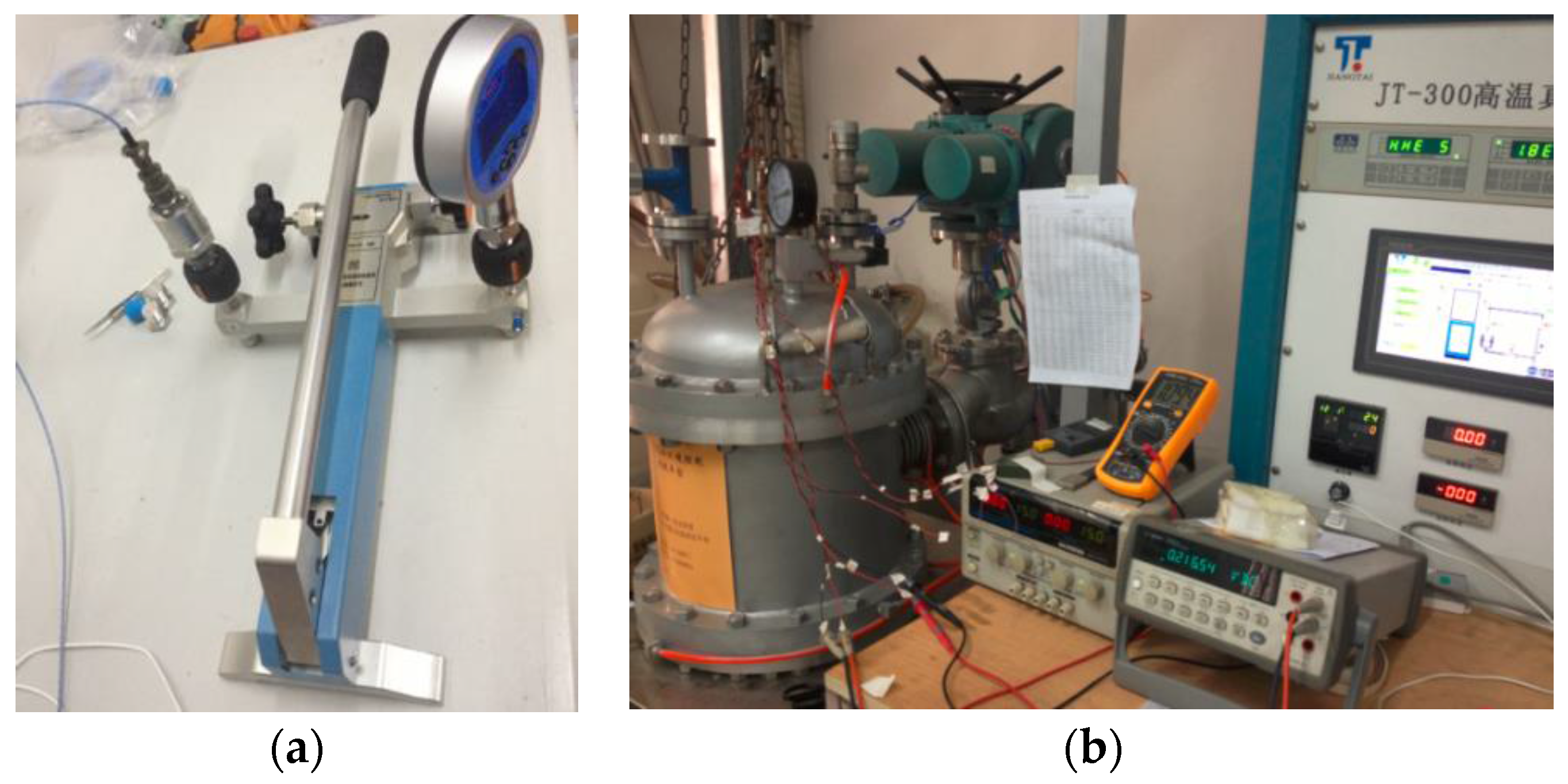
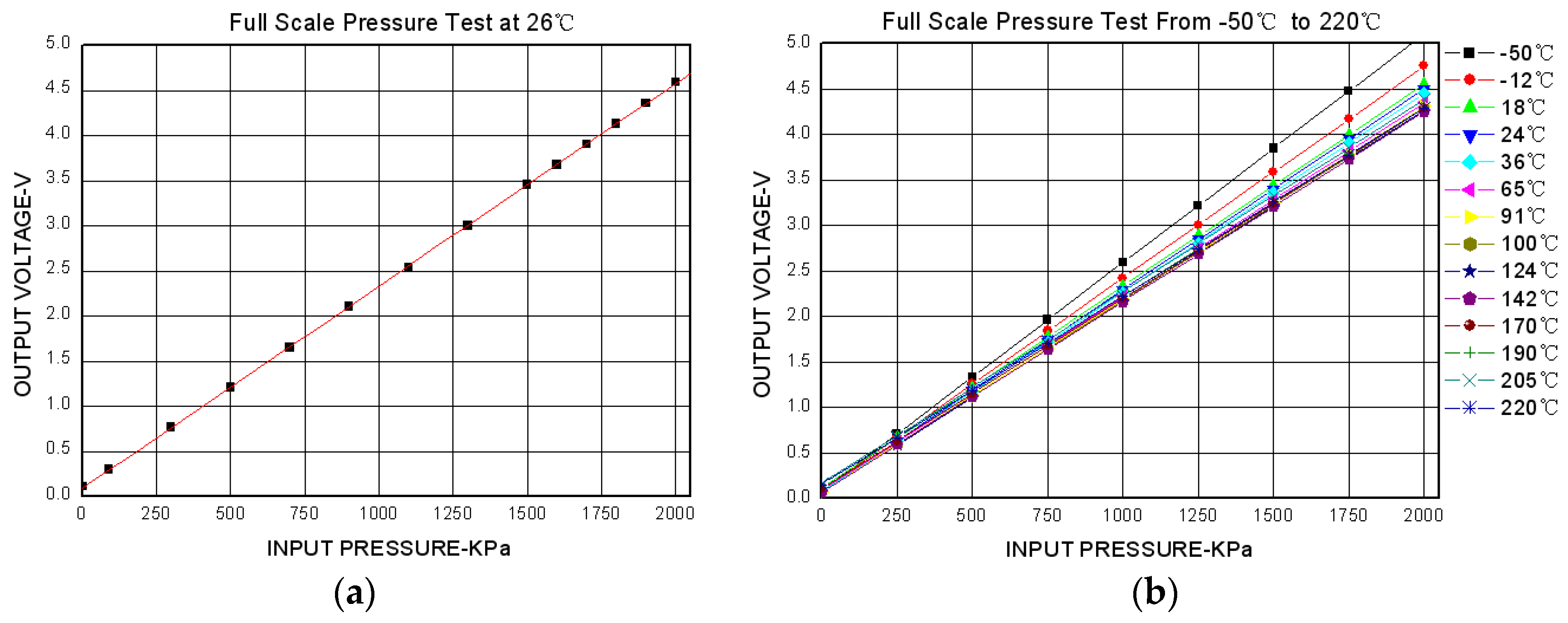
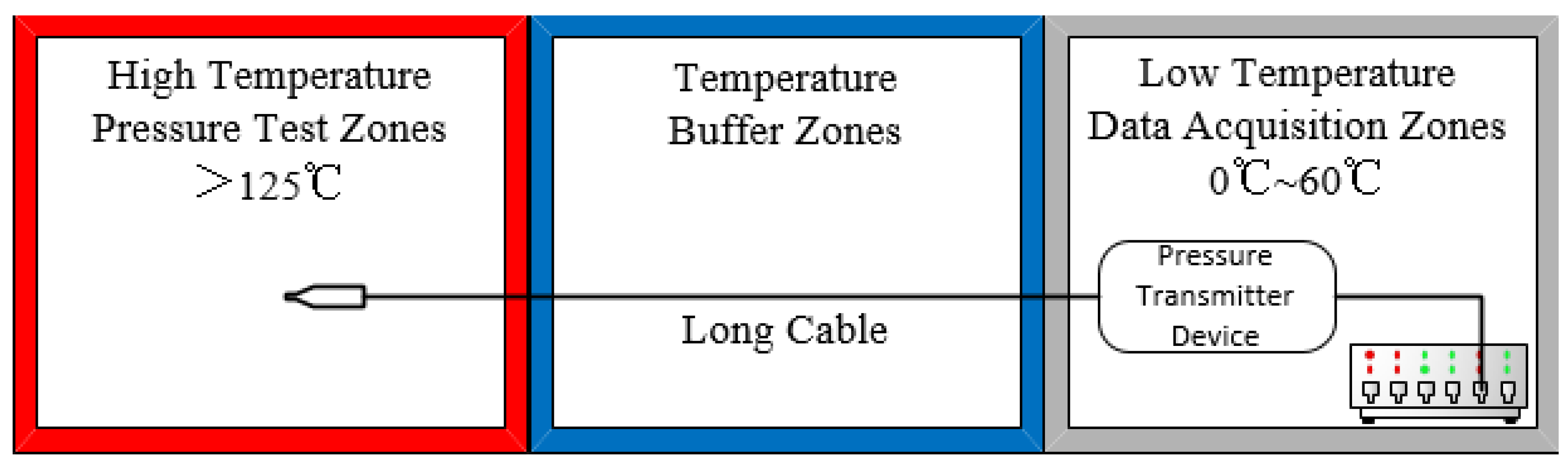
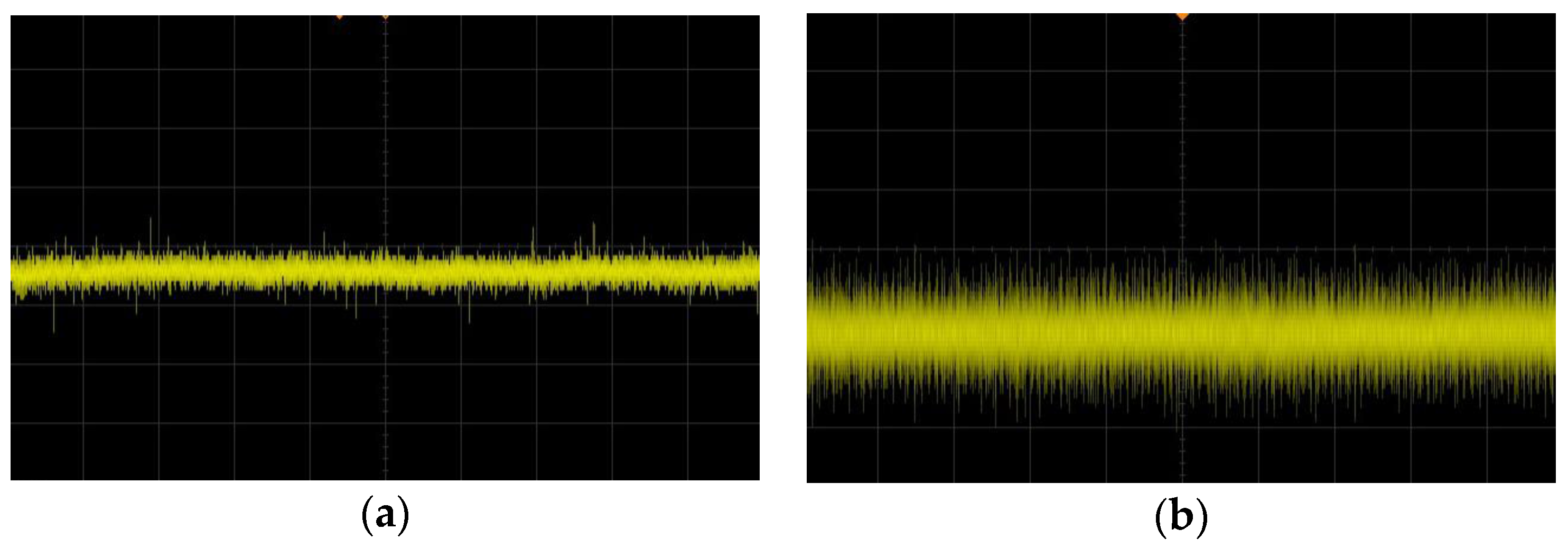
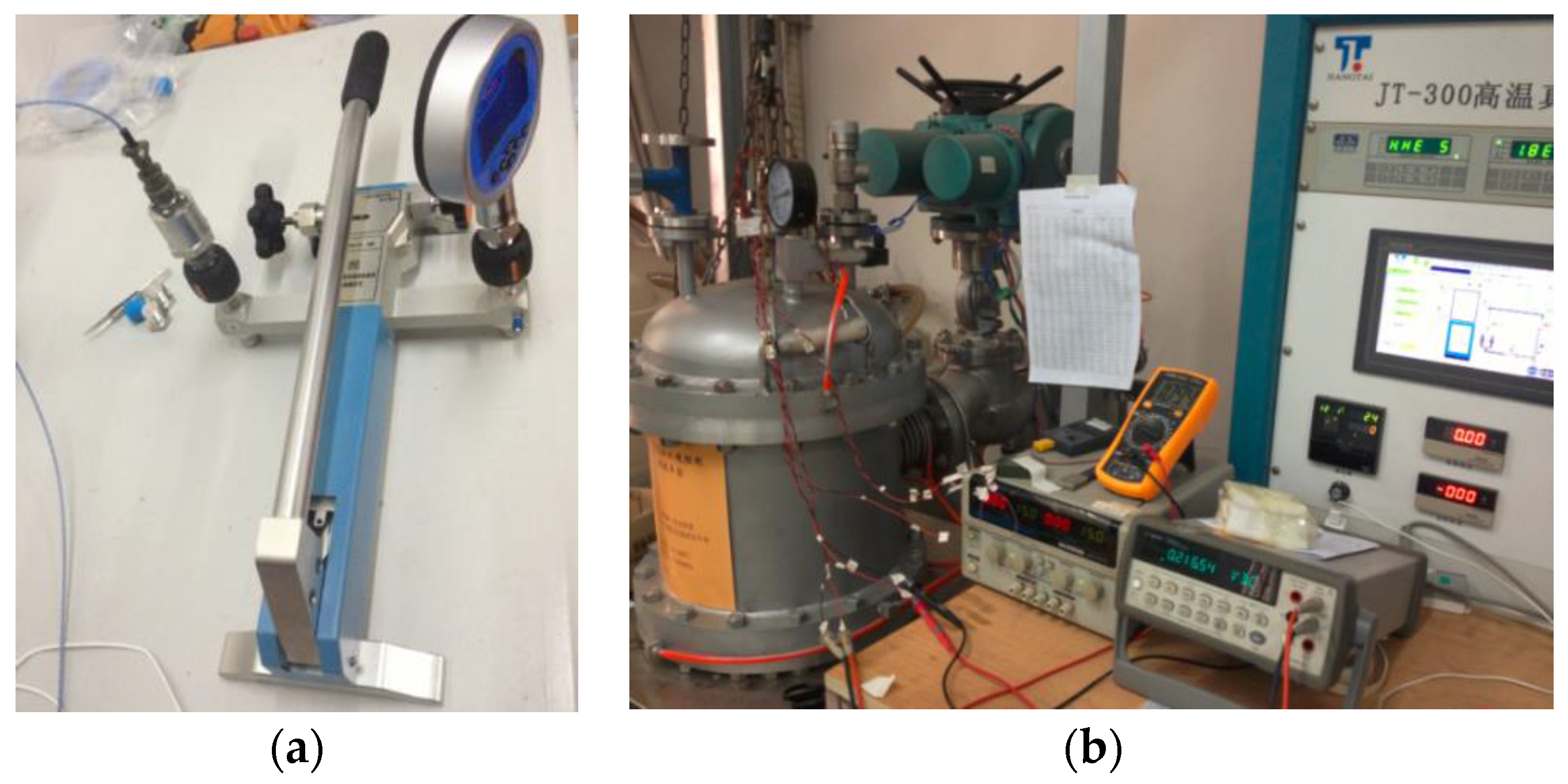
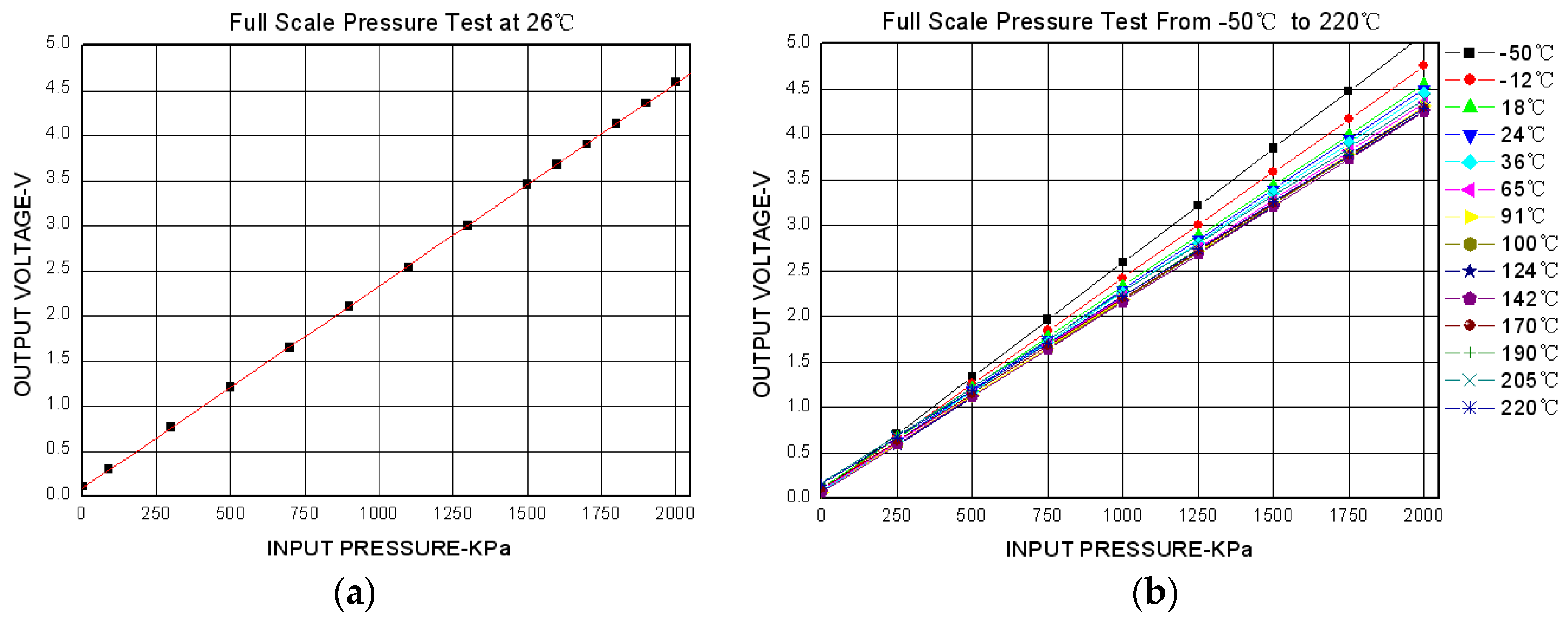
3. Sensor Performance Test
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Zhao, Y.; Fang, X.; Jiang, Z.; Zhao, L. An ultra-high pressure sensor based on SOI piezoresistive material. J. Mech. Sci. Technol. 2010, 24, 1655–1660. [Google Scholar] [CrossRef]
- Ngo, H.D.; Mukhopadhyay, B.; Ehrmann, O.; Lang, K.D. Advanced Liquid-Free, Piezoresistive, SOI-Based Pressure Sensors for Measurements in Harsh Environments. Sensors 2015, 15, 20305–20315. [Google Scholar] [CrossRef] [PubMed]
- Zhao, Y.L.; Zhao, L.B.; Jiang, Z.D. High temperature and frequency pressure sensor based on silicon-on-insulator layers. Meas. Sci. Technol. 2006, 17, 519–523. [Google Scholar] [CrossRef]
- Guo, S.; Eriksen, H.; Childress, K.; Fink, A.; Hoffman, M. High temperature smart-cut SOI pressure sensor. Sens. Actuators A Phys. 2009, 154, 255–260. [Google Scholar] [CrossRef]
- Li, X.; Liu, Q.; Pang, S.; Xu, K.; Tang, H.; Sun, C. High-temperature piezoresistive pressure sensor based on implantation of oxygen into silicon wafer. Sens. Actuators A Phys. 2012, 179, 277–282. [Google Scholar] [CrossRef]
- Wang, S.C.; Su, P.; Chen, K.M.; Chen, B.Y.; Huang, G.W. Investigation of Temperature-Dependent High-Frequency Noise Characteristics for Deep-Submicrometer Bulk and SOI MOSFETs. IEEE Trans. Electron. Devices 2012, 59, 551–556. [Google Scholar] [CrossRef]
- Bae, B.; Flachsbart, B.R.; Park, K.; Shannon, M.A. Design optimization of a piezoresistive pressure sensor considering the output signal-to-noise ratio. J. Micromech. Microeng. 2004, 14, 1597–1607. [Google Scholar] [CrossRef]
- Zhao, L.B.; Zhao, Y.L. High temperature pressure sensor for harsh environment. Guangxue Jingmi Gongcheng/Opt. Precis. Eng. 2009, 17, 1460–1466. [Google Scholar]
- Bao, M.H. Micro Mechanical Transducers-Pressure Sensors, Accelerometers and Gyroscopes; Dutch Amsterdam Publisher: Amsterdam, The Netherlands, 2000; pp. 257–262. [Google Scholar]
- Responsables, S. Theory of Plates and Shells; McGraw-Hill: New York, NY, USA, 1959. [Google Scholar]
- San, H.; Zhang, H.; Zhang, Q.; Yu, X.; Chen, X. Silicon-glass-based single piezoresistive pressure sensors for harsh environment applications. J. Micromech. Microeng. 2013, 23, 182–187. [Google Scholar] [CrossRef]
- Aryafar, M.; Hamedi, M.; Ganjeh, M.M. A novel temperature compensated piezoresistive pressure sensor. Measurement 2015, 63, 25–29. [Google Scholar] [CrossRef]
- Zhou, G.; Zhao, Y.; Guo, F.; Xu, W. A smart high accuracy silicon piezoresistive pressure sensor temperature compensation system. Sensors 2014, 14, 12174–12190. [Google Scholar] [CrossRef] [PubMed]
- Pramanik, C.; Islam, T.; Saha, H. Temperature compensation of piezoresistive micro-machined porous silicon pressure sensor by ANN. Microelectron. Reliab. 2006, 46, 343–351. [Google Scholar] [CrossRef]
- Feng, W. The Analyses of MEMS Pressure Sensor Temperature Drift and the Design of Compensated Circuit. J. Proj. Rockets Missiles Guid. 2006, 26, 862–865. [Google Scholar]
- Wang, Q.; Ding, J.; Wang, W. Fabrication and temperature coefficient compensation technology of low cost high temperature pressure sensor. Sens. Actuators A Phys. 2005, 120, 468–473. [Google Scholar] [CrossRef]
- Akita, I.; Ishida, M. A current noise reduction technique in chopper instrumentation amplifier for high-impedance sensors. IEICE Electron. Express 2015, 12. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Conditions | R1 (kΩ) | R2 (kΩ) | R3 (kΩ) | R4 (kΩ) |
|---|---|---|---|---|
| (20 °C, 200 kPa) | 4.53 | 4.433 | 4.795 | 4.695 |
| (20 °C, 600 kPa) | 4.529 | 4.474 | 4.793 | 4.743 |
| (220 °C, 200 kPa) | 6.777 | 6.628 | 7.1698 | 6.975 |
| (220 °C, 600 kPa) | 6.75 | 6.654 | 7.159 | 7.016 |
| Parameters | The Proposed Sensor | XTE-190 |
|---|---|---|
| Operational mode | Absolute | Absolute |
| Pressure range | 2 MPa | 1.7 MPa |
| Compensated temperature range | +20 °C ~ +220 °C | +25 °C~+232 °C |
| Sensitivity (10-V power supply) | 210 mV/100 kPa | 8 mV/100 kPa |
| Combined non-linearity, hysteresis and repeatability | ± 0.5%FSO | ± 0.5%FSO |
| Total accuracy in compensation temperature range | ±2%FS | ±1.5%FS |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yao, Z.; Liang, T.; Jia, P.; Hong, Y.; Qi, L.; Lei, C.; Zhang, B.; Xiong, J. A High-Temperature Piezoresistive Pressure Sensor with an Integrated Signal-Conditioning Circuit. Sensors 2016, 16, 913. https://doi.org/10.3390/s16060913
Yao Z, Liang T, Jia P, Hong Y, Qi L, Lei C, Zhang B, Xiong J. A High-Temperature Piezoresistive Pressure Sensor with an Integrated Signal-Conditioning Circuit. Sensors. 2016; 16(6):913. https://doi.org/10.3390/s16060913
Chicago/Turabian StyleYao, Zong, Ting Liang, Pinggang Jia, Yingping Hong, Lei Qi, Cheng Lei, Bin Zhang, and Jijun Xiong. 2016. "A High-Temperature Piezoresistive Pressure Sensor with an Integrated Signal-Conditioning Circuit" Sensors 16, no. 6: 913. https://doi.org/10.3390/s16060913
APA StyleYao, Z., Liang, T., Jia, P., Hong, Y., Qi, L., Lei, C., Zhang, B., & Xiong, J. (2016). A High-Temperature Piezoresistive Pressure Sensor with an Integrated Signal-Conditioning Circuit. Sensors, 16(6), 913. https://doi.org/10.3390/s16060913