
Effect of Residual Cuts on Deactivation of Hierarchical Y Zeolite-Based Catalysts during Co-Processing of Vacuum Gas Oil (VGO) with Atmospheric Residue (ATR)


Abstract
1. Introduction
2. Results and Discussion
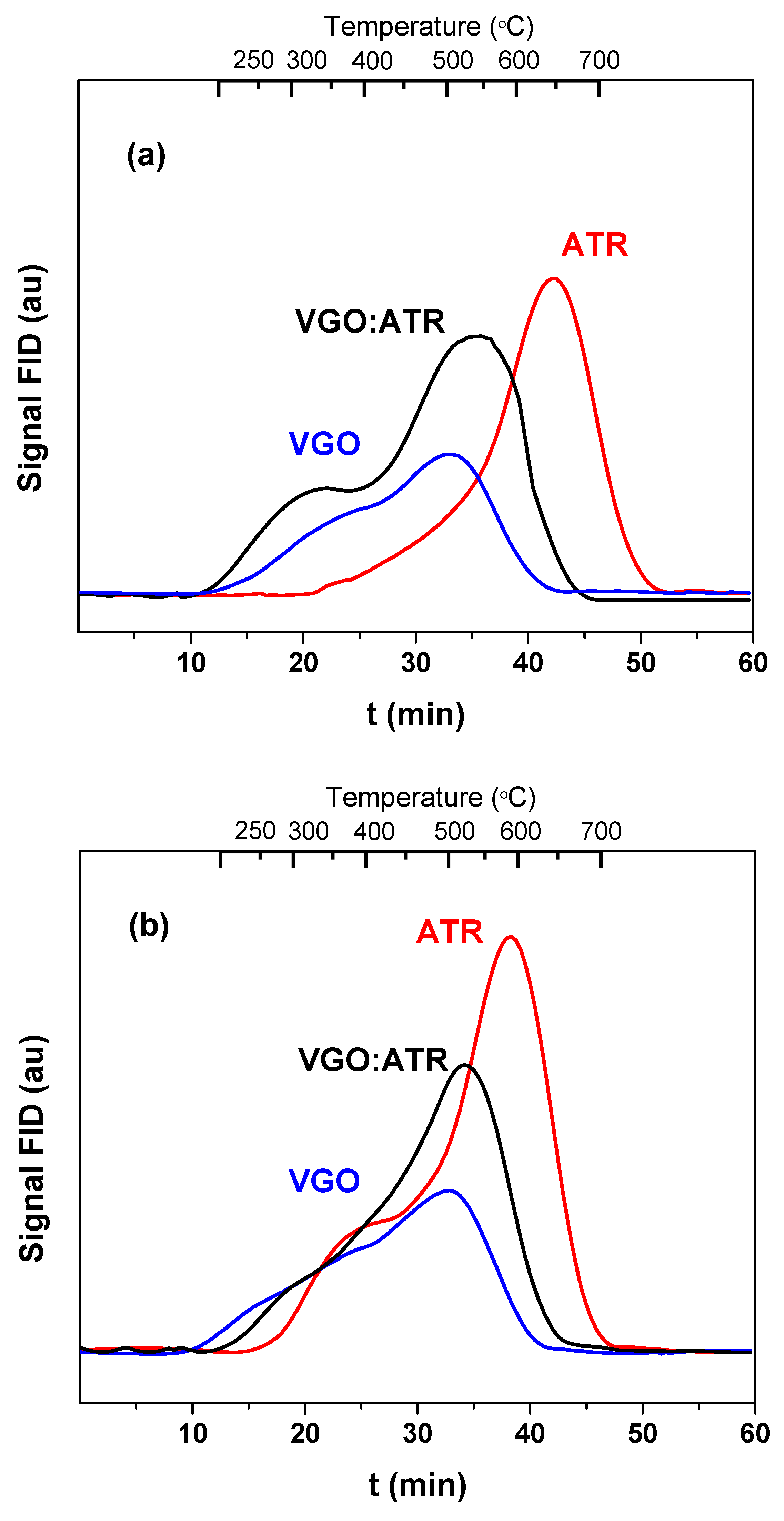
2.1. Feedstocks
2.2. Catalyst Properties
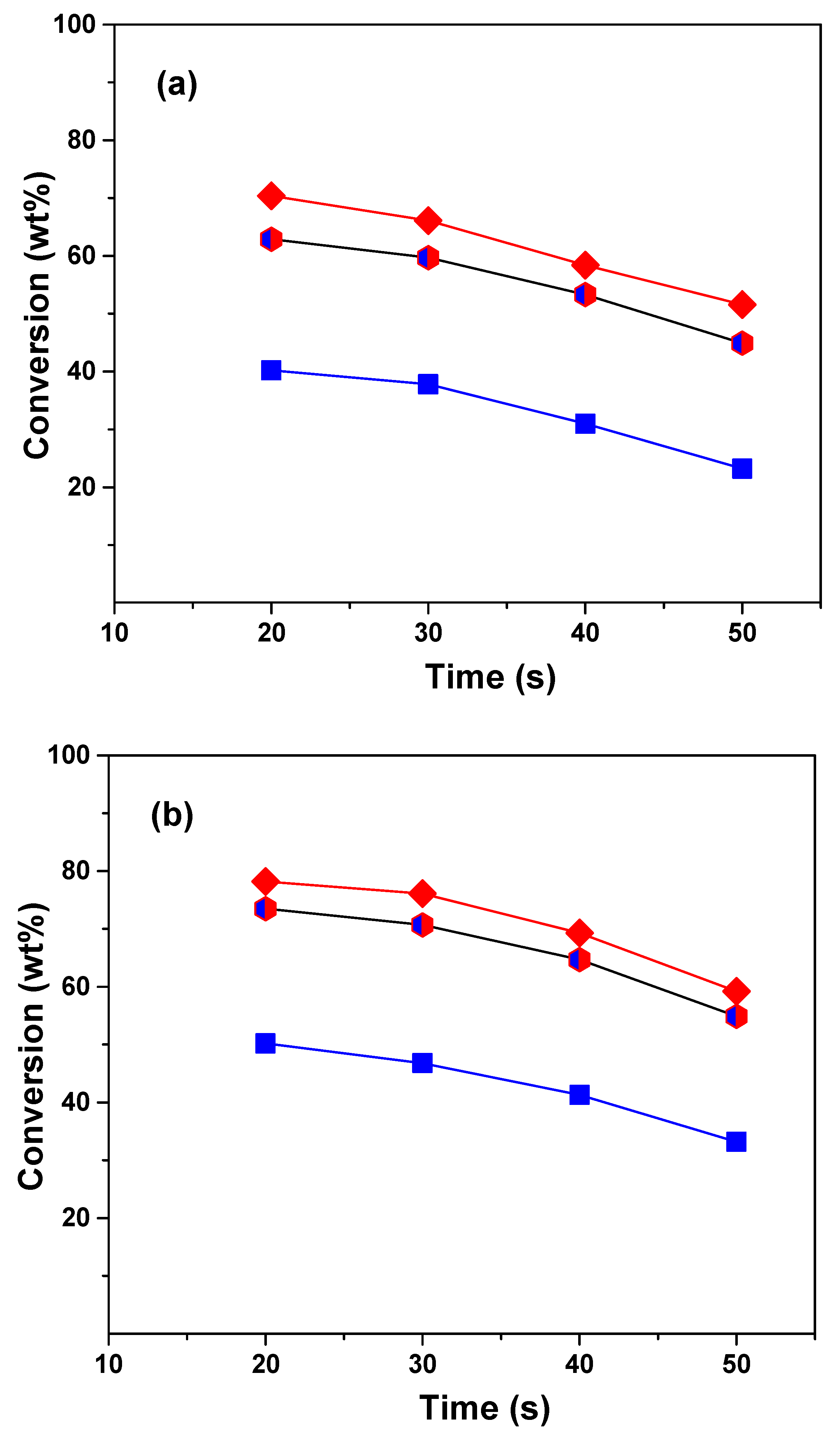
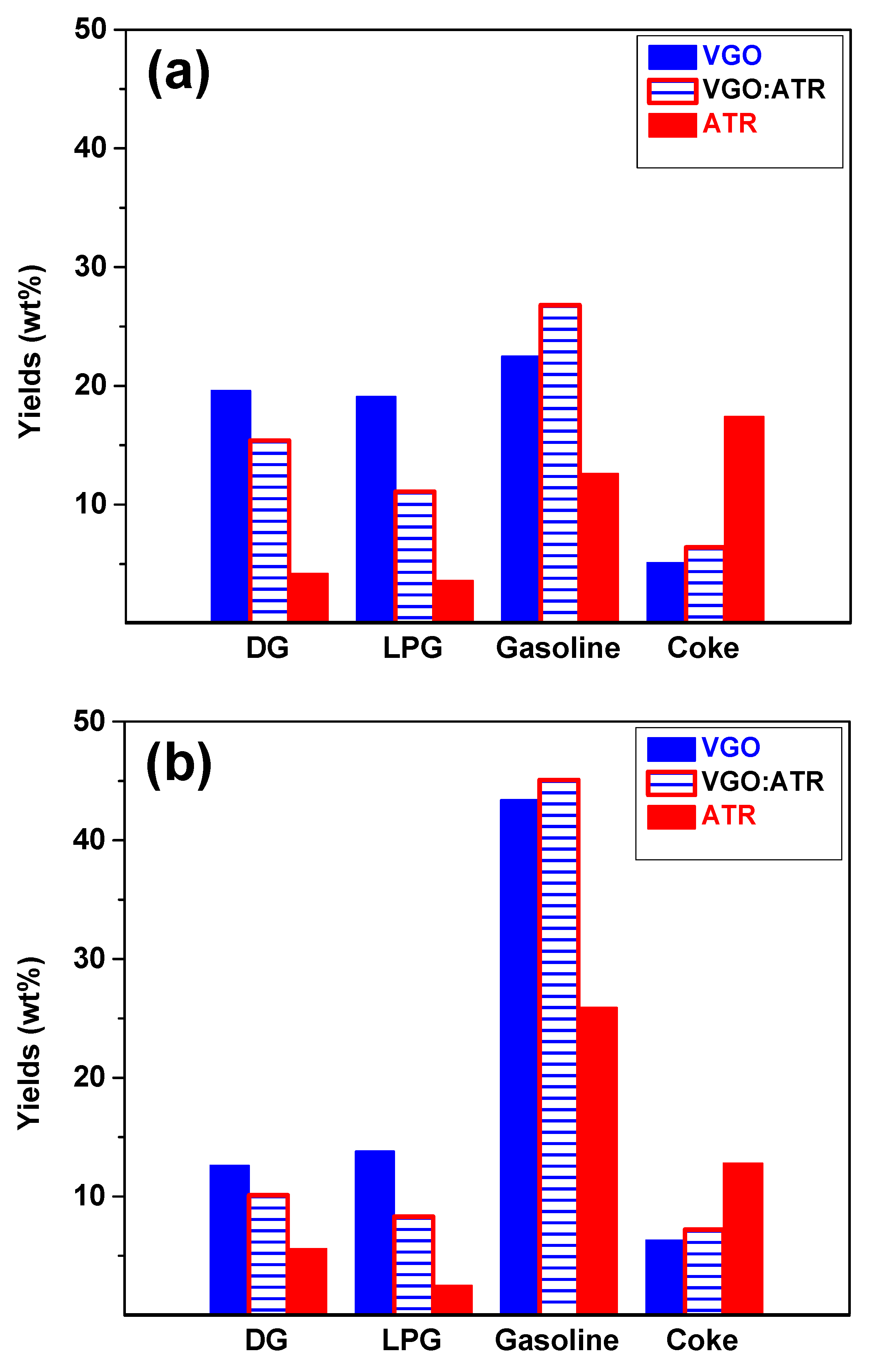
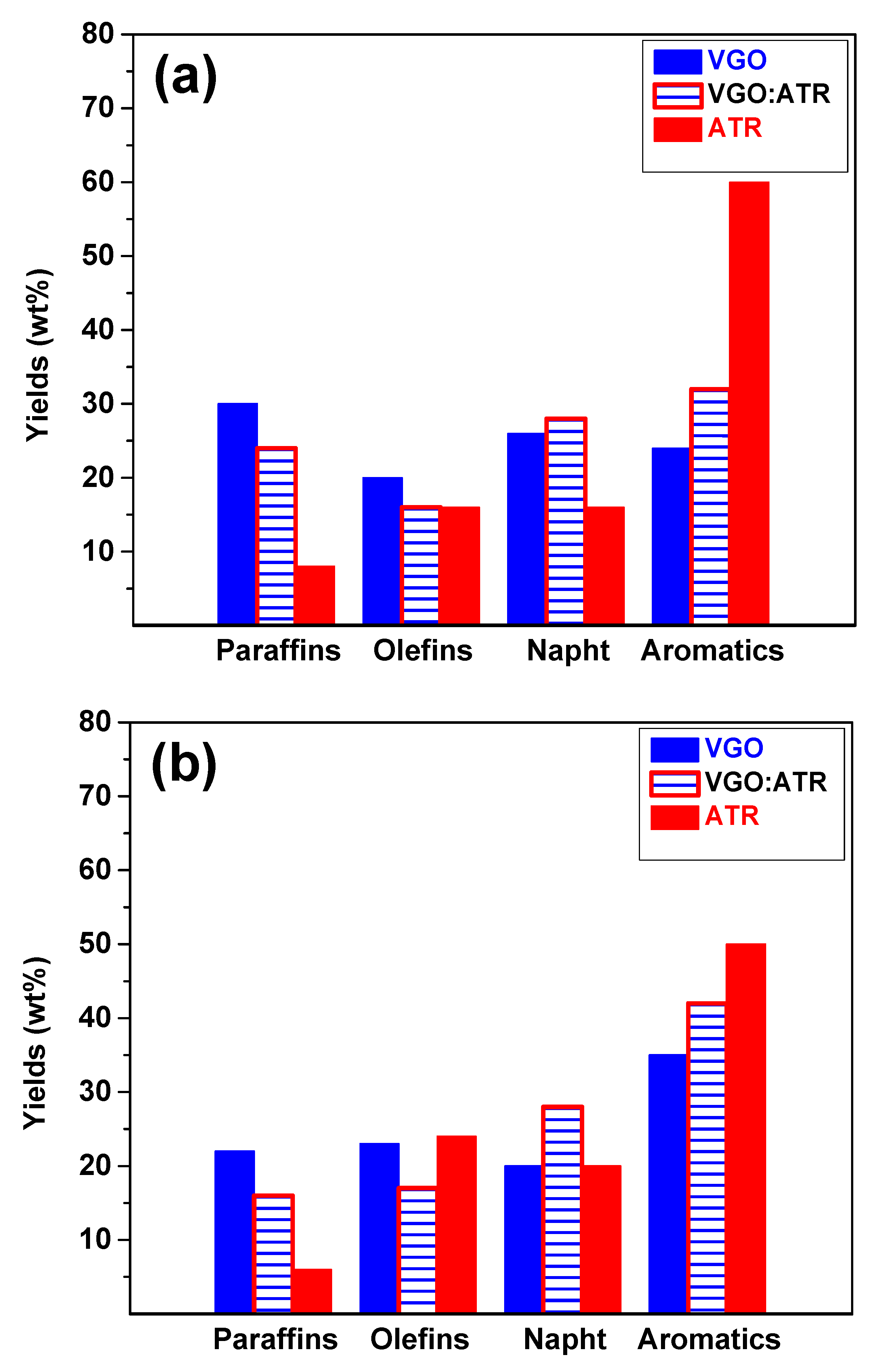
2.3. Catalytic Performance
Conversion and Product Distribution
2.4. Characterization of Coked Catalysts
2.5. Characterization of Spent Catalysts
3. Materials and Methods
3.1. Feedstock Characterization
3.2. Catalyst Characterization
3.3. Catalyst Evaluation Tests
3.4. Coke Characterization
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhao, H.; Bian, J.; Wang, B.; Zhao, J.; Ju, F.; Ling, H. Study on Greenhouse Gas Emission Characteristics of Fluidized Catalytic Cracking Flue Gas. Ind. Eng. Chem. Res 2023, 62, 17228–17235. [Google Scholar] [CrossRef]
- Güleç, F.; Okolie, J.; Erdogan, A. Techno-economic feasibility of fluid catalytic cracking unit integrated chemical looping combustion—A novel approach for CO2 capture. Energy 2023, 284, 128663. [Google Scholar] [CrossRef]
- Fernández, M.L.; Lacalle, A.; Bilbao, J.; Arandes, J.M.; de la Puente, G.; Sedran, U. Revamping Fluid Catalytic Cracking Unit, and Optimizing Catalyst to Process Heavier Feeds. Appl. Sci. 2023, 13, 2017. [Google Scholar] [CrossRef]
- Koehle, M.; Zhangi, Z.; Goulas, K.; Caratzoulas, S.; Vlachos, D.; Lobo, R. Acylation of methylfuran with Brønsted and Lewis acid zeolites. Appl. Catal. A Gen. 2018, 564, 90–101. [Google Scholar] [CrossRef]
- Moreno-Recio, M.; Santamaría, J.; Maireles, P. Brønsted and Lewis acid ZSM-5 zeolites for the catalytic dehydration of glucose into 5-hydroxymethylfurfural. Fuel Process. Chem. Eng. J. 2016, 303, 22–30. [Google Scholar] [CrossRef]
- Fals, J.; García, J.; Falco, M.; Sedran, U. Coke from SARA fractions in VGO. Impact on Y zeolite acidity and physical properties. Fuel 2018, 225, 26–34. [Google Scholar] [CrossRef]
- Fals, J.; Toloza, C.; Puelo-Polo, E.; Marquez, E.; Méndez, F. A comprehensive study of product distributions and coke deposition during catalytic cracking of vacuum gas oil over hierarchical zeolites. Heliyon 2023, 9, 15408. [Google Scholar] [CrossRef]
- Arandes, J.; Torre, I.; Azkoiti, M.; Bilbao, J. Effect of Atmospheric Residue Incorporation in the Fluidized Catalytic Cracking (FCC) Feed on Product Stream Yields and Composition. Energy Fuels 2008, 22, 2149–2156. [Google Scholar] [CrossRef]
- Corma, A.; Corresa, E.; Mathieu, Y.; Sauvanaud, L.; Al-Bogami, S.; Al-Ghrami, M.S.; Bourane, A. Crude oil to chemicals: Light olefins from crude oil. Catal. Sci. Technol. 2016, 7, 12–46. [Google Scholar] [CrossRef]
- Zimmermann, N.; Haranczyk, M. History and utility of zeolite framework-type discovery from a data-science perspective. Cryst. Growth Des. 2016, 16, 3043–3048. [Google Scholar] [CrossRef]
- Harding, R.; Peters, A.; Nace, J. New developments in FCC catalyst technology. Appl. Catal. A Gen. 2001, 221, 389–396. [Google Scholar] [CrossRef]
- Alkemade, U.; Paloumbis, S. Novel FCC catalyst systems for resid processing. Stud. Surf. Sci. Catal. 1996, 100, 339–354. [Google Scholar] [CrossRef]
- De la Puente, G.; Devard, A.; Sedran, U. Conversion of Residual Feedstocks in FCC. Evaluation of Feedstock Reactivity and Product Distributions in the Laboratory. Energy Fuels 2007, 21, 3090–3094. [Google Scholar] [CrossRef]
- Devard, A.; De la Puente, G.; Passamonti, F.; Sedran, U. Processing of resid–VGO mixtures in FCC: Laboratory approach. Appl. Catal. A Gen. 2009, 353, 223–227. [Google Scholar] [CrossRef]
- Pujro, R.; Falco, M.; Devard, A.; Sedran, U. Reactivity of the saturated, aromatic, and resin fractions of ATR resids under FCC conditions. Fuel 2014, 119, 219–225. [Google Scholar] [CrossRef]
- Letzsch, W.; Ashton, A. The effect of feedstock on yields and product quality. Stud. Surf. Sci. Catal. 1993, 76, 441–498. [Google Scholar] [CrossRef]
- Emberru, R.E.; Patel, R.; Mujtaba, I.M.; Yakubu, J. A Review of Catalyst Modification and Process Factors in the Production of Light Olefins from Direct Crude Oil Catalytic Cracking. Sci. 2024, 6, 11. [Google Scholar] [CrossRef]
- Fals, J.; Ospina-Castro, M.L.; Ramos-Hernández, A.; Pacheco-Londoño, L.; Bocanegra, S. Deactivation and Regeneration Dynamics in Hierarchical Zeolites: Coke Characterization and Impact on Catalytic Cracking of Vacuum Gas Oil. Heliyon 2024, 10, e37813. [Google Scholar] [CrossRef]
- García, J.; Fals, J.; Dietta, L.; Sedran, U. VGO from shale oil. FCC processability and co-processing with conventional VGO. Fuel 2022, 328, 125327. [Google Scholar] [CrossRef]
- Fals, J.; García, J.; Falco, M.; Sedran, U. Performance of Equilibrium FCC Catalysts in the Conversion of the SARA Fractions in VGO. Energy Fuels 2020, 34, 16512–16521. [Google Scholar] [CrossRef]
- Fals, J.; García-Valencia, J.; Puello-Polo, E.; Tuler, F.; Márquez, E. Hierarchical Y Zeolite-Based Catalysts for VGO Cracking: Impact of Carbonaceous Species on Catalyst Acidity and Specific Surface Area. Molecules 2024, 29, 3085. [Google Scholar] [CrossRef] [PubMed]
- Silva, L.; Stellato, J.; Rodrigues, M.; Hare, B.; Kenvin, J.; Bommarius, A.; Martins, L.; Sievers, C. Reduced deactivation of mechanochemically delaminated hierarchical zeolite MCM-22 catalysts during 4-propylphenol cracking. J. Catal. 2022, 411, 187–192. [Google Scholar] [CrossRef]
- Shi, J.; Guan, J.; Guo, D.; Zhang, C.; France, L.; Wang, L.; Li, X. Nitrogen Chemistry and Coke Transformation of FCC Coked Catalyst during the Regeneration Process. Sci. Rep. 2016, 6, 27309. [Google Scholar] [CrossRef] [PubMed]
- Demirbas, A.; Alidrisi, H.; Balubaid, M. API Gravity, Sulfur Content, and Desulfurization of Crude Oil. Pet. Sci. Technol. 2015, 33, 93–101. [Google Scholar] [CrossRef]
- Bozzano, G.; Dente, M.; Carlucci, F. The effect of naphthenic components in the visbreaking modeling. Comput. Chem. Eng. 2005, 29, 1439–1446. [Google Scholar] [CrossRef]
- Stratiev, D.; Nenov, S.; Shishkova, I.; Georgiev, B.; Argirov, G.; Dinkov, R.; Yordanov, D.; Atanassova, V.; Vassilev, P.; Atanassov, K. Commercial Investigation of the Ebullated-Bed Vacuum Residue Hydrocracking in the Conversion Range of 55–93%. ACS Omega 2020, 5, 33290–33304. [Google Scholar] [CrossRef]
- Li, W.; Zheng, J.; Luo, Y.; Da, Z. Effect of hierarchical porosity and phosphorus modification on the catalytic properties of zeolite Y. Appl. Surf. Sci. 2016, 382, 302–308. [Google Scholar] [CrossRef]
- Adanenche, D.; Aliyu, A.; Atta, A.; El-Yakubu, B. Residue fluid catalytic cracking: A review on the mitigation strategies of metal poisoning of RFCC catalyst using metal passivators/traps. Fuel 2023, 343, 127894. [Google Scholar] [CrossRef]
- Gareiro, G.; Costa, A.; Cerqueira, H.; Magnoux, P.; Lopes, J.; Matias, P.; Ribeiro, F. Nitrogen poisoning effect on the catalytic cracking of gasoil. Appl Catal A 2007, 320, 8–15. [Google Scholar] [CrossRef]
- Zakariyaou, S.; Ye, H.; Makaou, A.; Abdoul, M.; Ke, S. Characterization of Equilibrium Catalysts from the Fluid Catalytic Cracking Process of Atmospheric Residue. Catalysts 2023, 13, 1483. [Google Scholar] [CrossRef]
- Gilbert, W.; Morgado, E.; De Abreu, M.; De la Puente, G.; Passamonti, F.; Sedran, U. A novel fluid catalytic cracking approach for producing low aromatic LCO. Fuel Process. Technol. 2011, 92, 2235–2240. [Google Scholar] [CrossRef]
- Cumming, K.; Wojciechowski, B. Hydrogen Transfer, Coke Formation, and Catalyst Decay and Their Role in the Chain Mechanism of Catalytic Cracking. Catal. Rev. Sci. Eng. 1996, 38, 101–157. [Google Scholar] [CrossRef]
- Sadeghbeigi, R. Fluid Catalytic Cracking Handbook, 4th ed.; Butterworth-Heinemann: Oxford, UK, 2020. [Google Scholar]
- Sedran, U. Laboratory Testing of Fcc Catalysts and Hydrogen Transfer Properties Evaluation. Catal. Rev. Sci. Eng. 1994, 36, 405–431. [Google Scholar] [CrossRef]
- Padilla, J.; Guzman, A.; Poveda, J. Synthesis and catalytic behavior of FCC catalysts obtained from kaolin by the in-situ method. Braz. J. Chem. Eng. 2023, 40, 803–816. [Google Scholar] [CrossRef]
- García, J.; Falco, M.; Sedran, U. Intracrystalline mesoporosity over Y zeolites. Processing of VGO and resid-VGO mixtures in FCC. Catal. Today 2017, 296, 247–253. [Google Scholar] [CrossRef]
- Passamonti, F.; De la Puente, G.; Sedran, U. Comparison between MAT flow fixed bed and batch fluidized bed reactors in the evaluation of FCC catalysts. Conversion and yields of the main hydrocarbon groups. Energy Fuels 2009, 23, 1358–1363. [Google Scholar] [CrossRef]
- Haitao, S.; Zhijian, D.; Yuxia, Z.; Huiping, T. Effect of coke deposition on the remaining activity of FCC catalysts during gas oil andresidue cracking. Catal. Commun. 2011, 16, 70–74. [Google Scholar] [CrossRef]
- Yamazaki, H.; Hasegawa, C.; Tanaka, Y.; Takamiya, T.; Mitsui, T.; Mizuno, T. Al ion-exchanged USY in FCC catalyst for high LPG yield. Catal. Commun. 2021, 159, 106354. [Google Scholar] [CrossRef]
- Guisnet, M.; Magnoux, P. Organic chemistry of coke formation. Appl. Catal. A 2001, 212, 83–96. [Google Scholar] [CrossRef]
- Oloruntoba, A.; Zhang, Y.; Samuel, C. State-of-the-Art Review of Fluid Catalytic Cracking (FCC) Catalyst Regeneration Intensification Technologies. Energies 2022, 15, 2061. [Google Scholar] [CrossRef]
- Karakhanov, E.; Maximov, A.; Kardasheva, Y.; Vinnikova, M.; Kulikov, L. Hydrotreating of light cycle oil over supported on porous aromatic framework catalysts. Catalysts 2018, 8, 397. [Google Scholar] [CrossRef]
- Etim, U.J.; Bai, P.; Liu, X.; Subhan, F.; Ullah, R.; Yan, Z. Vanadium and nickel deposition on FCC catalyst: Influence of residual catalyst acidity on catalytic products. Microporous Mesoporous Mater. 2019, 273, 276–285. [Google Scholar] [CrossRef]
- Etim, U.J.; Xu, B.; Bai, P.; Ullah, R.; Subhan, F.; Yan, Z. Role of nickel on vanadium poisoned FCC catalyst: A study of physiochemical properties. J. Energy Chem. 2016, 25, 667–676. [Google Scholar] [CrossRef]
- Etim, U.J.; Xu, B.; Ullah, R.; Yan, Z. Effect of vanadium contamination on the framework and micropore structure of ultra stable Y-zeolite. J. Colloid Interface Sci. 2016, 463, 188–198. [Google Scholar] [CrossRef] [PubMed]
- Tanimu, A.; Tanimu, G.; Alasiri, H.; Aitani, A. Catalytic cracking of crude oil: Mini review of catalyst formulations of enhanced selectivity to light olefins. Energy Fuels 2022, 36, 5152–5166. [Google Scholar] [CrossRef]
- D287-12b; Standard Test Method for API Gravity of Crude Petroleum and Petroleum Products (Hydrometer Method). ASTM International: West Conshohocken, PA, USA, 2019.
- D4530-15; Standard Test Method for Determination of Carbon Residue (Micro Method). ASTM International: West Conshohocken, PA, USA, 2020.
- D2887-23; Standard Test Method for Boiling Range Distribution of Petroleum Fractions by Gas Chromatography. ASTM International: West Conshohocken, PA, USA, 2023.
- D2007-11; Standard Test Method for Characteristic Groups in Rubber Extender and Processing Oils and Other Petroleum-Derived Oils by the Clay-Gel Absorption Chromatographic Method. ASTM International: West Conshohocken, PA, USA, 2016.
- D3906-03; Standard Test Method for Determination of Relative X-ray Diffraction Intensities of Faujasite-Type Zeolite-Containing Materials. ASTM International: West Conshohocken, PA, USA, 2013.
- D3942-19; Standard Test Method for Determination of the Unit Cell Dimension of a Faujasite-Type Zeolite. ASTM International: West Conshohocken, PA, USA, 2019.
- Araújo, D.; Castelblanco, W.; Honorato, D.; de Macedo, V.; Carvalho, K.; Urquieta, E. Tuning the Brønsted and Lewis acid nature in HZSM-5 zeolites by the generation of intracrystalline mesoporosity—Catalytic behavior for the acylation of anisole. Mol. Catal. 2020, 492, 111026. [Google Scholar] [CrossRef]
- Anderson, P.C.; Sharkey, J.M.; Walsh, R.P. Calculation of the Research Octane Number of Motor Gasolines from Gas Chromatographic Data and a New Approach to Motor Gasoline Quality Control. J. Inst. Pet. 1972, 58, 83–94. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Feedstock | VGO | ATR |
|---|---|---|
| °API | 19.7 | 12.5 |
| Aniline point (°C) | 78.5 | 52.1 |
| CCR (wt%) | 0.43 | 5.9 |
| Refractive index | 1.4910 | 1.5523 |
| Distillation curve (°C) | ||
| Initial | 272 | 294 |
| 10 vol.% | 387 | 411 |
| 30 vol.% | 420 | 473 |
| 50 vol.% | 450 | 490 |
| 70 vol.% | 487 | 518 |
| 95 vol.% | 534 | - |
| Final | 582 | - |
| SARA fractions (wt%) | ||
| Saturated | 47.4 | 9.80 |
| Aromatic | 50.0 | 35.1 |
| Resin | 2.10 | 26.8 |
| Asphaltene | 0.50 | 28.3 |
| Nickel (ppm) | 0.48 | 2.71 |
| Vanadium (ppm) | 0.97 | 4.22 |
| Sodium (ppm) | 0.83 | 3.41 |
| Iron (ppm) | 0.24 | 1.90 |
| Sulfur (wt%) | 1.12 | 4.63 |
| Nitrogen (wt%) | 0.28 | 1.40 |
| CatY.0.00 | CatY.0.20 | |
|---|---|---|
| BET specific surface area, SBET (m2/g) | 362 | 355 |
| Mesopore-specific surface area, Smeso (m2/g) | 311 | 332 |
| Total pore volume, VTP (cm3/g) | 0.602 | 0.699 |
| Micropore volume, Vmicro (cm3/g) | 0.051 | 0.003 |
| Mesopore volume, Vmeso (cm3/g) | 0.551 | 0.669 |
| (Å) | 66.7 | 99.7 |
| Zeolite content (wt%) | 34.2 | 34.8 |
| Crystallinity (%) | 13 | 5 |
| Unit cell size (Å) | 24.22 | 24.19 |
| Brønsted acidity (μmol Py/g) | ||
| Weak | 9 | 10 |
| Medium | 4 | 5 |
| Strong | 13 | 20 |
| Lewis acidity (μmol Py/g) | ||
| Weak | 11 | 14 |
| Medium | 5 | 6 |
| Strong | 15 | 23 |
| Signal | CatY.0.00 | CatY.0.20 | ||||
|---|---|---|---|---|---|---|
| VGO | VGO:ATR | ATR | VGO | VGO:ATR | ATR | |
| Aromatic band (1580 cm−1) | 1.9 | 3.4 | 4.8 | 3.4 | 5.0 | 6.6 |
| Olefinic band (1610 cm−1) | 3.3 | 2.1 | 1.6 | 3.3 | 2.9 | 2.2 |
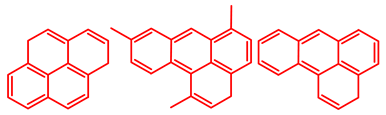
| Structures | Molecular Formula | H/C Ratio |
|---|---|---|
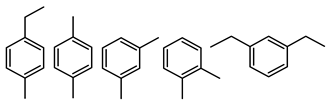 | C9H12; C8H10; C10H14 | 1.20–1.40 |
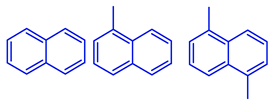 | C10H8; C11H10; C12H12 | 0.80–1.00 |
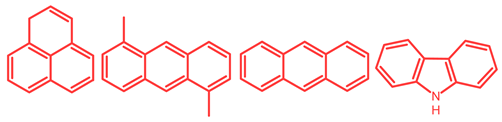 | C13H10; C16H14; C14H10; C12H9N | 0.80–0.90 |
 | C16H12; C20H18; C17H12 | 0.70–0.90 |
 | C19H12; C21H14; C19H14 | 0.60–0.70 |
 | C22H14; C22H12 | 0.50–0.60 |
 | C24H12 | 0.50 |
 | C33H16 | 0.48 |
 | C45H22 | 0.49 |
| Insoluble Coke | ||||||||
|---|---|---|---|---|---|---|---|---|
| Feedstock | C (wt%) | H (wt%) | N (wt%) | H/C | ||||
| CatY.0.00 | CatY.0.20 | CatY.0.00 | CatY.0.20 | CatY.0.00 | CatY.0.20 | CatY.0.00 | CatY.0.20 | |
| VGO | 12.1 | 12.3 | 0.58 | 0.61 | 0.61 | 0.90 | 0.57 | 0.59 |
| VGO:ATR | 12.3 | 11.8 | 0.60 | 0.52 | 0.82 | 1.10 | 0.58 | 0.53 |
| ATR | 13.4 | 12.9 | 0.41 | 0.48 | 2.50 | 2.85 | 0.36 | 0.44 |
| CatY.0.00 | CatY.0.20 | |||||
|---|---|---|---|---|---|---|
| Fresh | VGO | ATR | Fresh | VGO | ATR | |
| BET specific surface area, SBET (m2/g) | 362 | 215 | 129 | 355 | 269 | 202 |
| (Å) | 66.7 | 48 | 33 | 99.7 | 60 | 47 |
| Brønsted acidity (μmol Py/g) | ||||||
| Weak | 9 | 2 | 1 | 10 | 5 | 4 |
| Medium | 4 | 2 | 3 | 5 | 3 | 4 |
| Strong | 13 | 8 | 2 | 20 | 10 | 6 |
| Lewis acidity (μmol Py/g) | ||||||
| Weak | 11 | 8 | 6 | 14 | 10 | 7 |
| Medium | 5 | 4 | 3 | 6 | 4 | 3 |
| Strong | 15 | 14 | 12 | 23 | 18 | 14 |
| Metals (wt%) | ||||||
| Nickel | - | 0.16 | 0.30 | - | 0.14 | 0.28 |
| Vanadium | - | 0.22 | 0.38 | - | 0.20 | 0.39 |
| Sodium | - | 0.18 | 0.34 | - | 0.19 | 0.36 |
| Iron | - | 0.12 | 0.19 | - | 0.11 | 0.16 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fals, J.; Puello-Polo, E.; Márquez, E. Effect of Residual Cuts on Deactivation of Hierarchical Y Zeolite-Based Catalysts during Co-Processing of Vacuum Gas Oil (VGO) with Atmospheric Residue (ATR). Molecules 2024, 29, 4753. https://doi.org/10.3390/molecules29194753
Fals J, Puello-Polo E, Márquez E. Effect of Residual Cuts on Deactivation of Hierarchical Y Zeolite-Based Catalysts during Co-Processing of Vacuum Gas Oil (VGO) with Atmospheric Residue (ATR). Molecules. 2024; 29(19):4753. https://doi.org/10.3390/molecules29194753
Chicago/Turabian StyleFals, Jayson, Esneyder Puello-Polo, and Edgar Márquez. 2024. "Effect of Residual Cuts on Deactivation of Hierarchical Y Zeolite-Based Catalysts during Co-Processing of Vacuum Gas Oil (VGO) with Atmospheric Residue (ATR)" Molecules 29, no. 19: 4753. https://doi.org/10.3390/molecules29194753
APA StyleFals, J., Puello-Polo, E., & Márquez, E. (2024). Effect of Residual Cuts on Deactivation of Hierarchical Y Zeolite-Based Catalysts during Co-Processing of Vacuum Gas Oil (VGO) with Atmospheric Residue (ATR). Molecules, 29(19), 4753. https://doi.org/10.3390/molecules29194753