The Impact of Water Washing Pretreatment on Fuel Properties
After water washing pretreatment, the FB was burned and ashed in a muffle furnace at 600 °C. The ash analysis results are shown in
Table 1. An analysis of the ash composition of the raw FB revealed that CaO has the highest proportion (61.23%) due to the presence of quicklime, which has a certain antibacterial effect. Fe
2O
3 is the next highest (6.37%). The acidic oxides SiO
2 and Al
2O
3 are present in lower amounts, at 3.66% and 1.14%, respectively. Based on experimental observations that acidic oxides increase the melting temperature and basic oxides decrease it [
17,
18,
19], it is inferred that the melting temperature of this fuel is relatively high. The degree of sintering is defined using a combination of the acid-to-base ratio (B/A), deposit viscosity (Sr), and fouling factor (Fu) indices. Specific standards are provided in
Table 2. The specific calculation methods for these evaluation parameters are detailed in Equations (1)–(4). In Equations (1)–(3), the basic oxides Fe
2O
3, CaO, MgO, Na
2O, and K
2O, as well as the acidic oxides SiO
2, Al
2O
3, P
2O
5, Fe
2O
3, and MgO, represent the mass percentages (%) of the corresponding components in the ash samples. In Equation (4), m
f denotes the mass (g) of the slag sample that passes through the sieve, while m
0 represents the total mass (g) of the slag sample. According to the standards in
Table 2 and based on XRF testing and formula evaluations, the B/A ratio (12.33) and Sr value (0.049) of the raw FB are both in the high-sintering-tendency range, while the Fu value (17.389) is in the moderate-tendency range. This indicates that the molded fuel made from FB has a high sintering tendency and poses a usage risk.
Comparing the original sample, it was found that after water washing, the K
2O content decreased from 1.22% in the original sample to 0.76% at 20 °C for 5 min, further decreased to 0.63% at 50 °C for 5 min, and dropped to 0.56% at 80 °C for 5 min. The removal rate of alkali metals in the FB increases with temperature. However, the duration of washing has a minimal effect on removal efficiency. For instance, at 20 °C, the K
2O content remained at 0.76% for 5, 10, and 20 min. At 50 °C, the K
2O content was 0.63%, 0.69%, and 0.68% for different durations, and at 80 °C, it was 0.56%, 0.54%, and 0.58%, respectively. The water washing pretreatment shows similar removal effects for SO
3 and MgO as it does for K
2O, but the contents of SiO
2 and Al
2O
3 increase. Additionally, P
2O
5 content increases compared to the original sample. However, the Cl content decreases as the temperature rises.
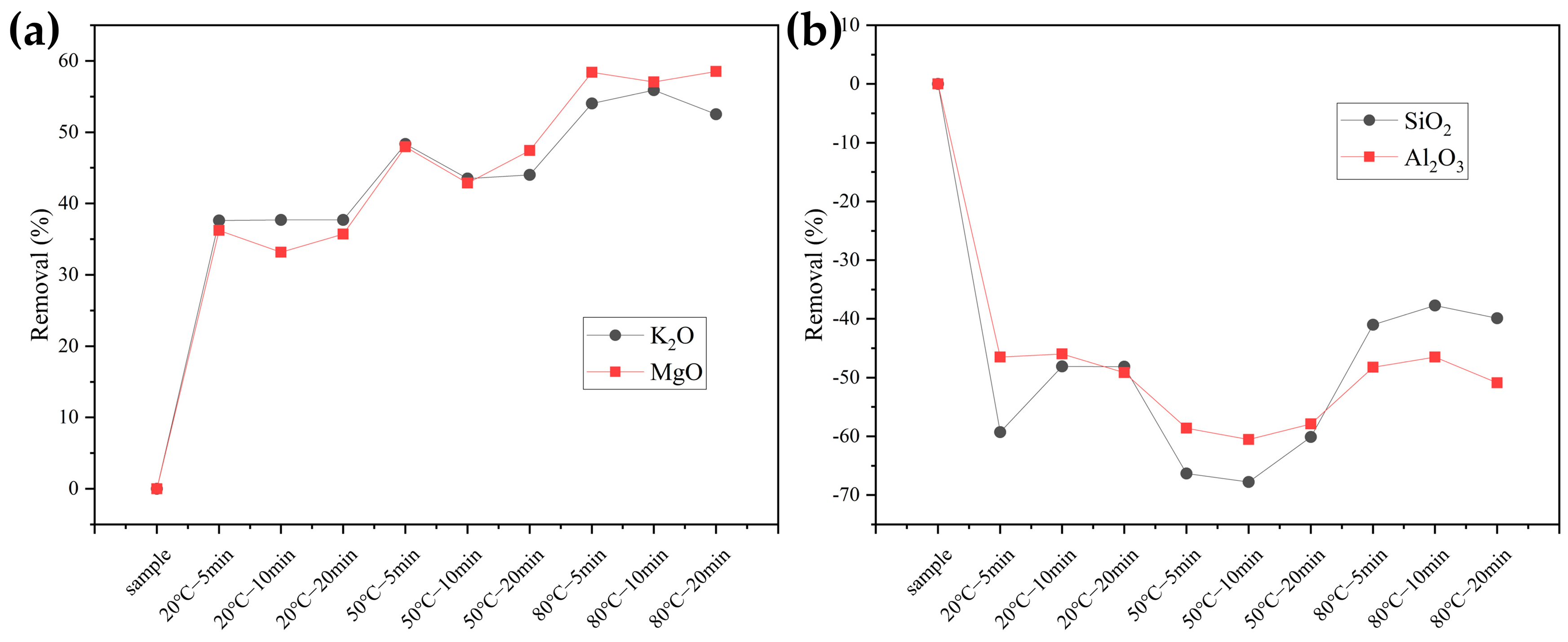
As shown in
Figure 1a, it illustrates the removal rates of K
2O and MgO. It can be observed that the removal of both elements is significant during the pretreatment process, with similar removal rates. At 20 °C, the removal rates for K are 37.62%, 37.78%, and 37.80%, while for Mg they are 36.22%, 33.16%, and 35.71% at the same temperature. At 50 °C, the removal rates for K are 48.36%, 43.52%, and 44.02%, whereas for Mg they are 47.96%, 42.86%, and 47.45%. At 80 °C, the removal rate of Mg is slightly higher than that of K, with K removal rates of 54.02%, 55.91%, and 52.54% and Mg removal rates of 58.42%, 57.04%, and 58.52%. Overall, increasing the pretreatment temperature enhances the removal of both K and Mg.
Figure 1b shows the removal rates of SiO
2 and Al
2O
3. Since the mass density of both elements increases after water washing pretreatment, the
y-axis is negative (a negative
y-axis removal rate indicates an increase in the element). The growth rates for Si at 20 °C are 59.29%, 48.09%, and 48.11%, while the corresponding growth rates for Al at the same temperature are 46.49%, 45.96%, and 49.12%. At 50 °C, the growth rates for Si are 66.34%, 67.76%, and 60.11%, and for Al, they are 58.61%, 60.53%, and 57.89%. At 80 °C, the growth rates for Si are 40.98%, 37.71%, and 39.89%, while for Al they are 48.25%, 46.49%, and 50.88%. The growth rates of Si and Al increase from 20 °C to 50 °C with rising temperature but decrease at 80 °C, falling even below the growth rates at 20 °C. Additionally, the changes in Al are relatively stable and less affected by washing, whereas Si shows significant variation and is more influenced by washing.
In summary, pretreatment time has minimal impact on the removal/increase rates of elements, whereas changes in pretreatment temperature significantly affect these rates.
Based on the parameters for evaluating coal combustion performance (B/A, Sr, Fu), the relevant data for the samples pretreated with water are substituted into Equations (1)–(3), and the results are shown in
Table 3. It can be observed that the B/A ratio decreases from 12.33 in the raw sample to 7.80 (under the 20 °C—5 min condition). It then slightly increases to 8.41 (20 °C—10 min) and is 8.34 at 20 °C—20 min. Under the 50 °C—10 min condition, the B/A ratio reaches its lowest value of 7.43, subsequently increasing to 7.87 (50 °C—20 min) and then rising and stabilizing at around 8.5 under the later pretreatment conditions.
The Sr value is relatively low, increasing from 0.050 in the raw sample to 0.08 (20 °C—5 min). It then slightly decreases to 0.07 at 20 °C—20 min. The Sr value reaches 0.08 at 50 °C—10 min, and for the three samples pretreated at 80 °C, the Sr value remains relatively stable at 0.07.
Changes in the Fu values of the fuels after water washing pretreatment are as follows: The Fu value decreases from 17.39 in the raw sample to 7.18 (20 °C—5 min). It then increases slightly to 7.82 and 7.75 at 20 °C—10 min and 20 °C—20 min, respectively, before decreasing again. At 50 °C, the Fu values are 6.70, 6.61, and 7.26 for the 5 min, 10 min, and 20 min conditions, respectively. At 80 °C, the Fu values further decrease to 6.23, 5.94, and 5.98 for the 5 min, 10 min, and 20 min conditions, respectively, with the minimum value of 5.94 achieved at 80 °C—10 min.
In summary, after water washing pretreatment, the fuel removes a certain proportion of alkali metals and other elements prone to forming low-melting-point compounds. This results in a decrease in the B/A and Fu values and an increase in the Sr value, all of which indicate a reduction in the risks associated with these three sintering parameters. Based on the predicted results from the elemental proportions, water washing pretreatment has a positive effect.
The Impact of Water Washing Pretreatment on Fuel Sintering Degree
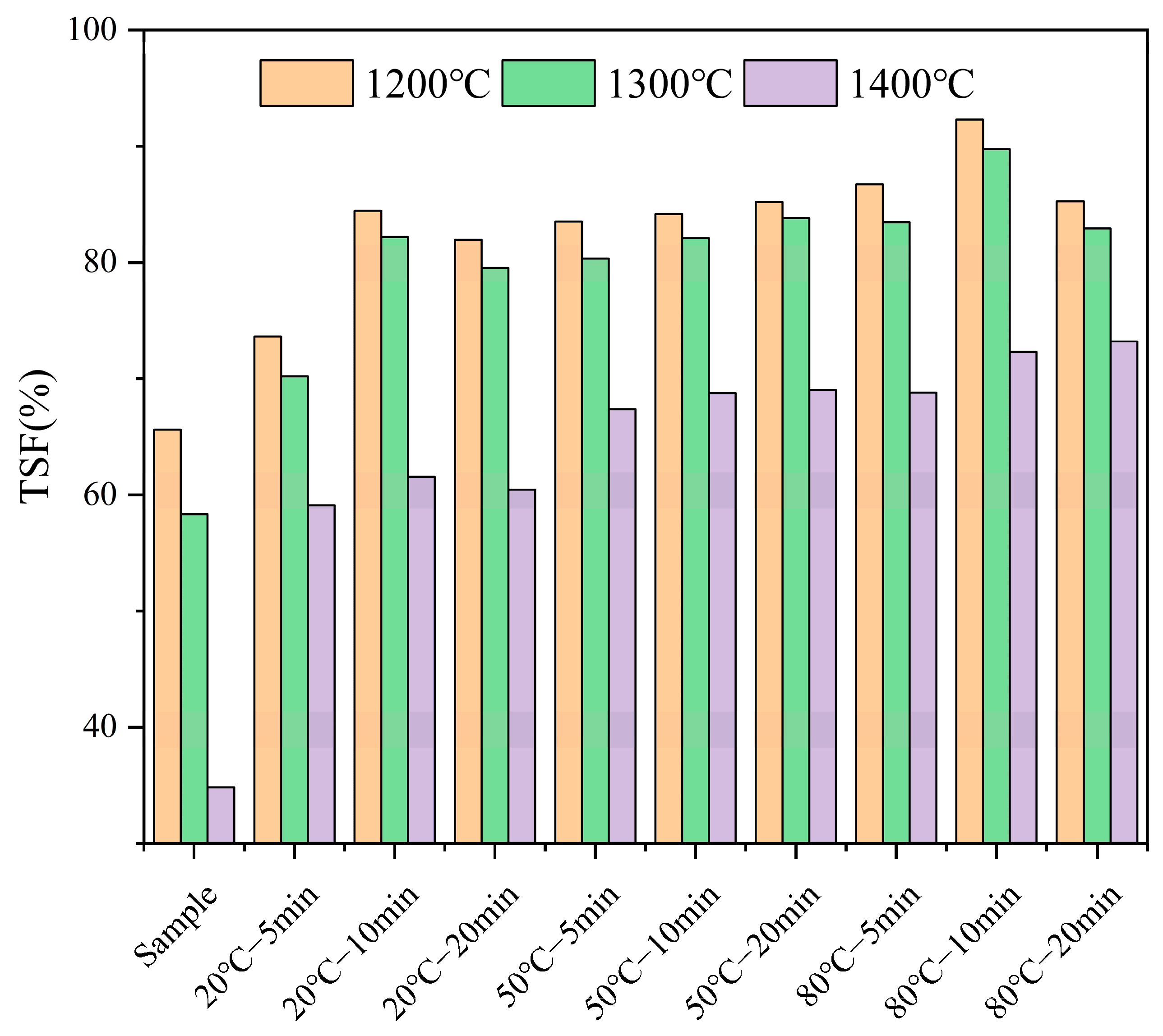
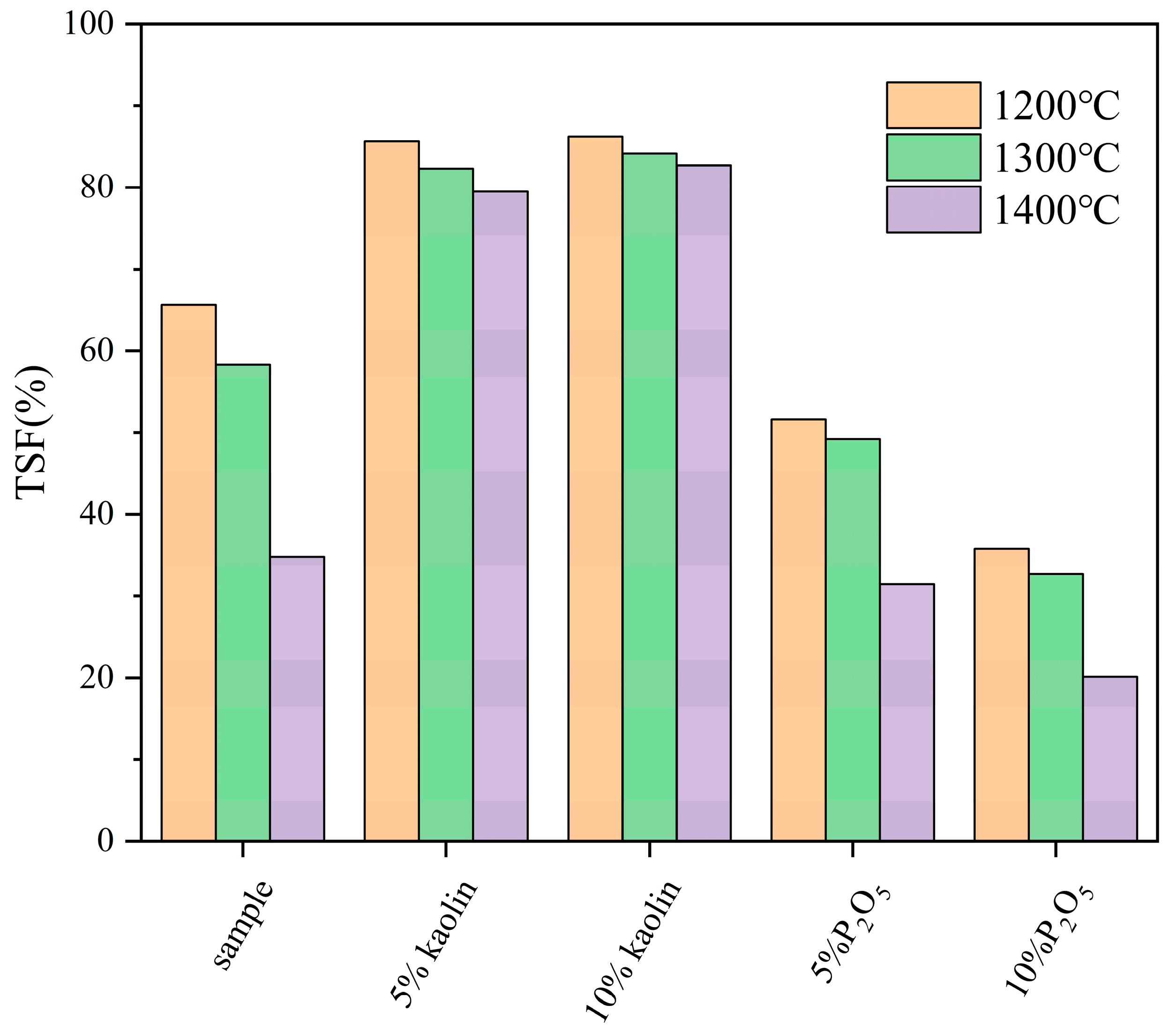
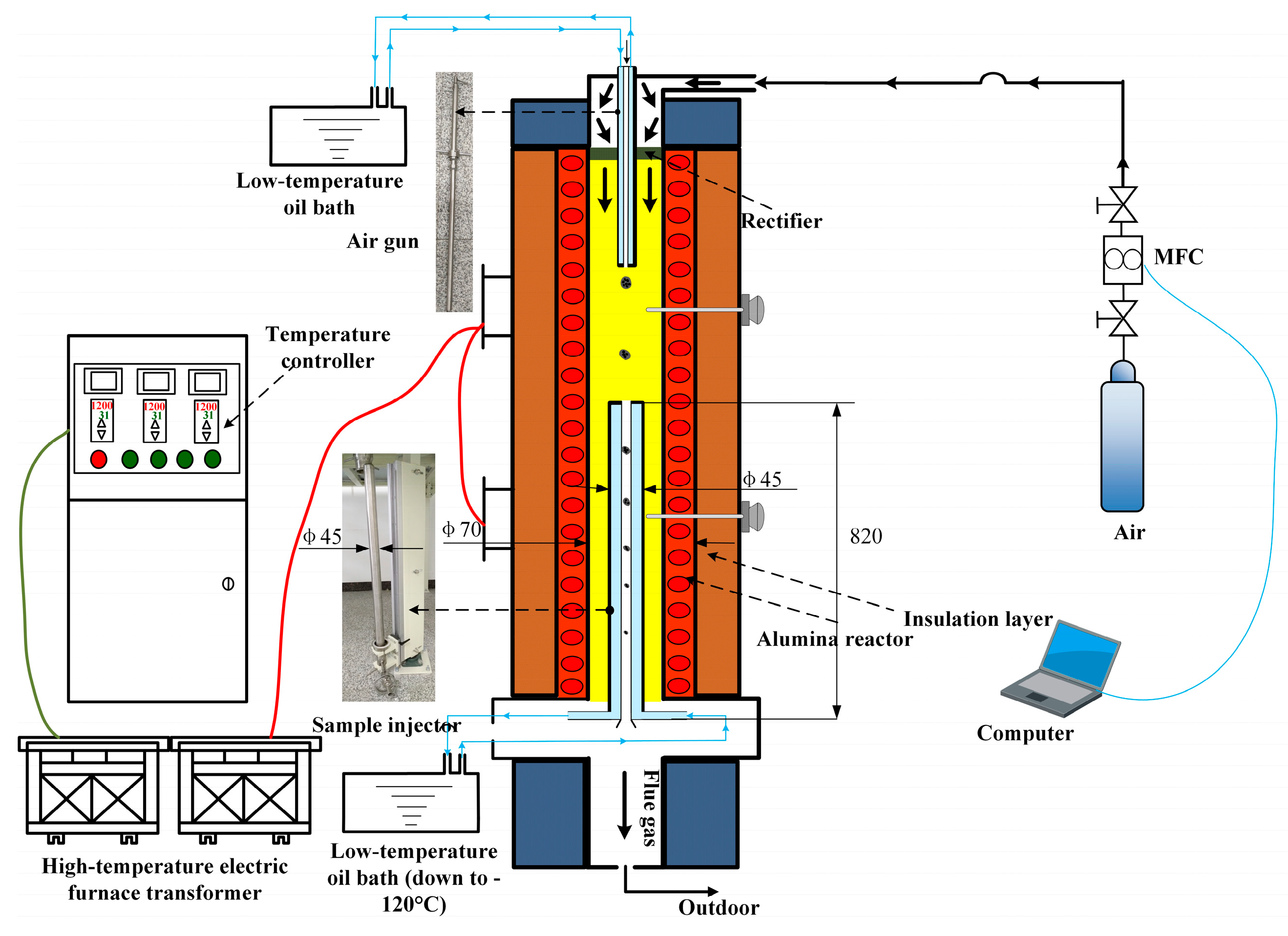
To investigate the impact of water washing pretreatment on the high-temperature sintering of fuel made from FB, high-temperature settling furnace tests were conducted, considering only temperature variables (1200 °C, 1300 °C, 1400 °C) to assess the sintering conditions. The sintering degree was quantified using TSF values. The results, shown in
Figure 2, compared the sintering severity of the raw sample with that of the pretreated fuel.
As shown in
Figure 2, the sintering degree of the raw FB increases with the rise in combustion temperature, with the TSF value dropping significantly. The TSF decreased from 65.61% at 1200 °C to 58.33% at 1300 °C, and nearly halves to 34.82% at 1400 °C. Water washing mitigated the sintering issue of FB to some extent. In the combustion environment at 1200 °C, the TSF increased by 8%, 19%, and 16% after pretreatment at 20 °C for 5, 10, and 20 min, respectively. Pretreatment at 50 °C for 5, 10, and 20 min further increased the TSF by 18%, 19%, and 20%, respectively. At 80 °C, the TSF increased by 21%, 27%, and 20% after 5, 10, and 20 min of pretreatment, respectively, with the two pretreatment conditions (except for 80 °C—10 min) showing improvement effects on TSF similar to those of the three pretreatments at 50 °C. It can be observed that both pretreatment time and temperature are effective at mitigating the sintering issue in a high-temperature environment of 1200 °C.
At 1300 °C, water washing pretreatment significantly improved the sintering issue of the FB ash. Under pretreatment at 20 °C for 5, 10, and 20 min, the TSF increased by 12%, 24%, and 21% compared to the original TSF of 58.33%. Pretreatment at 50 °C for 5, 10, and 20 min resulted in increases of 22%, 24%, and 26%, respectively. At 80 °C, the TSF increased by 25%, 31%, and 27% after 5, 10, and 20 min of pretreatment, respectively. Except for the 80 °C—10 min condition, the improvement effects on TSF from the other two 80 °C pretreatments were similar to those observed in the three 50 °C pretreatments.
At the high temperature of 1400 °C, the sintering issue became more pronounced, with the TSF of the raw sample being 34.82%. Water washing pretreatment effectively alleviated this problem, with TSF increases of 24%, 26%, and 25% recorded after pretreatment at 20 °C for 5, 10, and 20 min, respectively. Pretreatment at 50 °C for 5, 10, and 20 min resulted in increases of 32%, 34%, and 33%, respectively. At 80 °C, the TSF increased by 34%, 37%, and 38% after 5, 10, and 20 min of pretreatment, respectively.
In summary, water washing pretreatment improved the sintering issue of FB in high-temperature combustion environments, with the effect being particularly significant at 1400 °C. The degree of sintering decreased as the pretreatment temperature and time increased. However, the TSF improvement at 80 °C was not always significantly greater than at 50 °C, indicating that the effectiveness of the pretreatment may have limits and become more apparent under higher sintering risks.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}