
Challenges and Opportunities in the Catalytic Synthesis of Diphenolic Acid and Evaluation of Its Application Potential

 ,
,  ,
,  ,
,  and
and 
Abstract
:
1. Introduction
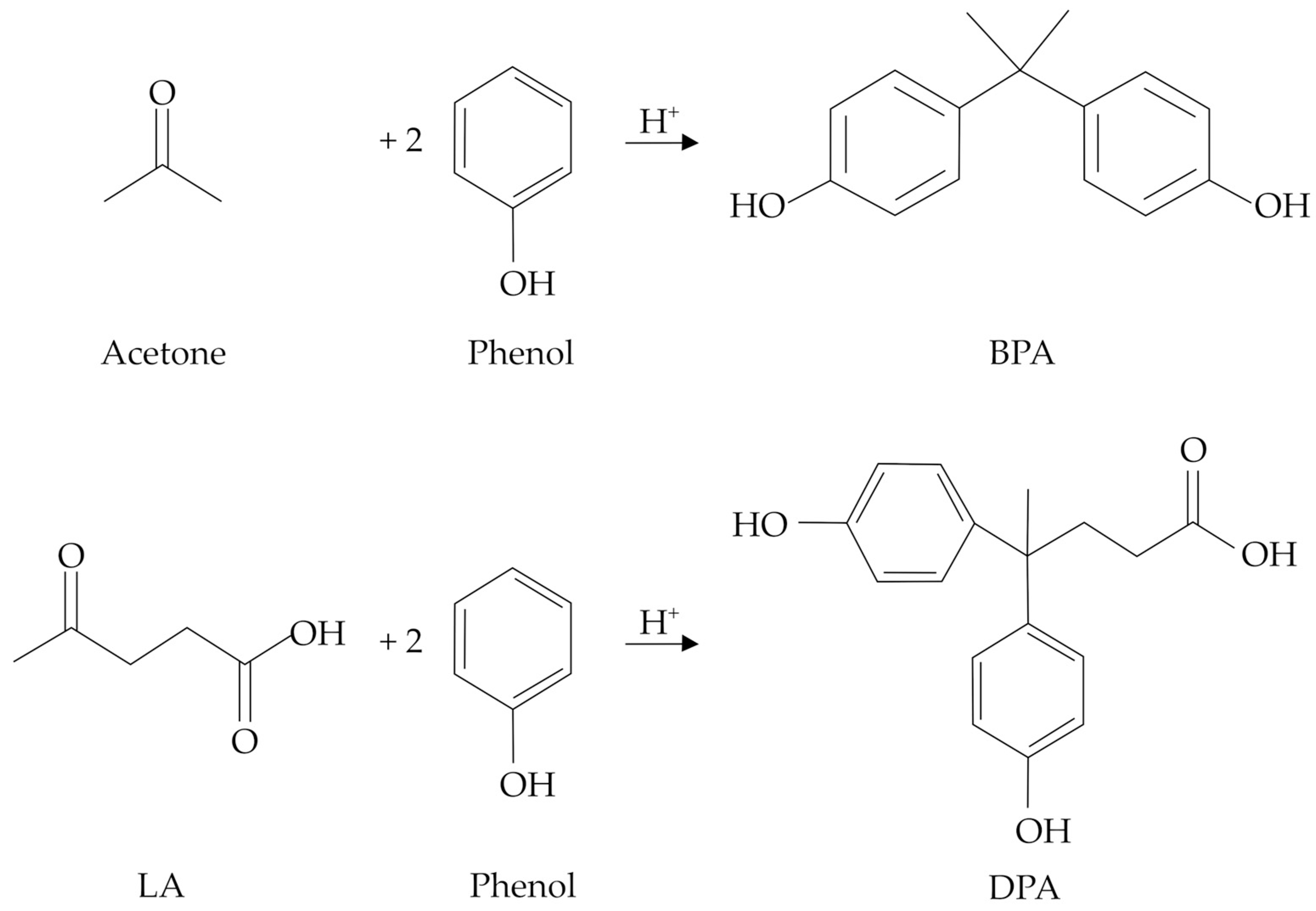
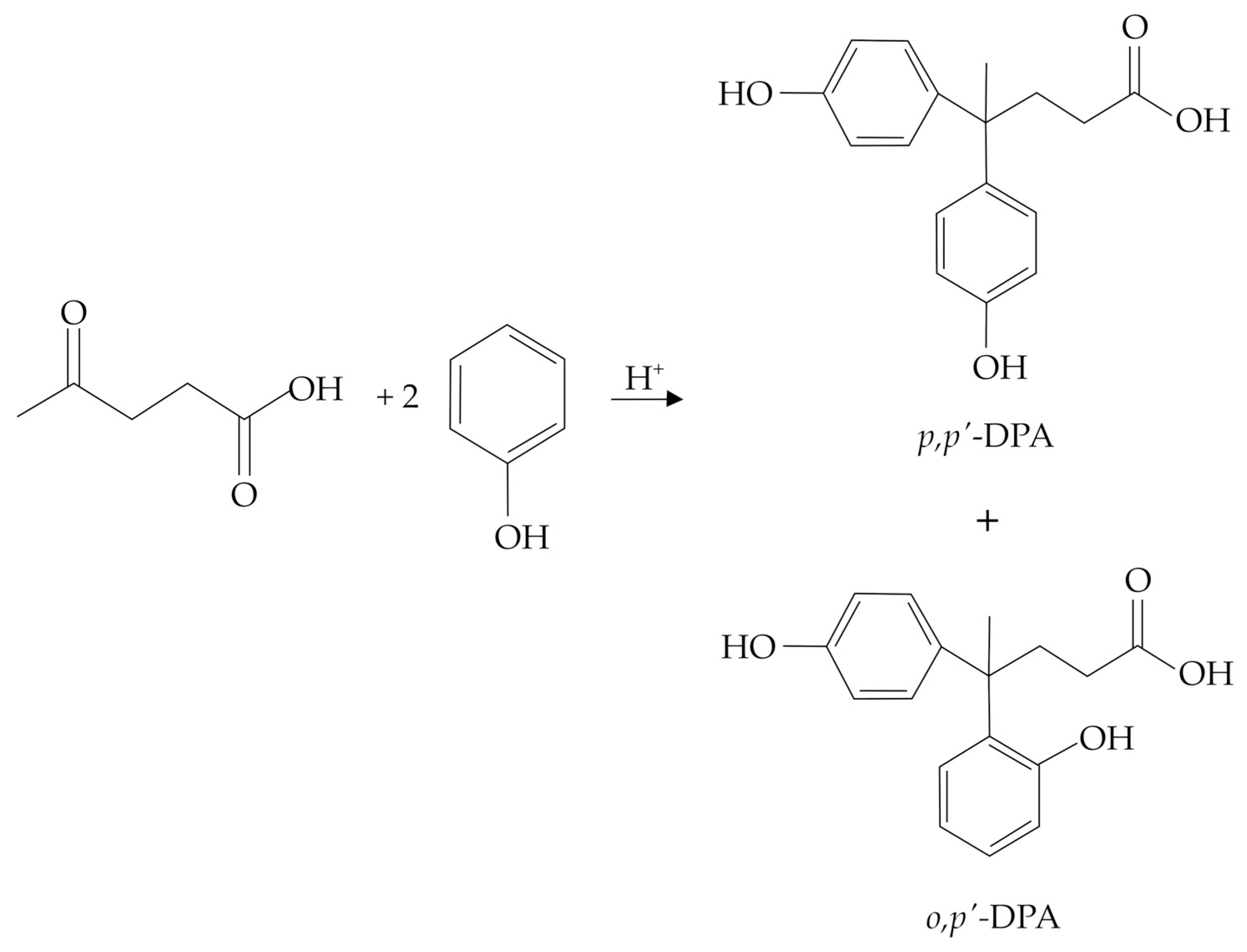
2. DPA Synthesis
2.1. DPA Synthesis with Homogeneous Catalysts
2.2. DPA Synthesis with Heterogeneous Sulfonated Systems
2.3. DPA Synthesis with Heteropolyacids
2.4. DPA Synthesis with Other Heterogeneous Systems: Zeolites and Modified Metal Silicas
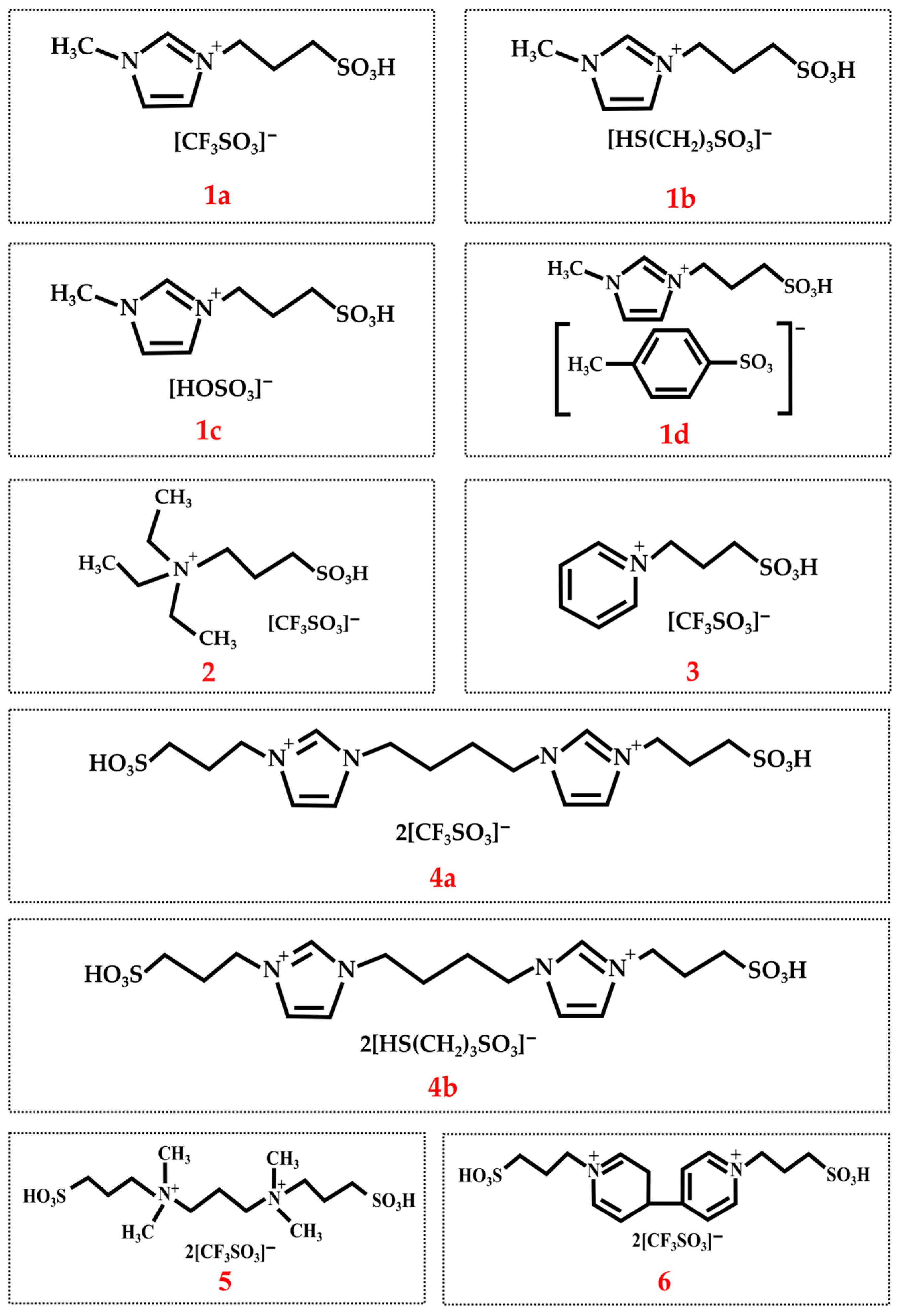
2.5. DPA Synthesis with Other Catalysts: Ionic Liquids
3. Applications of DPA: Challenges and Opportunities
3.1. Epoxy Resins
3.2. Phenolic Resins
3.3. Thermal Papers
3.4. Coatings and Adhesives
3.5. Antioxidant Properties
3.6. Other Possible Applications
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A
References
- Antonetti, C.; Licursi, D.; Fulignati, S.; Valentini, G.; Raspolli Galletti, A.M. New frontiers in the catalytic synthesis of levulinic acid: From sugars to raw and waste biomass as starting feedstock. Catalysts 2016, 6, 196. [Google Scholar] [CrossRef]
- Licursi, D.; Antonetti, C.; Martinelli, M.; Ribechini, E.; Zanaboni, M.; Raspolli Galletti, A.M. Monitoring/characterization of stickies contaminants coming from a papermaking plant—Toward an innovative exploitation of the screen rejects to levulinic acid. Waste Manag. 2016, 49, 469–482. [Google Scholar] [CrossRef] [PubMed]
- GF Biochemicals. Available online: https://gfbio.co/ (accessed on 25 October 2023).
- Khan, M.A.; Dharmalingam, B.; Chuetor, S.; Cheng, Y.-S.; Sriariyanun, M. Comprehensive review on effective conversion of lignocellulosic biomass to levulinic acid. Biomass Conv. Bioref. 2023. [Google Scholar] [CrossRef]
- Liguori, F.; Marrodan, C.M.; Barbaro, P. Biomass-derived chemical substitutes for bisphenol A: Recent advancements in catalytic synthesis. Chem. Soc. Rev. 2020, 49, 6329–6363. [Google Scholar] [CrossRef] [PubMed]
- Qian, Z.; Xiao, Y.; Zhang, X.; Li, Q.; Wang, L.; Fu, F.; Diao, H.; Liu, X. Bio-based epoxy resins derived from diphenolic acid via amidation showing enhanced performance and unexpected autocatalytic effect on curing. J. Chem. Eng. 2022, 435 Pt 2, 135022. [Google Scholar] [CrossRef]
- Mohan, P. A critical review: The modification, properties, and applications of epoxy resins. Polym. Plast. Technol. 2013, 52, 107–125. [Google Scholar] [CrossRef]
- Sharma, V.; Jain, D.; Rai, A.R.; Kumari, P.; Nagar, V.; Kaur, A.; Singh, A.; Verma, R.K.; Pandey, H.; Sankhla, M.S. Toxicological assessment and concentration analysis of Bisphenol A in food grade plastics: A systematic review. Mater. Today Proc. 2023, 95, 18–25. [Google Scholar] [CrossRef]
- Russo, G.; Barbato, F.; Mita, D.G.; Grumetto, L. Occurrence of Bisphenol A and its analogues in some foodstuff marketed in Europe. Food Chem. Toxicol. 2019, 131, 110575. [Google Scholar] [CrossRef]
- Rybczyńska-Tkaczyk, K.; Skóra, B.; Szychowski, K.A. Toxicity of bisphenol A (BPA) and its derivatives in divers biological models with the assessment of molecular mechanisms of toxicity. Environ. Sci. Pollut. Res. 2023, 30, 75126–75140. [Google Scholar] [CrossRef]
- Heindel, J.J.; Blumberg, B.; Cave, M.; Machtinger, R.; Mantovani, A.; Mendez, M.A.; Nadal, A.; Palanza, P.; Panzica, G.; Sargis, R.; et al. Metabolism disrupting chemicals and metabolic disorders. Reprod. Toxicol. 2017, 68, 3–33. [Google Scholar] [CrossRef]
- Pérez-Bermejo, M.; Mas-Pérez, I.; Murillo-Llorente, M.T. The role of the Bisphenol A in diabetes and obesity. Biomedicines 2021, 9, 666. [Google Scholar] [CrossRef] [PubMed]
- EFSA, EFSA Scientific opinion on the risks to public health related to the presence of bisphenol A (BPA) in foodstuffs. EFSA J. 2015, 13, 3978. [CrossRef]
- Hu, B.; Zhang, Z.-X.; Xie, W.-L.; Liu, J.; Li, Y.; Zhang, W.-M.; Fu, H.; Lu, Q. Advances on the fast pyrolysis of biomass for the selective preparation of phenolic compounds. Fuel Process. Technol. 2023, 237, 107465. [Google Scholar] [CrossRef]
- Huang, X.; Ludenhoff, J.M.; Dirks, M.; Ouyang, X.; Boot, M.D.; Hensen, E.J.M. Selective production of biobased phenol from lignocellulose-derived alkylmethoxyphenols. ACS Catal. 2018, 8, 11184–11190. [Google Scholar] [CrossRef] [PubMed]
- Rahaman, M.S.; Tulaphol, S.; Hossain, M.A.; Evrard, C.N.; Thompson, L.M.; Sathitsuksanoh, N. Kinetics of phosphotungstic acid-catalyzed condensation of levulinic acid with phenol to diphenolic acid: Temperature-controlled regioselectivity. Mol. Catal. 2021, 514, 111848. [Google Scholar] [CrossRef]
- Bader, A.R. Resinous Material. Granted Patent US 2933472, 19 April 1960. [Google Scholar]
- Yu, X.; Guo, Y.; Li, K.; Yang, X.; Xu, L.; Guo, Y.; Hu, J. Catalytic synthesis of diphenolic acid from levulinic acid over cesium partly substituted Wells-Dawson type heteropolyacid. J. Mol. Catal. A Chem. 2008, 290, 44–53. [Google Scholar] [CrossRef]
- Zhu, R.; Peng, Y.; Deng, J. Sulfonated N-doped carbon nanotubes as magnetic solid acid catalysts for the synthesis of diphenolic acid. ACS Appl. Nano Mater. 2022, 5, 4214–4221. [Google Scholar] [CrossRef]
- Li, K.; Hu, J.; Li, W.; Ma, F.; Xu, L.; Guo, Y. Design of mesostructured H3PW12O40-silica materials with controllable ordered and disordered pore geometries and their application for the synthesis of diphenolic acid. J. Mater. Chem. 2009, 19, 8628–8638. [Google Scholar] [CrossRef]
- Shen, Y.; Sun, J.; Wang, B.; Xu, F.; Sun, R. Catalytic synthesis of diphenolic acid from levulinic acid over Bronsted acidic ionic liquids. BioResources 2014, 9, 3264–3275. [Google Scholar] [CrossRef]
- Liu, H.F.; Zeng, F.X.; Deng, L.; Liao, B.; Pang, H.; Guo, Q.X. Brønsted acidic ionic liquids catalyse the high-yield production of diphenolic acid/esters from renewable levulinic acid. Green Chem. 2013, 15, 81–84. [Google Scholar] [CrossRef]
- Smith, R.V. Method of Preparing 4,4-bis (4-hydroxyaryl) Pentanoic Acids. Granted Patent US 3248421, 26 April 1966. [Google Scholar]
- Das, D.; Lee, J.-F.; Cheng, S. Selective synthesis of Bisphenol-A over mesoporous MCM silica catalysts functionalized with sulfonic acid groups. J. Catal. 2004, 223, 152–160. [Google Scholar] [CrossRef]
- Schutyser, W.; Koelewijn, S.-F.; Dusselier, M.; Vyver, S.V.D.; Thomas, J.; Yu, F.; Carbone, M.J.; Smet, M.; Puyvelde, P.V.; Dehaen, W.; et al. Regioselective synthesis of renewable bisphenols from 2,3-pentanedione and their application as plasticizers. Green Chem. 2014, 16, 1999–2007. [Google Scholar] [CrossRef]
- Mendiratta, A.K. Process for Making Bisphenol A. Granted Patent EP0210366B1, 31 January 1990. [Google Scholar]
- Morales, G.; Melero, J.A.; Paniagua, M.; López-Aguado, C.; Vidal, N. Beta zeolite as an efficient catalyst for the synthesis of diphenolic acid (DPA) from renewable levulinic acid. Catal. Today 2023, 424, 113801. [Google Scholar] [CrossRef]
- Willems, G.J.; Liska, J. Method for Making Bis-Xylenols Containing Acid Moieties. Granted Patent US 5969180, 30 January 1998. [Google Scholar]
- Ertl, J.; Cerri, E.; Rizzuto, M.; Caretti, D. Natural derivatives of diphenolic acid as substitutes for bisphenol-A. AIP Conf. Proc. 2014, 1599, 326. [Google Scholar] [CrossRef]
- Van de Vyver, S.; Geboers, J.; Helsen, S.; Yu, F.; Thomas, J.; Smet, M.; Dehaen, W.; Sels, B.F. Thiol-promoted catalytic synthesis of diphenolic acid with sulfonated hyperbranched poly(arylene oxindole)s. Chem. Commun. 2021, 48, 3497–3499. [Google Scholar] [CrossRef] [PubMed]
- Van de Vyver, S.; Helsen, S.; Geboers, J.; Yu, F.; Thomas, J.; Smet, M.; Dehaen, W.; Román-Leshkov, Y.; Hermans, I.; Sels, B.F. Mechanistic insights into the kinetic and regiochemical control of the thiol-promoted catalytic synthesis of diphenolic acid. ACS Catal. 2012, 2, 2700–2704. [Google Scholar] [CrossRef]
- Guo, Y.; Li, K.; Yu, X.; Clark, J.H. Mesoporous H3PW12O40-silica composite: Efficient and reusable solid acid catalyst for the synthesis of diphenolic acid from levulinic acid. Appl. Catal. B Env. 2008, 81, 182–191. [Google Scholar] [CrossRef]
- Mthembu, L.D.; Lokhat, D.; Deenadayalu, N. Catalytic condensation of depithed sugarcane bagasse derived levulinic acid into diphenolic acid. BioResources 2021, 16, 2235–2248. [Google Scholar] [CrossRef]
- Amarasekara, A.S.; Wiredu, B.; Grady, T.L.; Obregon, R.G.; Margetić, D. Solid acid catalyzed aldol dimerization of levulinic acid for the preparation of C10 renewable fuel and chemical feedstocks. Catal. Commun. 2019, 124, 6–11. [Google Scholar] [CrossRef]
- Neumann, F.W.; Smith, W.E. By-product of the Bisphenol A reaction. Syntheses and structure assignments of 2,4′-isopropylidenediphenol and 4,4′-(4-hydroxy-m-phenylenediisopropylidene)-diphenol. J. Org. Chem. 1966, 31, 4318–4320. [Google Scholar] [CrossRef]
- Margelefsky, E.L.; Bendjériou, A.; Zeidan, R.K.; Dufaud, V.; Davis, M.E. Nanoscale organization of thiol and arylsulfonic acid on silica leads to a highly active and selective bifunctional, heterogeneous catalyst. J. Am. Chem. Soc. 2008, 130, 13442–13449. [Google Scholar] [CrossRef] [PubMed]
- Fulignati, S.; Licursi, D.; Di Fidio, N.; Antonetti, C.; Raspolli Galletti, A.M. Novel challenges on the catalytic synthesis of 5-hydroxymethylfurfural (HMF) from real feedstocks. Catalysts 2022, 12, 1664. [Google Scholar] [CrossRef]
- Zúñiga, C.; Lligadas, G.; Ronda, J.C.; Galià, M.; Cádiz, V. Renewable polybenzoxazines based in diphenolic acid. Polymer 2012, 53, 1617–1623. [Google Scholar] [CrossRef]
- Salomatova, V.A.; Pozdnyakov, I.P.; Yanshole, V.V.; Wu, F.; Grivin, V.P.; Bazhin, N.M.; Plyusnin, V.F. Photodegradation of 4,4-Bis(4-hydroxyphenyl)valeric acid and its inclusion complex with β-cyclodextrin in aqueous solution. J. Photochem. Photobiol. A 2014, 274, 27–32. [Google Scholar] [CrossRef]
- Guo, L.; Huang, J.; Wu, J.; Luo, L.L. Effect of cyclodextrins on photodegradation of 4,4-Bis(4-hydroxyphenyl)pentanoic acid under UV irradiation. Appl. Mech. Mater. 2014, 665, 455–458. [Google Scholar] [CrossRef]
- Qian, Z.; Zheng, Y.; Li, Q.; Wang, L.; Fu, F.; Liu, X. Amidation way of diphenolic acid for preparing biopolybenzoxazine resin with outstanding thermal performance. ACS Sust. Chem. Eng. 2021, 9, 4668–4680. [Google Scholar] [CrossRef]
- Wei, J.; Duan, Y.; Wang, H.; Hui, J.; Qi, J. Bio-based trifunctional diphenolic acid epoxy resin with high Tg and low expansion coefficient: Synthesis and properties. Polym. Bull. 2023, 80, 10457–10471. [Google Scholar] [CrossRef]
- Zúñiga, C.; Larrechi, M.S.; Lligadas, G.; Ronda, J.C.; Galià, M.; Cádiz, V. Polybenzoxazines from renewable diphenolic acid. Polym. Chem. 2011, 49, 1219–1227. [Google Scholar] [CrossRef]
- Fischer, R.P.; Hartranft, G.R.; Heckles, J.S. Diphenolic acid ester polycarbonates. J. Appl. Polym. Sci. 1966, 10, 245–252. [Google Scholar] [CrossRef]
- Moore, J.A.; Tannahill, T. Homo- and co-polycarbonates and blends derived from diphenolic acid. High Perform. Polym. 2001, 13, S305–S316. [Google Scholar] [CrossRef]
- Trullemans, L.; Koelewijn, S.-F.; Boonen, I.; Cooreman, E.; Hendrickx, T.; Preegel, G.; Aelst, J.V.; Witters, H.; Elskens, M.; Puyvelde, P.V.; et al. Renewable and safer bisphenol A substitutes enabled by selective zeolite alkylation. Nat. Sustain. 2023, 6, 1693–1704. [Google Scholar] [CrossRef]
- Kricheldorf, H.R.; Hobzova, R.; Schwarz, G. Cyclic hyperbranched polyesters derived from 4,4-bis(4′-hydroxyphenyl)valeric acid. Polym. 2003, 44, 7361–7368. [Google Scholar] [CrossRef]
- Chen, J.; Chu, N.; Zhao, M.; Jin, F.-L.; Park, S.J. Synthesis and application of thermal latent initiators of epoxy resins: A review. J. Appl. Polym. Sci. 2020, 137, 49592. [Google Scholar] [CrossRef]
- Zheng, Y.; Qian, Z.; Sun, H.; Jiang, J.; Fu, F.; Li, H.; Liu, X. A novel benzoxazine derived from diphenol amide for toughing commercial benzoxazine via copolymerization. J. Polym. Sci. 2022, 60, 2808–2816. [Google Scholar] [CrossRef]
- Yun, J.; Kang, H.-S.; An, B.-K. Phenolic polymer-based color developers for thermal papers: Synthesis, characterization, and applications. Ind. Eng. Chem. Res. 2021, 60, 9456–9464. [Google Scholar] [CrossRef]
- Ma, Z.; Li, C.; Fan, H.; Wan, J.; Luo, Y.; Li, B.-G. Polyhydroxyurethanes (PHUs) derived from diphenolic acid and carbon dioxide and their application in solvent- and water-borne PHU coatings. Ind. Eng. Chem. Res. 2017, 56, 14089–14100. [Google Scholar] [CrossRef]
- Yan, H.; Li, N.; Fang, Z.; Wang, H. Application of poly(diphenolic acid-phenyl phosphate)-based layer by layer nanocoating in flame retardant ramie fabrics. J. Appl. Polym. Sci. 2017, 134. [Google Scholar] [CrossRef]
- Yan, H.; Li, N.; Cheng, J.; Song, P.; Fang, Z.; Wang, H. Fabrication of flame retardant benzoxazine semi-biocomposites reinforced by ramie fabrics with bio-based flame retardant coating. Polym. Compos. 2018, 39, E480–E488. [Google Scholar] [CrossRef]
- de Pinedo, A.T.; Peñalver, P.; Morales, J.C. Synthesis and evaluation of new phenolic-based antioxidants: Structure–activity relationship. Food Chem. 2007, 103, 55–61. [Google Scholar] [CrossRef]
- Zhang, P.; Wu, L.; Bu, Z.; Li, B.-G. Interfacial polycondensation of diphenolic acid and isophthaloyl chloride. J. Appl. Polym. Sci. 2008, 108, 3586–3592. [Google Scholar] [CrossRef]
- Olson, E.S. Subtask 4.1—Conversion of Lignocellulosic Material to Chemicals and Fuels; Final report 2001-EERC-06-09; U.S. Department of Energy: Pittsburgh, PA, USA, 2001.
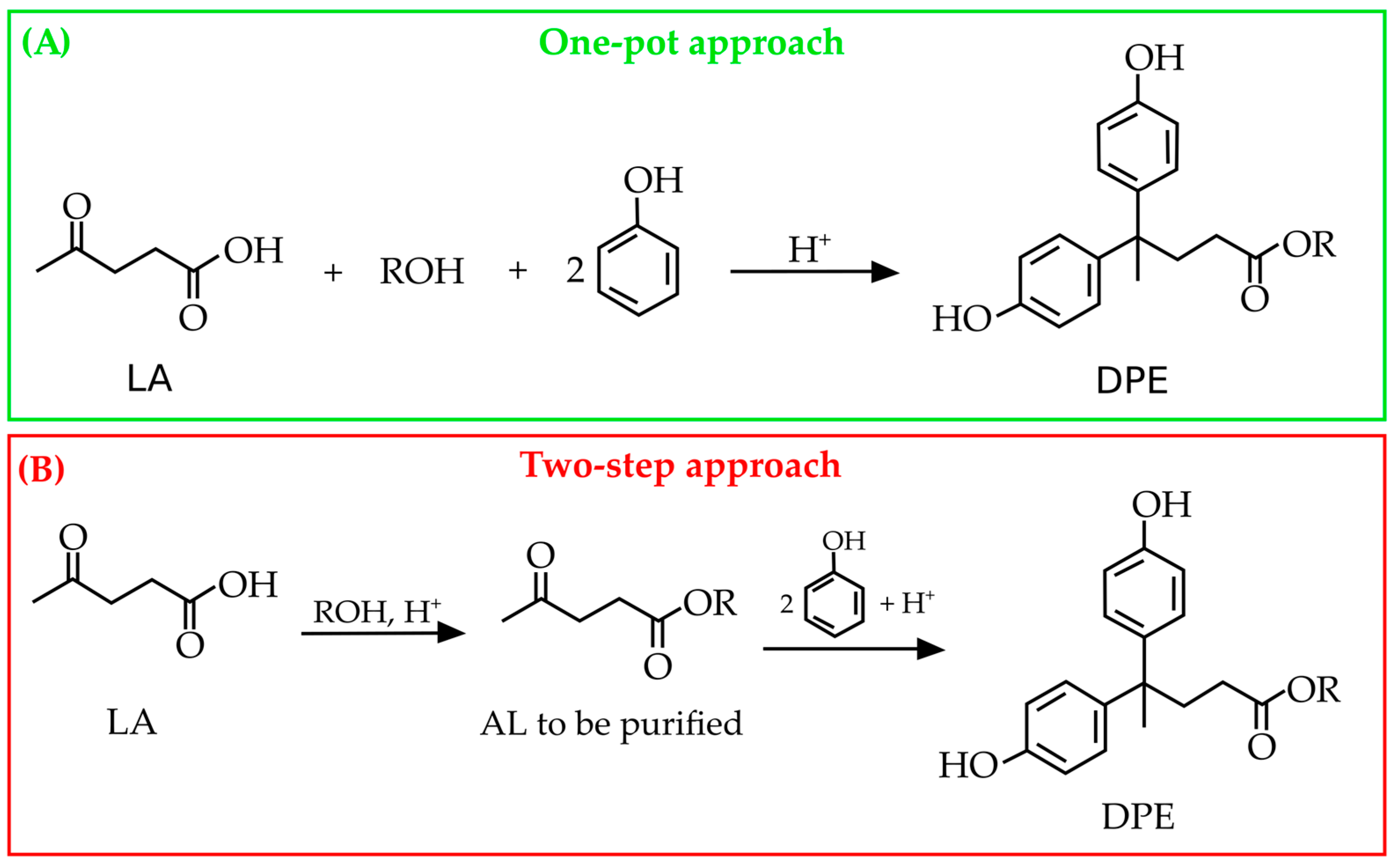
- Pancrazzi, F.; Castronuovo, G.; Maestri, G.; Constantin, A.M.; Voronov, A.; Maggi, R.; Mazzeo, P.P.; Motti, E.; Cauzzi, D.A.; Viscardi, R.; et al. Perfluorinated sulfonate resins as reusable heterogeneous catalysts for the one-pot synthesis of diPhenolic esters (DPEs). Eur. J. Org. Chem. 2022, 2022, e202201315. [Google Scholar] [CrossRef]
- Raspolli Galletti, A.M.; Antonetti, C.; Fulignati, S.; Licursi, D. Direct alcoholysis of carbohydrate precursors and real cellulosic biomasses to alkyl levulinates: A critical review. Catalysts 2020, 10, 1221. [Google Scholar] [CrossRef]
- Wang, P.; Xia, L.; Jian, R.; Ai, Y.; Zheng, X.; Chen, G.; Wang, J. Flame-retarding epoxy resin with an efficient P/N/S-containing flame retardant: Preparation, thermal stability, and flame retardance. Polym. Degrad. Stab. 2018, 149, 69–77. [Google Scholar] [CrossRef]
- Maiorana, A.; Spinella, S.; Gross, R.A. Bio-based alternative to the diglycidyl ether of bisphenol A with controlled materials properties. Biomacromolecules 2015, 16, 1021–1031. [Google Scholar] [CrossRef] [PubMed]
- Zhang, L.; Zhang, X.; Hua, W.; Xie, W.; Zhang, W.; Gao, L. Epoxy resin-hydrated halt shaped composite thermal control packaging material for thermal management of electronic components. J. Clean. Prod. 2022, 363, 132369. [Google Scholar] [CrossRef]
- Gou, H.; Bao, Y.; Huang, J.; Fei, X.; Li, X.; Wei, W. Development of molding compounds based on epoxy resin/aromatic amine/benzoxazine for high-temperature electronic packaging applications. Macromol. Mater. Eng. 2022, 307, 2200351. [Google Scholar] [CrossRef]
- Babayevsky, P.G.; Gillham, J.K. Epoxy thermosetting systems: Dynamic mechanical analysis of the reactions of aromatic diamines with the diglycidyl ether of bisphenol A. J. Appl. Polym. Sci. 1973, 17, 2067–2088. [Google Scholar] [CrossRef]
- Auvergne, R.; Caillol, S.; David, G.; Boutevin, B.; Pascault, J.-P. Biobased thermosetting epoxy: Present and future. Chem. Rev. 2014, 114, 1082–1115. [Google Scholar] [CrossRef]
- Xiao, L.; Li, W.; Li, S.; Chen, J.; Wang, Y.; Huang, J.; Nie, X. Diphenolic acid-derived hyperbranched epoxy thermosets with high mechanical strength and toughness. ACS Omega 2021, 6, 34142–34149. [Google Scholar] [CrossRef]
- Chen, S.; Xu, Z.; Zhang, D. Synthesis and application of epoxy-ended hyperbranched polymers. Chem. Eng. J. 2018, 343, 283–302. [Google Scholar] [CrossRef]
- Zhao, Y.; Huang, R.; Wu, Z.; Zhang, H.; Zhou, Z.; Li, L.; Dong, Y.; Luo, M.; Ye, B.; Zhang, H. Effect of free volume on cryogenic mechanical properties of epoxy resin reinforced by hyperbranched polymers. Mater. Des. 2021, 202, 109565. [Google Scholar] [CrossRef]
- McMaster, M.S.; Yilmaz, T.E.; Patel, A.; Maiorana, A.; Manas-Zloczower, I.; Gross, R.; Singer, K.D. Dielectric properties of bio-based diphenolate ester epoxies. ACS Appl. Mater. Interfaces 2018, 10, 13924–13930. [Google Scholar] [CrossRef] [PubMed]
- Chen, D.; Li, J.; Yuan, Y.; Gao, C.; Cui, Y.; Li, S.; Wang, H.; Peng, C.; Liu, X.; Wu, Z.; et al. A new strategy to improve the toughness of epoxy thermosets by introducing the thermoplastic epoxy. Polymer 2022, 240, 124518. [Google Scholar] [CrossRef]
- Ishida, H. Overview and historical background of polybenzoxazine research. In Handbook of Benzoxazine Resins; Ishida, H., Agag, T., Eds.; Elsevier: Amsterdam, The Netherlands, 2011; Chapter 1; pp. 3–81. [Google Scholar] [CrossRef]
- Asim, M.; Saba, N.; Jawaid, M.; Nasir, M.; Pervaiz, M. A Review on phenolic resin and its composites. Curr. Anal. Chem. 2018, 14, 185–197. [Google Scholar] [CrossRef]
- Lee, Y.-K.; Kim, D.-J.; Kim, H.-J.; Hwang, T.-S.; Rafailovich, M.; Sokolov, J. Activation energy and curing behavior of resol- and novolac-type phenolic resins by differential scanning calorimetry and thermogravimetric analysis. J. Appl. Polym. Sci. 2003, 89, 2589–2596. [Google Scholar] [CrossRef]
- De Medeiros, E.S.; Agnelli, J.A.M.; Joseph, K.; De Carvalho, L.H.; Mattoso, L.H.C. Curing behavior of a novolac-type phenolic resin analyzed by differential scanning calorimetry. J. Appl. Polym. Sci. 2003, 90, 1678–1682. [Google Scholar] [CrossRef]
- Kiran, V.; Awasthi, S.; Gaur, B. Hydroquinone based sulfonated poly (arylene ether sulfone) copolymer as proton exchange membrane for fuel cell applications. Express Polym. Lett. 2015, 9, 1053–1067. [Google Scholar] [CrossRef]
- Zúñiga, C.; Lligadas, G.; Ronda, J.C.; Galià, M.; Cádiz, V. Self-foaming diphenolic acid benzoxazine. Polymer 2012, 53, 3089–3095. [Google Scholar] [CrossRef]
- Ping, Z.; Linbo, W.; Bo-Geng, L. Thermal stability of aromatic polyesters prepared from diphenolic acid and its esters. Polym. Degrad. Stab. 2009, 94, 1261–1266. [Google Scholar] [CrossRef]
- Bisphenol A Alternatives in Thermal Paper. Available online: https://www.epa.gov/sites/default/files/2015-08/documents/bpa_final.pdf (accessed on 5 November 2023).
- Malhotra, S.L.; Naik, K.N.; MacKinnon, D.N.; Jones, A.Y. Ink-Jet Printing Sheet for Transparency Preparation. Granted Patent US5683793, 4 November 1997. [Google Scholar]
- Zhang, Y.; Jing, J.; Liu, T.; Xi, L.; Sai, T.; Ran, S.; Fang, Z.; Huo, S.; Song, P. A molecularly engineered bioderived polyphosphate for enhanced flame retardant, UV-blocking and mechanical properties of poly(lactic acid). Chem. Eng. J. 2021, 411, 128493. [Google Scholar] [CrossRef]
- Bell, A.M.; Keltsch, N.; Schweyen, P.; Reifferscheid, G.; Ternes, T.; Buchinger, S. UV aged epoxy coatings ̶Ecotoxicological effects and released compounds. Water Res. X 2021, 12, 100105. [Google Scholar] [CrossRef] [PubMed]
- Chafetz, H.; Liu, C.S.; Papke, B.L.; Kenneedy, T.A. Lubricating Oil Composition Containing the Reaction Product of an Alkenylsuccinimide with a Bis(hydroxyaromatic) Substituted Carboxylic Acid. Granted Patent US005445750A, 29 August 1995. [Google Scholar]
- Holmen, R.E.; Olander, S.J. Paint composition for marking paved surfaces. Granted Patent US4031048, 21 June 1977. [Google Scholar]
- Lu, Y.; Wang, J.; Wang, L.; Song, S. Diphenolic acid-modified PAMAM/chlorinated butyl rubber nanocomposites with superior mechanical, damping, and self-healing properties. Sci. Technol. Adv. Mater. 2021, 22, 14–25. [Google Scholar] [CrossRef] [PubMed]
- Shen, L.; Jiang, J.; Liu, J.; Fu, F.; Diao, H.; Liu, X. Cotton fabrics with antibacterial and antiviral properties produced by a simple pad-dry-cure process using diphenolic acid. Appl. Surf. Sci. 2022, 600, 154152. [Google Scholar] [CrossRef]
- El-Demerdash, F.M.; Tousson, R.M.; Kurzepa, J.; Habib, S.L. Xenobiotics, oxidative stress, and antioxidants. Oxid. Med. Cell. Longev. 2018, 2018, 9758951. [Google Scholar] [CrossRef]
- Abotaleb, M.; Liskova, A.; Kubatka, P.; Büsselberg, D. Therapeutic potential of plant phenolic acids in the treatment of cancer. Biomolecules 2020, 10, 221. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Physical Property | Details |
|---|---|
| Formula | C17H18O4 |
| Chemical structure |  |
| Molecular weight (g mol−1) | 286.33 |
| Melting point (°C) | 167–170 |
| Boiling point (°C) | 507 |
| Flash point (°C) | 208 |
| Density (g mL−1) | 1.30–1.32 |
| Refractive index | 1.675 |
| Solubility | Slightly soluble in water; soluble in acetic acid, acetone, ethanol, isopropanol, and methyl ethyl ketone; and insoluble in benzene |
| Entry | LA/Phenol (mol/mol) | Catalyst (gLA/gcat) | Additive (molLA/moladditive) | T (°C) | t (h) | CLA (mol%) | Yp,p′-DPA (mol%) | p,p′-DPA/o,p′-DPA Molar Ratio | Ref. |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 1/3 | HCl (8.0) | / | 100 | 6 | 46 | 19 | 2.2 | [18] |
| 2 | 1/7 | HCl (8.0) | / | 100 | 24 | n.a. a | 56 | 1.8 | [20] |
| 3 | 1/4 | HCl (6.3) | Ethanethiol (100) | 60 | 24 | 65 | 41 | 2.0 | [21] |
| 4 | 1/4 | H2SO4 (11.8) | / | 60 | 24 | 62 | 42 | 11.2 | [19] |
| 5 | 1/3.7 | H2SO4 (0.9) | / | 75 | 6 | n.a. a | 74 b | n.a. a | [33] |
| 6 | 1/4 | H2SO4 (2.3) | / | 60 | 48 | n.a. a | 61 | 24.0 | [22] |
| 7 | 1/4 | H2SO4 (2.3) | Mercaptoacetic acid (20.0) | 60 | 48 | n.a. a | 68 | 9.0 | [22] |
| 8 | 1/4 | p-TSA (1.3) | Ethanethiol (100) | 60 | 24 | 25 | 18 | 3.9 | [21] |
| 9 | 1/3.7 | p-TSA (0.9) | / | 75 | 6 | n.a. a | 70 b | n.a. a | [33] |
| 10 | 1/4 | NH2SO3H (2.4) | Ethanethiol (100) | 60 | 24 | 58 | 51 | 7.4 | [21] |
| 11 | 1/3.7 | CH3SO3H (0.9) | / | 75 | 6 | 90 | 37(66 b) | 1.2 | [33] |
| 12 | 1/9.2 | CH3SO3H (0.9) | / | 75 | 6 | n.a. a | 86 b | n.a. a | [33] |
| 13 | 1/4 | CF3SO3H (1.5) | / | 60 | 48 | n.a. a | 43 | 25.0 | [22] |
| 14 | 1/4 | HS(CH2)3SO3H (1.5) | / | 60 | 48 | n.a. a | 77 | 30.0 | [22] |
| Entry | LA/Phenol (mol/mol) | Catalyst (gLA/gcat) | Additive (molLA/moladditive) | T (°C) | t (h) | CLA (mol%) | Yp,p′-DPA (mol%) | p,p′-DPA/o,p′-DPA Molar Ratio | Ref. |
|---|---|---|---|---|---|---|---|---|---|
| 15 | 1/4 | Amberlyst-15 (6.1) | / | 120 | 24 | 64 | 6 | 0.4 | [27] |
| 16 | 1/4 | Amberlyst-15 (4.4) | / | 60 | 24 | 70 | 55 | 15.8 | [19] |
| 17 | 1/3 | Amberlyst-15 (9.0) | / | 100 | 16 | 34 | 14 | 4.0 | [30] |
| 18 | 1/3 | Nafion NR50 (1.7) | / | 100 | 16 | 36 | 24 | 5.8 | [30] |
| 19 | 1/3 | SHPAOs a (7.6) | / | 100 | 16 | 40 | 35 | 7.6 | [30] |
| 20 | 1/3 | SHPAOs a (7.6) | Benzylthiol (15.5) | 100 | 16 | 65 | 42 | 15.6 | [30] |
| 21 | 1/3 | SHPAOs a (7.6) | Ethanethiol (15.5) | 100 | 16 | 70 | 53 | 19.5 | [30] |
| 22 | 1/3 | SHPAOs a (7.6) | 1-Propanethiol (15.5) | 100 | 16 | 65 | 49 | 17.6 | [30] |
| 23 | 1/3 | SHPAOs a (7.6) | 1-Butanethiol (15.5) | 100 | 16 | 60 | 38 | 14.0 | [30] |
| 24 | 1/3 | SHPAOs a (7.6) | 2-Propanethiol (15.5) | 100 | 16 | 54 | 38 | 12.0 | [30] |
| 25 | 1/3 | SHPAOs a (7.6) | 2-Methyl-2-propanethiol (15.5) | 100 | 16 | 39 | 26 | 10.5 | [30] |
| 26 | 1/3 | SHPAOs a (7.6) | 1-Butanethiol (3.9) | 100 | 32 | 93 | n.a. d | 20.0 | [31] |
| 27 | 1/3 | SHPAOs-MEA b (8.2) | / | 100 | 16 | 59 | 38 | 9.8 | [30] |
| 28 | 1/3 | SHPAOs-TEP c (10.1) | / | 100 | 16 | 57 | 35 | 15.5 | [30] |
| 29 | 1/4 | Fe@NC-SO3H d (1.2) | / | 60 | 24 | 69 | 49 | 17.5 | [19] |
| 30 | 1/4 | Ni@NC-SO3H d (1.9) | / | 60 | 24 | 72 | 57 | 17.2 | [19] |
| 31 | 1/4 | Co@NC-SO3H d (2.1) | / | 60 | 24 | 74 | 63 | 16.9 | [19] |
| 32 | 1/4 | Co@NC-SO3H d (2.1) | Mercaptoacetic acid (5.0) | 60 | 24 | 82 | 76 | 24.4 | [19] |
| 33 | 1/4 | Co@NC-SO3H d (2.1) | Mercaptoacetic acid (5.0) | 60 | 48 | 98 | 91 | 23.7 | [19] |
| Entry | LA/Phenol (mol/mol) | Catalyst (gLA/gcat) | T (°C) | t (h) | CLA (mol%) | Yp,p′-DPA (mol%) | p,p′-DPA/o,p′-DPA Molar Ratio | Ref. |
|---|---|---|---|---|---|---|---|---|
| 34 | 1/4 | H3PW12O40 (4.0) | 100 | 6 | 55 | 46 a | n.a. b | [16] |
| 35 | 1/4 | H4SiW12O40 (4.0) | 100 | 6 | 69 | 25 a | n.a. b | [16] |
| 36 | 1/4 | H4SiMo12O40 (6.4) | 100 | 6 | 79 | 17 a | n.a. b | [16] |
| 37 | 1/4 | H3PW12O40 (4.0) | 140 | 6 | 87 | 82(85 a) | 28.0 | [16] |
| 38 | 1/7 | H3PW12O40 (7.9) | 100 | 24 | n.a. b | 1 | 2.4 | [20] |
| 39 | 1/3 | H3PW12O40 (4.2) | 100 | 16 | 55 | 31 | 8.7 | [30] |
| 40 | 1/3 | H3PW12O40 (8.0) | 100 | 6 | 33 | 18 | 1.5 | [18] |
| 41 | 1/3 | H6P2W18O62 (8.0) | 100 | 6 | 39 | 29 | 3.5 | [18] |
| 42 | 1/4 | H3PW12O40/SiO2-E-4.0 c (8.0) | 100 | 8 | 24 | 1 | 3.6 | [32] |
| 43 | 1/4 | H3PW12O40/SiO2-E-7.5 c (8.0) | 100 | 8 | 31 | 2 | 2.8 | [32] |
| 44 | 1/4 | H3PW12O40/SiO2-E-14.5 c (8.0) | 100 | 8 | 75 | 21 | 3.0 | [32] |
| 45 | 1/4 | H3PW12O40/SiO2-E-17.5 c (8.0) | 100 | 8 | 80 | 27 | 2.8 | [32] |
| 46 | 1/4 | H3PW12O40/SiO2-C-7.5 c (8.0) | 100 | 8 | 19 | 1 | 2.1 | [32] |
| 47 | 1/7 | H3PW12O40/SiO2-3Dhex-C-7.5 d (7.9) | 100 | 24 | n.a. b | 4 | 1.6 | [20] |
| 48 | 1/7 | H3PW12O40/SiO2-3Dhex-C-11.1 d (7.9) | 100 | 24 | n.a. b | 14 | 1.8 | [20] |
| 49 | 1/7 | H3PW12O40/SiO2-3Dhex-C-14.5 d (7.9) | 100 | 24 | n.a. b | 13 | 1.3 | [20] |
| 50 | 1/7 | H3PW12O40/SiO2-3Dhex-C-15.8 d (7.9) | 100 | 24 | n.a. b | 12 | 1.1 | [20] |
| 51 | 1/7 | H3PW12O40/SiO2-3Dhex-C-29.9 d (7.9) | 100 | 24 | n.a. b | 12 | 1.7 | [20] |
| 52 | 1/7 | H3PW12O40/SiO2-3Dhex-C-35.2 d (7.9) | 100 | 24 | n.a. b | 9 | 1.7 | [20] |
| 53 | 1/7 | H3PW12O40/SiO2-3Dhex-C-43.6 d (7.9) | 100 | 24 | n.a. b | 9 | 1.7 | [20] |
| 54 | 1/7 | H3PW12O40/SiO2-2Dhex-C-11.7 d (7.9) | 100 | 24 | n.a. b | 3 | 3.3 | [20] |
| 55 | 1/7 | H3PW12O40/SiO2-2Dhex-E-11.1 d (7.9) | 100 | 24 | n.a. b | 6 | 3.3 | [20] |
| 56 | 1/3 | Cs1.5H4.5P2W18O62 (8.0) | 100 | 6 | 36 | 31 | 7.3 | [18] |
| 57 | 1/3 | Cs2.5H0.5PW12O40 (8.0) | 100 | 6 | 28 | 22 | 4.0 | [18] |
| 58 | 1/9 | Cs1.5H4.5P2W18O62 (4.0) e | 150 | 10 | n.a. b | 62 | 7.3 | [18] |
| 59 | 1/4 | Cs2.5H0.5PW12O40 (4.0) e | 150 | 10 | n.a. b | 37 | 4.9 | [18] |
| Entry | LA/Phenol (mol/mol) | Catalyst (gLA/gcat) | T (°C) | t (h) | CLA (mol%) | Yp,p′-DPA (mol%) | p,p′-DPA/o,p′-DPA Molar Ratio | Ref. |
|---|---|---|---|---|---|---|---|---|
| 60 | 1/4 | Pr-SO3H-SBA-15 c (6.1) | 120 | 24 | 38 | 2 | 0.4 | [27] |
| 61 | 1/4 | Ar-SO3H-SBA-15 d (6.1) | 120 | 24 | 41 | 3 | 0.3 | [27] |
| 62 | 1/4 | Nafion-SBA-15 (6.1) | 120 | 24 | 38 | 5 | 0.5 | [27] |
| 63 | 1/4 | n-ZSM-5 (6.1) | 120 | 24 | 26 | 1 | 4.9 | [27] |
| 64 | 1/4 | H-USY (6.1) | 120 | 24 | 37 | 8 | 2.0 | [27] |
| 65 | 1/4 | H-Beta 12.5 (6.1) | 120 | 24 | 44 | 33 | 99 | [27] |
| 66 | 1/4 | H-Beta 19 (6.1) | 120 | 24 | 48 | 40 a | n.a. b | [27] |
| 67 | 1/4 | H-Beta 75 (6.1) | 120 | 24 | 57 | 45 a | n.a. b | [27] |
| 68 | 1/4 | H-Beta 180 (6.1) | 120 | 24 | 49 | 27 a | n.a. b | [27] |
| 69 | 1/6 | H-Beta 19 (4.6) | 140 | 72 | 77 | 69 | 99 | [27] |
| Entry | LA/Phenol (mol/mol) | Catalyst (gLA/gcat) | Additive (molLA/moladditive) | T (°C) | t (h) | CLA (mol%) | Yp,p′-DPA (mol%) | p,p′-DPA/o,p′-DPA Molar Ratio | Ref. |
|---|---|---|---|---|---|---|---|---|---|
| 70 | 1/4 | [BSMim]CF3SO3 a (0.6) | Ethanethiol (100) | 60 | 24 | 81 | 79 | 100 | [21] |
| 71 | 1/4 | [BSMim]OAc b (0.8) | Ethanethiol (100) | 60 | 24 | 35 | 34 | 100 | [21] |
| 72 | 1/4 | [BSMim]HSO4 c (0.7) | Ethanethiol (100) | 60 | 24 | 75 | 74 | 100 | [21] |
| 73 | 1/4 | [BPy]HSO4 d (1.0) | Ethanethiol (100) | 60 | 24 | 68 | 67 | 90 | [21] |
| 74 | 1/4 | [AMim]Br e (1.1) | Ethanethiol (100) | 60 | 24 | 18 | 10 | 3.1 | [21] |
| 75 | 1/4 | [BMim]Cl f (1.3) | Ethanethiol (100) | 60 | 24 | 14 | 11 | 4.6 | [21] |
| 76 | 1/4 | [BSMim]CF3SO3 a (0.6) | / | 60 | 24 | 73 | 70 | 22.3 | [21] |
| 77 | 1/4.5 | [BSMim]HSO4 c (0.3) | Ethanethiol (100) | 60 | 30 | n.a. g | 93 | 100 | [21] |
| 78 | 1/3.7 | [EMIM][OTs] h (0.9) | / | 75 | 6 | n.a. g | 59 i | n.a. g | [33] |
| 79 | 1/3.7 | [BMim]HSO4 j (0.9) | / | 75 | 6 | n.a. g | 68 i | n.a. g | [33] |
| 80 | 1/4 | 1a (0.8) k | / | 60 | 48 | 70 | 52 | 16.0 | [22] |
| 81 | 1/4 | 1c (0.7) k | / | 60 | 48 | n.a. g | 34 | 32.0 | [22] |
| 82 | 1/4 | 1d (0.6) k | / | 60 | 48 | n.a. g | 13 | 30.0 | [22] |
| 83 | 1/4 | 2 (0.6) k | / | 60 | 48 | n.a. g | 48 | 21.0 | [22] |
| 84 | 1/4 | 3 (0.7) k | / | 60 | 48 | n.a. g | 43 | 33.0 | [22] |
| 85 | 1/4 | 4a (0.8) k | / | 60 | 48 | n.a. g | 48 | 32.0 | [22] |
| 86 | 1/4 | 4b (0.8) k | / | 60 | 48 | n.a. g | 74 | 50.0 | [22] |
| 87 | 1/4 | 5 (0.7) k | / | 60 | 48 | n.a. g | 47 | 33 | [22] |
| 88 | 1/4 | 6 (0.7) k | / | 60 | 48 | n.a. g | 46 | 33 | [22] |
| 89 | 1/4 | 1a (0.8) k | Mercaptoacetic acid (20.0) | 60 | 48 | n.a. g | 71 | 9.0 | [22] |
| 90 | 1/4 | 2 (0.6) k | Mercaptoacetic acid (20.0) | 60 | 48 | n.a. g | 72 | 9.0 | [22] |
| 91 | 1/4 | 3 (0.7) k | Mercaptoacetic acid (20.0) | 60 | 48 | n.a. g | 78 | 9.0 | [22] |
| 92 | 1/4 | 4a (0.8) k | Mercaptoacetic acid (20.0) | 60 | 48 | n.a. g | 84 | 20.0 | [22] |
| 93 | 1/4 | 5 (0.7) k | Mercaptoacetic acid (20.0) | 60 | 48 | n.a. g | 73 | 13.0 | [22] |
| 94 | 1/4 | 6 (0.7) k | Mercaptoacetic acid (20.0) | 60 | 48 | n.a. g | 73 | 9.0 | [22] |
| 95 | 1/4 | 4a (0.9) k | 1b (20.0) | 60 | 48 | n.a. g | 85 | 100 | [22] |
| 96 | 1/4 | 4a (0.9) k | 4b (20.0) | 60 | 48 | n.a. g | 91 | 100 | [22] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fulignati, S.; Di Fidio, N.; Antonetti, C.; Raspolli Galletti, A.M.; Licursi, D. Challenges and Opportunities in the Catalytic Synthesis of Diphenolic Acid and Evaluation of Its Application Potential. Molecules 2024, 29, 126. https://doi.org/10.3390/molecules29010126
Fulignati S, Di Fidio N, Antonetti C, Raspolli Galletti AM, Licursi D. Challenges and Opportunities in the Catalytic Synthesis of Diphenolic Acid and Evaluation of Its Application Potential. Molecules. 2024; 29(1):126. https://doi.org/10.3390/molecules29010126
Chicago/Turabian StyleFulignati, Sara, Nicola Di Fidio, Claudia Antonetti, Anna Maria Raspolli Galletti, and Domenico Licursi. 2024. "Challenges and Opportunities in the Catalytic Synthesis of Diphenolic Acid and Evaluation of Its Application Potential" Molecules 29, no. 1: 126. https://doi.org/10.3390/molecules29010126
APA StyleFulignati, S., Di Fidio, N., Antonetti, C., Raspolli Galletti, A. M., & Licursi, D. (2024). Challenges and Opportunities in the Catalytic Synthesis of Diphenolic Acid and Evaluation of Its Application Potential. Molecules, 29(1), 126. https://doi.org/10.3390/molecules29010126