2.1. Optimization of Polymerization Conditions for PNVF-co-PAN
According to our published results [
4], PNVF-co-PAN was constructed through the aqueous solution polymerization of NVF and AN with a molar ratio of 1:1 using dihydrochloride (AIBA) initiation at 50 °C for 5 h. The molar ratio (1:1) and a mass fraction (0.15) of monomers were employed in the SCCO
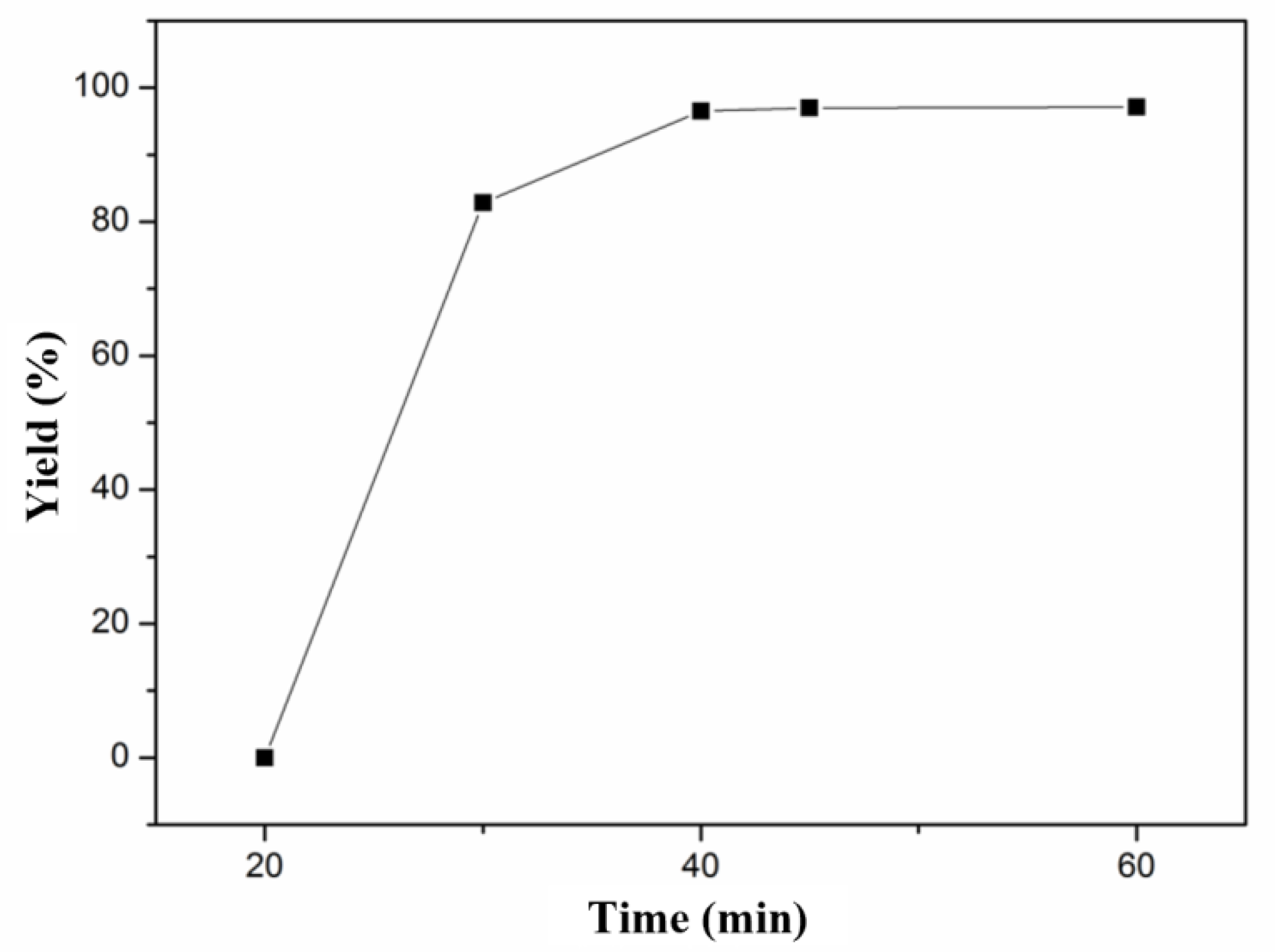
2 synthetic strategy of polyamidine, and other copolymerization parameters, such as reaction temperature (60 °C), reaction pressure (15 MPa), and initiator dosage (AIVN, 0.015 g), were chosen to explore the effect of reaction time on the yield. As illustrated in
Figure 1, no product appeared in at the initial 20 min, but a yield of 85% was obtained at 30 min. The yield increased slightly from 95% to 97% with the increase in reaction time from 40 min to 60 min. The results reveal that the reaction was basically completed in this system after 40 min. In comparison with copolymerization in water, the reaction time of copolymerization in SCCO
2 was decreased considerably due to the excellent mass transfer capability of SCCO
2. To ensure that copolymerization in SCCO
2 was complete, 1 h was chosen as the specified reaction time for the following experiment.
The 3D response surface methodology (RSM) model, as a collection form for experimental data using a multivariate mathematical-statistical tool, was plotted to visualize the influence between the response (i.e., the yield and viscosity of polyamidine) and any two independent parameters (i.e., temperature as X1, pressure as X2, and initiator dose as X3) in supercritical polymerization. Box–Behnken design was applied in this optimization process, and the corresponding non-coded level of parameters and 17 experimental runs were given in
Tables S1 and S2. Using the Box–Behnken design, the models’ fitness was evaluated, and response surface plots (
Figure 2 and
Figure 3) were obtained by utilizing the statistical software package Design-Expert 8.0.5. Analysis of variance (ANOVA) was used as the indicator to assess the quality of these fitted models, and the results were tabulated in
Tables S3 and S4. Variance analysis was performed according to 5% confidence intervals. The well-known probability value (
p-value) is less than 0.05, indicating the significance of the model. The data show that this test is credible and the model is reliable.
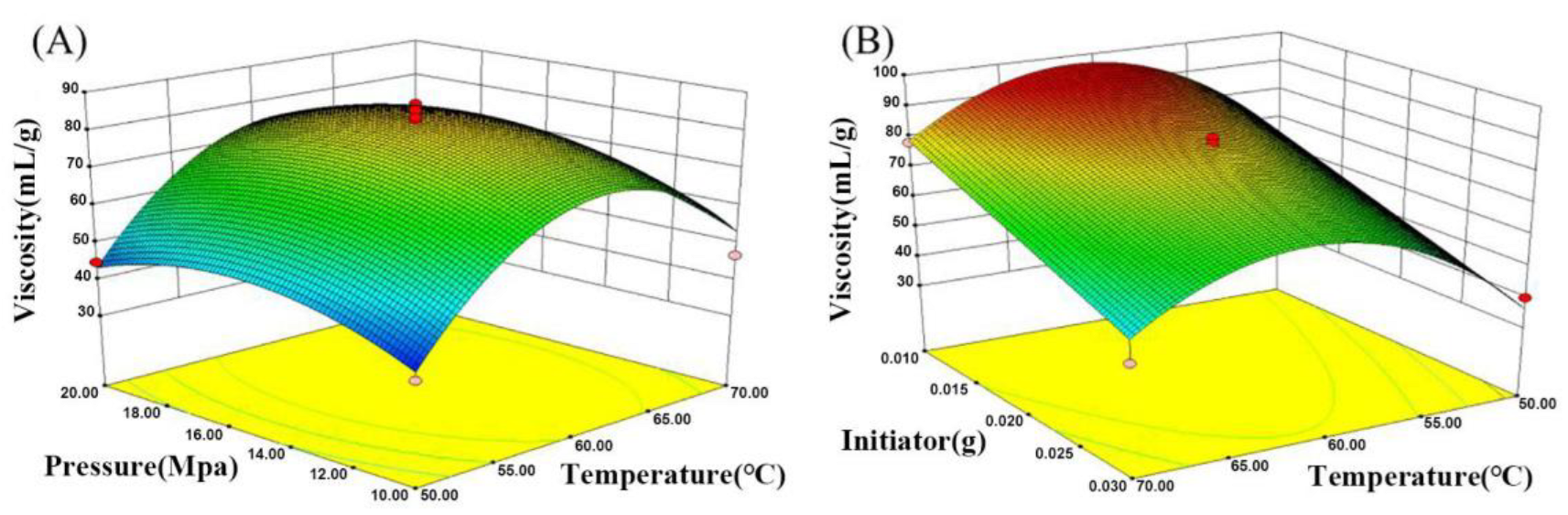
The effect of temperature on the yield during supercritical polymerization is shown in
Figure 2. The yield increased gradually with rising temperature, and the maximum yield of 99% was achieved at 60.95 °C. However, the yield decreased when the temperature exceeded 60.95 °C. The result indicates that the decomposition of the initiator accelerated and the concentration of free radicals increased in the temperature rise period, resulting in faster reaction speed and higher yield. However, continuously increasing temperature may cause two unfavorable situations. Firstly, the reduction in mass transfer rate occurred in virtue of the continuously increasing temperature, resulting in a decrease in the polymerization speed. Secondly, a large amount of initiator was consumed due to the rapid polymerization of monomers and precipitation of corresponding copolymer at higher temperatures. Polymerization no longer proceeded once the concentration of the initiator dropped below a certain amount, leading to a decrease in yield.
The effect of pressure on the yield during supercritical polymerization is illustrated in
Figure 2A. The yield rose continuously when the pressure increased from 10 MPa to 15.29 MPa because the SCCO
2 density increased at relatively higher pressure, giving rise to the enhancement of mass transfer capacity and the acceleration of the reaction rate. The maximum yield of 99% was present at 15.29 MPa. However, the yield decreased slightly with a further increase in pressure, because enhancing the pressure can raise the temperature, causing a decrease in SCCO
2 density.
The effect of initiator dosage on yield during supercritical polymerization is also displayed in
Figure 2B. The yield increased with the increment of initiator dosage from 0.015 g to 0.025 g. Elevating the initiator dosage caused the amplification of free radicals and an acceleration of the reaction rate, resulting in a higher yield. A fast mass transfer and no hindrance of motion existed in SCCO
2. Conversely, owing to the fast polymerization, the solution viscosity was intensified in aqueous solution polymerization, hindering the movement of the monomer and the initiator, which may retard the yield.
ANOVA demonstrated that the p-values of temperature, pressure, and initiator dose were all less than 0.0001, which implies that the combined interaction among extraction temperature, pressure, and initiator dosage influenced the final yield of polyamidine.
Figure 3 illustrates the response surface graph about the effect of three factors (e.g., temperature, pressure) on viscosity during supercritical polymerization. The viscosity intensified gradually with a rise in temperature, reaching a maximum value of 97.34 mL/g at 61.38 °C, and viscosity decreased when the temperature exceeded 61.38 °C. The moderate rate of polymerization was obtained due to the proper decomposition of free radicals in the initial warming stage, resulting in the slow enhancement of solution viscosity. However, the excessive temperature may make the decomposition of the initiator accelerate and increase the number of active centers. The more active centers occur, the higher the content of shorter chain polymers, which leads to lower viscosity.
As shown in
Figure 3A, pressure exhibited a small effect on viscosity. Nevertheless, the mass transfer rate was accelerated with an increase in pressure, which is conducive to the construction of long-chain polymers. Viscosity reached a maximum value of 97.34 mL/g when the pressure increased from 10 MPa to 15.52 MPa, and then decreased slightly as pressure further increased. The result was consistent with the above-mentioned results about the low yield under high pressure because rising pressure heightens the temperature of the system, causing the lower viscosity.
The effect of initiator dosage on viscosity during supercritical polymerization is represented on the response surface graph (
Figure 3B). The viscosity decreased when the initiator increased from 0.015 g to 0.025 g. The use of plentiful initiators increased the concentration of free radicals and the number of shorter chain polymers. The lower degree of polymerization was attributed to the enormous shorter chain polymers prepared in the polymerization process, resulting in lower viscosity.
From the ANOVA data, it is clear that the effect of initiator dosage on viscosity is significant by virtue of the
p-value of initiator dosage (0.0002). The increase in initiator dosage will decrease viscosity from 93.8 mL/g to 65 mL/g. The
p-value of temperature was 0.0219, revealing that temperature was also a significant parameter. The viscosity increased from 52 mL/g to 85 mL/g with a rise in temperature. The
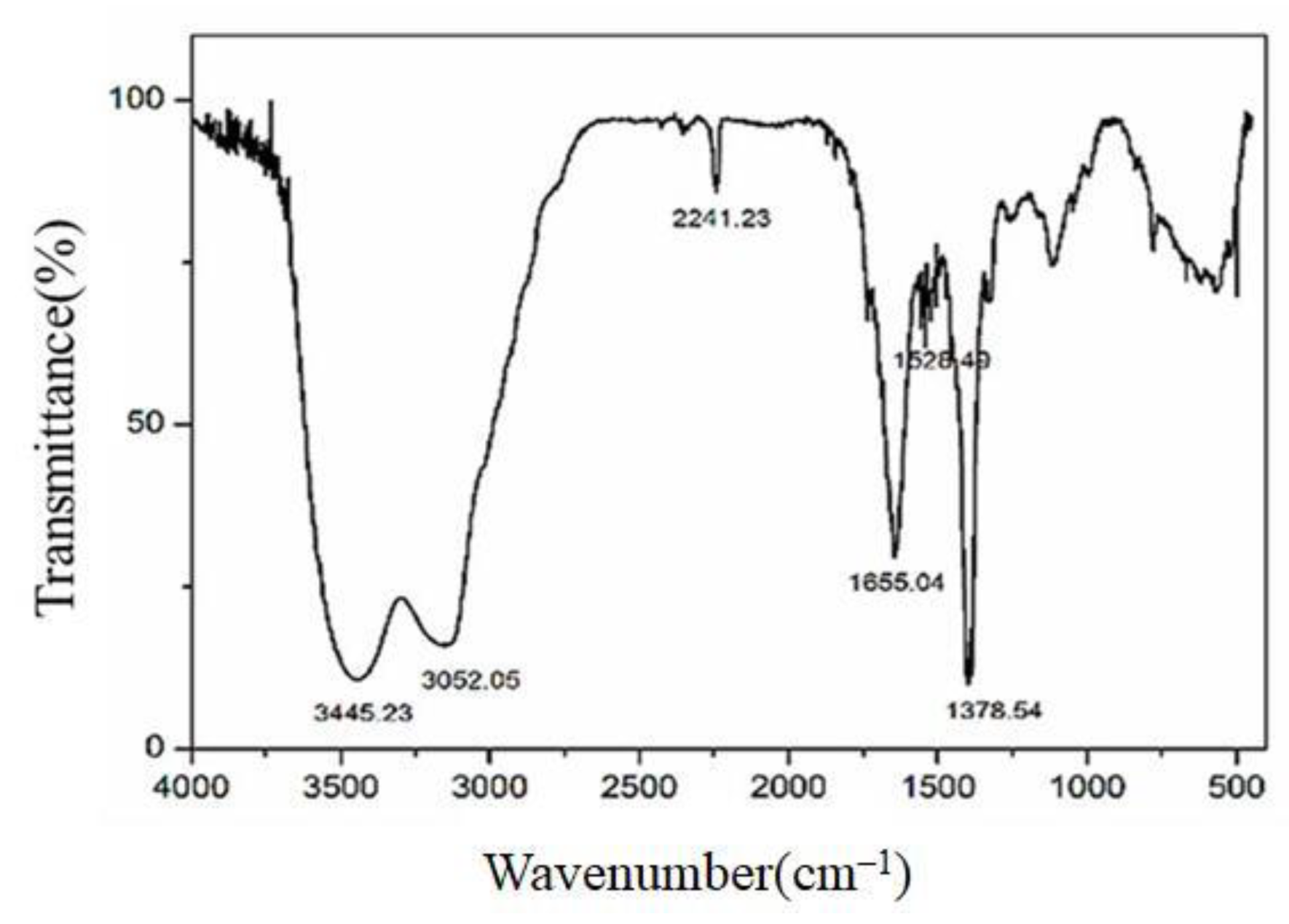
p-value of pressure was 0.4749, which was greater than 0.05, indicating that pressure was an insignificant parameter. Considering the trend of yield and viscosity, the experimental parameters (temperature: 61.27 °C; pressure: 15.52 MPa, initiator dosage: 0.02 g) were adopted, and the best yield of 89% and maximum viscosity of 93.4 mL/g were obtained as the optimal conditions. FT-IR was used to characterize the functional groups on PNVF-co-PAN. As displayed in
Figure 4, the stretching vibrations of cyano groups were located at 2241 cm
−1, and the stretching vibrations of C=O bonds occurred at 1655 cm
−1. The peak at 1378 cm
−1 was assigned to the -C-N- stretching vibrations. The above results demonstrate that cyano groups and formamide groups existed in the PNVF-co-PAN backbone.
2.2. Optimization of Amidinization Conditions for Polyamidine
Three factors (e.g., temperature, time and HCl volume) were optimized using response surface methodology to obtain the optimal reaction conditions in the amidinization step. Each factor was tested at three levels (
Table S5). Since yield is an important parameter reflecting the effectiveness of the amidinization approach, and a higher cationic degree of polyamidine could be conducive to enhance the applications performance as flocculant, the yield and cationic degree of polyamidine were adopted as dependent variables and expressed as Y1 and Y2, respectively. The Box–Behnken design was applied in this optimization process of amidinization approach, and 17 experimental runs were conducted as shown in
Table S6.
Figure 5 and
Figure 6 illustrate the 3D response surface graphs based on the yield and cationic degree of polyamidine, respectively. ANOVA (
Table S7) was used to assess the suitability and significance of the 3D model. The
p-values of the three factors were all < 0.0500, which implies that these model terms were notable. These findings suggest that the established 3D models for seeking optimum amidinization conditions were dependable.
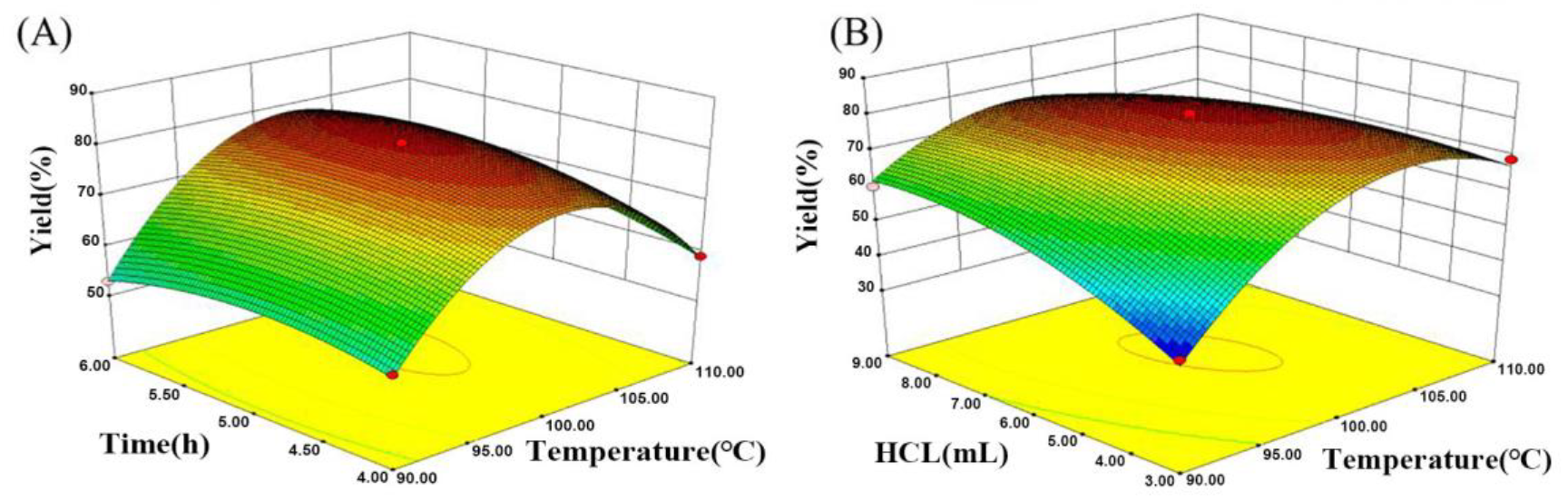
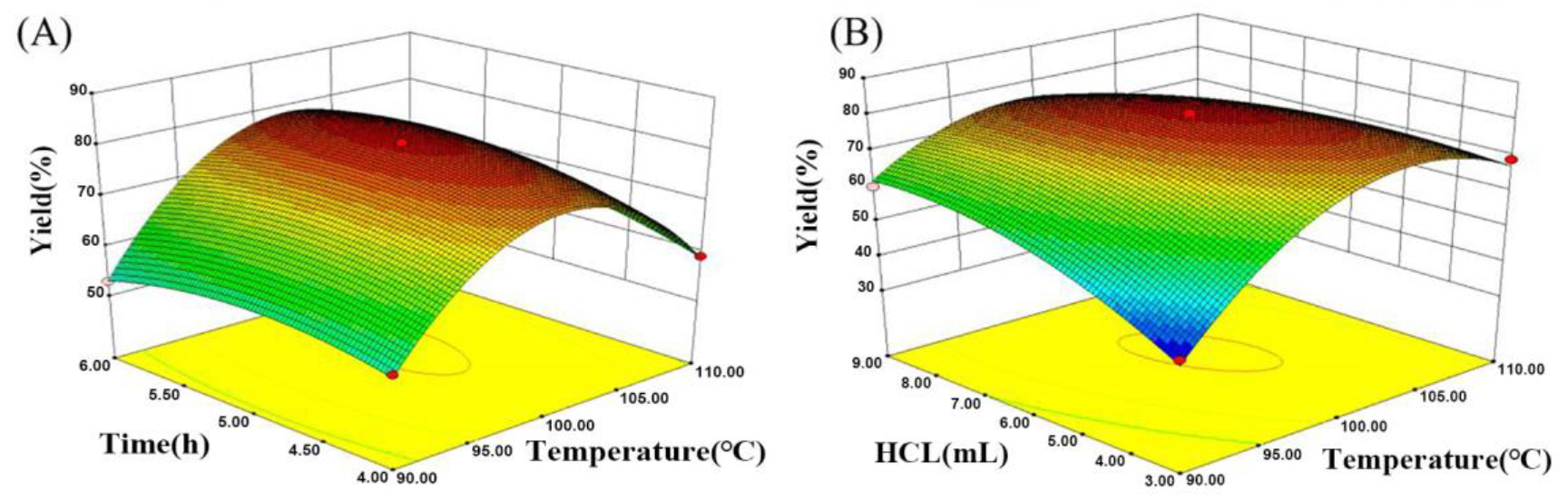
Figure 5A illustrates the effect of temperature and time on the yield during amidinization process. The yield of polyamidine increased as the temperature increased from 90 °C to 101.1 °C, reaching a maximum of 80.9%. The yield decreased sharply to 66.0% with a rise in temperature from 101.1 °C to 110 °C. This phenomenon can be explained as a result of the following: to facilitate the formation of cyclic polyamidine by using amidinization between the amine groups and adjacent cyano group, amide units introduced in the copolymer were hydrolyzed to amine groups under acidic conditions. Within a certain range, an increase in temperature accelerated the hydrolysis process, facilitating the formation of amine groups. When the temperature exceeded 100 °C, a water-immiscible side product was prepared by a cross-linking reaction between amine groups on the different polymer chains, which restrained the formation of amine groups present on the main chain, causing a lower yield. Hence, 100 °C was adopted as a suitable amidinization temperature.
Figure 5A displays that the reaction time exhibited a positive impact on the yield. The productivity of polyamidine became evident after 4 h and subsequently reached a maximum value at 5 h. The stable yield was discovered at the time of 5–6 h. Therefore, 5 h was considered the best reaction time.
Figure 5B indicates the effect of temperature and the HCl volume on the yield during the amidinization process. The results show that the yield increased and reached a maximum of 81.1% when the HCl volume was increased from 3 mL to 5.96 mL. Then, the yield showed a faint change as the HCl volume was raised from 5.96 mL to 9 mL and was reduced to 76% when the volume of hydrochloric acid was 9 mL. The trend of yield increased initially and became unvarying with the rise in HCl volume. The reason for this phenomenon is that the hydrolysis reaction can be carried out under acidic conditions, and the increase in hydrogen proton improves the reaction rate of hydrolysis. When the HCl volume continued to increase, the stable yield was obtained in virtue of the completeness of hydrolysis reaction. The side product was synthesized through the hydrolysis of cyano groups under strongly acidic conditions. The substantial consumption of cyano groups retarded the formation of polyamidine. So, 7 mL was selected as the optimum volume in view of the response surface model.
The effects of temperature and time on the cationic degree are presented in
Figure 6A. The results imply that the cationic degree of polyamidine was heightened from 5.08 mmol/L to 5.85 mmol/L when the temperature was raised from 90 °C to 95 °C. Then, increasing the temperature from 95 °C to 110 °C retarded the cationic degree to 3.15 mmol/L. The trend of temperature on the cationic degree was analogous to the trend of temperature on yield in amidinization, primarily because the yield was declined on account of the cross-linking reaction between amine groups at higher temperatures, resulting in a lower cationic degree. Hence, a relatively moderate temperature was chosen to generate a higher cationic degree.
Figure 6A indicates that the effect of reaction time on the cationic degree was in line with the effect of reaction time on the yield in the amidinization process. The cationic degree was elevated and reached a maximum when the reaction time was increased from 4 h to 5.2 h. Then, the cationic degree showed a slight variation with the rise in reaction time (from 5 h to 6 h). Therefore, 5 h was selected as the most favorable reaction time.
The effect of temperature and HCl volume on the cationic degree during amidinization process is illustrated in
Figure 6B. The results imply that the cationic degree was raised with increase in HCl volume and reached a maximum of 5.85 mmol/L when the volume of HCl was 5.96 mL. When the HCl volume was increased up to 9 mL, the cationic degree was slightly reduced. The trend of HCl volume on the cationic degree was consistent with the trend of HCl volume on yield in the amidinization process. The content of amine group formed via the hydrolysis reaction was heightened with the rise in the concentration of hydrogen proton, resulting in the superior cationic degree. The invariable cationic degree was achieved due to the termination of the hydrolysis reaction. The hydrolysis of cyano groups suppressed the formation of five-membered rings comprising amidine group when acidity reached a certain higher level, leading to a reduction in the cationic degree.
According to the response surface model, the optimal conditions were considered as follows: the amidinization temperature was 98 °C, the time was 5.0 h, and the volume of HCl was 7.4 mL. Characterization data of polyamidine prepared at the above optimal conditions were listed as follows: the yield was 79.4%, Mn was 6.31 × 105 Da, Mw was 6.59 × 105 Da, the polydispersity index (PDI) was 1.04, the cationic degree was 5.66 mmol/g, and the viscosity was 304.2 mL/g.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}