2.1. 3D Printing of PEDOT:PSS Nanofilms Using EF-DID-UV
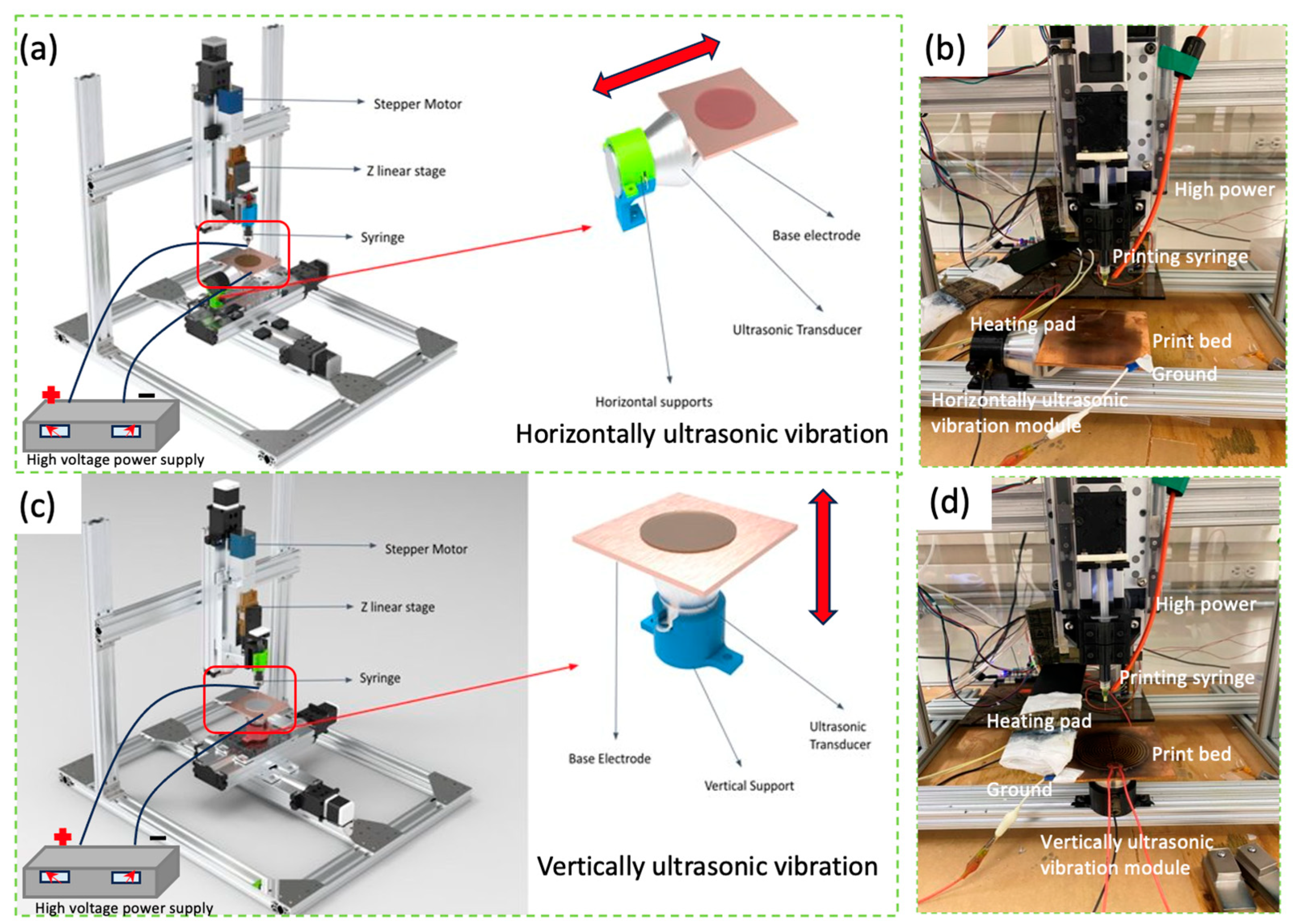
A prototype EF-DID-UV machine was designed and built, and the schematic diagram and physical prototype EF-DID-UV machine is shown in
Figure 1. In the EF-DID-UV process, we harness electrical fields generated by a high DC voltage to create a fine and controlled aerosol of charged PEDOT:PSS droplets, subsequently deposited onto the ITO substrate to form a nanofilm. The process begins with the formation of a Taylor cone under the metal needle when a high voltage is applied between the needle and the printing bed. By adjusting the applied voltage, we can tailor the shape of the Taylor cone. This cone then emits a PEDOT:PSS liquid jet, generating small and highly charged PEDOT:PSS droplets due to varicose waves on the jet’s surface.
The charges within the conductive printing ink cause the PEDOT:PSS droplets to disperse and form a stable spray under the influence of the applied electrical field. As these charged droplets travel through the electric field toward the ITO substrate, they evaporate, driven by the solvent’s low boiling point. This process results in the formation of highly charged nanoscale PEDOT:PSS particles that are directed toward the ITO substrate under the influence of the electric field. During deposition, the charged PEDOT:PSS nanoparticles undergo rearrangement and self-assembly, driven by Coulombic interactions and van der Waals forces [
16]. These forces create well-defined PEDOT:PSS nanoparticles within the nanofilm.
The formation of PEDOT:PSS nanoparticles under an electrical field is influenced by various factors, including the electrical field strength, liquid properties (such as viscosity and surface tension), and ITO substrate characteristics. Our previous work used a metal needle with a nozzle diameter of 90 µm. We applied a voltage difference of 11 kV between the printing needle and the ground copper electrode to create the electrical field [
16]. The ITO substrate was positioned at a fixed distance of 40 mm from the needle tip to ensure optimal uniformity. Our previous findings indicated that the optimal PEDOT:PSS deposition duration for desirable film properties for PSCs was 30 s [
16]. These specific parameters facilitated the formation of a stable Taylor cone and ensured a consistent deposition stream of PEDOT:PSS nanoparticles during the printing process.
To achieve enhanced uniformity and precision control of the morphology of PEDOT:PSS nanoparticles, we integrated ultrasonic vibrations and electrohydrodynamic deposition for PEDOT:PSS nanofilm fabrication. Both horizontal and vertical ultrasonic vibration modules were tested to evaluate their effects on the nanostructure of printed PEDOT:PSS films. For horizontal vibrations, the top section of the ultrasonic transducer was reinforced by attaching a gusset bracket using epoxy. Initially, a hex screw and nut were used to secure the bracket onto the transducer, but it failed to withstand the increased amplitude of the vibrations, resulting in wear on the surface of the transducer due to intense friction. To address this issue, epoxy was applied as an adhesive to attach the bracket to the transducer firmly. The copper electrode was then affixed to the flat surface of the bracket using epoxy, and a heating pad was secured on top using additional epoxy. Horizontal supports were installed to stabilize the transducer, maintaining the setup in a horizontal orientation. Wires were connected to electrodes of the transducer, linking them to the power supply. A CAD model of the entire system (
Figure 1a) was created using SolidWorks, and the prototype machine was constructed for testing (
Figure 1b). In terms of vertical vibrations, the copper electrode was securely affixed to the top section of the transducer using epoxy, and the heating pad was then attached on top with epoxy as well. Vertical supports were installed to provide stability, and the entire setup was maintained in a vertical orientation (
Figure 1c). Wires were connected from the transducer’s electrodes to the power supply, ensuring proper electrical connections. The physical setup for vertical ultrasonic vibrations is shown in
Figure 1d.
Ultrasonic vibrations with various parameters were tested to optimize the printing results for PEDOT:PSS nanofilms using EF-DID-UV. PEDOT:PSS nanofilms were printed under horizontally applied ultrasonic vibrations (H) and vertically applied ultrasonic vibrations (V) to investigate the effect of vibration direction on the deposition characteristics of the PEDOT:PSS nanostructures. Moreover, the vibration amplitude of the transducer was controlled by adjusting the current output from the generator. The maximum allowed current for a single transducer, which corresponds to the full amplitude mode, was set at 0.3 A. Additionally, a half amplitude mode was explored, using a current of 0.15 A, to assess its impact on the fabrication results of PEDOT:PSS nanofilms. In addition, PEDOT:PSS nanofilms were printed with ultrasonic vibrations during (D) and after (P) electrohydrodynamic deposition. In terms of post-ultrasonic vibration application, the PEDOT:PSS ink was deposited on ITO slides normally, and then ultrasonic vibrations were applied for 120 s immediately after deposition. The detailed effects of the ultrasonic vibrations on the printed PEDOT:PSS nanofilms are thoroughly discussed in the following sections.
2.2. Influence of Ultrasonic Vibration Direction and Amplitude
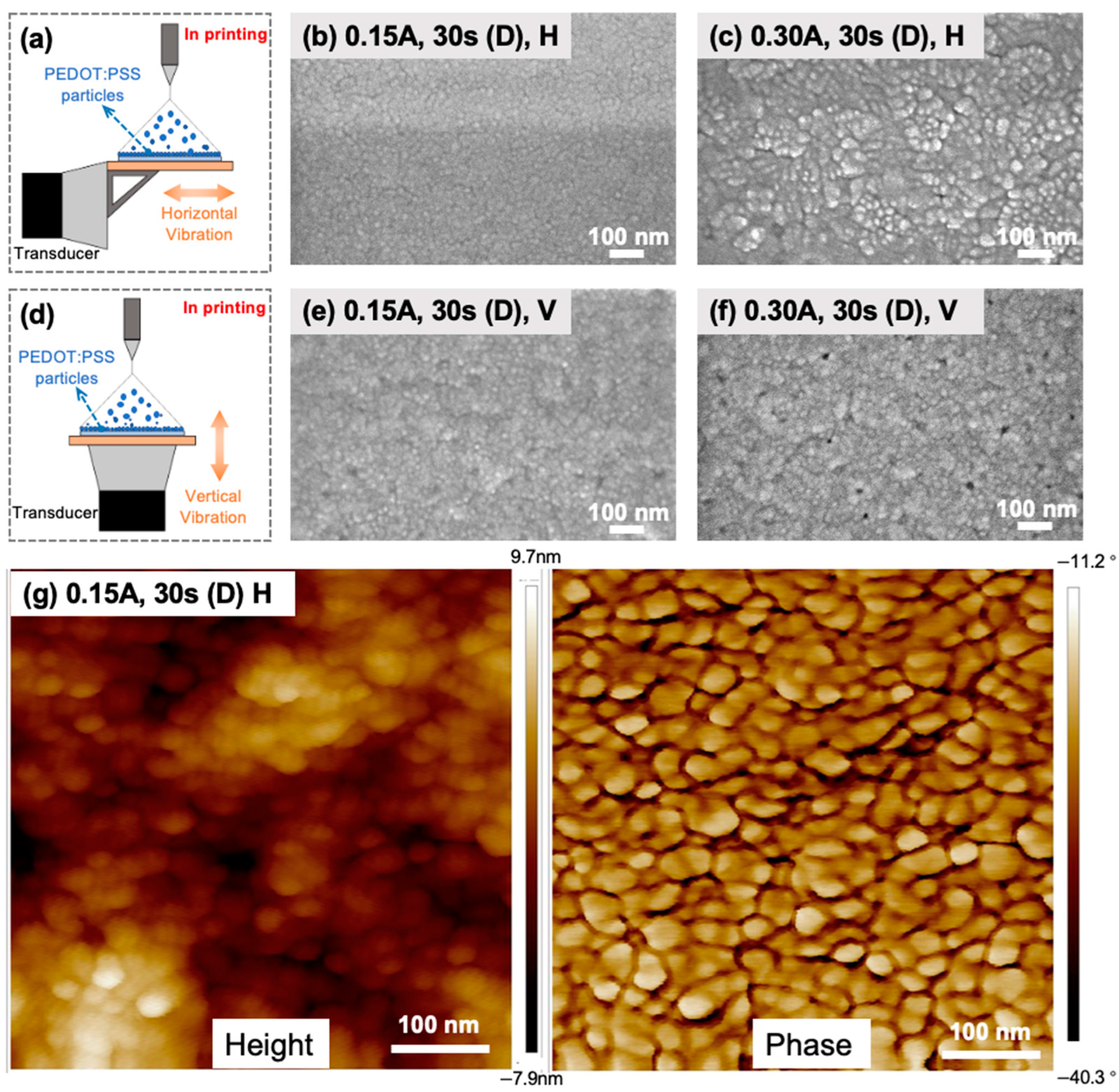
The integration of ultrasonic vibrations and electrohydrodynamic deposition plays a fundamental role in enhancing the uniformity and morphology of the PEDOT:PSS nanoparticle assembly. This process introduces mechanical waves into the system, resulting in several key effects that improve the uniform formation of PEDOT:PSS nanoparticles. To visually explore the influence of ultrasonic vibrations on the morphology of PEDOT:PSS nanofilms, scanning electron microscopy (SEM) images were taken to examine the density, uniformity, and grain size distribution of the printed PEDOT:PSS nanofilms. The impacts of vibration direction and amplitude during electrohydrodynamic deposition on the nanostructure formation of the PEDOT:PSS nanofilms were firstly examined (
Figure 2).
Ultrasonic vibrations play a crucial role in creating the PEDOT:PSS liquid jet emanating from the Taylor cone during electrohydrodynamic spraying. The mechanical agitation induced by the ultrasonic waves effectively breaks down the jet into smaller droplets, leading to a finer and more uniform aerosol (
Figure 2a). This horizontal vibration during the deposition mitigates the issue of droplet size variations, resulting in more consistent PEDOT:PSS nanoparticle deposition on the ITO substrate. Remarkably, significant cracks and defects are evident on the PEDOT:PSS nanofilm printed without vibrations, and the surface thickness exhibits non-uniformity (
Figure 2b). In contrast, the PEDOT:PSS nanofilm printed under horizontal ultrasonic vibrations (
Figure 2a) with a low vibration amplitude (0.15 A) exhibited a uniform distribution of grains that are of identical size and free from cracks and defects (
Figure 2c). However, the configuration involving vertical vibrations (
Figure 2d) demonstrated a less homogeneous pattern when printing under the same lower amplitude (
Figure 2e). This observation is attributed to the fact that horizontal ultrasonic vibrations promote the redistribution and reorganization of PEDOT:PSS nanoparticles on the ITO substrate surface. The mechanical waves encourage the horizontal movement and rearrangement of charged PEDOT:PSS nanoparticles, resulting in more uniform coverage and reduced aggregation (
Figure 2a). As a consequence, this effect contributes to the formation of well-defined and evenly distributed PEDOT:PSS nanoparticle structures, ultimately enhancing the overall morphology of the deposited PEDOT:PSS nanofilms (
Figure 2c). Additionally, ultrasonic vibrations aid in IPA solvent removal during the deposition process [
17]. The mechanical energy from the ultrasonic waves accelerated solvent evaporation, and drying times for the deposited PEDOT:PSS nanoparticles tended to be faster than those for the nanoparticles fabricated without vibration. This rapid drying also prevented excessive spreading and clustering of PEDOT:PSS nanoparticles, contributing to improved density, uniformity, and controlled morphology of the PEDOT:PSS nanofilms.
Upon increasing the vibration amplitude of horizontal vibrations (current 0.30 A), we observed a significant enlargement in grain size, which was three times larger than the one printed under a low amplitude, consequently leading to the formation of a roughened surface (
Figure 2f). Similarly, with vertical vibrations, a further increase in the amplitude led to a doubling of the grain size and the appearance of pore defects on the nanofilm surface (
Figure 2g). These observations demonstrated that the movement and rearrangement of charged PEDOT:PSS nanoparticles aligned with the vibration direction. Conversely, vertical vibrations and higher current intensities resulted in a less homogeneous grain distribution, an increased grain size, and the emergence of pore defects, adversely affecting the surface morphology of the nanofilm. In contrast, the utilization of horizontal vibrations with a low amplitude (0.15 A) yielded superior print quality, characterized by a uniform grain distribution and the absence of structural defects. To further analyze the nanofilm’s surface morphology and structures, we conducted an atomic force microscopy (AFM) analysis of the nanofilms printed under horizontal vibrations with a low amplitude. As shown in
Figure 2h, the surface profile and topography of the PEDOT:PSS nanofilms printed under these conditions exhibited a smoothening effect on the films with a more refined and controlled morphology and nanostructure.
2.3. Influence of Ultrasonic Vibration Modes
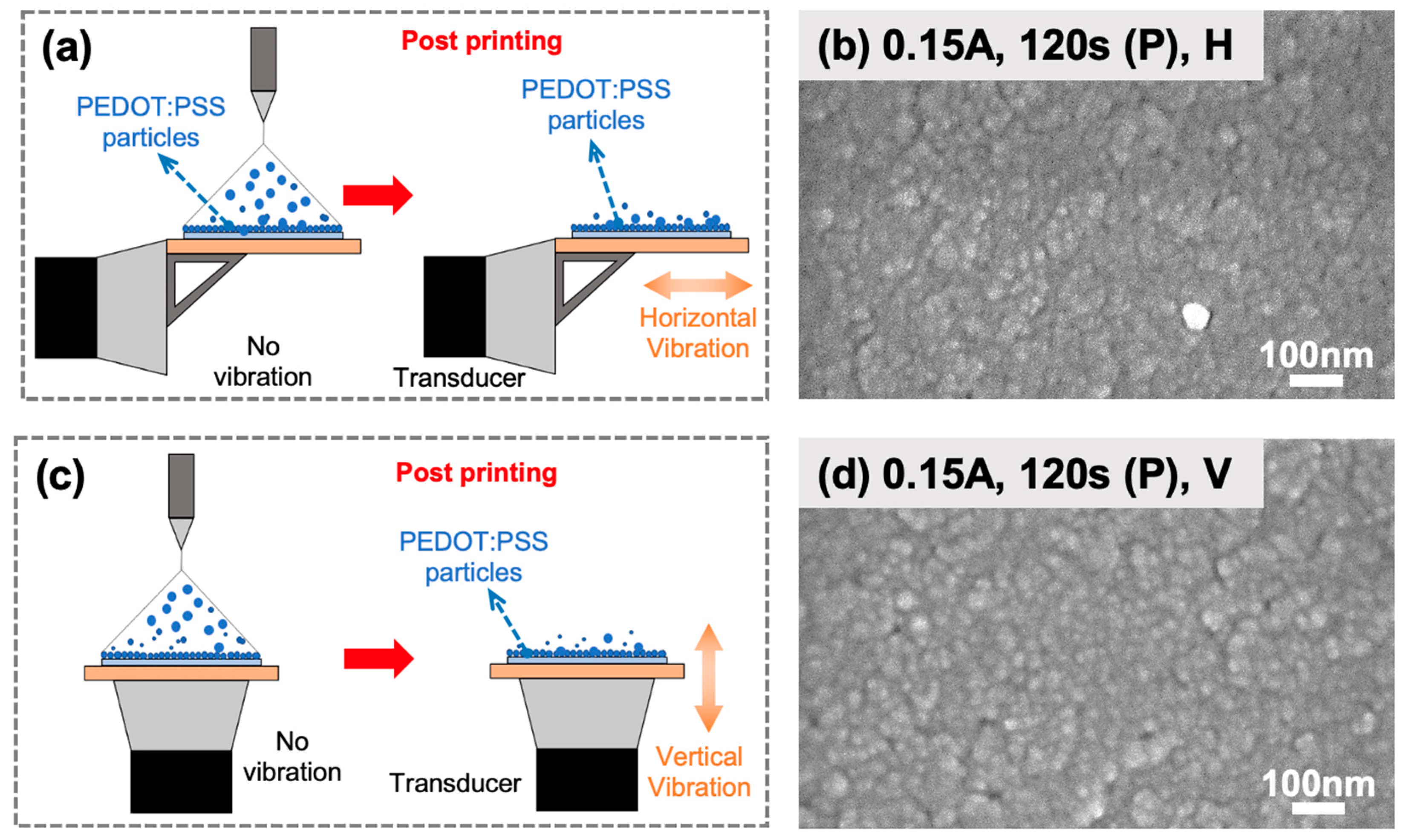
This post-treatment with ultrasonic vibrations involves subjecting the freshly deposited PEDOT:PSS nanoparticles to additional movement, inducing various effects (
Figure 3a,c). The mechanical waves generated during post-treatment vibrations promote interparticle interactions, facilitating the packing of PEDOT:PSS nanoparticles more closely together, leading to an increased film density and a higher packing efficiency. The enhanced packing is beneficial for the nanofilm’s performance in terms of charge transport and conductivity, as closely packed nanoparticles facilitate efficient charge transfer between neighboring particles [
18]. Further exploration of the impact of post-treatment vibrations on the morphology of PEDOT:PSS nanofilms revealed several important observations (
Figure 3). Nanofilms fabricated with both horizontal and vertical post-treatment vibrations did not exhibit any crack defects, and the nanofilm’s porosity decreased, further improving film density and packing efficiency. A comparison between horizontal and vertical post-treatment vibrations showed that the nanofilms fabricated under horizontal vibrations exhibit an even larger density and a smaller surface roughness (
Figure 3b,d).
However, it is essential to note that post-treatment ultrasonic vibrations induced changes in the nanofilm’s surface morphology and roughness. In contrast to vibrations applied during deposition, vibrations applied after deposition resulted in clustering of PEDOT:PSS nanoparticles, leading to an increase in the nanofilm’s surface roughness, as depicted in
Figure 2c and
Figure 3b. This increase in surface roughness can have implications for the nanofilm performance, as a rough surface hinders charge collection and transport in terms of the HTL for solar cells. In addition, under the same manufacturing parameters, post-treatment vibrations, particularly vertical vibrations, were observed to result in non-uniform surface topography, where the deviation in the grain size is 2.5 times that of the one printed under the same vibrations applied during deposition (
Figure 2e and
Figure 3d). This suggests that the application of post-treatment vibrations had a disruptive effect on the arrangement and distribution of grains within the PEDOT:PSS nanofilms. The observed increase in the surface roughness and the non-uniformity of the grain distribution can be attributed to mechanical agitation, which induced extra spreading and clustering of PEDOT:PSS nanoparticles. These changes in surface characteristics can influence the PEDOT:PSS film’s electrical conductivity and wettability, which are critical factors affecting the overall performance of the HTL PEDOT:PSS nanofilms in PSCs.
2.4. Characterization of PEDOT:PSS Nanofilms
Comprehending the fundamental mechanisms of this process is paramount for optimizing the deposition strategy and attaining the desired performance in the PEDOT:PSS nanofilms intended for solar cell applications. To delve into the performance characterization, we conducted X-ray diffraction (XRD) analysis of the printed nanofilms.
Figure 4a shows the XRD patterns of both annealed and non-annealed PEDOT:PSS films. Both patterns affirm the amorphous nature of the PEDOT:PSS films. Nevertheless, a subtle distinction in crystallinity is evident between the two samples. The non-annealed PEDOT:PSS film exhibits a more pronounced amorphous character, while the PEDOT:PSS film annealed at 130 °C reveals discernible crystallographic planes, marked by the sharp peaks in its XRD pattern. This improved crystallinity can be attributed to the annealing process, which facilitated coalescence by evaporating the IPA solvent present in the film, with a boiling point of 85 °C. Furthermore, we conducted an analysis of the absorbance spectra for the printed PEDOT:PSS films, comparing those with and without vibration treatment. In the UV absorption spectra of the PEDOT:PSS nanofilms, we observed a reduction in absorption upon applying the vibration treatment (
Figure 4b). This decrease is likely a result of improved PEDOT:PSS film quality, as the vibration treatment appears to aid in removing trap holes, leading to enhanced density.
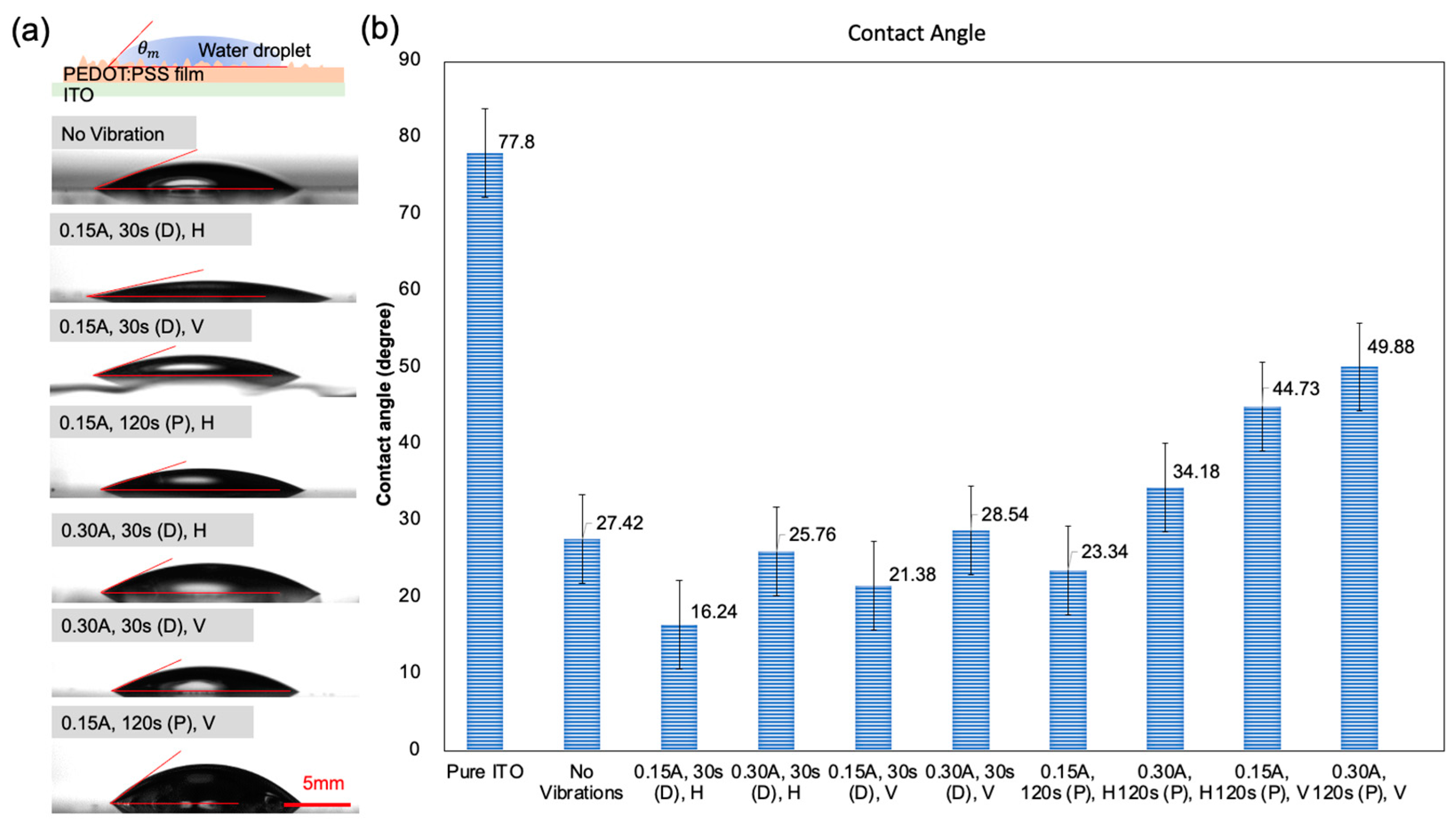
The wettability properties of the printed PEDOT:PSS nanofilms were meticulously investigated, as optimizing these properties is crucial for achieving efficient charge extraction and appropriate energy level alignment between the HTL and the active layer, ultimately enhancing the overall performance of the PSC device. The contact angle of water on the printed film was used as an indicator of wettability (
Figure 5a). Wenzel’s equation for the apparent contact angle
formed by a liquid wetting a rough surface is given by
, where
is the average roughness ratio and
is the intrinsic contact angle [
19]. According to the Wenzel model, the apparent contact angle increases when a surface is roughened due to the increased contact area between the liquid and the rough surface [
20].
The contact angle testing results aligned well with the SEM analysis in terms of the surface roughness. Specifically, PEDOT:PSS nanofilms deposited under horizontal vibrations with a low amplitude (0.15 A) exhibited the lowest contact angle (16.24
), indicating the smoothest surface roughness (
Figure 5b). Contact angles of films fabricated under vertical vibrations were consistently larger than those fabricated under horizontal vibration, indicating the larger surface roughness. Moreover, nanofilms fabricated with vibrations during deposition showed smaller contact angles compared to those fabricated with post-treatment vibrations of the same amplitude. Notably, the contact angles of PEDOT:PSS nanofilms fabricated with vibrations during deposition were all smaller than 30°, with only the contact angles of the nanofilms fabricated under vertical vibrations with a large amplitude exceeding the one without vibrations. In contrast, the post-treatment vibration modes displayed a wide range of contact angle values from 23.34
to 49.88
, with only the contact angles of PEDOT:PSS nanofilms fabricated with the low amplitude horizontal post-treatment vibrations being smaller than those of nanofilms fabricated without vibrations (
Figure 5b). An interesting observation was that post-treatment vibrations with a higher amplitude did not improve the printing quality. Larger amplitudes of vibration induced higher mechanical agitation, leading to additional spreading and clustering of PEDOT:PSS nanoparticles, resulting in a roughened surface.
In summary, the results indicate that the amplitude and direction of vibrations play a significant role in the wettability properties of the printed PEDOT:PSS nanofilms. Low-amplitude vibrations during deposition exhibit better wettability compared to films deposited without vibrations, with the amplitude impacting the deposition process and affecting the surface characteristics of the nanofilms.
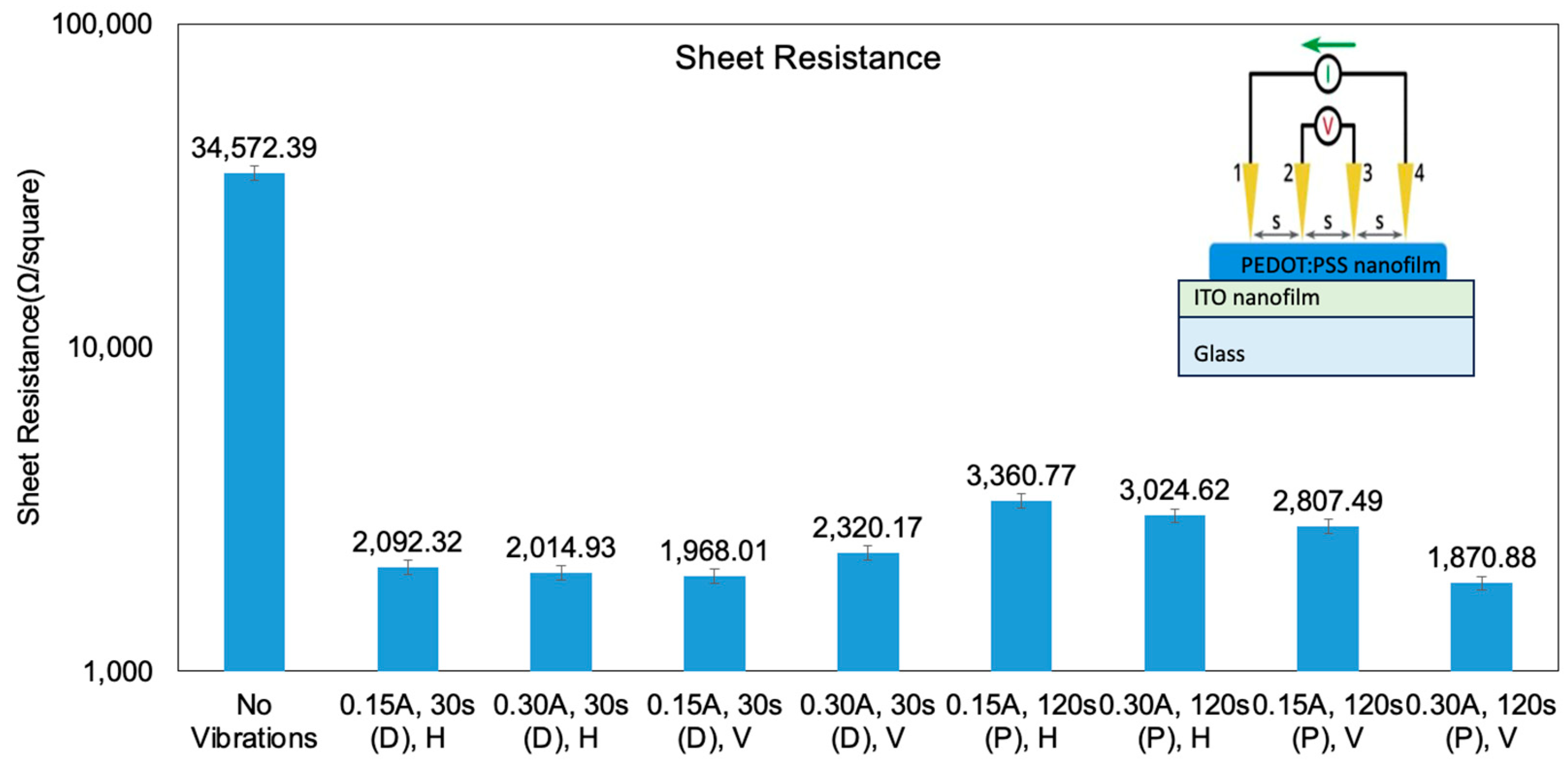
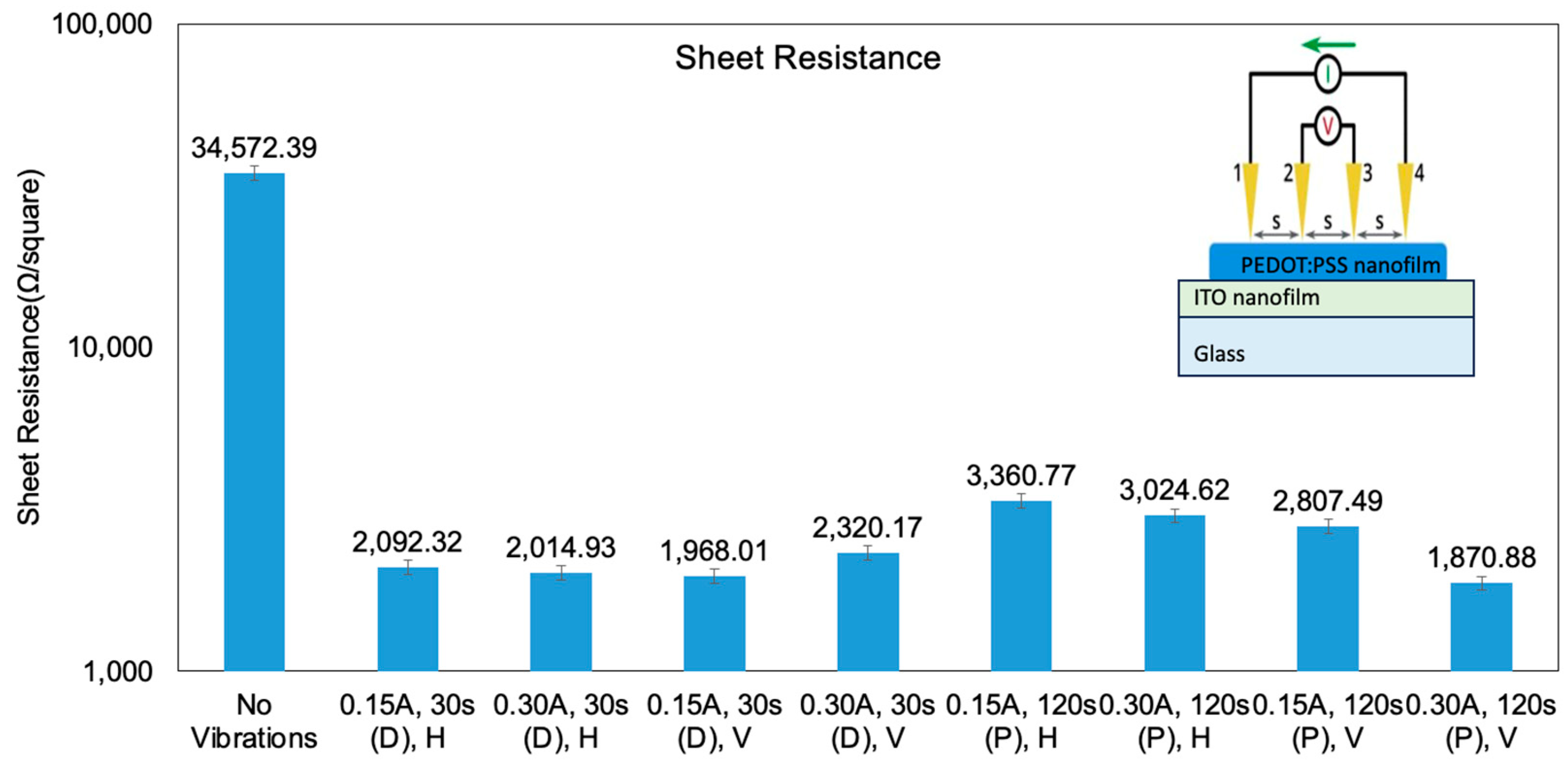
The 4-point probe (4PP) test is a commonly employed method for measuring sheet resistance. In the 4PP test, a current is applied between probe 1 and probe 4, while the voltage is measured between probe 2 and probe 3 within the same probe configuration as depicted in
Figure 6. By applying Ohm’s law, the sheet resistance can be calculated based on the voltage generated by the current passing through the film. Analysis of the sheet-resistance data reveals significant improvements when ultrasonic vibrations are employed during both the deposition and post-treatment stages. Notably, the PEDOT:PSS nanofilms deposited without vibrations exhibit the highest sheet resistance, resulting from low density with internal holes and a non-uniform grain size. Generally, ultrasonic vibrations during deposition significantly improve the electrical conductivity compared to post-treatment ultrasonic vibrations. However, among all the tests, full-amplitude post-treatment vertical ultrasonic vibrations, which represent the most intensive vibration mode, exhibit the smallest sheet resistance (1871
) (
Figure 6). This could be attributed to the largest film thickness since vertical vibrations with full amplitude after deposition cause particle bouncing, influencing the film thickness.
Similarly, the sheet resistances of the PEDOT:PSS nanofilms fabricated with ultrasonic vibrations during deposition are smaller than those fabricated with post-treatment ultrasonic vibrations, which aligns with the trend observed in the wettability analysis (
Figure 5). Ultrasonic vibrations during deposition promote fast packing of PEDOT:PSS nanoparticles, and the mechanical energy from the ultrasonic waves accelerates IPA evaporation and the complete removal of residual IPA solution. This process enhances the PEDOT:PSS film’s purity and electrical conductivity. PEDOT:PSS nanofilms fabricated under horizontal vibrations generally exhibit a larger sheet resistance than those fabricated under vertical vibrations, both during and after the printing process (
Figure 6). This difference in sheet resistance could be attributed to the fact that PEDOT:PSS nanofilms fabricated under horizontal vibrations have a much thinner nanofilm thickness compared to those fabricated under vertical vibrations.
Overall, the sheet resistance data confirm the considerable impact of ultrasonic vibrations on improving the electrical conductivity of the deposited PEDOT:PSS nanofilms. These findings highlight the importance of carefully considering ultrasonic vibration parameters and orientations in the deposition process to optimize PEDOT:PSS film quality. Further characterization of the nanofilms, including composition analysis and surface profiling, will be conducted to gain deeper insights into the effects of vibrations during deposition for further improvement of the HTL in PSCs.


 ,
, 

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}