
Fully Biobased Epoxy Resins from Fatty Acids and Lignin



Abstract
1. Introduction
2. Results and Discussion
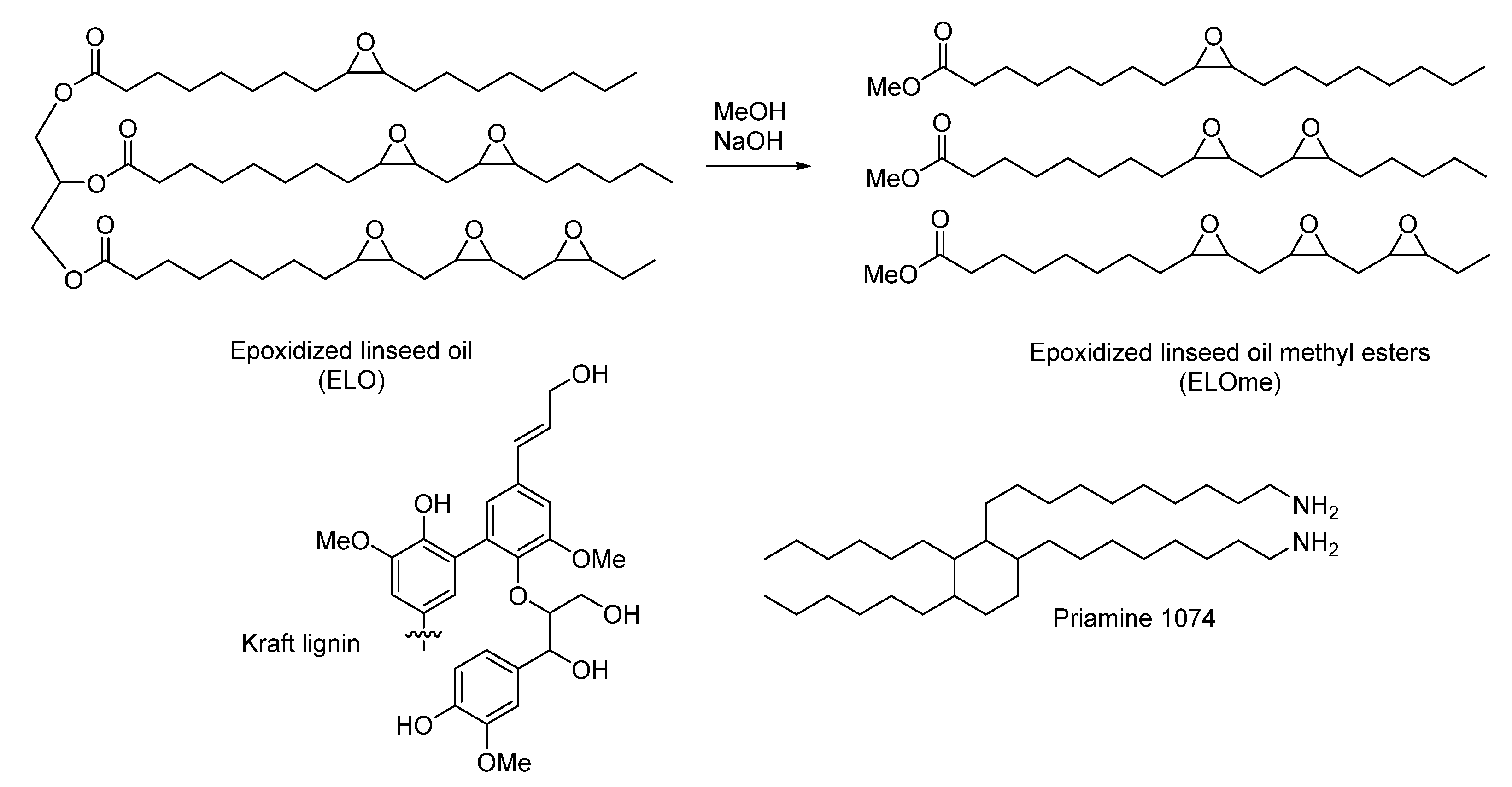
2.1. Design of a Fully Biobased Epoxy Resin
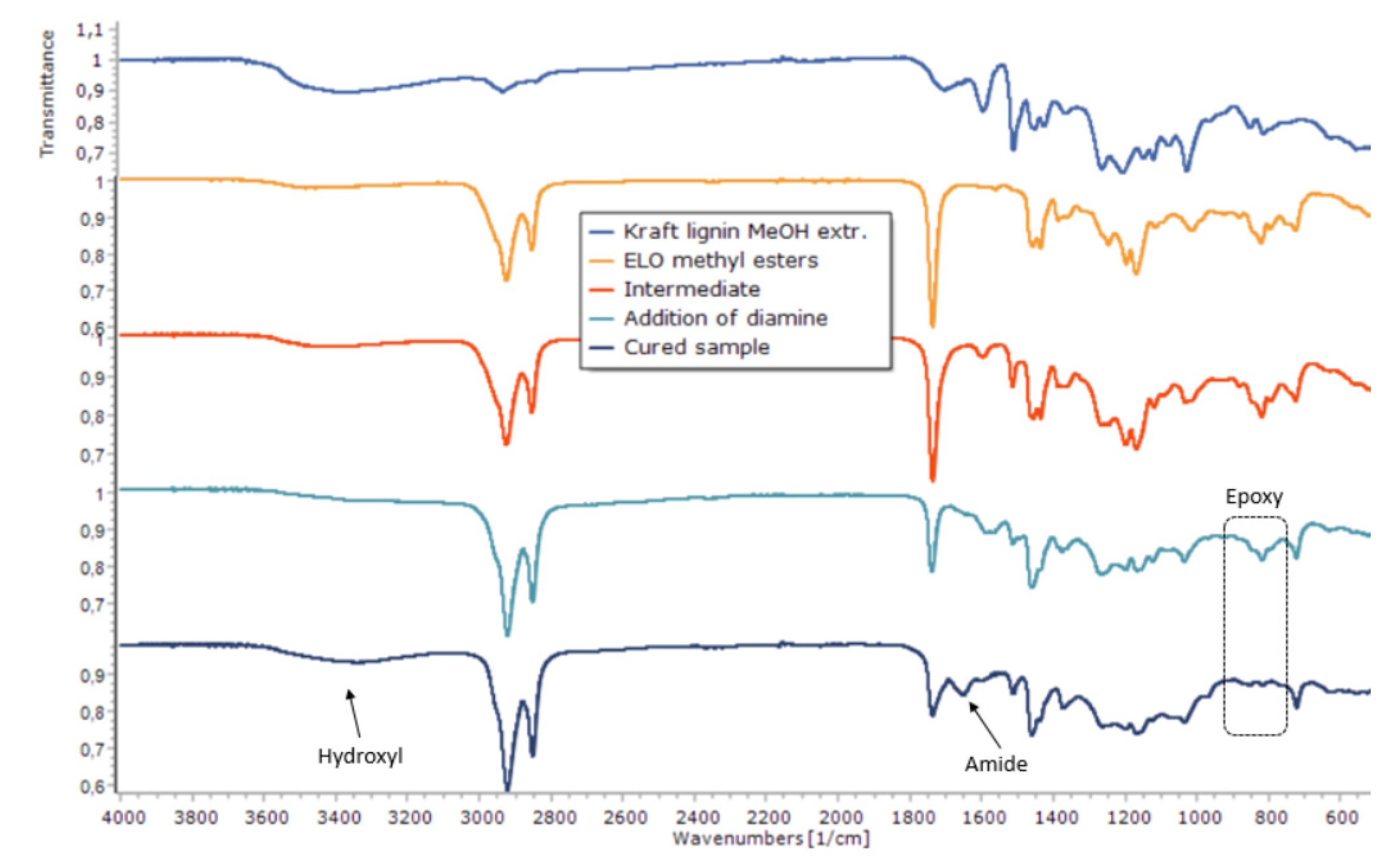
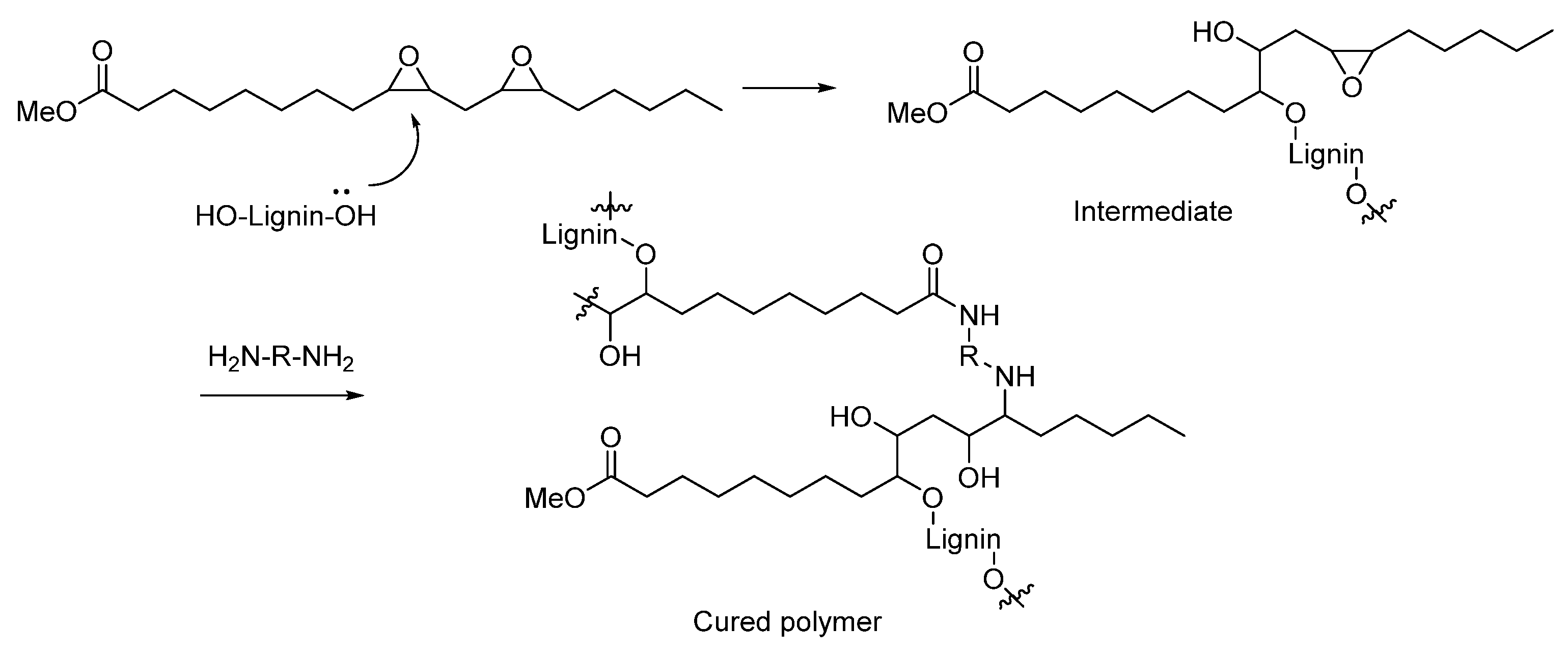
2.2. Possible Curing Mechanism
2.3. Influence of the Dimer Diamine Content
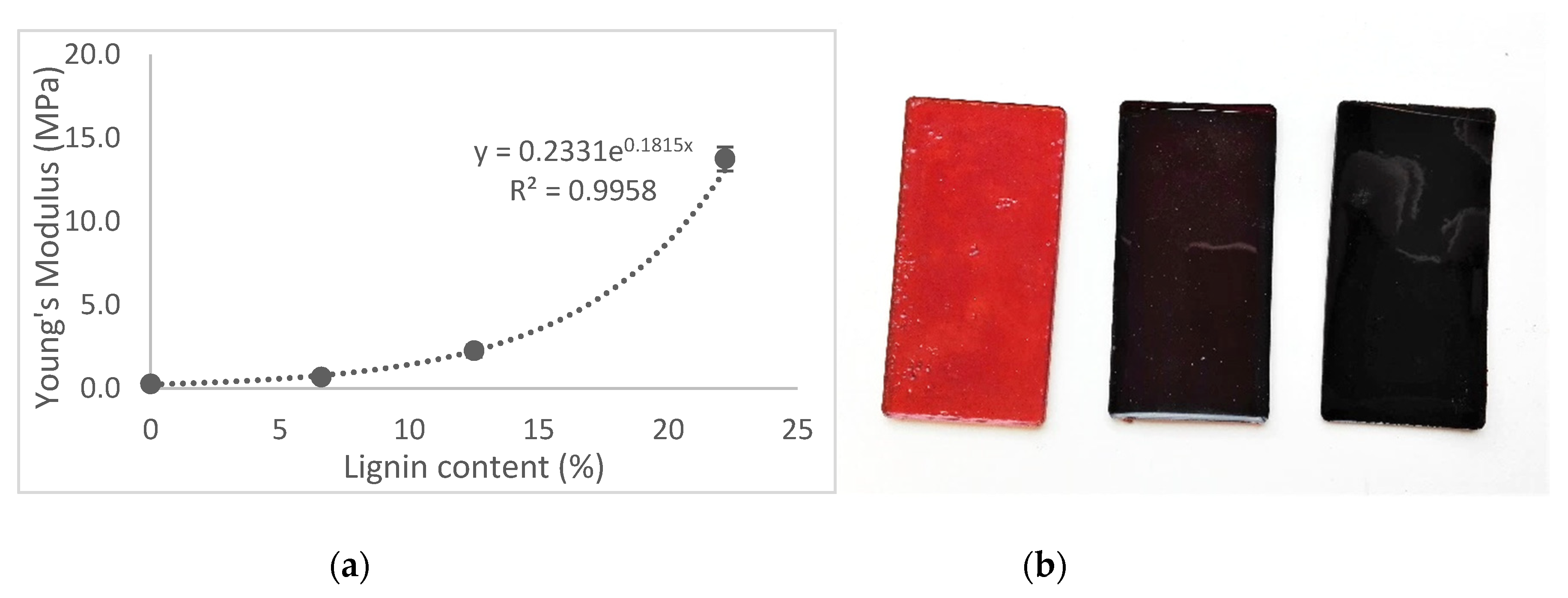
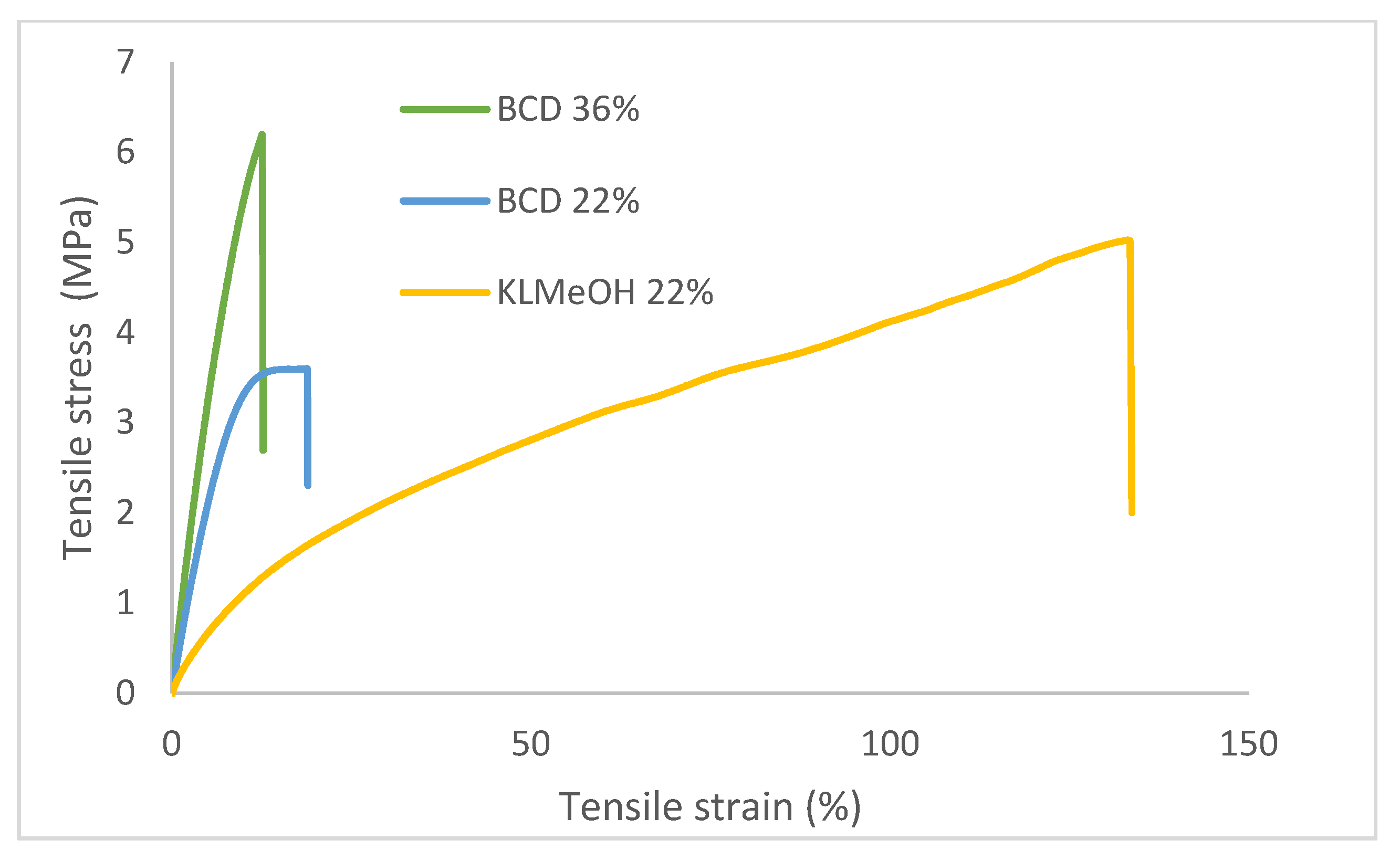
2.4. Influence of the Lignin Content on the Mechanical Properties
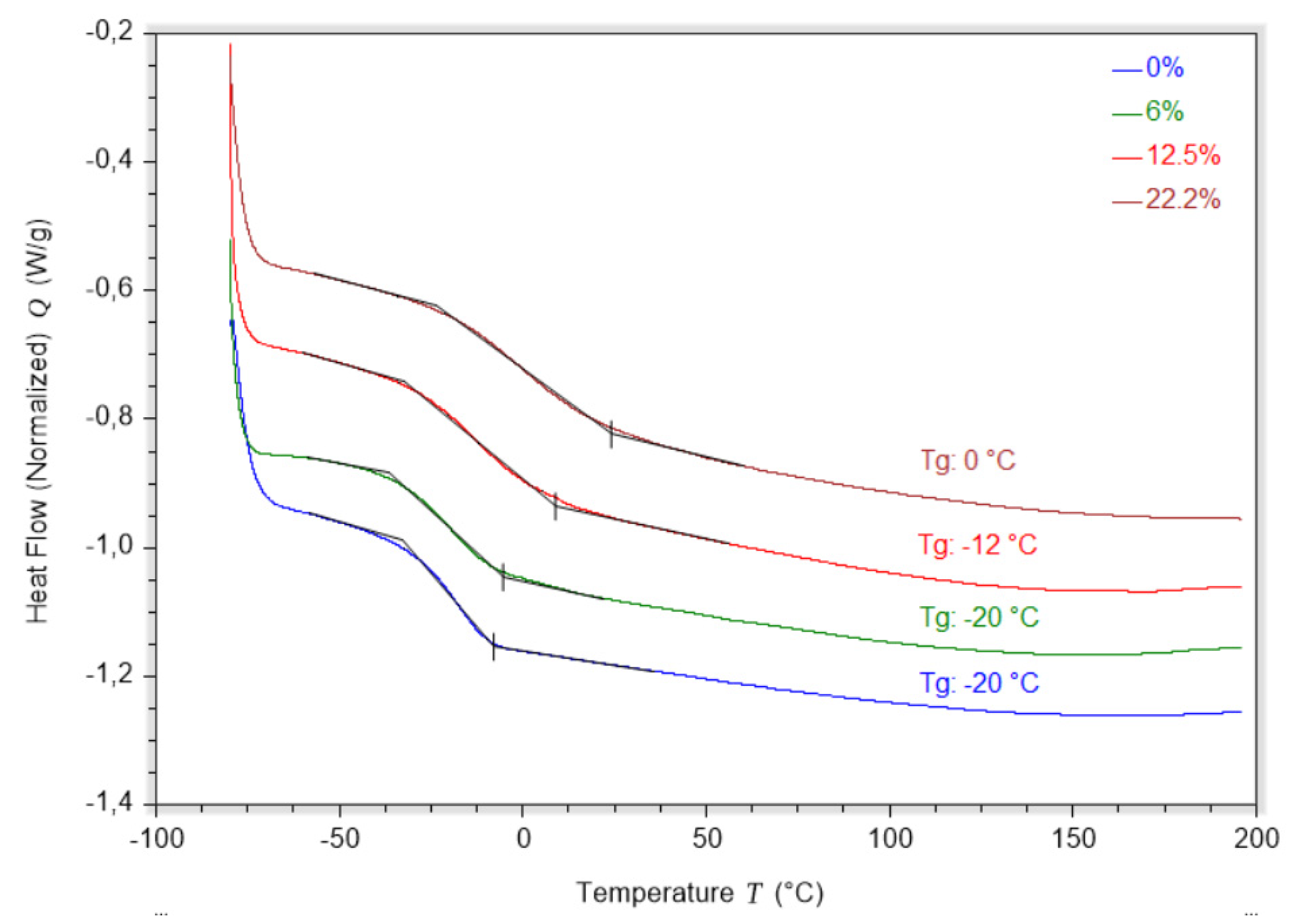
2.5. Influence of the Lignin Content on the Thermal Properties
2.6. Influence of the Type of Lignin on the Thermomechanical Properties
3. Materials and Methods
3.1. Chemicals
3.2. Transesterification of EVO
3.3. Lignin Fractionation and Characterization
3.4. Preparation and Curing of Resins
3.5. Chemical Analysis
3.6. Thermal Analysis
3.7. Spectroscopic Analysis
3.8. Tensile Test
4. Conclusions
5. Patents
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Gupta, A.K. Waste and Biomass to Clean Energy. In Handbook of Clean Energy Systems; Wiley: New York, NY, USA, 2015; pp. 1–24. [Google Scholar]
- Lie, Y.; Ortiz, P.; Vendamme, R.; Vanbroekhoven, K.; Farmer, T.J. BioLogicTool: A Simple Visual Tool for Assisting in the Logical Selection of Pathways from Biomass to Products. Ind. Eng. Chem. Res. 2019, 58, 15945–15957. [Google Scholar] [CrossRef]
- Aeschelmann, F.; Carus, M. Biobased Building Blocks and Polymers in the World: Capacities, Production, and Applications–Status Quo and Trends Towards 2020. Ind. Biot. 2015, 11, 154–159. [Google Scholar] [CrossRef]
- Bobade, S.K.; Paluvai, N.R.; Mohanty, S.; Nayak, S.K. Bio-Based Thermosetting Resins for Future Generation: A Review. Polym.-Plast. Technol. 2016, 55, 1863–1896. [Google Scholar] [CrossRef]
- Ortiz, P.; Vendamme, R. Bio Based Epoxy Resin. PCT/EP2019/075067.
- Auvergne, R.; Caillol, S.; David, G.; Boutevin, B.; Pascault, J.-P. Biobased Thermosetting Epoxy: Present and Future. Chem. Rev. 2014, 114, 1082–1115. [Google Scholar] [CrossRef] [PubMed]
- Baroncini, E.A.; Yadav, S.K.; Palmese, G.R.; Stanzione, J.F. Recent Advances in Bio-Based Epoxy Resins and Bio-Based Epoxy Curing Agents. J. Appl. Polym. Sci. 2016, 133, 44103. [Google Scholar] [CrossRef]
- Wang, R.; Schuman, T. Chapter 9-Towards Green: A Review of Recent Developments in Bio-renewable Epoxy Resins from Vegetable Oils. In Green Materials from Plant Oils; Liu, Z., Kraus, G., Eds.; The Royal Society of Chemistry: Cambridge, UK, 2015; pp. 202–241. [Google Scholar]
- Rinaldi, R.; Jastrzebski, R.; Clough, M.T.; Ralph, J.; Kennema, M.; Bruijnincx, P.C.A.; Weckhuysen, B.M. Paving the Way for Lignin Valorisation: Recent Advances in Bioengineering, Biorefining and Catalysis. Angew. Chem. Int. Edit. 2016, 55, 8164–8215. [Google Scholar] [CrossRef]
- Feghali, E.; Torr, K.M.; van de Pas, D.J.; Ortiz, P.; Vanbroekhoven, K.; Eevers, W.; Vendamme, R. Thermosetting Polymers from Lignin Model Compounds and Depolymerized Lignins. Top. Curr. Chem. (Z) 2018, 376, 32. [Google Scholar] [CrossRef]
- Passoni, V.; Scarica, C.; Levi, M.; Turri, S.; Griffini, G. Fractionation of Industrial Softwood Kraft Lignin: Solvent Selection as a Tool for Tailored Material Properties. ACS Sustain. Chem. Eng. 2016, 4, 2232–2242. [Google Scholar] [CrossRef]
- Duval, A.; Vilaplana, F.; Crestini, C.; Lawoko, M. Solvent Screening for the Fractionation of Industrial Kraft Lignin. Holzforschung 2015, 70, 11–20. [Google Scholar] [CrossRef]
- Gioia, C.; Lo Re, G.; Lawoko, M.; Berglund, L. Tunable Thermosetting Epoxies Based on Fractionated and Well-Characterized Lignins. J. Am. Chem. Soc. 2018, 140, 4054–4061. [Google Scholar] [CrossRef]
- Froidevaux, V.; Negrell, C.; Caillol, S.; Pascault, J.-P.; Boutevin, B. Biobased Amines: From Synthesis to Polymers; Present and Future. Chem. Rev. 2016, 116, 14181–14224. [Google Scholar] [CrossRef] [PubMed]
- Nieh, W.L.-S.; Glasser, W.G. Lignin Epoxide: Synthesis and Characterization. In Lignin; Glasser, W.G., Sarkanen, S., Eds.; American Chemical Society: Washington, DC, USA, 1989; Volume 397, pp. 506–514. [Google Scholar]
- Simionescu, C.I.; Rusan, V.; Macoveanu, M.M.; Cazacu, G.; Lipsa, R.; Vasile, C.; Stoleriu, A.; Ioanid, A. Lignin/Epoxy Composites. Compos. Sci. Technol. 1993, 48, 317–323. [Google Scholar] [CrossRef]
- Delmas, G.-H.; Benjelloun-Mlayah, B.; Bigot, Y.L.; Delmas, M. BioligninTM Based Epoxy Resins. J. Appl. Polym. Sci. 2013, 127, 1863–1872. [Google Scholar] [CrossRef]
- Engelmann, G.; Ganster, J. Bio-Based Epoxy Resins with Low Molecular Weight Kraft Lignin and Pyrogallol. Holzforschung 2013, 68, 435–446. [Google Scholar] [CrossRef]
- Nonaka, Y.; Tomita, B.; Hatano, Y. Synthesis of Lignin/Epoxy Resins in Aqueous Systems and Their Properties. Holzforschung 2007, 51, 183–187. [Google Scholar] [CrossRef]
- Li, R.J.; Gutierrez, J.; Chung, Y.-L.; Frank, C.W.; Billington, S.L.; Sattely, E.S. A Lignin-Epoxy Resin Derived from Biomass as an Alternative to Formaldehyde-Based Wood Adhesives. Green Chem. 2018, 20, 1459–1466. [Google Scholar] [CrossRef]
- Ortiz, P.; Wiekamp, M.; Vendamme, R.; Eevers, W. Bio-Based Epoxy Resins from Biorefinery By-Products. BioResources 2019, 14, 3200–3209. [Google Scholar]
- Gibson, G. Chapter 27—Epoxy Resins. In Brydson’s Plastics Materials, 8th ed.; Gilbert, M., Ed.; Elsevier: Oxford, UK, 2017; pp. 773–797. [Google Scholar]
- Stemmelen, M.; Lapinte, V.; Habas, J.-P.; Robin, J.-J. Plant Oil-Based Epoxy Resins from Fatty Diamines and Epoxidized Vegetable Oil. Eur. Polym. J. 2015, 68, 536–545. [Google Scholar] [CrossRef]
- Ismail, T.N.M.T.; Hassan, H.A.; Hirose, S.; Taguchi, Y.; Hatakeyama, T.; Hatakeyama, H. Synthesis and Thermal Properties of Ester-Type Crosslinked Epoxy Resins Derived from Lignosulfonate and Glycerol. Polym. Int. 2010, 59, 181–186. [Google Scholar] [CrossRef]
- Xu, C.; Ferdosian, F. Conversion of Lignin into Bio-Based Chemicals and Materials; Green Chemistry and Sustainable Technology; Springer: Berlin/Heidelberg, Germany, 2017. [Google Scholar]
- Sahoo, S.K.; Mohanty, S.; Nayak, S.K. Toughened Bio-Based Epoxy Blend Network Modified with Transesterified Epoxidized Soybean Oil: Synthesis and Characterization. RSC Adv. 2015, 5, 13674–13691. [Google Scholar] [CrossRef]
- Pu, Y.; Cao, S.; Ragauskas, A.J. Application of Quantitative 31P NMR in Biomass Lignin and Biofuel Precursors Characterization. Energy Environ. Sci. 2011, 4, 3154–3166. [Google Scholar] [CrossRef]
Sample Availability: Samples of the cured epoxy resins are available from the authors. |








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Lignin Fraction | Yield (%) | Mw (g/mol) 1 | PDI 1 | Tg (°C) 2 | Aliphatic OH (mmol/g) 3 | Aromatic OH (mmol/g) 3 | COOH (mmol/g) 3 |
|---|---|---|---|---|---|---|---|
| KL | - | 5200 | 3.5 | 132 | 2.0 | 4.3 | 0.4 |
| KLMeOH | 48 | 1610 | 2.0 | 89 | 1.7 | 4.5 | 0.5 |
| KLAcetone | 61 | 2540 | 2.2 | 114 | 1.5 | 4.6 | 0.5 |
| Diamine Equiv. to ELOme. | EYoung (MPa) 1 | ΣBreak(MPa) 1 | ΕBreak (%) 1 | Tg (°C) 2 |
|---|---|---|---|---|
| 0.75 | 22.1 ± 1.6 | 2.5 ± 0.1 | 47 ± 2 | −2 |
| 1 | 13.8 ± 1.3 | 4.0 ± 0.7 | 114 ± 14 | 0 |
| 1.25 | 7.4 ± 0.4 | 2.2 ± 0.1 | 100 ± 33 | −5 |
| 1.5 | 4.7 ± 1.1 | 2.2 ± 0.3 | 144 ± 15 | −6 |
| KLMeOH Content (% weight) 1 | EYoung (MPa) 2 | ΣBreak(MPa) 2 | ΕBreak (%) 2 |
|---|---|---|---|
| 0 | 0.26 ± 0.01 | 0.4 ± 0.1 | 197 ± 11 |
| 6 | 0.7 ± 0.1 | 0.6 ± 0.1 | 105 ± 15 |
| 12.5 | 2.2 ± 0.4 | 1.8 ± 0.4 | 129 ± 16 |
| 22.2 | 13.8 ± 1.3 | 4.0 ± 0.7 | 114 ± 14 |
| Lignin Content (% weight) 1 | 2.5% Weight Loss (°C) | 5% Weight Loss (°C) | Residual Mass at 800 °C (% weight) |
|---|---|---|---|
| 0 | 249 | 302 | 1 |
| 12.5 | 257 | 292 | 14 |
| 22.2 | 276 | 315 | 40 |
| Lignin Type | Lignin Content (% weight) 1 | Mw (g/mol) 2 | Dispersity 2 | EYoung (MPa) 3 | ΣBreak (MPa) 3 | ΕBreak (%) 3 | Tg (°C) 4 |
|---|---|---|---|---|---|---|---|
| KLMeOH | 22.2 | 1610 | 2.0 | 13.8 ± 1.3 | 4.0 ± 0.7 | 114 ± 14 | 0 |
| KLAcetone | 22.2 | 2540 | 2.2 | 20.9 ± 1.6 | 5.7 ± 0.4 | 121 ± 14 | 4 |
| KL | 22.2 | 5200 | 3.5 | 35.2 ± 9.0 | 4.1 ± 1.1 | 41 ± 6 | 0 |
| West Fraser KL | 22.2 | 4080 | 3.8 | 17.6 ± 0.8 | 6.8 ± 0.7 | 135 ± 13 | 0 |
| BCD oil | 22.2 | 330 | 1.4 | 31.1 ± 1.3 | 3.6 ± 0.2 | 21 ± 3 | 9 |
| BCD oil | 36.4 | 330 | 1.4 | 60.2 ± 9.6 | 6.5 ± 0.3 | 21 ± 8 | 15 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ortiz, P.; Vendamme, R.; Eevers, W. Fully Biobased Epoxy Resins from Fatty Acids and Lignin. Molecules 2020, 25, 1158. https://doi.org/10.3390/molecules25051158
Ortiz P, Vendamme R, Eevers W. Fully Biobased Epoxy Resins from Fatty Acids and Lignin. Molecules. 2020; 25(5):1158. https://doi.org/10.3390/molecules25051158
Chicago/Turabian StyleOrtiz, Pablo, Richard Vendamme, and Walter Eevers. 2020. "Fully Biobased Epoxy Resins from Fatty Acids and Lignin" Molecules 25, no. 5: 1158. https://doi.org/10.3390/molecules25051158
APA StyleOrtiz, P., Vendamme, R., & Eevers, W. (2020). Fully Biobased Epoxy Resins from Fatty Acids and Lignin. Molecules, 25(5), 1158. https://doi.org/10.3390/molecules25051158