
Utilization of Low-Rank Coals for Producing Syngas to Meet the Future Energy Needs: Technical and Economic Analysis

 ,
,  , ,
, ,  ,
, 

Abstract
:1. Introduction
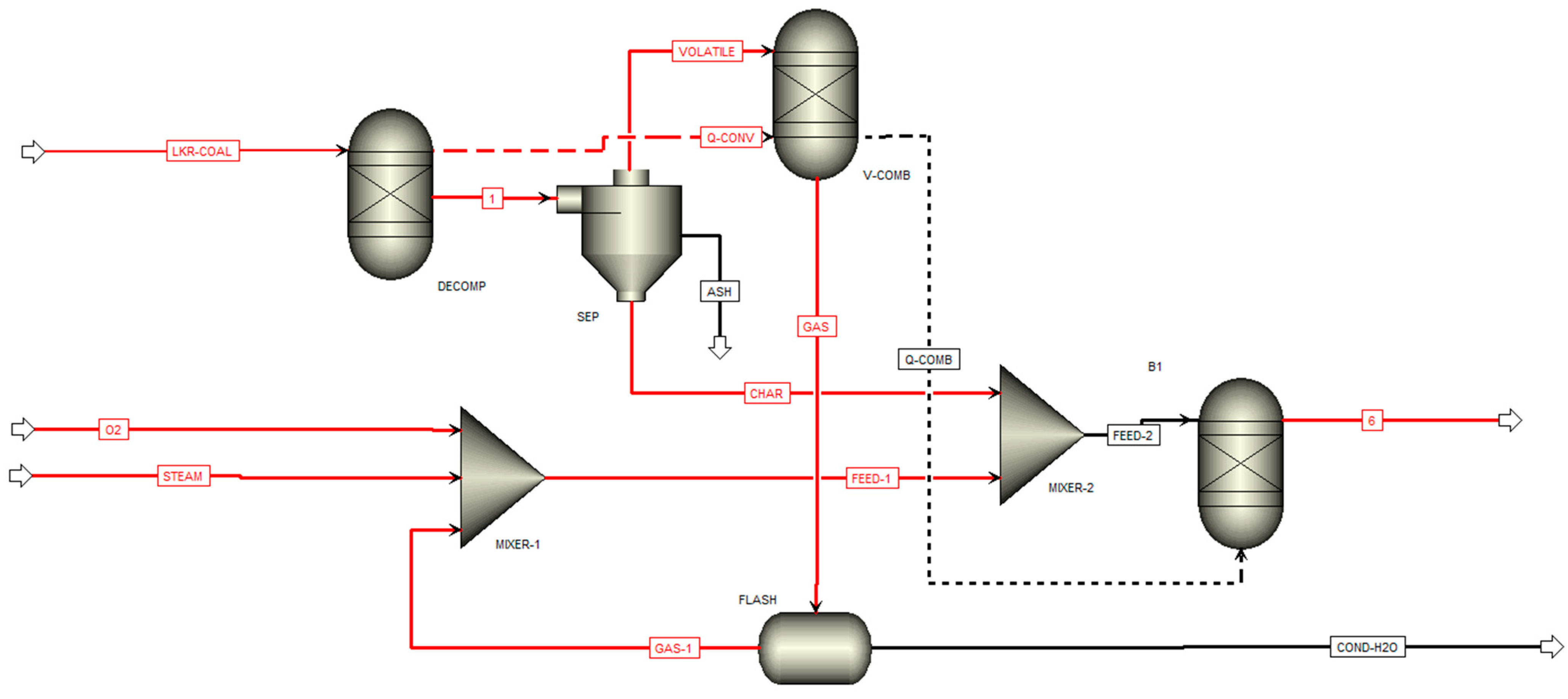
2. Experimental and Simulation Approach
3. Results and Discussion
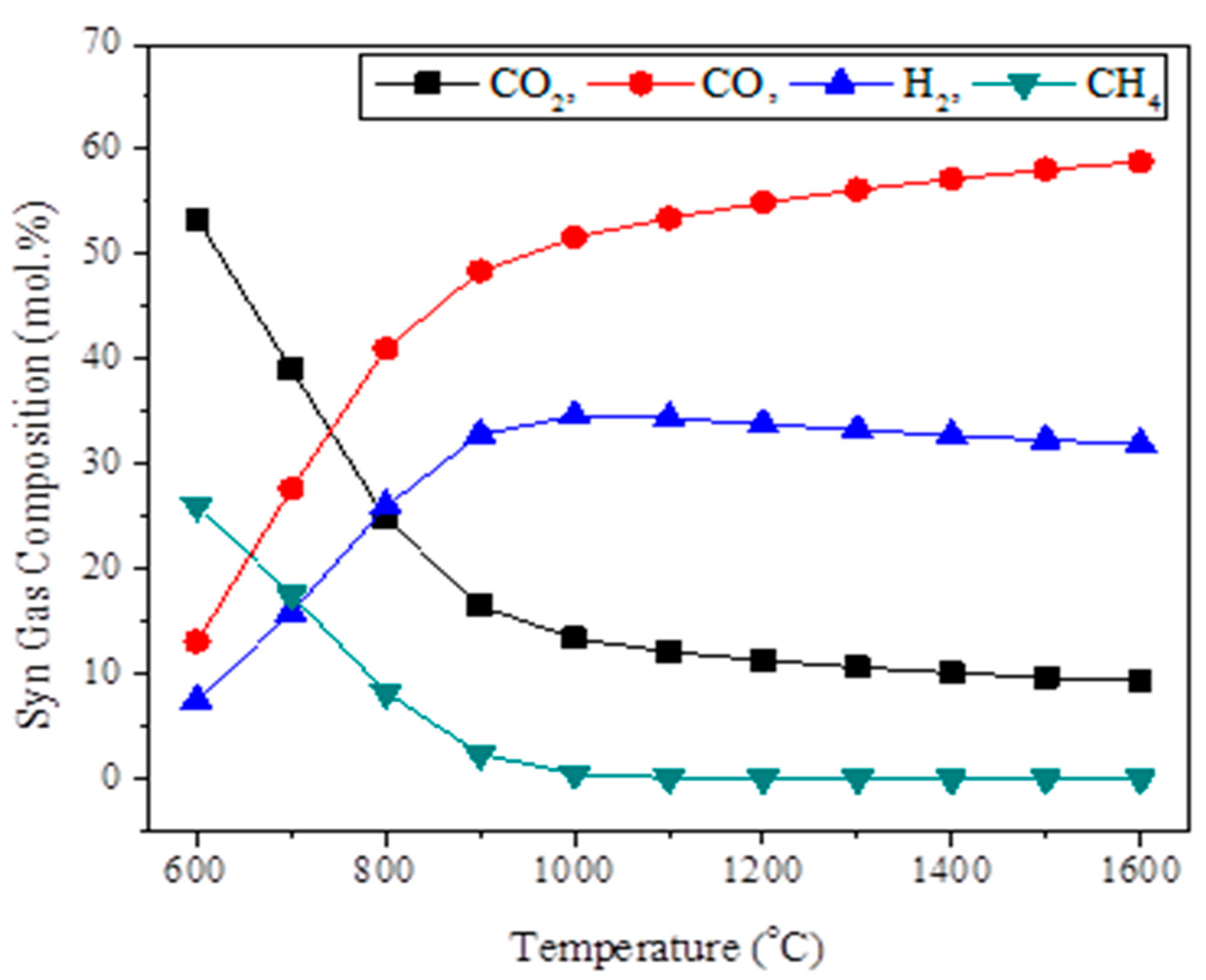
3.1. Evaluation of the Temperature Effect on Syngas Composition
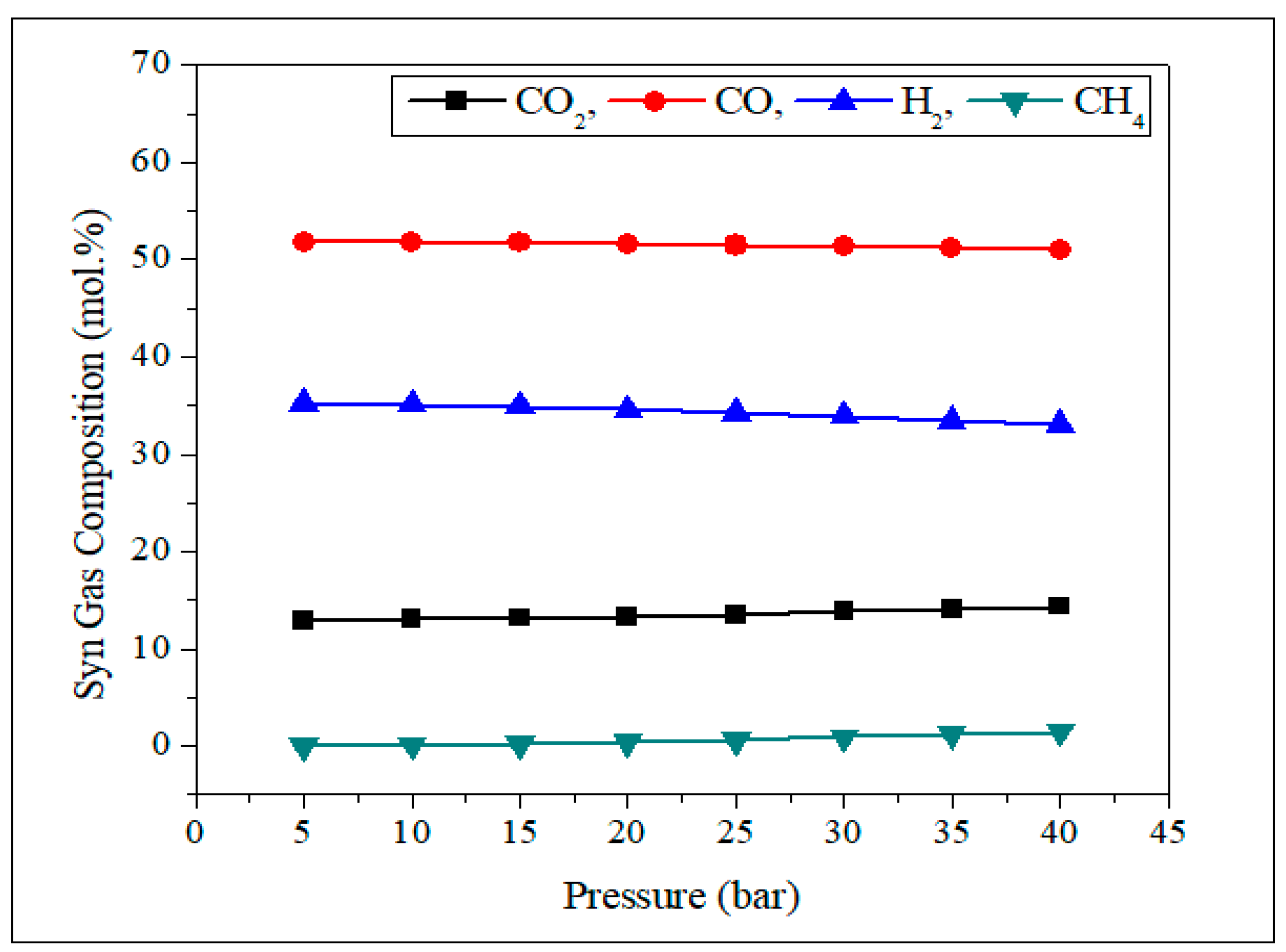
3.2. Effect of Pressure on Syngas Composition
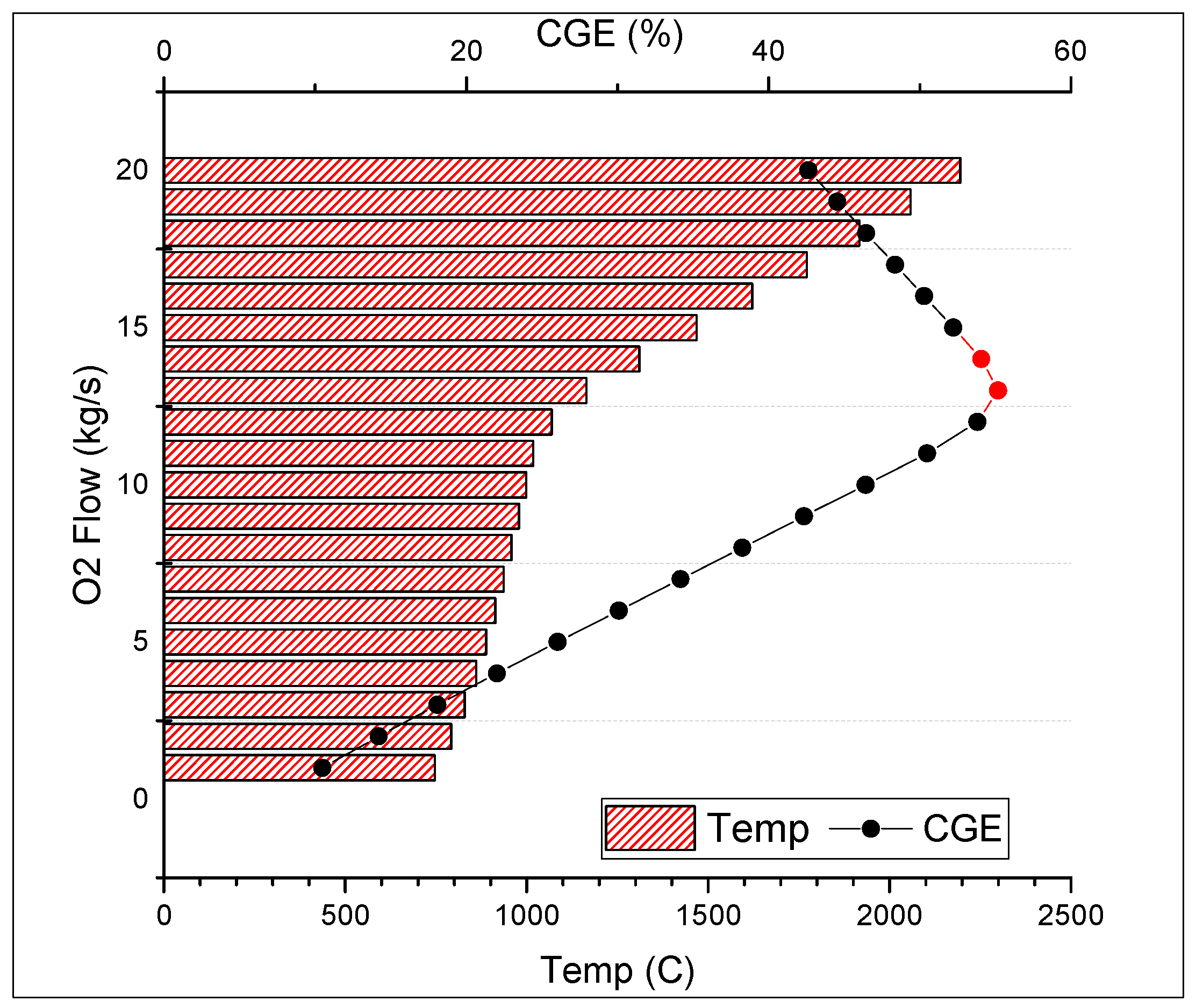
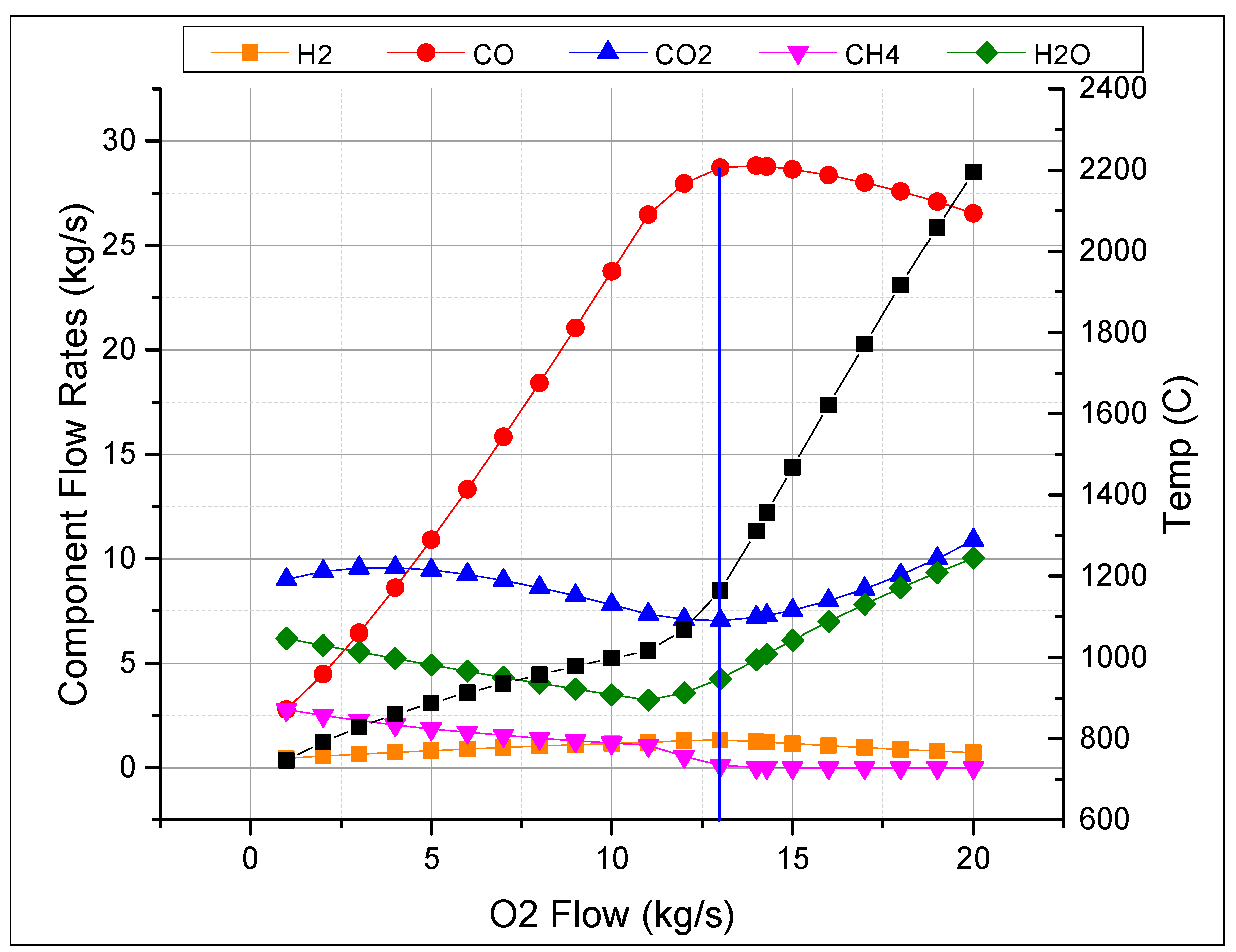
3.3. Effect of Oxygen on CGE and Temperature
3.4. Impact of Oxidant and Gasification Temperature on Syngas Flow Rates
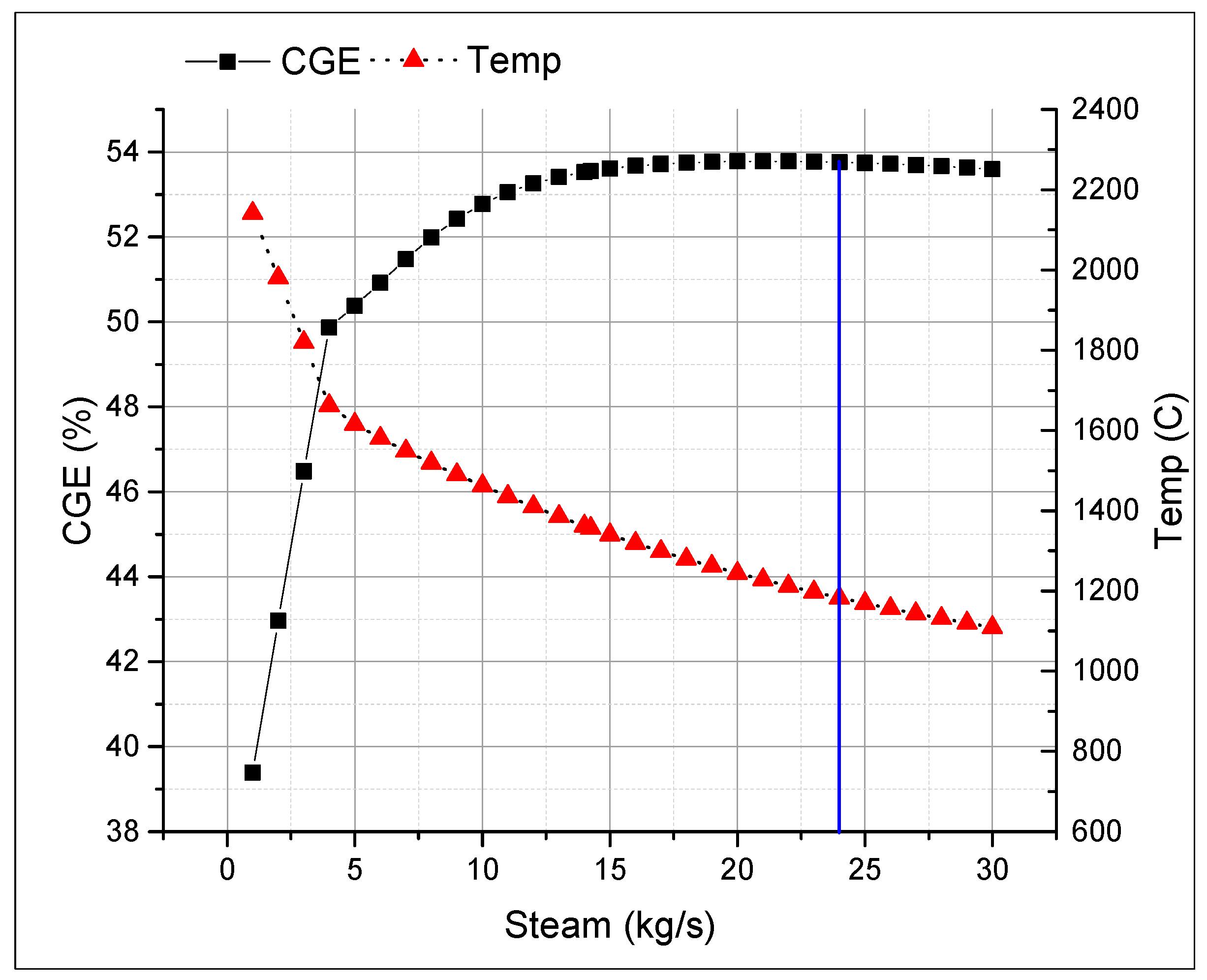
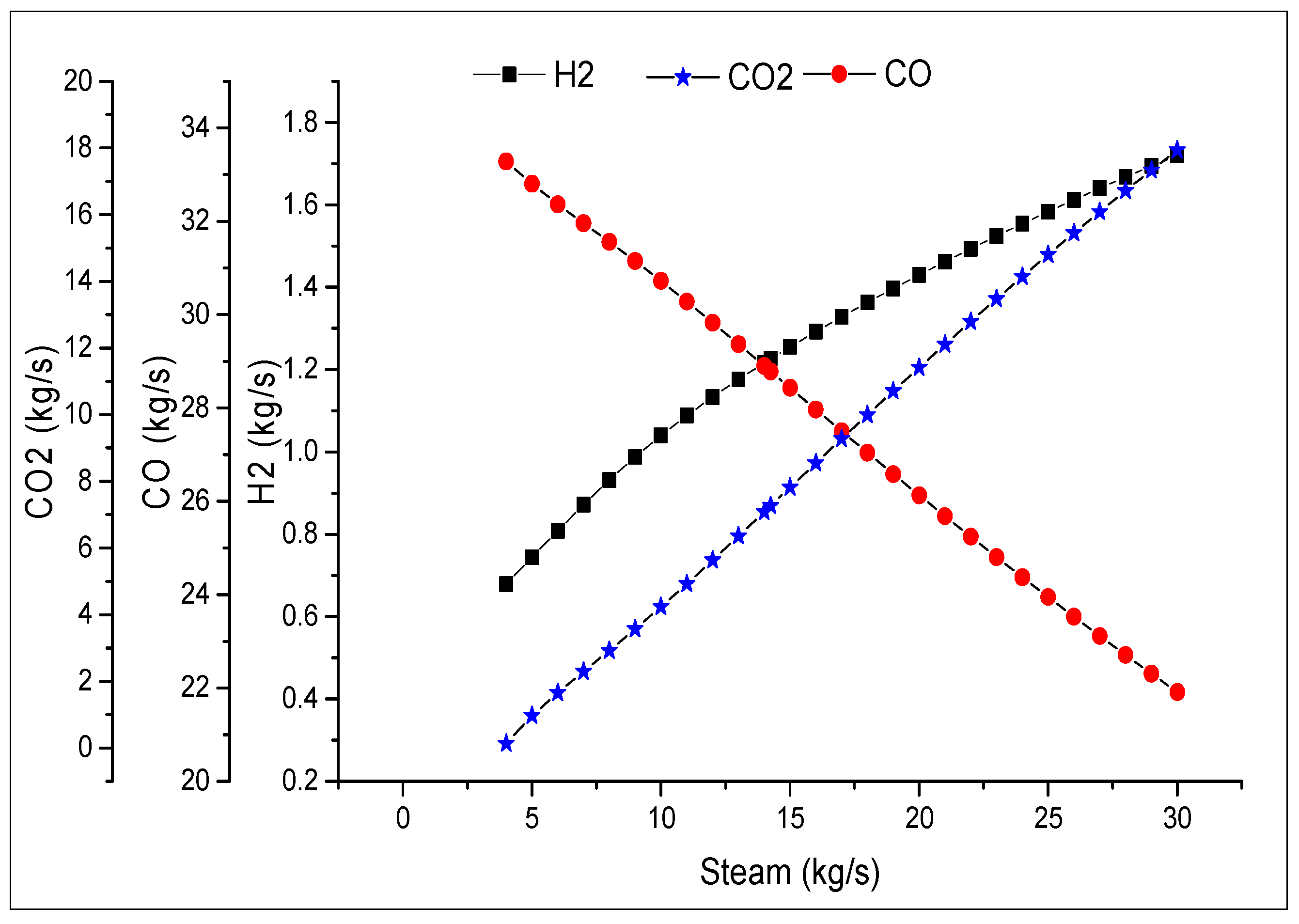
3.5. Effect of Steam on Cold Gas Efficiency and Syngas Composition
3.6. Process Performance and CO2 Emissions Analysis
4. Process Economic and Production Cost Analysis
4.1. Capital and Operational Expenditure Estimation
4.2. Minimum Selling Price and Production Cost
5. Conclusions
- I.
- The Cold Gas Efficiency (CGE) for the syngas production from low-rank coals can be as high as 53.8%
- II.
- The net production rates of H2 and CO are 1.6 kg/s and 23.9 kg/s, respectively. The hydrogen production can be enhanced by using water gas shift reactions depending on the requirements of the downstream process which are to be focused on in the upcoming research.
- III.
- The net production of fuel (CO + H2) is 25.51 kg/s, and the total energy consumption to produce the fuel is 27.68 kg/GJ.
- IV.
- The overall process efficiency for the syngas production for the low-rank coals can be as high as 50.86%, and the CO2 emissions per unit of syngas production are 0.20 on a mole basis.
- V.
- The overall production cost of the syngas (CO + H2) is evaluated as 163.92 EUR/MT, and the selling price of the syngas is estimated as 180.31 EUR/MT.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| ATR | Auto-thermal reforming |
| CAPEX | Capital expenditure |
| CGE | Cold gas efficiency |
| CTM | Coal to methanol |
| DME | Dimethyl ether |
| DMR | Dry methane reforming |
| FT | Fischer–Tropsch |
| HCR | Hydrogen to carbon ratio |
| LHV | Lower heating value |
| MSP | Minimum selling price |
| OPEX | Operational expenditure |
| POX | Partial Oxidation |
| SMR | Steam methane reforming |
| SNG | Synthetic natural gas |
| TMR | Tri-methane reforming |
| TPC | Total production cost |
References
- PricewatehouseCoopers. The Indian Coal Sector: Challenges and Future Outlook Indian Chamber of Commerce; PricewatehouseCoopers: Barcelona, Spain, 2013; p. 28. [Google Scholar]
- International Energy Agency. Power Generation from Coal 2011; International Energy Agency: Paris, France, 2011. [Google Scholar]
- Kandasamy, J.; Gökalp, I. Pyrolysis and Gasification Characteristics of High Ash Indian and Turkish Coals. Gasif. Low-Grade Feed. 2018. [Google Scholar] [CrossRef] [Green Version]
- Grootjes, A.J.; Aranda, G.; Van Der Meijden, C.M.; Drift, A.V.D.; Vreugdenhil, B.J. Gasification of Low Rank Coal. 2015. Available online: https://publicaties.ecn.nl/PdfFetch.aspx?nr=ECN-M--15-033 (accessed on 22 September 2021).
- Andruleit, H.; Bahr, A.; Babies, H.G.; Franke, D.; Meßner, J.; Pierau, R.; Schauer, M.; Schmidt, S.; Weihmann, S. Energy Study 2013. 2013, p. 110. Available online: https://www.bgr.bund.de/EN/Themen/Energie/Downloads/energiestudie_2013_en.pdf?__blob=publicationFile&v=2 (accessed on 22 September 2021).
- Toporov, D.; Abraham, R. Gasification of low-rank coal in the High-Temperature Winkler (HTW) process. J. S. Afr. Inst. Min. Metall. 2015, 115, 589–597. [Google Scholar] [CrossRef]
- Sarkar, J.; Bhattacharyya, S. Application of graphene and graphene-based materials in clean energy-related devices Minghui. Arch. Thermodyn. 2012, 33, 23–40. [Google Scholar] [CrossRef]
- Kalamaras, C.M.; Efstathiou, A.M. Hydrogen Production Technologies: Current State and Future Developments. Conf. Pap. Energy 2013, 2013, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Outlook, E. “International Energy Outlook.” Outlook. 2010. Available online: http://www.ourenergypolicy.org/wp-content/uploads/2011/12/2010_07_EIA_InternationalEnergyOutlook.pdf (accessed on 25 September 2021).
- Cormos, A.M.; Dinca, C.; Cormos, C.C. Multi-fuel multi-product operation of IGCC power plants with carbon capture and storage (CCS). Appl. Therm. Eng. 2015, 74, 20–27. [Google Scholar] [CrossRef]
- Pettinau, A.; Ferrara, F.; Amorino, C. Combustion vs. gasification for a demonstration CCS (carbon capture and storage) project in Italy: A techno-economic analysis. Energy 2013, 50, 160–169. [Google Scholar] [CrossRef]
- Simpson, A.P.; Lutz, A.E. Exergy analysis of hydrogen production via steam methane reforming. Int. J. Hydrogen Energy 2007, 32, 4811–4820. [Google Scholar] [CrossRef]
- Onozaki, M.; Watanabe, K.; Hashimoto, T.; Saegusa, H.; Katayama, Y. Hydrogen production by the partial oxidation and steam reforming of tar from hot coke oven gas. Fuel 2006, 85, 143–149. [Google Scholar] [CrossRef]
- Basile, A.; Tong, J.; Millet, P. Inorganic membrane reactors for hydrogen production: An overview with particular emphasis on dense metallic membrane materials. Handb. Membr. React. 2013, 42–148. [Google Scholar] [CrossRef]
- Sengodan, S.; Lan, R.; Humphreys, J.; Du, D.; Xu, W.; Wang, H.; Tao, S. Advances in reforming and partial oxidation of hydrocarbons for hydrogen production and fuel cell applications. Renew. Sustain. Energy Rev. 2018, 82, 761–780. [Google Scholar] [CrossRef]
- Aasberg-Petersen, K.; Hansen, J.H.; Christensen, T.S.; Dybkjaer, I.; Christensen, P.S.; Nielsen, C.S.; Madsen, S.W.; Rostrup-Nielsen, J.R. Technologies for large-scale gas conversion. Appl. Catal. A Gen. 2001, 221, 379–387. [Google Scholar] [CrossRef]
- Emun, F.; Gadalla, M.; Majozi, T.; Boer, D. Integrated gasification combined cycle (IGCC) process simulation and optimization. Comput. Chem. Eng. 2010, 34, 331–338. [Google Scholar] [CrossRef] [Green Version]
- Biagini, E.; Bardi, A.; Pannocchia, G.; Tognotti, L. Development of an entrained flow gasifier model for process optimization study. Ind. Eng. Chem. Res. 2009, 48, 9028–9033. [Google Scholar] [CrossRef]
- Ahmed, U.; Zahid, U.; Jeong, Y.S.; Lee, C.J.; Han, C. IGCC process intensification for simultaneous power generation and CO2 capture. Chem. Eng. Process. Process Intensif. 2016, 101, 72–86. [Google Scholar] [CrossRef]
- Qiao, Z.; Wang, Z.; Zhang, C.; Yuan, S.; Zhu, Y.; Wang, J.; Wang, S. PVAm–PIP/PS composite membrane with high performance for CO2/N2 separation. AIChE J. 2012, 59, 215–228. [Google Scholar] [CrossRef]
- Ahmed, U.; Ha, D.; Shin, S.; Shaukat, N.; Zahid, U.; Han, C. Estimation of Disturbance Propagation Path Using Principal Component Analysis (PCA) and Multivariate Granger Causality (MVGC) Techniques. Ind. Eng. Chem. Res. 2017, 56, 7260–7272. [Google Scholar] [CrossRef]
- Ahmed, U.; Ha, D.; An, J.; Zahid, U.; Han, C. Fault propagation path estimation in NGL fractionation process using principal component analysis. Chemom. Intell. Lab. Syst. 2017, 162, 73–82. [Google Scholar] [CrossRef]
- Lee, J.J.; Kim, Y.S.; Cha, K.S.; Kim, T.S.; Sohn, J.L.; Joo, Y.J. Influence of system integration options on the performance of an integrated gasification combined cycle power plant. Appl. Energy 2009, 86, 1788–1796. [Google Scholar] [CrossRef]
- Yilmaz, F.; Ozturk, M.; Selbas, R. Design and thermodynamic analysis of coal-gasification assisted multigeneration system with hydrogen production and liquefaction. Energy Convers. Manag. 2019, 186, 229–240. [Google Scholar] [CrossRef]
- Hasan, A.; Dincer, I. Comparative assessment of various gasification fuels with waste tires for hydrogen production. Int. J. Hydrogen Energy 2019, 44, 18818–18826. [Google Scholar] [CrossRef]
- Al-Zareer, M.; Dincer, I.; Rosen, M.A. Effects of various gasification parameters and operating conditions on syngas and hydrogen production. Chem. Eng. Res. Des. 2016, 115, 1–18. [Google Scholar] [CrossRef]
- Alibrahim, H.A.; SeedAhmed, S.; Ahmed, U.; Zahid, U. Comparative analysis of gasification and reforming technologies for the syngas production. In Computer Aided Chemical Engineering; Elsevier B.V.: Amsterdam, The Netherlands, 2019; pp. 1759–1764. [Google Scholar]
- Qian, Y.; Man, Y.; Peng, L.; Zhou, H. Integrated process of coke-oven gas tri-reforming and coal gasification to methanol with high carbon utilization and energy efficiency. Ind. Eng. Chem. Res. 2015, 54, 2519–2525. [Google Scholar] [CrossRef]
- Yi, Q.; Feng, J.; Wu, Y.; Li, W. 3E (energy, environmental, and economy) evaluation and assessment to an innovative dual-gas polygeneration system. Energy 2014, 66, 285–294. [Google Scholar] [CrossRef]
- Adams, T.A.; Barton, P.I. Combining coal gasification and natural gas reforming for efficient polygeneration. Fuel Process. Technol. 2011, 92, 639–655. [Google Scholar] [CrossRef]
- Larsson, M. Global Energy Transformation; Palgrave Macmillan: London, UK, 2009. [Google Scholar] [CrossRef]
- Global warming of 1.5 C An IPCC Special Report on the Impacts of Global Warming of 1.5 C above Pre-Industrial Levels and Related Global Greenhouse Gas Emission Pathways, in the Context of Strengthening the Global Response to the Threat of Climate Change, Sustainable Development, and Efforts to Eradicate Poverty. Available online: https://www.ipcc.ch/site/assets/uploads/sites/2/2019/06/SR15_Full_Report_High_Res.pdf (accessed on 25 September 2021).
- Gas IEA. Gas 2018 Analysis and Forecasts to 2023. Available online: https://www.iea.org/reports/gas-2018 (accessed on 17 September 2021).
- DECHEMA; Bazzanella, A.M.; Ausfelder, F. Low carbon energy and feedstock for the European chemical industry. Eur. Chem. Ind. Counc. 2017, 168. [Google Scholar]
- Rehfeldt, M.; Worrell, E.; Eichhammer, W.; Fleiter, T. A review of the emission reduction potential of fuel switch towards biomass and electricity in European basic materials industry until 2030. Renew. Sustain. Energy Rev. 2020, 120, 109672. [Google Scholar] [CrossRef]
- Ahmed, U. Techno-economic feasibility of methanol synthesis using dual fuel system in a parallel process design configuration with control on greenhouse gas emissions. Int. J. Hydrogen Energy 2020, 45, 6278–6290. [Google Scholar] [CrossRef]
- Chen, J.; Yang, S.; Qian, Y. A novel path for carbon-rich resource utilization with lower emission and higher efficiency: An integrated process of coal gasification and coking to methanol production. Energy 2019, 177, 304–318. [Google Scholar] [CrossRef]
- Lv, L.; Zhu, L.; Li, H.; Li, B. Methanol-power production using coal and methane as materials integrated with a two-level adjustment system. J. Taiwan Inst. Chem. Eng. 2019, 97, 346–355. [Google Scholar] [CrossRef]
- Ahmed, U. Techno-economic analysis of dual methanol and hydrogen production using energy mix systems with CO2 capture. Energy Convers. Manag. 2021, 228, 113663. [Google Scholar] [CrossRef]
- Ahmed, U.; Zahid, U.; Lee, Y. Process simulation and integration of IGCC systems for H2/syngas/electricity generation with control on CO2 emissions. Int. J. Hydrogen Energy 2019, 44, 7137–7148. [Google Scholar] [CrossRef]
- Ahmed, U.; Kim, C.; Zahid, U.; Lee, C.J.; Han, C. Integration of IGCC and methane reforming process for power generation with CO2 capture. Chem. Eng. Process. Process Intensif. 2017, 111, 14–24. [Google Scholar] [CrossRef]
- Ahmed, U.; Zahid, U. Techno-Economic Assessment of Future Generation IGCC Processes with Control on Greenhouse Gas Emissions; Elsevier Masson SAS: Issy Les Moulineaux, France, 2019. [Google Scholar] [CrossRef]
- Hamid, U.; Rauf, A.; Ahmed, U.; Shah, M.S.; Ahmad, N. Techno-economic assessment of process integration models for boosting hydrogen production potential from coal and natural gas feedstocks. Fuel 2020, 266, 117111. [Google Scholar] [CrossRef]
- Cormos, A.M.; Cormos, C.C. Techno-economic assessment of combined hydrogen & power co-generation with carbon capture: The case of coal gasification. Appl. Therm. Eng. 2019, 147, 29–39. [Google Scholar]
- Sikarwar, V.S.; Zhao, M.; Clough, P.; Yao, J.; Zhong, X.; Memon, M.Z.; Shah, N.; Anthony, E.J.; Fennell, P.S. An overview of advances in biomass gasification. Energy Environ. Sci. 2016, 9, 2939–2977. [Google Scholar] [CrossRef] [Green Version]
- Majoumerd, M.M.; Raas, H.; De, S.; Assadi, M. Estimation of performance variation of future generation IGCC with coal quality and gasification process—Simulation results of EU H2-IGCC project. Appl. Energy 2014, 113, 452–462. [Google Scholar] [CrossRef]
- Oh, H.T.; Lee, W.S.; Ju, Y.; Lee, C.H. Performance evaluation and carbon assessment of IGCC power plant with coal quality. Energy 2019, 188, 116063. [Google Scholar] [CrossRef]
- Kale, G.R.; Kulkarni, B.D.; Chavan, R.N. Combined gasification of lignite coal: Thermodynamic and application study. J. Taiwan Inst. Chem. Eng. 2014, 45, 163–173. [Google Scholar] [CrossRef]
- Cao, Y.; Gao, Z.; Jin, J.; Zhou, H.; Cohron, M.; Zhao, H.; Liu, H.; Pan, W. Synthesis gas production with an adjustable H2/CO ratio through the coal gasification process: Effects of coal ranks and methane addition. Energy Fuels 2008, 22, 1720–1730. [Google Scholar] [CrossRef]
- He, C.; Kim, H. Cleaner Combustion and Sustainable World. Clean. Combust. Sustain. World 2013, 911–916. [Google Scholar] [CrossRef]
- Xie, H.; Zhang, Z.; Li, Z.; Wang, Y. Relations among Main Operating Parameters of Gasifier in IGCC. Energy Power Eng. 2013, 5, 552–556. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ultimate Analysis of Coal (Weight %) | Dry Basis |
|---|---|
| Coal Type: Lakra Coal (Low-Rank) | |
| Carbon | 30.62 |
| Hydrogen | 3.59 |
| Oxygen | 31.07 |
| Nitrogen | 0.82 |
| Sulphur | 6.63 |
| Ash | 27.23 |
| Proximate Analysis of Coal (Weight %) | Dry Basis |
| Moisture | 24.96 |
| Fixed Carbon | 32.60 |
| Volatile Matter | 40.15 |
| Ash | 27.23 |
| Component | Syngas from Gasifier | Mansouri, et al. [46] | Hyun-Taek, et al. [47] | Kale et al. [48] | Cao et al. [49] | He and Kim [50] | Range |
|---|---|---|---|---|---|---|---|
| Mole Percent | |||||||
| CO | 47.40% | 48.61% | 61.84% | 22.40% | 31.12% | 60.40% | 22.4–61.8% |
| H2 | 30.30% | 20.35% | 25.05% | 29.00% | 40.89% | 25.40% | 25.4–40.9% |
| H2O | 11.35% | 18.29% | 3.87% | 12.08% | - | 2.00% | 2.0–18.3% |
| CO2 | 7.26% | 3.62% | 2.35% | 23.00% | 17.29% | 3.70% | 3.7–31.5% |
| Others | 3.61% | 9.13% | 6.89% | 64.91% | 10.70% | 3.40% | 3.4–64.91% |
| Parameters | Units | Results |
|---|---|---|
| Gasification Temp | °C | 1165 |
| Steam consumed | kg/s | 25 |
| O2 (95%) consumed | kg/s | 13 |
| Cold Gas Efficiency | % | 53.8 |
| Syngas Heating Value (H2 + CO) | MJ/s | 468.8 |
| Coal Heating Value | MJ/s | 871.42 |
| Oxygen Consumption Energy | MJ/s | 9.8 |
| Steam Consumption Energy | MJ/s | 40.43 |
| CO Production | kg/s | 23.92739 |
| H2 Production | kg/s | 1.587942 |
| Total Fuel Produced (CO + H2) | kg/s | 25.51533 |
| Energy consumed to produced fuel (H2 and CO) | kg/GJ | 27.68542 |
| Overall Efficiency for syngas (CO + H2) Production | % | 50.86 |
| CO2 Emissions/CO + H2 (mole basis) | 0.20 |
| Coal Price | 2.2 EUR/GJ |
| Plant construction time | Three (03) Years |
| Annual Operating Hours | 7000 |
| Labor Cost | 45,000 EUR/Person |
| Administration | 30% Labor Cost |
| Waste Disposal | 10 EUR/t |
| Boiler Feed Water (5% recharge) | 0.33 EUR/m3 |
| Discount rate | 10% |
| Plant Life | Thirty (30) Years |
| Maintenance | 3.5% of OPEX |
| Units | Results | |
|---|---|---|
| CAPEX | ME | 521.9521 |
| OPEX | ME/Year | 88.00207 |
| CAPEX/MT | EUR/metric tonne | 27.05875 |
| OPEX/MT | EUR/metric tonne | 136.8646 |
| Total Capex+ Opex per MT | EUR/metric tonne | 163.9234 |
| Discount Rate Addition | 10% | 16.39234 |
| Selling Fuel Price (H2 + CO) | EUR/Metric Tonne | 180.3157 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ahmed, U.; Hussain, M.A.; Bilal, M.; Zeb, H.; Zahid, U.; Onaizi, S.A.; Jameel, A.G.A. Utilization of Low-Rank Coals for Producing Syngas to Meet the Future Energy Needs: Technical and Economic Analysis. Sustainability 2021, 13, 10724. https://doi.org/10.3390/su131910724
Ahmed U, Hussain MA, Bilal M, Zeb H, Zahid U, Onaizi SA, Jameel AGA. Utilization of Low-Rank Coals for Producing Syngas to Meet the Future Energy Needs: Technical and Economic Analysis. Sustainability. 2021; 13(19):10724. https://doi.org/10.3390/su131910724
Chicago/Turabian StyleAhmed, Usama, Muhammad Arsalan Hussain, Muhammad Bilal, Hassan Zeb, Umer Zahid, Sagheer A. Onaizi, and Abdul Gani Abdul Jameel. 2021. "Utilization of Low-Rank Coals for Producing Syngas to Meet the Future Energy Needs: Technical and Economic Analysis" Sustainability 13, no. 19: 10724. https://doi.org/10.3390/su131910724
APA StyleAhmed, U., Hussain, M. A., Bilal, M., Zeb, H., Zahid, U., Onaizi, S. A., & Jameel, A. G. A. (2021). Utilization of Low-Rank Coals for Producing Syngas to Meet the Future Energy Needs: Technical and Economic Analysis. Sustainability, 13(19), 10724. https://doi.org/10.3390/su131910724