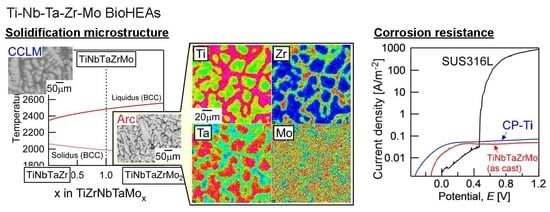
Solidification Microstructures of the Ingots Obtained by Arc Melting and Cold Crucible Levitation Melting in TiNbTaZr Medium-Entropy Alloy and TiNbTaZrX (X = V, Mo, W) High-Entropy Alloys



Abstract
:
1. Introduction
2. Materials and Methods
3. Results
4. Discussion
5. Conclusions
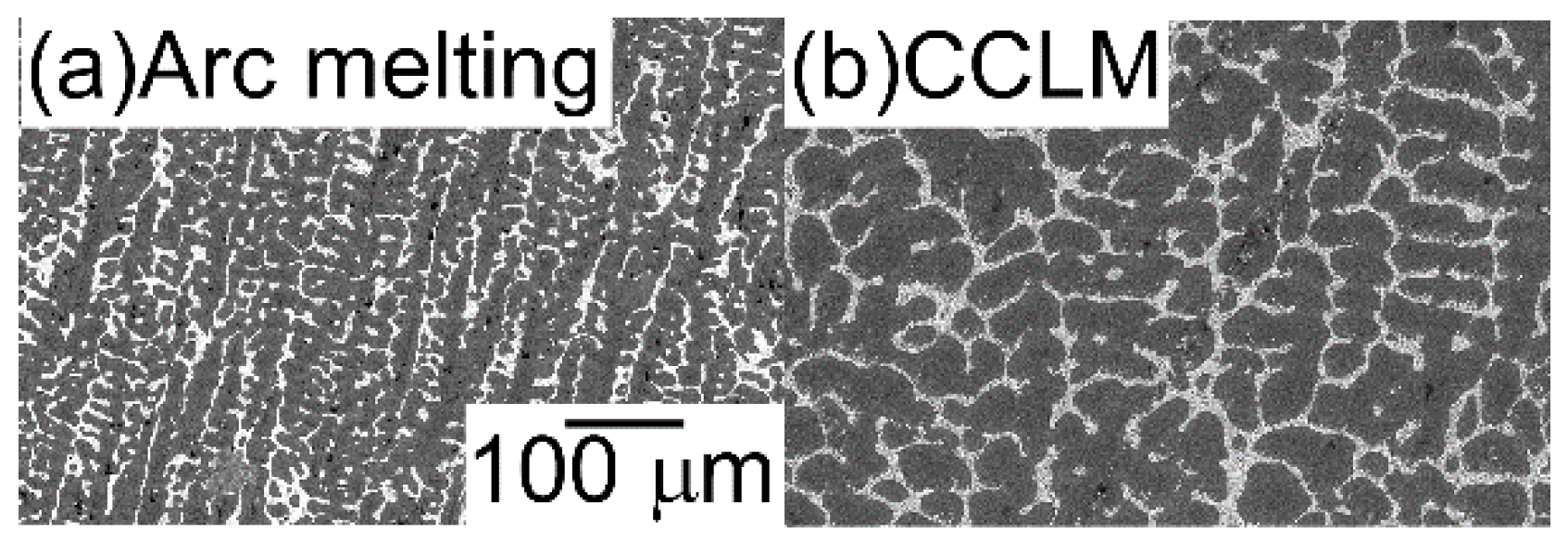
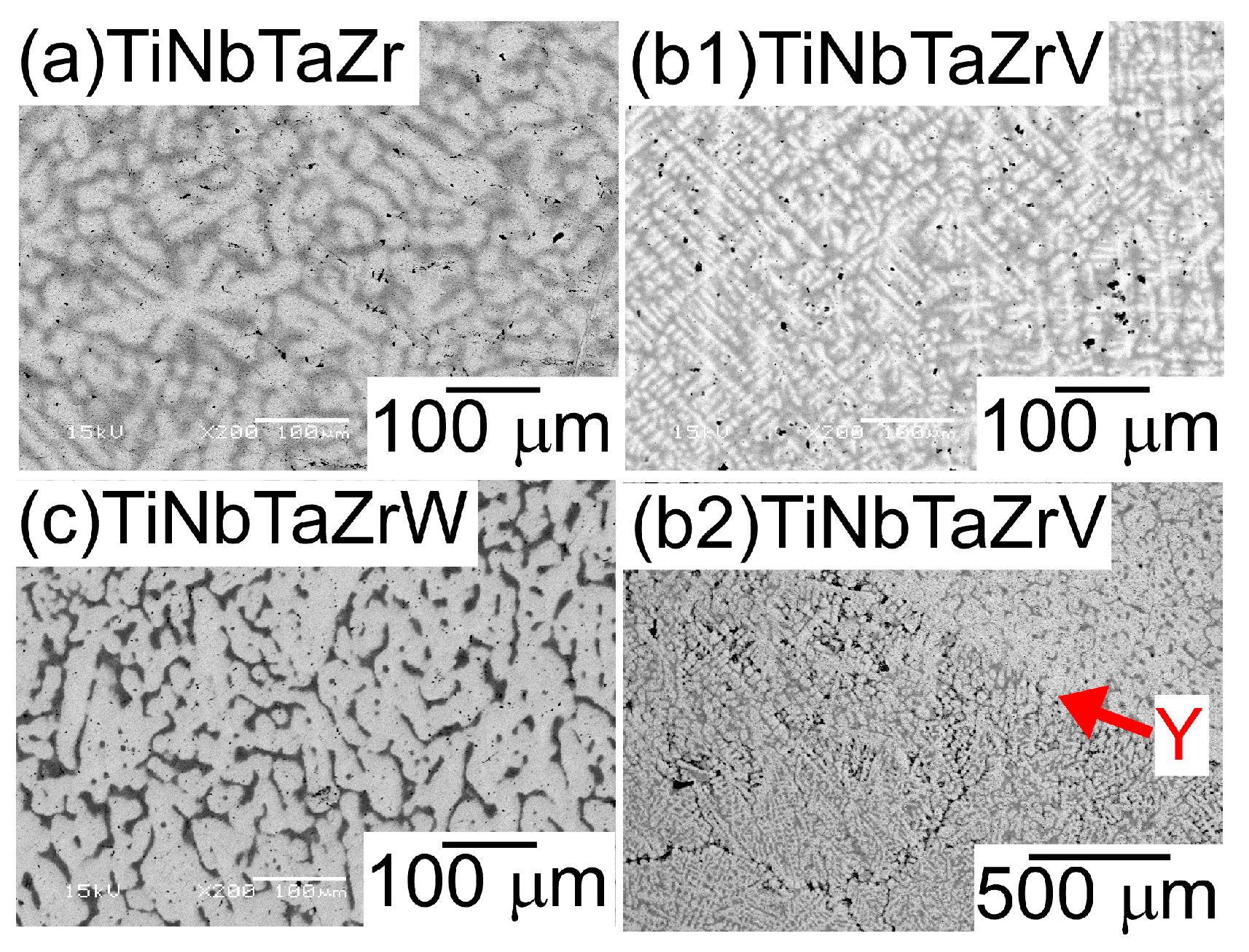
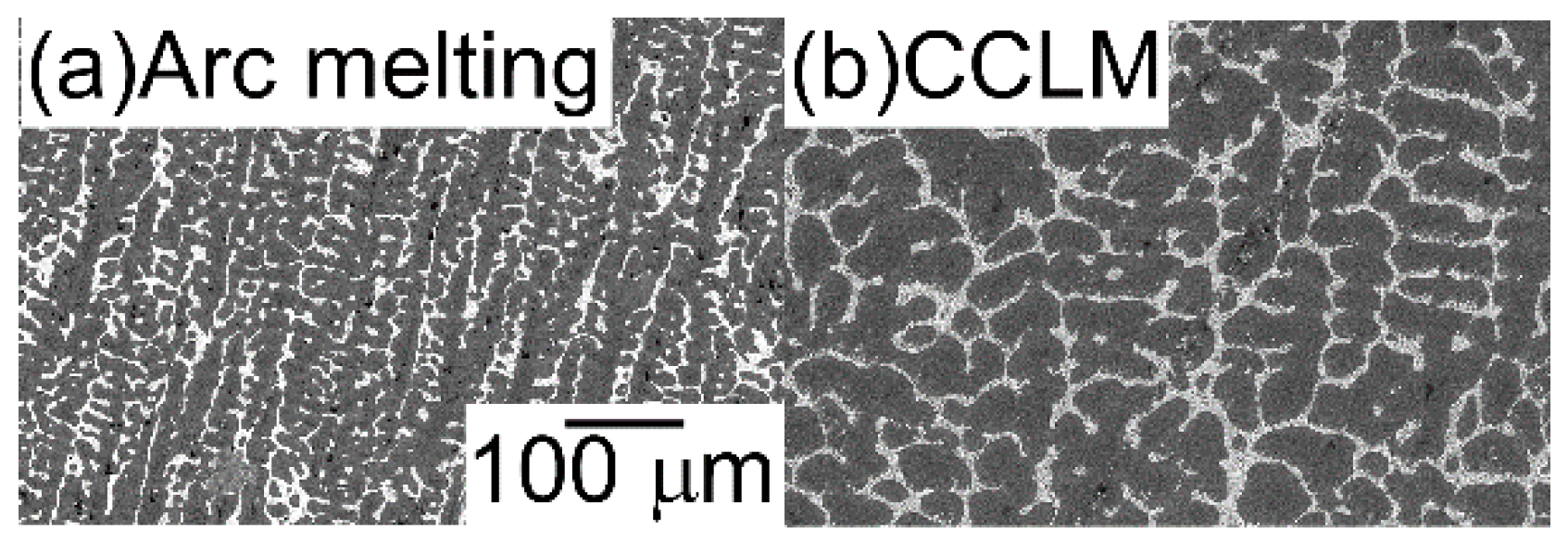
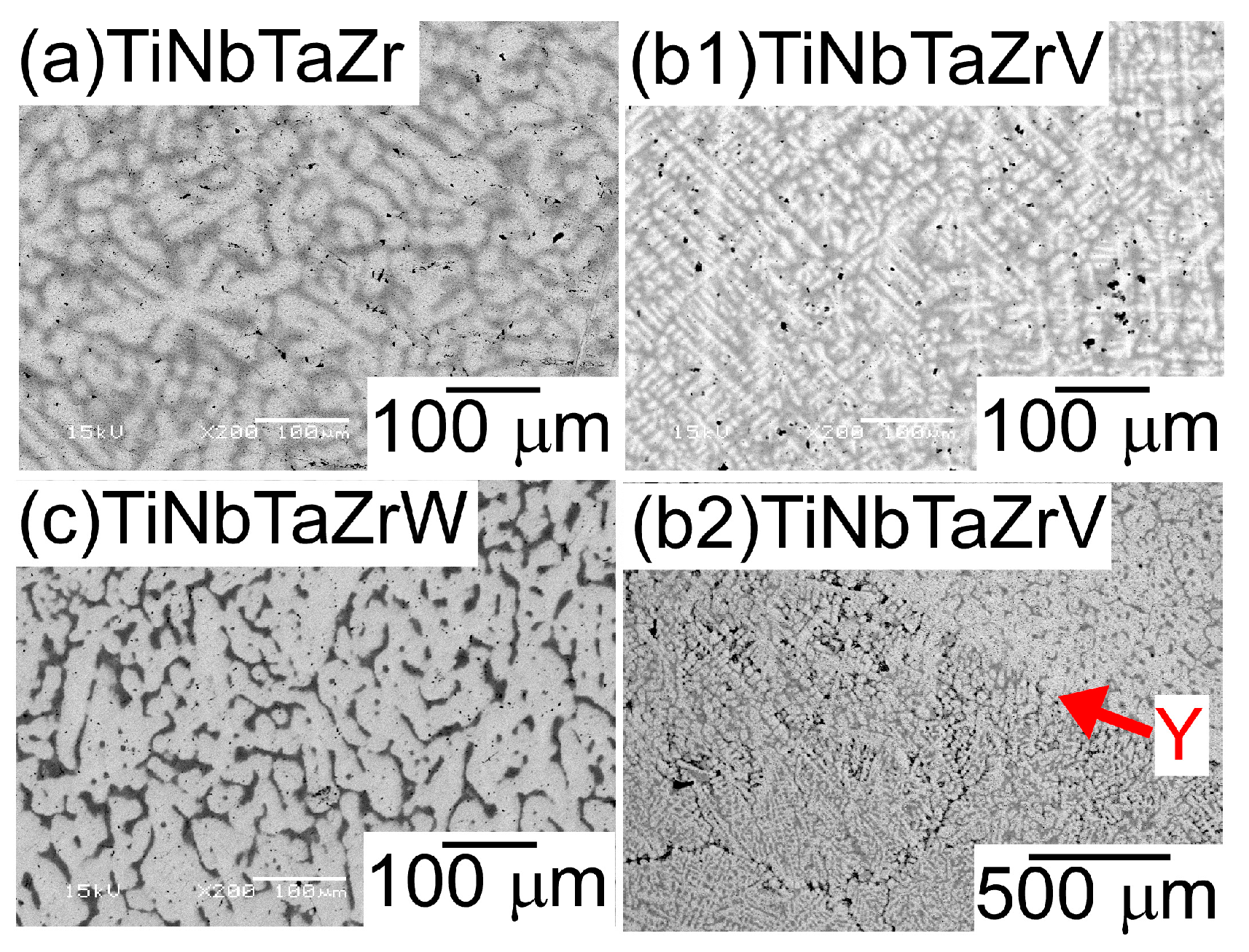
- Equiaxed dendrite structures form in AM ingots of the TiNbTaZr MEA, TiNbTaZrMo bio-HEA, and TiNbTaZrX (X = V and W) HEAs, regardless of the alloy system.
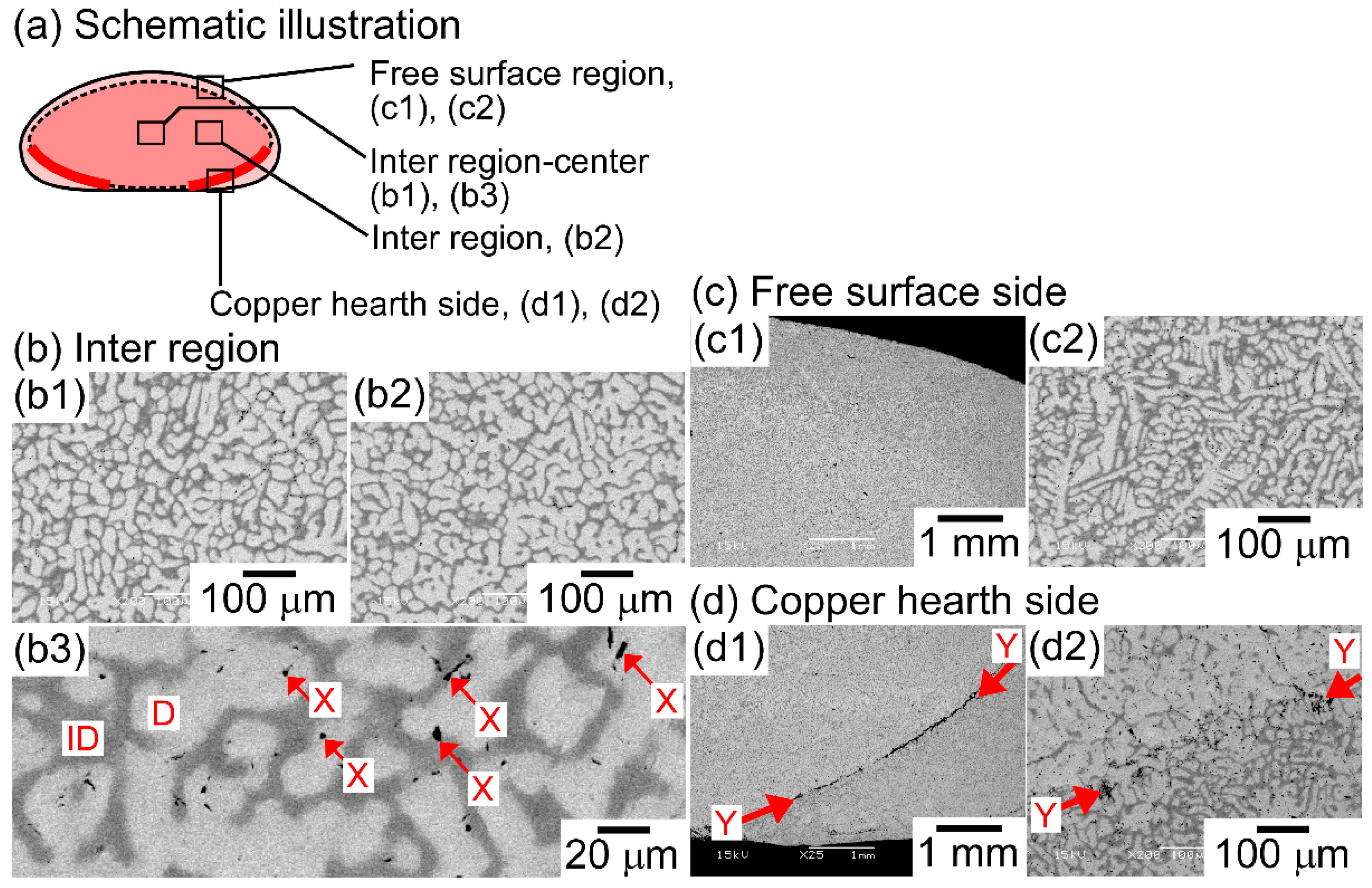
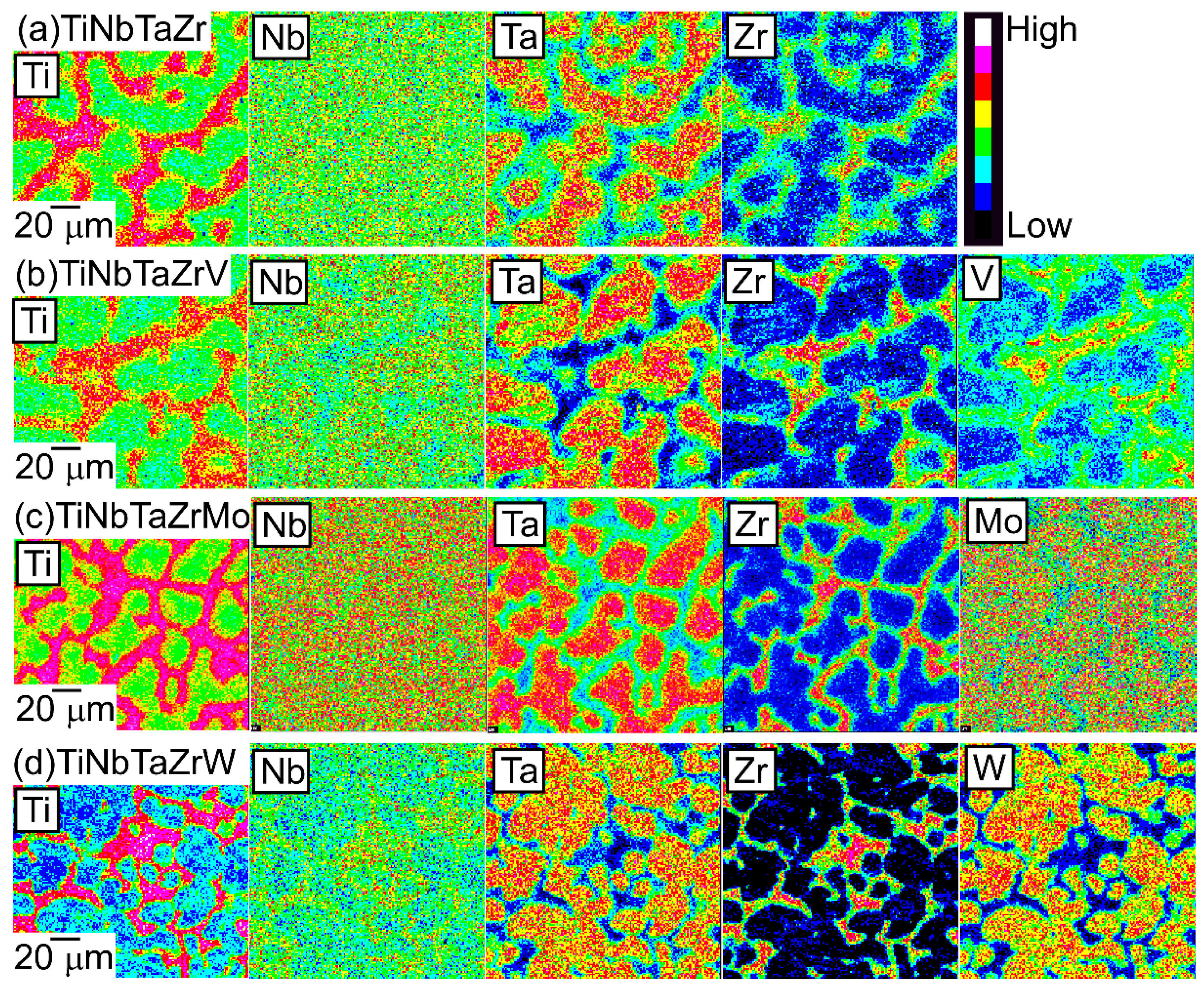
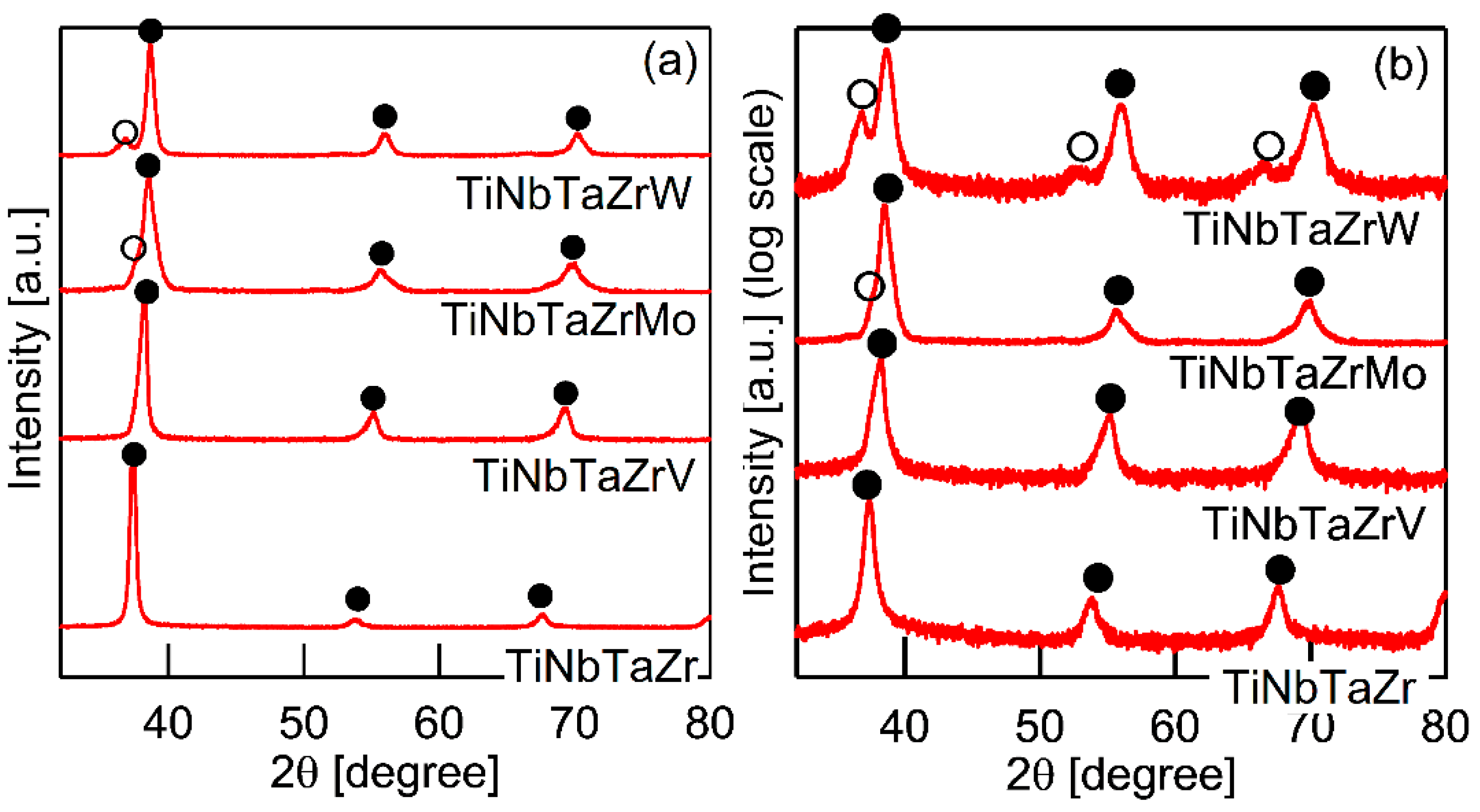
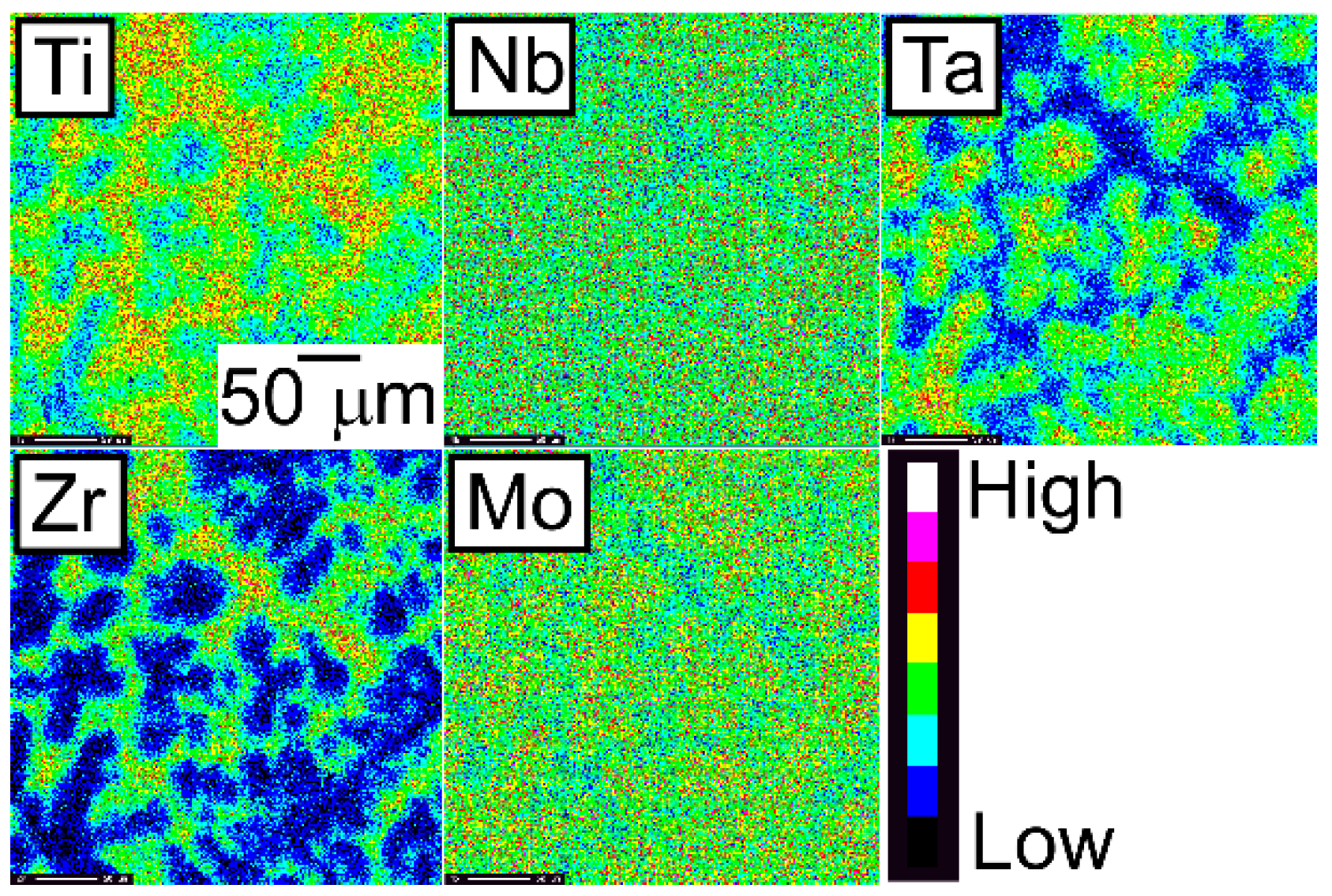
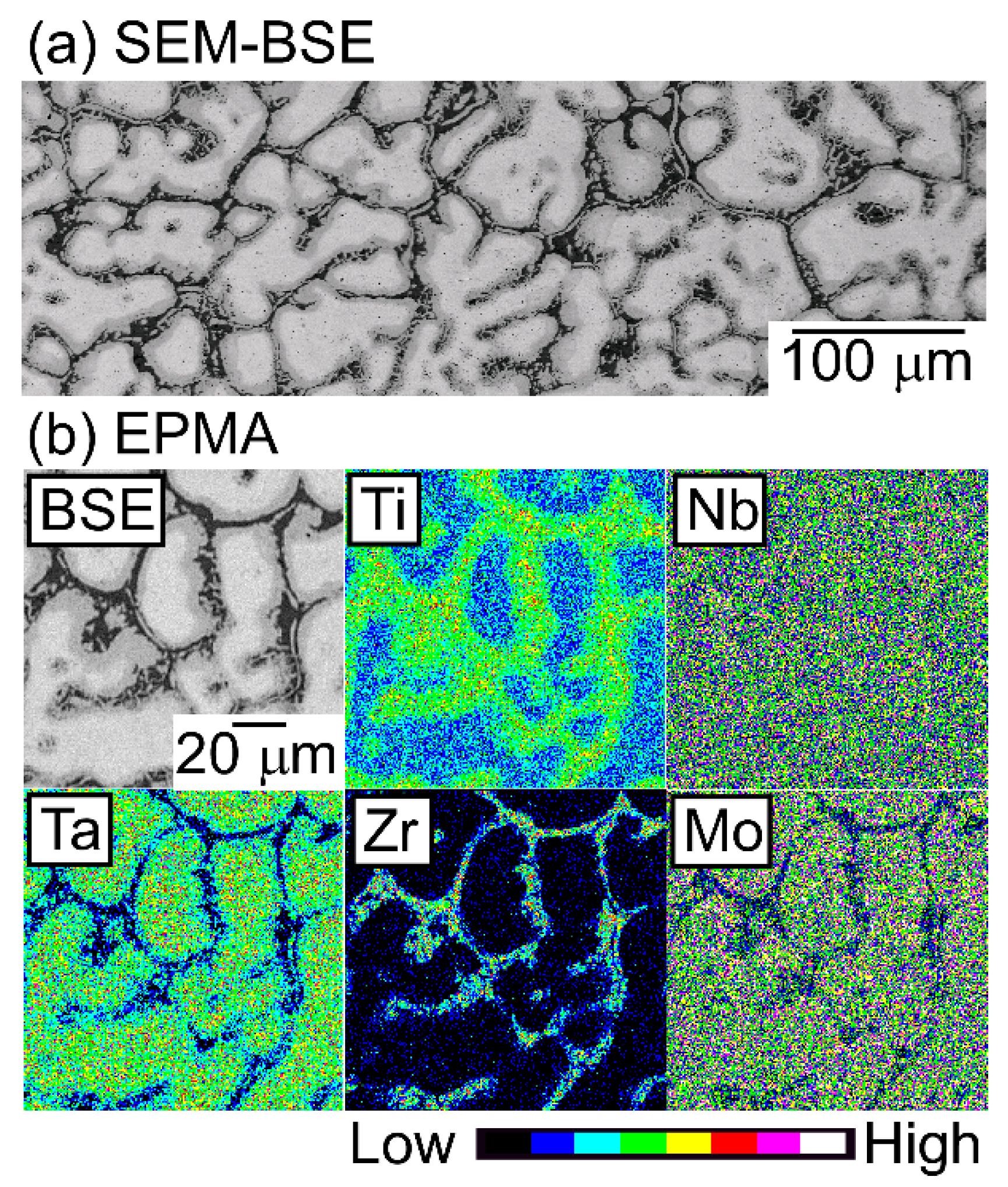
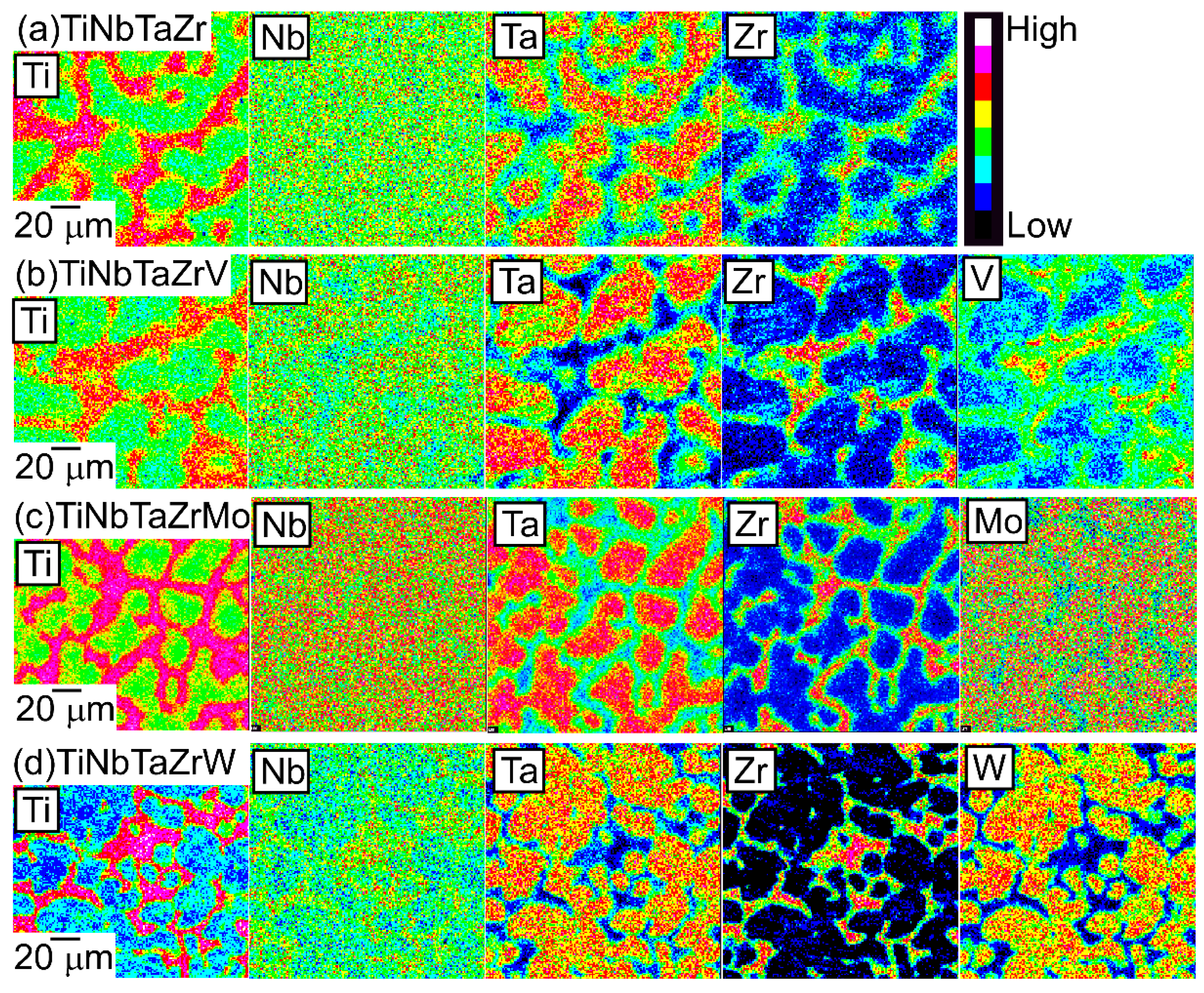
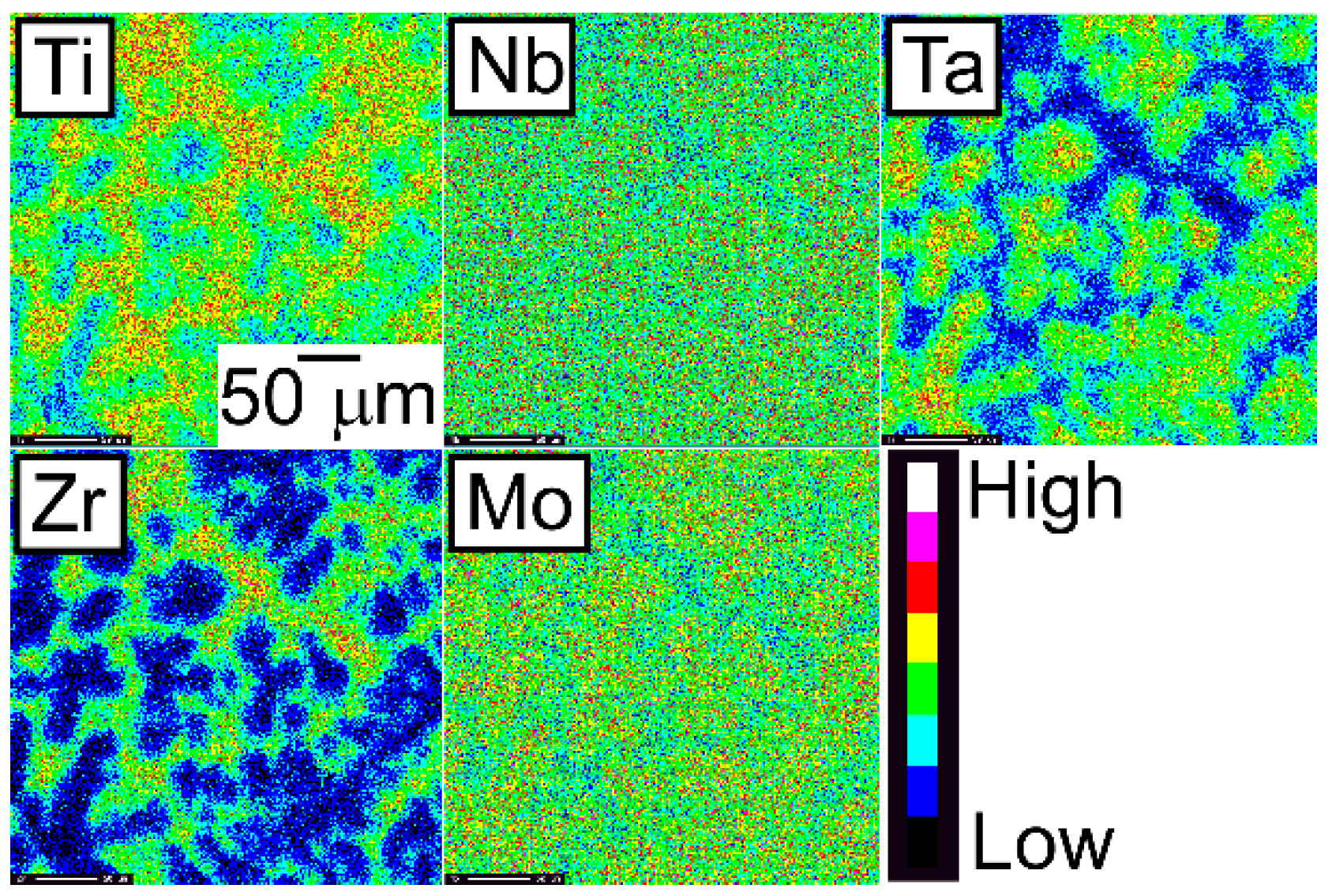
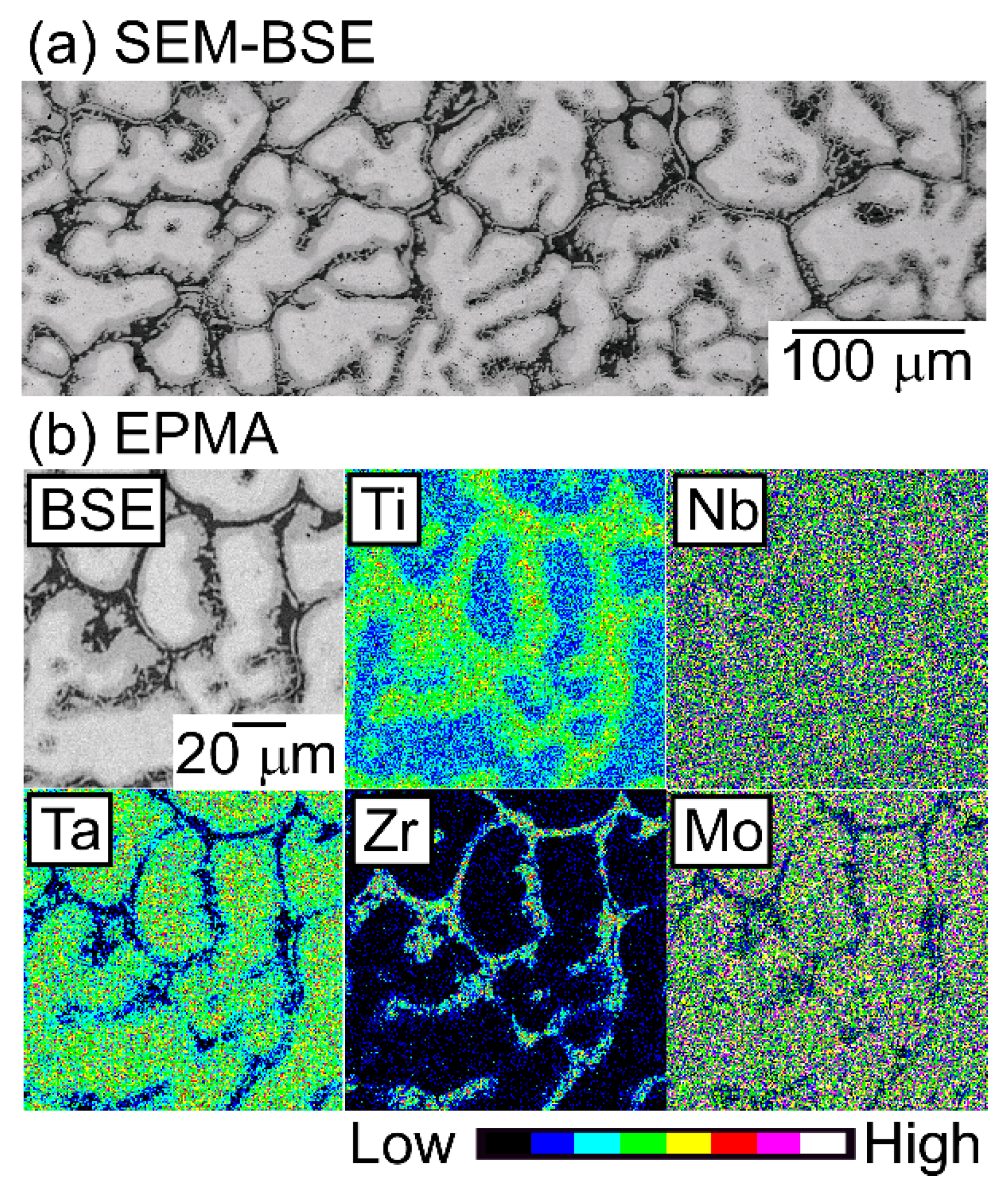
- The main dendrite phase with a BCC structure was enriched in Ta, while the interdendrite region with a BCC structure was enriched in Ti and Zr in the AM ingots of TiNbTaZr MEA, TiNbTaZrMo bio-HEA, and TiNbTaZrX (X = V and W) HEAs. It was observed that the interdendrite region was enriched in V, while Mo and W were abundant in the dendrite regions in the AM ingots of the TiNbTaZrX (X = V, Mo, and W) HEAs. The distribution coefficients during solidification, which were evaluated by thermodynamic calculations, explained the distribution of the constituent elements in the AM ingots.
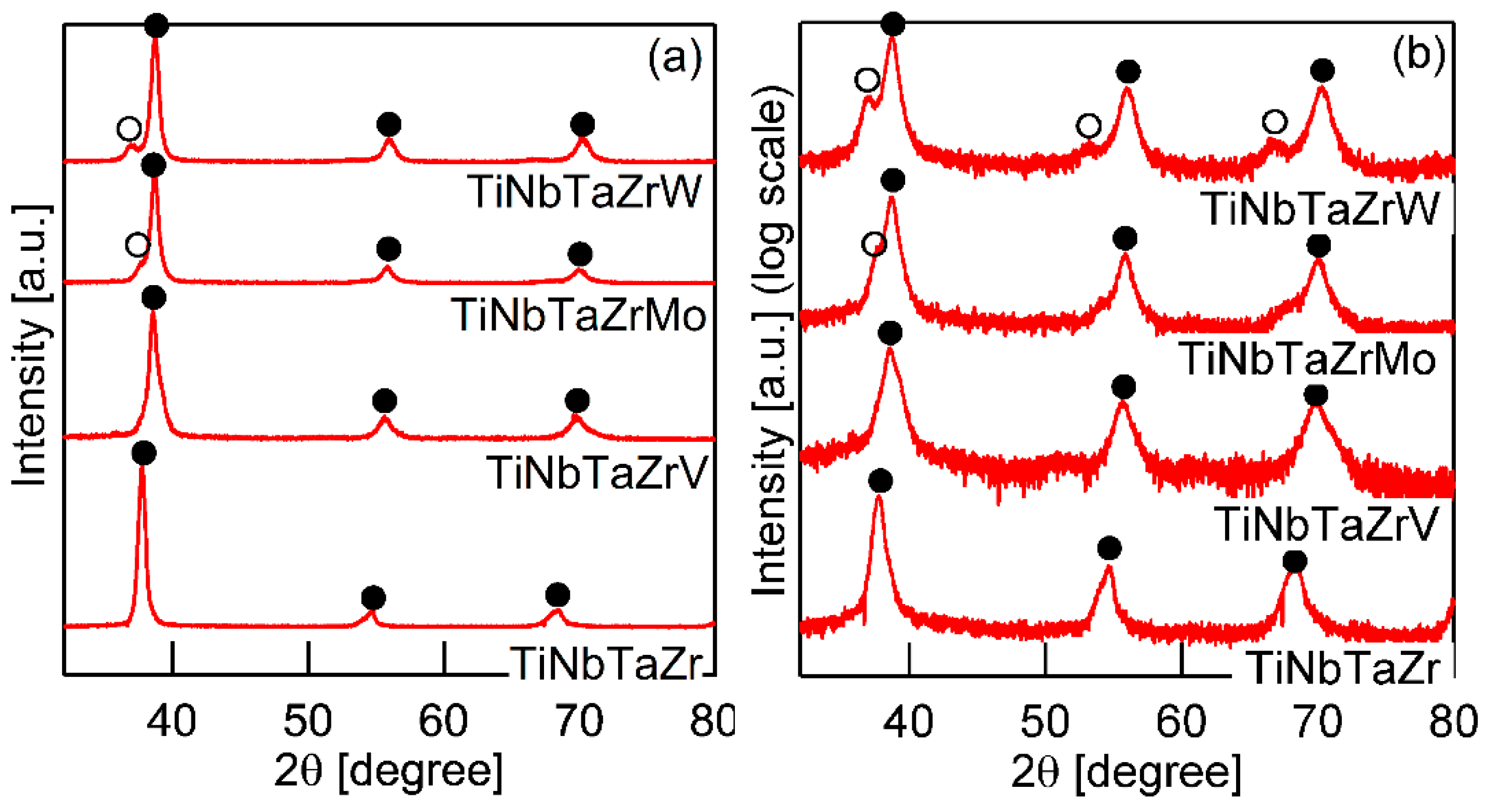
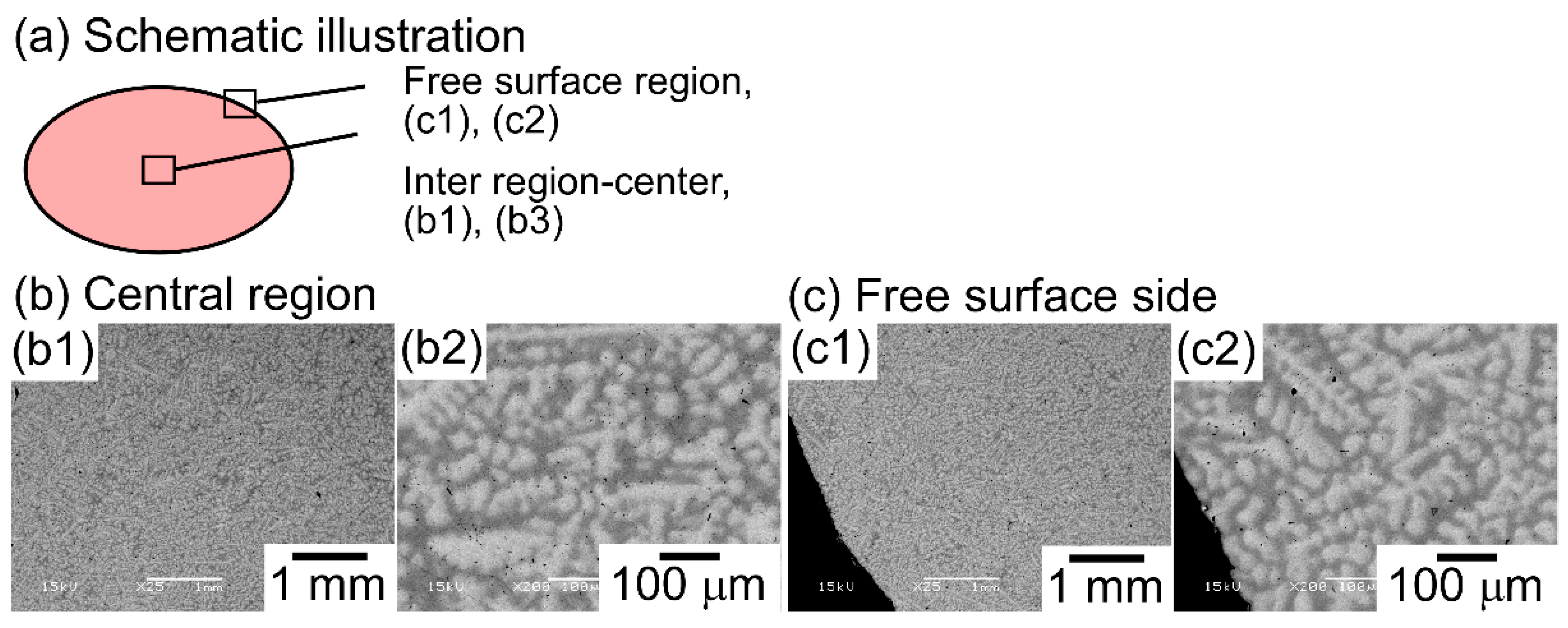
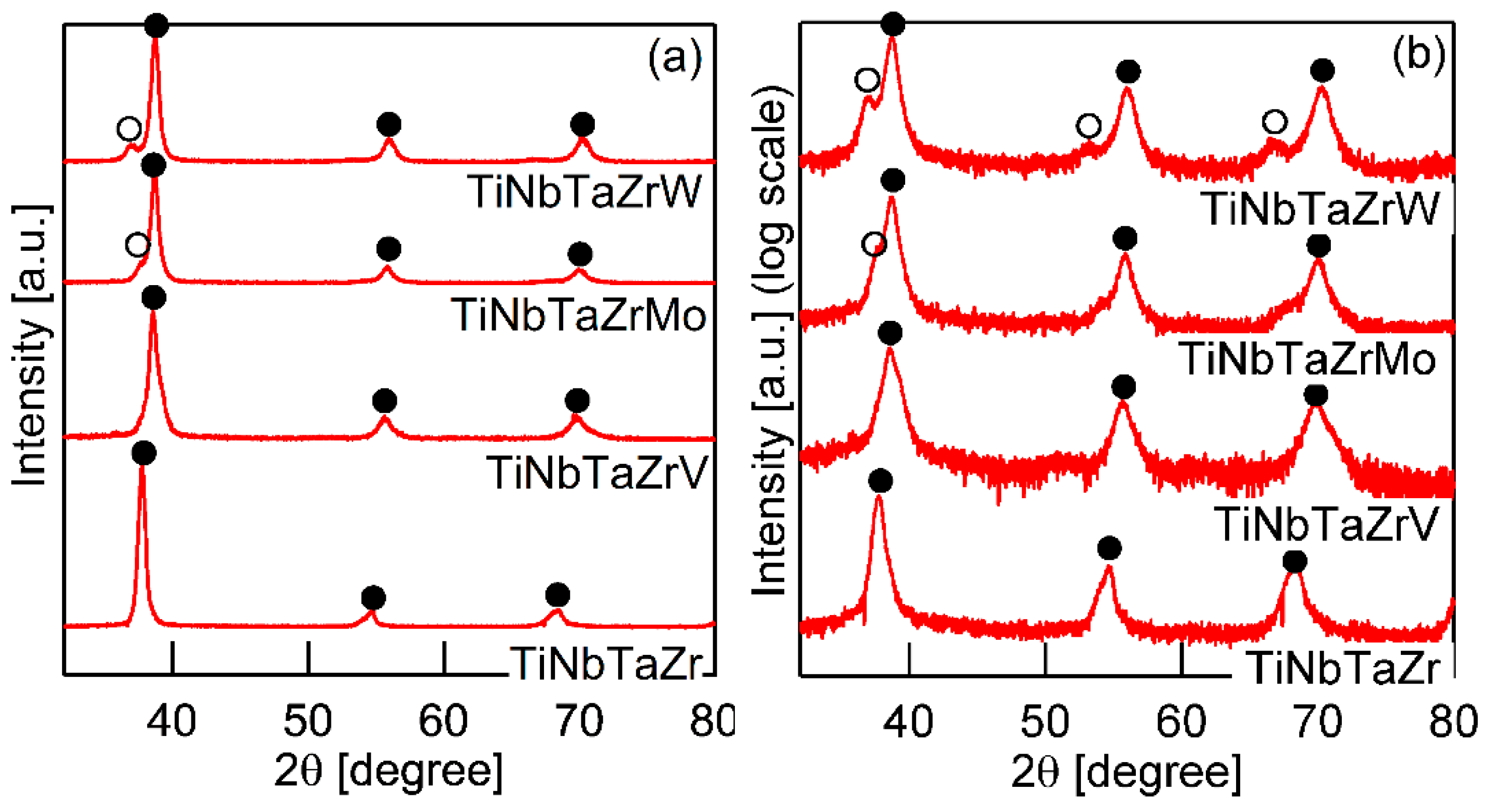
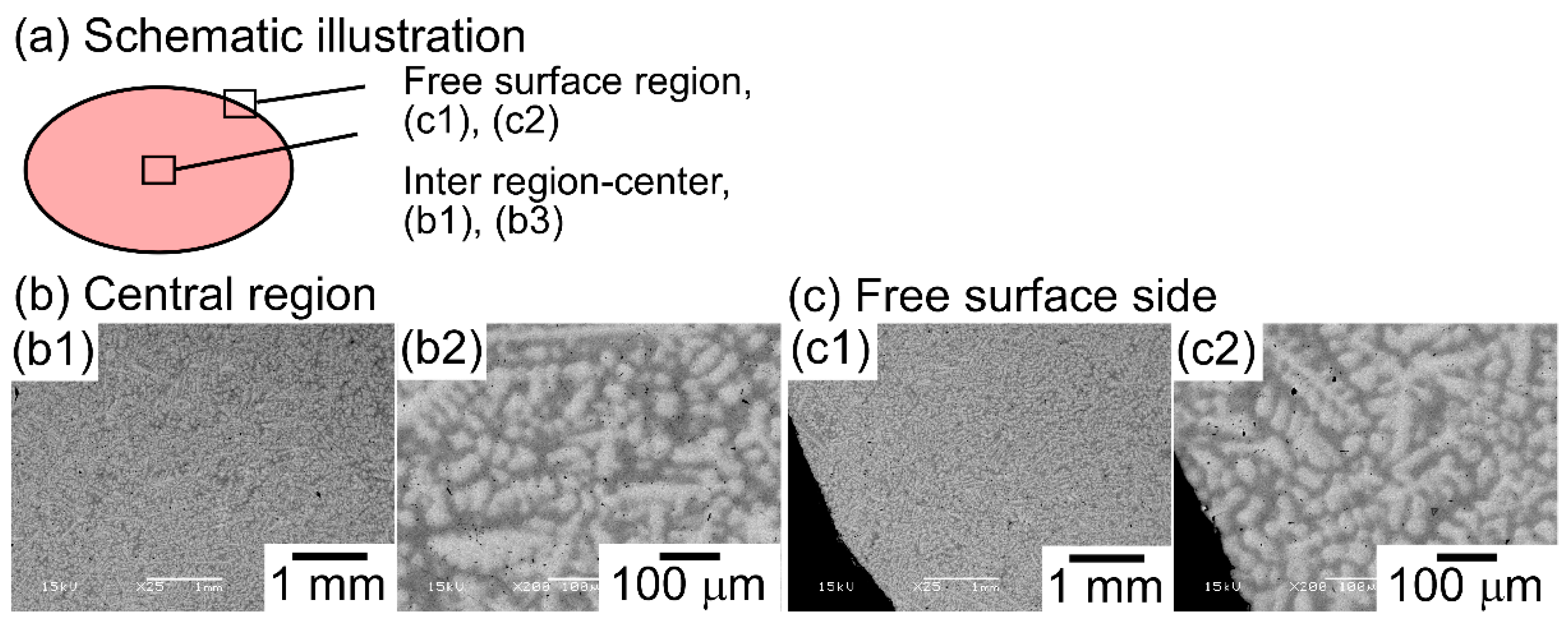
- The constituent phases in the CCLM ingots were the same as those in the AM ingots of the TiNbTaZr MEA, TiNbTaZrMo bio-HEA, and TiNbTaZrX (X = V and W) HEAs. In addition, no significant differences in the solidification microstructures related to equiaxed dendrite formation and distribution of constituent elements were observed between the AM and CCLM ingots of the TiNbTaZrMo bio-HEA, which indicated a low solidification process dependence of the solidification microstructure of the TiNbTaZrMo bio-HEA.
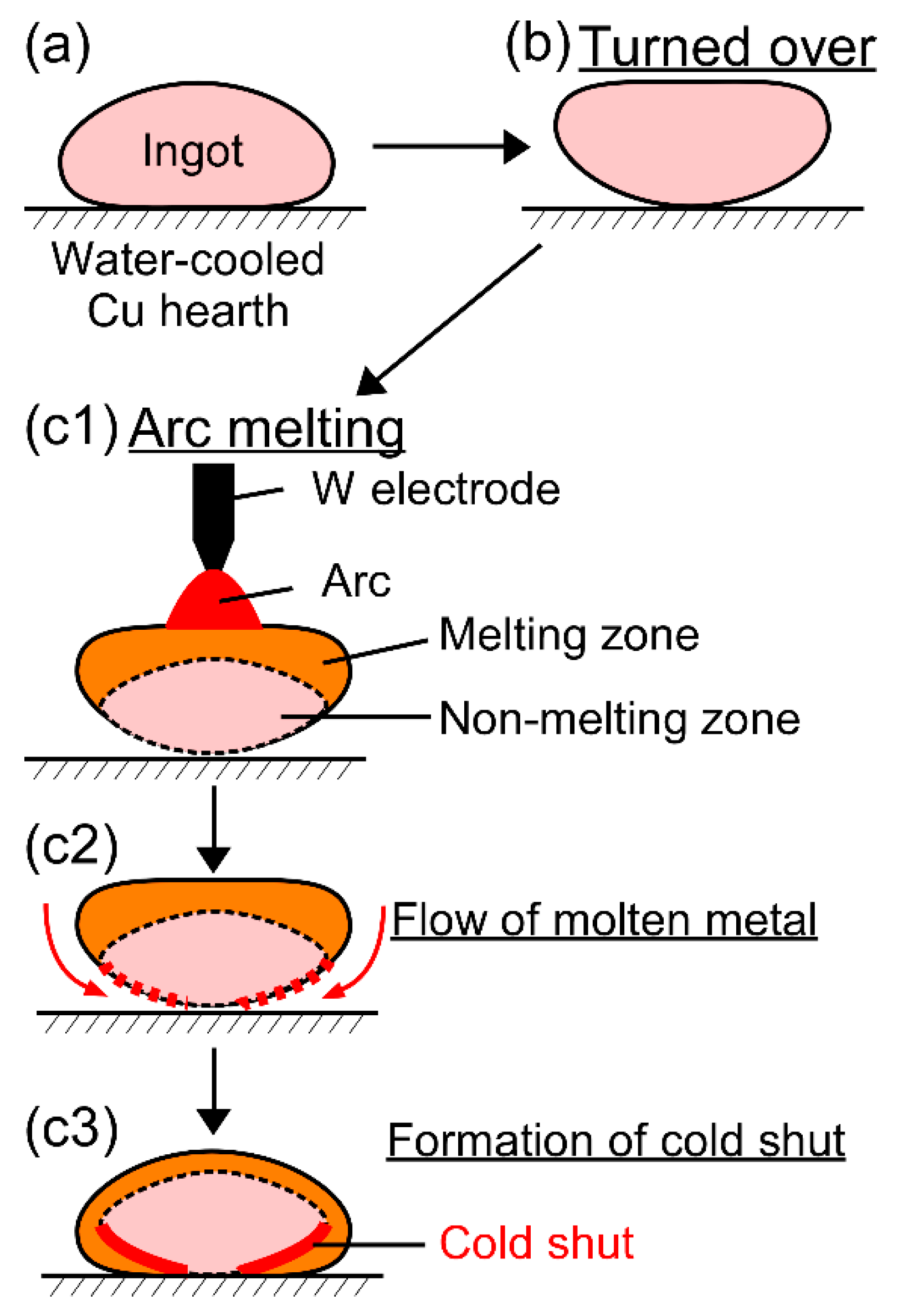
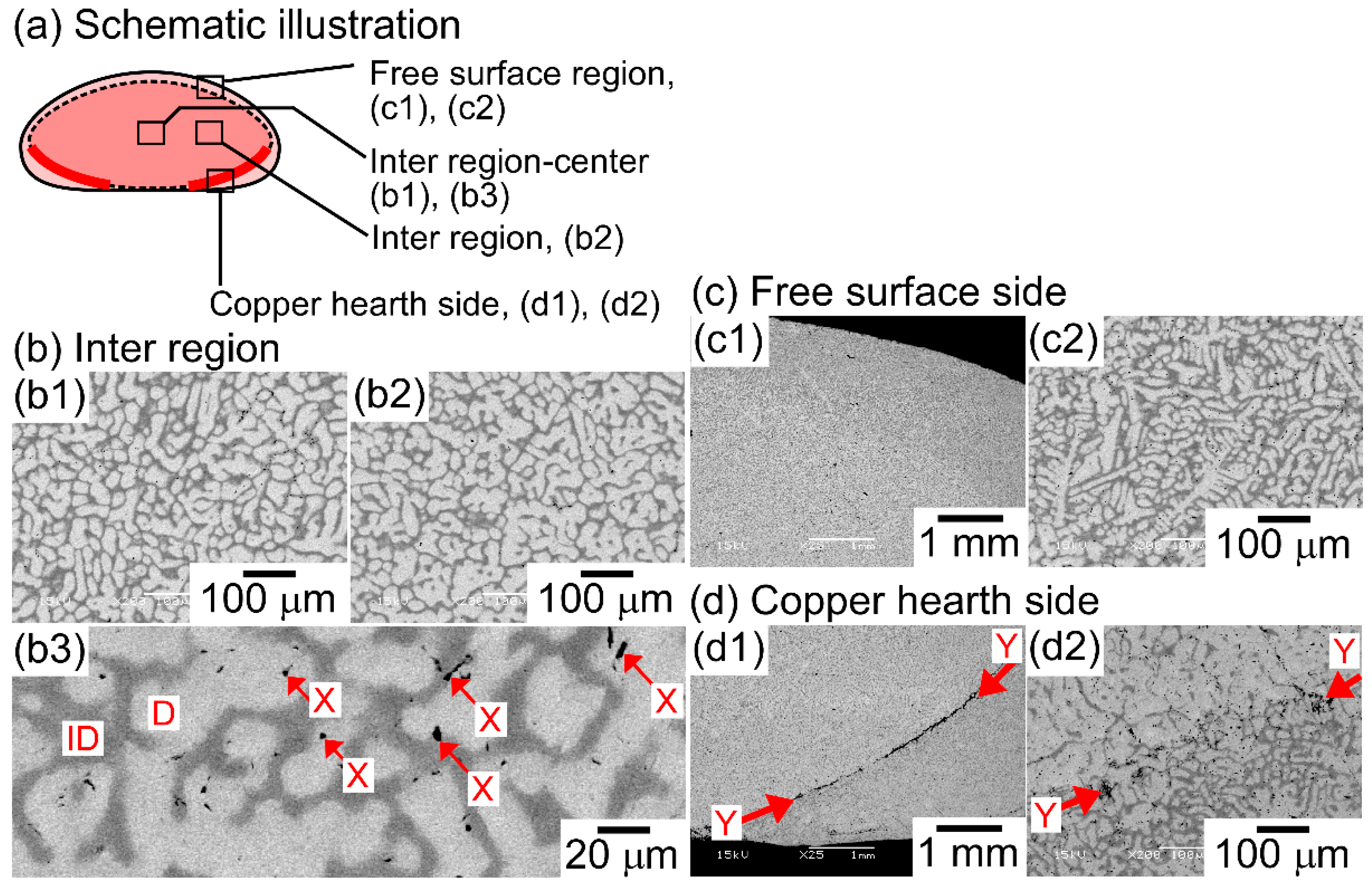
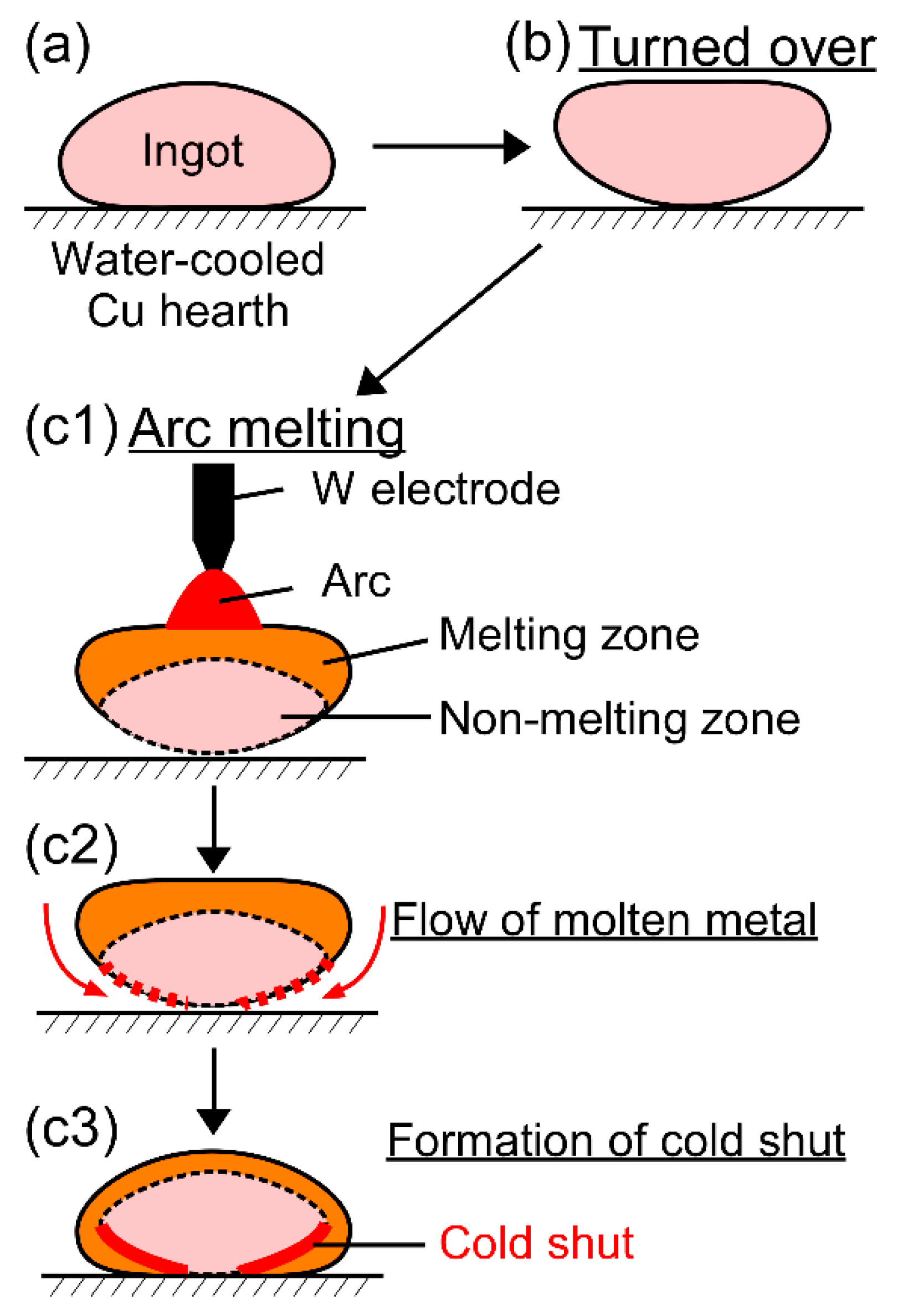
- The formation of cold shuts was observed in the AM ingots, but it was not observed in the CCLM ingots of the TiNbTaZr MEA, TiNbTaZrMo bio-HEA, and TiNbTaZrX (X = V and W) HEAs.
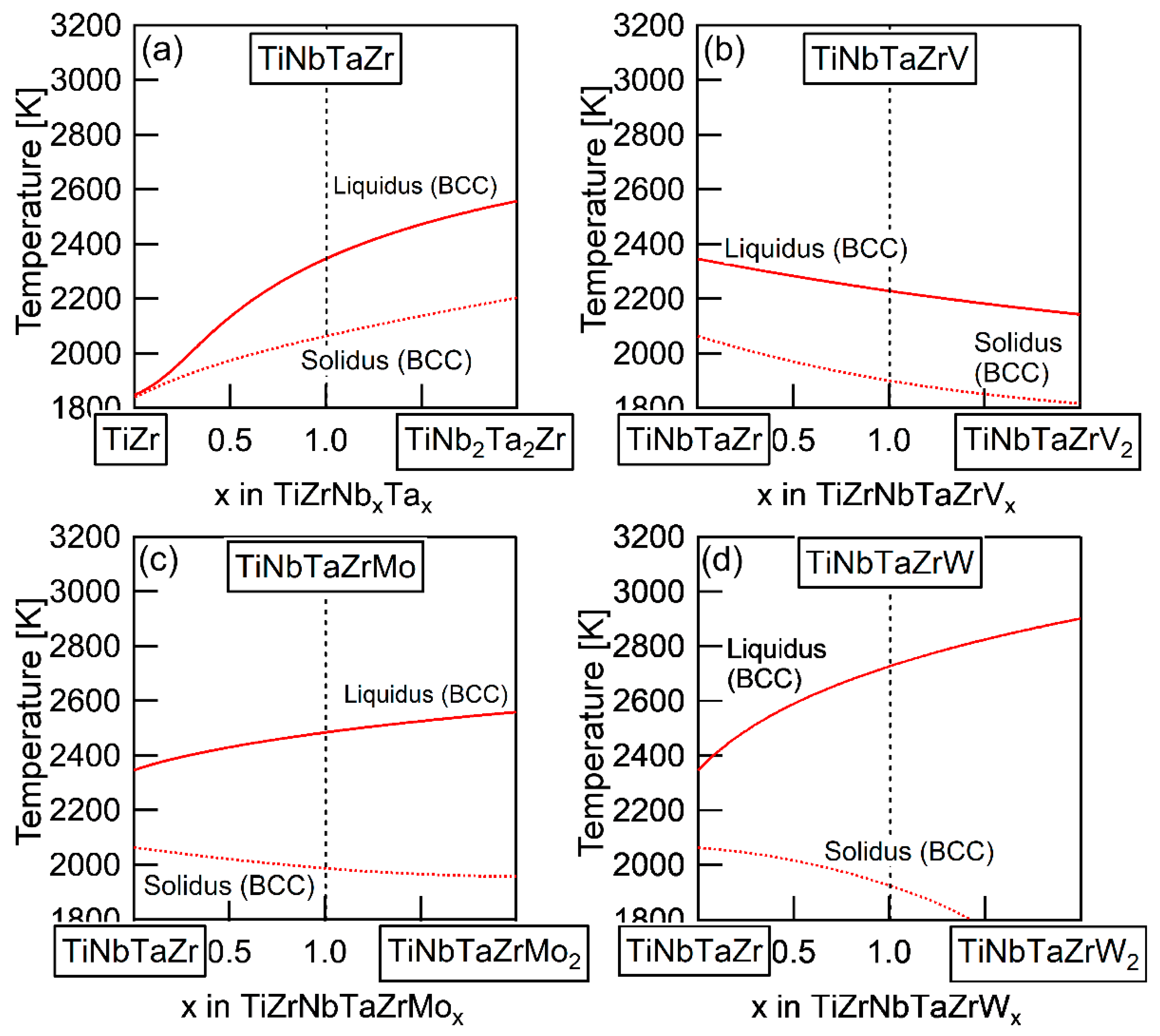
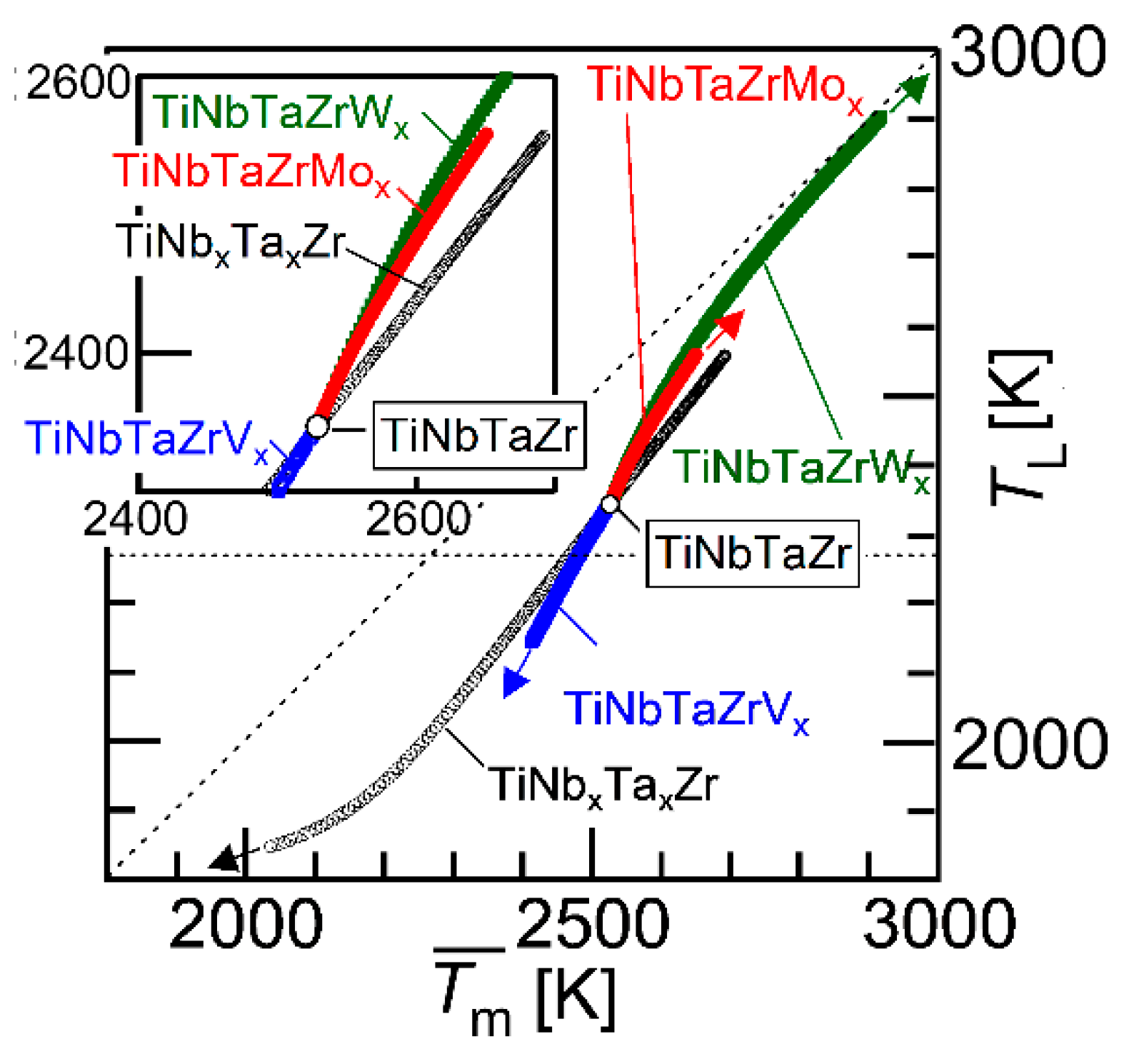
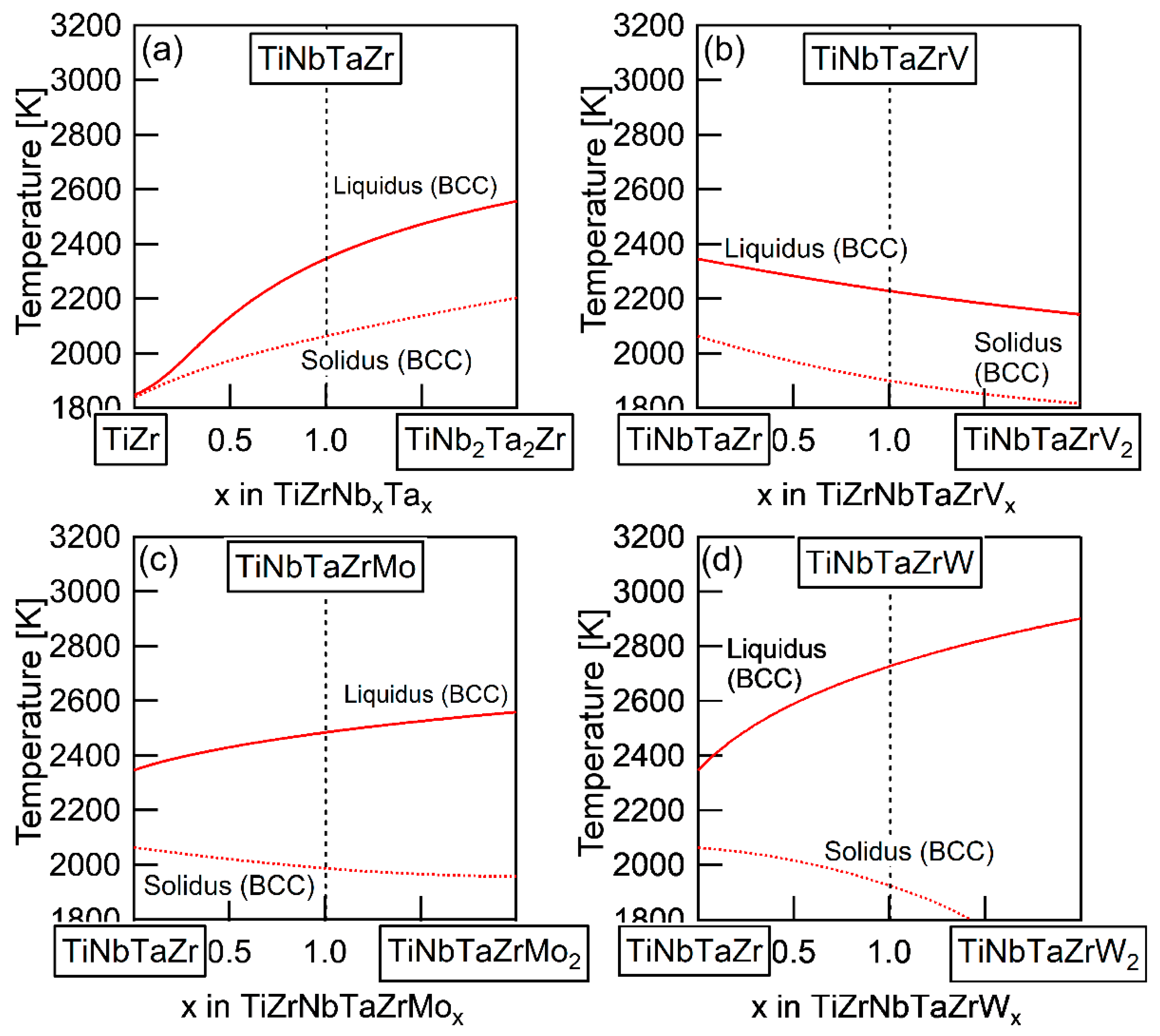
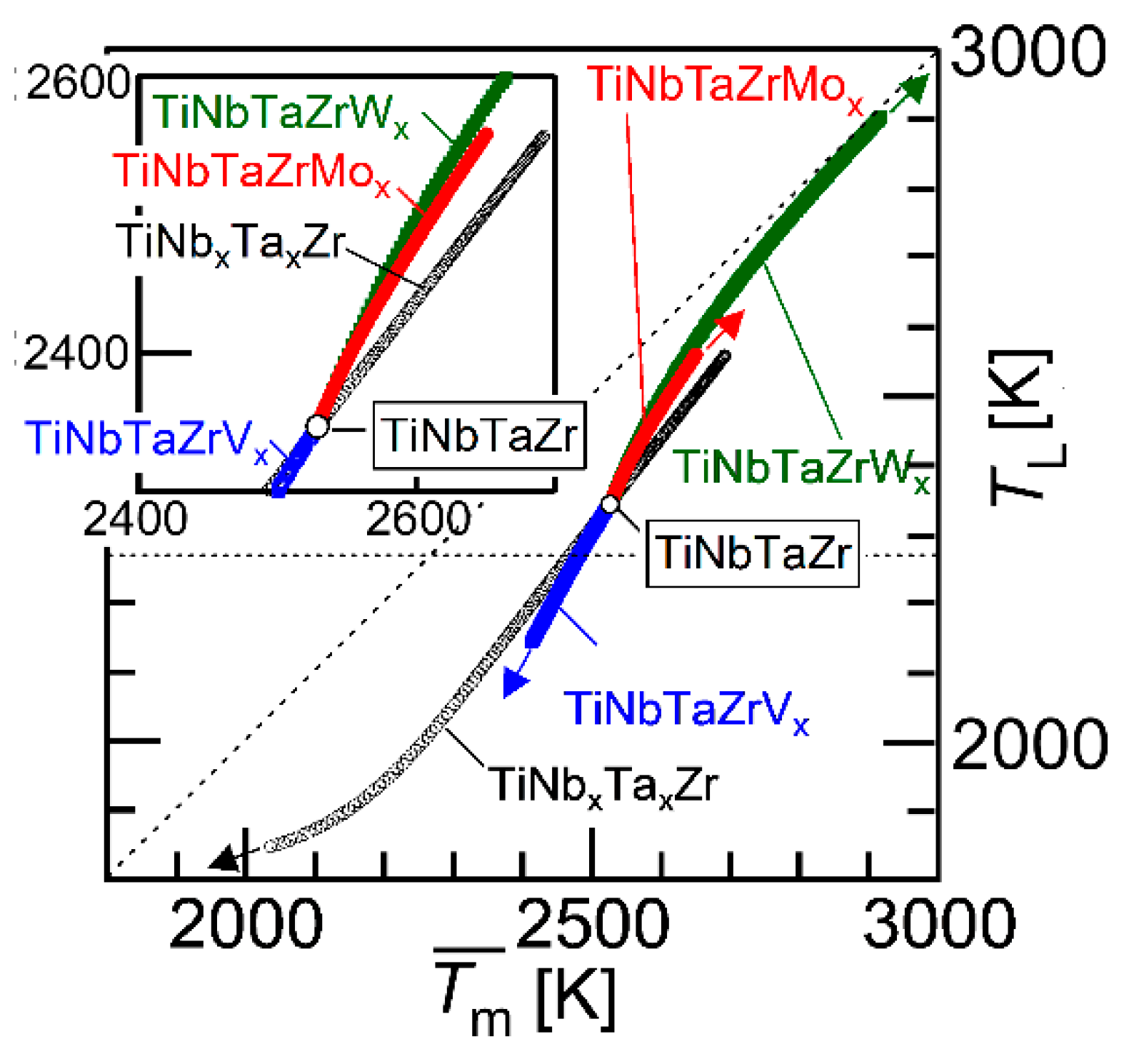
- Pseudobinary phase diagrams focusing on TL and TS of TiNbTaZr MEA and TiNbTaZrX (X = V, Mo, and W) HEAs, including the TiNbTaZrMo bio-HEA, were constructed based on thermodynamic calculations.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Cantor, B.; Chang, I.T.H.; Knight, P.; Vincent, A.J.B. Microstructural development in equiatomic multicomponent alloys. Mater. Sci. Eng. A 2018, 375–377, 213–218. [Google Scholar] [CrossRef]
- Yeh, J.W.; Chen, S.K.; Lin, S.J.; Gan, J.Y.; Chin, T.S.; Shun, T.T.; Tsau, C.H.; Chang, S.Y. Nanostructured high-entropy alloys with multiple principal elements: Novel alloy design concepts and outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- Ranganathan, S. Alloyed pleasures: Multimetallic cocktails. Curr. Sci. 2003, 85, 1404–1406. [Google Scholar]
- Zhang, Y.; Zhou, Y.J.; Lin, J.P.; Chen, G.L.; Liew, P.K. Solid-solution phase formation rules for multi-component alloys. Adv. Eng. Mater. 2008, 10, 534–538. [Google Scholar] [CrossRef]
- Murty, B.S.; Yeh, J.-W.; Ranganathan, S. High-Entropy Alloys, 1st ed.; Elsevier: Amsterdam, The Netherlands, 2014. [Google Scholar]
- Gao, M.C.; Yeh, J.-W.; Liaw, P.K.; Zhang, Y. High-Entropy Alloys, Fundamentals and Applications, 1st ed.; Springer: Basel, Switzerland, 2016. [Google Scholar]
- Zhang, W.; Liew, P.K.; Zhang, Y. Science and technology in high-entropy alloys. Sci. China Mater. 2018, 61, 2–22. [Google Scholar] [CrossRef]
- Senkov, O.N.; Wilks, G.B.; Miracle, D.B.; Chuang, C.P.; Liaw, P.K. Refractory high-entropy alloys. Intermetallics 2010, 18, 1758–1765. [Google Scholar] [CrossRef]
- Senkov, O.N.; Wilks, G.B.; Scott, J.M.; Miracle, D.B. Mechanical properties of Nb25Mo25Ta25W25 and V20Nb20Mo20Ta20W20 refractory high entropy alloys. Intermetallics 2011, 19, 698–706. [Google Scholar] [CrossRef]
- Senkov, O.N.; Scotta, J.M.; Senkova, S.V.; Miracle, D.B.; Woodward, C.F. Microstructure and room temperature properties of a high-entropy TaNbHfZrTi alloy. J. Alloys Compd. 2011, 509, 6043–6048. [Google Scholar] [CrossRef]
- Senkov, O.N.; Scott, J.M.; Senkova, S.V.; Meisenkothen, F.; Miracle, D.B.; Woodward, C.F. Microstructure and elevated temperature properties of a refractory TaNbHfZrTi alloy. J. Mater. Sci. 2012, 47, 4062–4074. [Google Scholar] [CrossRef]
- Senkov, O.N.; Miracle, D.B.; Chaput, K.J.; Couzinie, J.-P. Development and exploration of refractory high entropy alloys—A review. J. Mater. Res. 2018, 33, 3092–3128. [Google Scholar] [CrossRef]
- Gao, M.C.; Carney, C.S.; Dogan, O.N.; Jablonksi, P.D.; Hawk, J.A.; Alman, D.E. Design of refractory high-entropy alloys. JOM 2015, 67, 2653–2669. [Google Scholar] [CrossRef]
- Todai, M.; Nagase, T.; Hori, T.; Matsugaki, A.; Sekita, A.; Nakano, T. Novel TiNbTaZrMo high-entropy alloys for metallic biomaterials. Scr. Mater. 2017, 129, 65–68. [Google Scholar] [CrossRef]
- Wang, S.P.; Xu, J. TiZrNbTaMo high-entropy alloy designed for orthopedic implants: As-cast microstructure and mechanical properties. Mater. Sci. Eng. C 2017, 73, 80–89. [Google Scholar] [CrossRef]
- Nagase, T.; Todai, M.; Hori, T.; Nakano, T. Microstructure of equiatomic and non-equiatomic Ti-Nb-Ta-Zr-Mo high-entropy alloys for metallic biomaterials. J. Alloys Compd. 2018, 753, 412–421. [Google Scholar] [CrossRef]
- Nagase, T.; Mizuuchi, K.; Todai, M.; Nakano, T. Solidification Microstructure of High Entropy Alloys Composed With 4 Group (Ti, Zr, Hf), 5 Group (V, Nb, Ta), and 6 Group (Cr, Mo, W). Materia Japan 2019, 58, 78. [Google Scholar] [CrossRef]
- Nagase, T.; et al. in preparation.
- Nguyen, V.T.; Qianc, M.; Shi, Z.; Song, T.; Huang, L.; Zou, J. A novel quaternary equiatomic Ti-Zr-Nb-Ta medium entropy alloy (MEA). Intermetallics 2018, 101, 39–43. [Google Scholar] [CrossRef]
- Yao, H.W.; Qiao, J.-W.; Gao, M.C.; Hawk, J.A.; Ma, S.-G.; Zhou, H. MoNbTaV Medium-entropy alloy. Entropy 2016, 18, 189. [Google Scholar] [CrossRef]
- Yao, H.W.; Qiao, J.W.; Hawk, J.A.; Zhou, H.F.; Chen, M.W.; Gao, M.C. Mechanical properties of refractory high-entropy alloys: Experiments and modeling. J. Alloys Compd. 2017, 696, 1139–1150. [Google Scholar] [CrossRef]
- Yang, X.; Zhang, Y. Prediction of high-entropy stabilized solid-solution in multi-component alloys. Mater. Chem. Phys. 2012, 132, 233–238. [Google Scholar] [CrossRef]
- Guo, S.; Ng, C.; Lu, J.; Liu, C.T. Effect of valence electron concentration on stability of fcc or bcc phase in high entropy alloys. J. Appl. Phys. 2011, 109, 103505. [Google Scholar] [CrossRef]
- Mitsuwa Chemical Co., Ltd., Japan. Available online: http://www.eonet.ne.jp/~mitsuwa-chem/index.html (accessed on 14 November 2018).
- Rare Metallic Co., Ltd., Japan. Available online: http://rare-meta.co.jp (accessed on 14 November 2018).
- The Nilaco Co., Ltd., Japan. Available online: http://nilaco.jp/en/index.php (accessed on 14 November 2018).
- Matyja, H.; Gissen, B.C.; Grant, N.J. The Effect of Cooling Rate on the Dendrite Spacing in Splta-Cooled Aluminium Alloys. J. Inst Metals 1968, 96, 30. [Google Scholar]
- Naka, M.; Shibayanagi, T. Formation and Applications of Rapidly Quenched Metals. J. High Temp. Soc. 1998, 24, 131. [Google Scholar]
- Nagase, T.; Matsumoto, M.; Fujii, Y. Microstructure of Ti-Ag immiscible alloys with metastable liquid phase separation. J. Alloys Compd. 2018, 738, 440–447. [Google Scholar] [CrossRef]
- Bale, C.W.; Pelton, A.D.; Thompson, W.T.; Eriksson, G. FactSage, Ecole Polytechnique, Montreal (2001). Available online: http://www.crct.polymtl.ca (accessed on 10 November 2018).
- Nagase, T.; Takemura, M.; Matsumuro, M.; Maruyama, T. Solidification microstructure analysis of AlCoCrFeNi2.1 eutectic high entropy alloy ingots. Mater. Trans. 2018, 59, 255–264. [Google Scholar] [CrossRef]
- Vegard, L. Die Konstitution der Mischkristalle und die Raumfullung der Atome. Zeitschrift fur Physik 1921, 5, 17–26. (In German) [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | ΔSmix | ΔHmix | δ | Ω | VEC |
|---|---|---|---|---|---|
| NbTaVMoW | 1.61R | −4.64 | 3.1 | 8.41 | 5.4 |
| HfNbTaTiZr | 1.61R | 2.72 | 5.5 | 12.4 | 4.4 |
| TiNbTaZr | 1.39R | 2.50 | 5.3 | 11.6 | 4.5 |
| TiNbTaZrV | 1.61R | 0.32 | 6.7 | 101 | 4.6 |
| TiNbTaZrMo | 1.61R | −1.76 | 5.9 | 19.7 | 4.8 |
| TiNbTaZrW | 1.61R | −3.04 | 5.8 | 12.1 | 4.8 |
| Alloy | Ti | Nb | Ta | Zr | X |
|---|---|---|---|---|---|
| TiNbTaZr | 26.2 | 25.7 | 24.1 | 24.1 | |
| TiNbTaZrV | 20.6 | 19.7 | 18.5 | 18.6 | 22.6 |
| TiNbTaZrMo | 21.0 | 19.2 | 21.4 | 19.0 | 19.4 |
| TiNbTaZrW | 21.8 | 18.1 | 18.7 | 19.6 | 21.8 |
| (a) | Ti | Nb | Ta | Zr | |
| D | 22.9 | 28.7 | 31.2 | 17.2 | |
| ID | 31.4 | 20.0 | 12.2 | 36.5 | |
| (b) | Ti | Nb | Ta | Zr | V |
| D | 20.1 | 21.9 | 21.6 | 13.6 | 22.8 |
| ID | 22.4 | 13.6 | 9.2 | 30.1 | 24.7 |
| (c) | Ti | Nb | Ta | Zr | Mo |
| D | 22.1 | 19.6 | 20.8 | 16.8 | 20.8 |
| ID | 27.7 | 13.9 | 8.3 | 36.3 | 13.8 |
| (d) | Ti | Nb | Ta | Zr | W |
| D | 15.6 | 17.3 | 26.6 | 5.1 | 35.5 |
| ID | 28.0 | 18.9 | 10.8 | 34.2 | 8.2 |
| (a) Lattice Constants Evaluated by XRD Patterns | |||
| Alloy | a1 | a2 | (a1 − a2)/a1 (%) |
| TiNbTaZr | 0.333 | ||
| TiNbTaZrV | 0.327 | ||
| TiNbTaZrMo | 0.332 | ||
| TiNbTaZrW | 0.325 | 0.340 | 4.6 |
| (b) Lattice Constants Estimated by Vegard’s Law | |||
| Alloy | aD | aID | (aID − aD)/aD (%) |
| TiNbTaZr | 0.334 | 0.342 | 2.4 |
| TiNbTaZrV | 0.328 | 0.333 | 1.4 |
| TiNbTaZrMo | 0.333 | 0.340 | 2.1 |
| TiNbTaZrW | 0.327 | 0.340 | 4.0 |
| Ti | Nb | Ta | Zr | Mo | |
|---|---|---|---|---|---|
| D | 20.2 | 23.1 | 20.5 | 12.6 | 23.6 |
| ID | 26.4 | 15.9 | 7.5 | 34.1 | 16.1 |
| Alloy | Ti | Nb | Ta | Zr | X |
|---|---|---|---|---|---|
| TiNbTaZr | 0.63 | 1.39 | 1.59 | 0.38 | |
| TiNbTaZrV | 0.65 | 1.35 | 1.80 | 0.38 | 0.82 |
| TiNbTaZrMo | 0.53 | 1.21 | 1.61 | 0.24 | 1.41 |
| TiNbTaZrW | 0.38 | 1.14 | 1.36 | 0.18 | 1.93 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nagase, T.; Mizuuchi, K.; Nakano, T. Solidification Microstructures of the Ingots Obtained by Arc Melting and Cold Crucible Levitation Melting in TiNbTaZr Medium-Entropy Alloy and TiNbTaZrX (X = V, Mo, W) High-Entropy Alloys. Entropy 2019, 21, 483. https://doi.org/10.3390/e21050483
Nagase T, Mizuuchi K, Nakano T. Solidification Microstructures of the Ingots Obtained by Arc Melting and Cold Crucible Levitation Melting in TiNbTaZr Medium-Entropy Alloy and TiNbTaZrX (X = V, Mo, W) High-Entropy Alloys. Entropy. 2019; 21(5):483. https://doi.org/10.3390/e21050483
Chicago/Turabian StyleNagase, Takeshi, Kiyoshi Mizuuchi, and Takayoshi Nakano. 2019. "Solidification Microstructures of the Ingots Obtained by Arc Melting and Cold Crucible Levitation Melting in TiNbTaZr Medium-Entropy Alloy and TiNbTaZrX (X = V, Mo, W) High-Entropy Alloys" Entropy 21, no. 5: 483. https://doi.org/10.3390/e21050483
APA StyleNagase, T., Mizuuchi, K., & Nakano, T. (2019). Solidification Microstructures of the Ingots Obtained by Arc Melting and Cold Crucible Levitation Melting in TiNbTaZr Medium-Entropy Alloy and TiNbTaZrX (X = V, Mo, W) High-Entropy Alloys. Entropy, 21(5), 483. https://doi.org/10.3390/e21050483