
The Effect of Crystallization and Phase Transformation on the Mechanical and Electrochemical Corrosion Properties of Ni-P Coatings
 ,
,  , , , and
, , , and
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Morphology of Deposited Ni-P Coatings
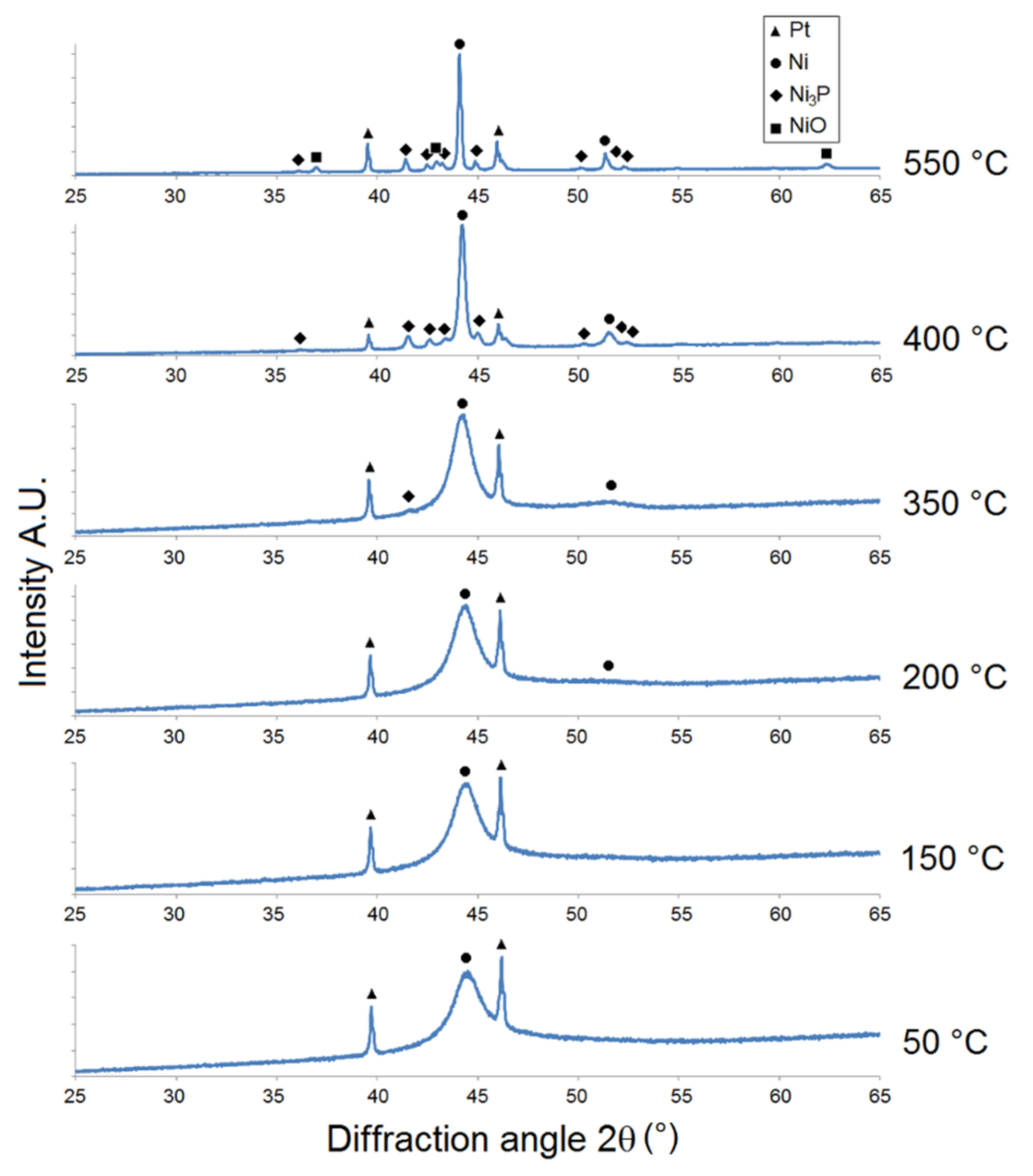
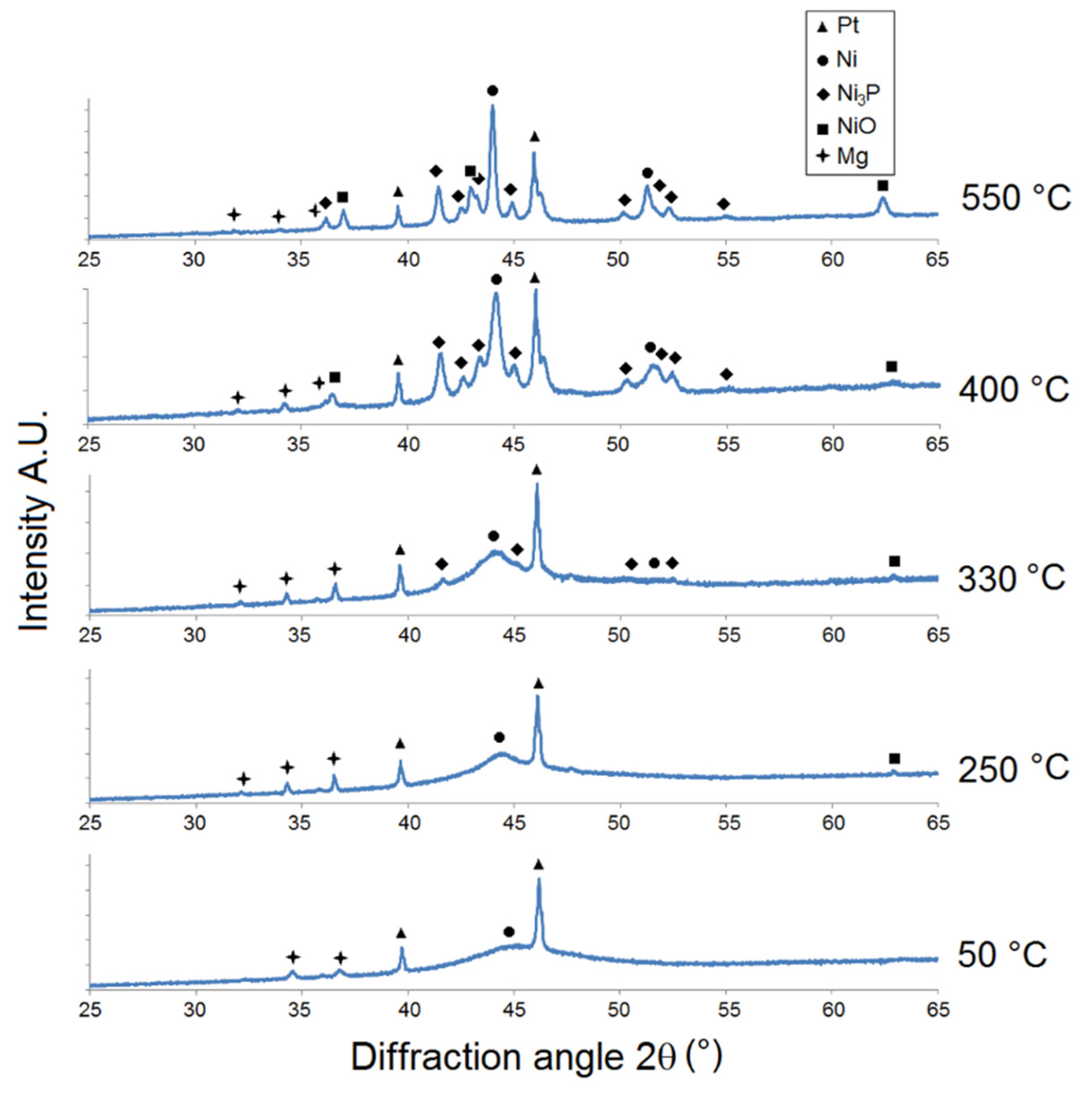
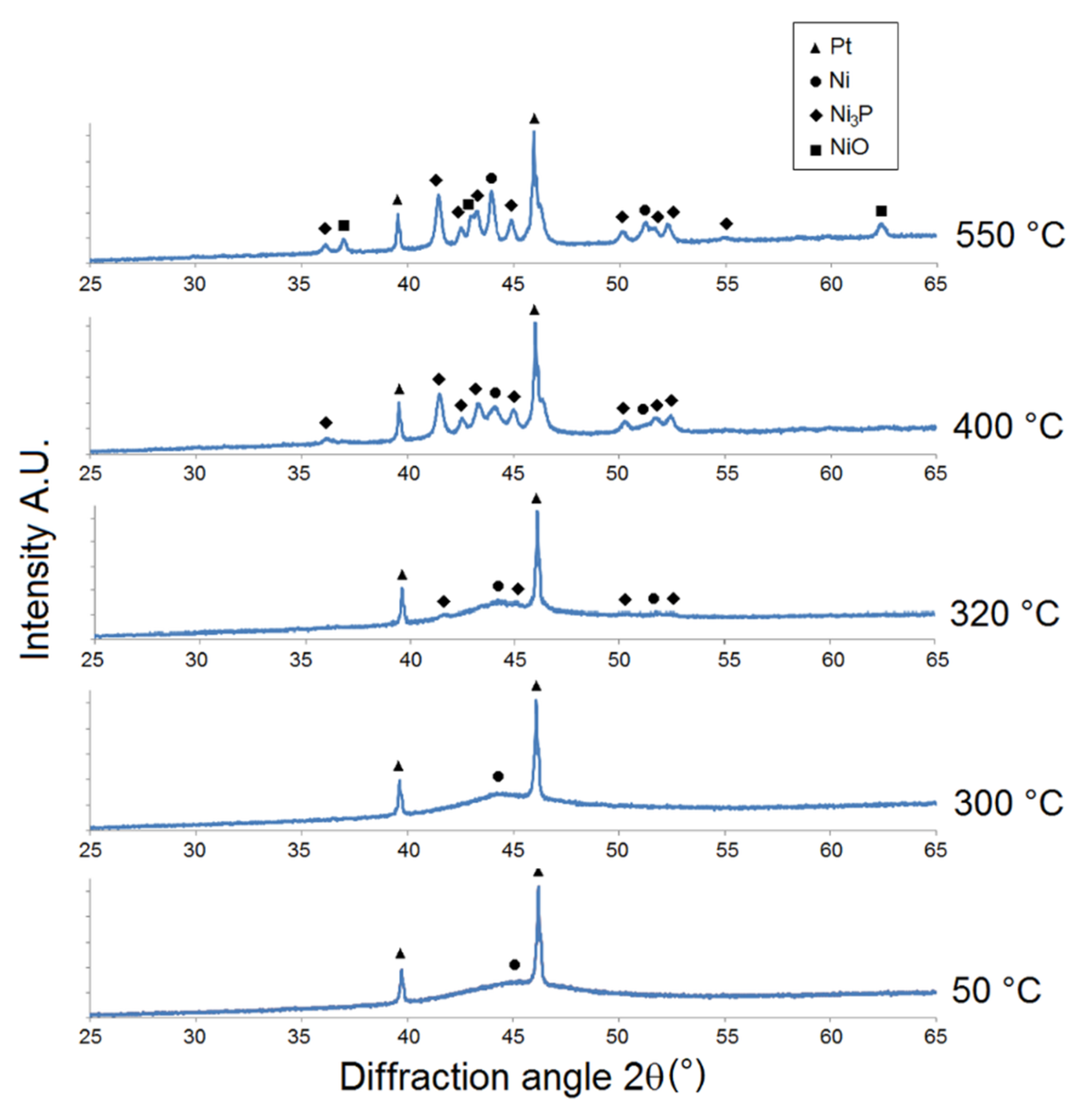
3.2. XRD Analysis
3.3. DSC Analysis
3.4. Microhardness Measurement
3.5. Characterization of Electrochemical Corrosion Properties
4. Conclusions
- -
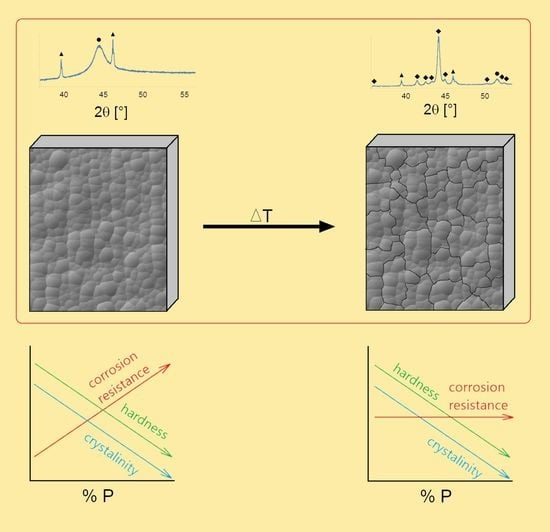
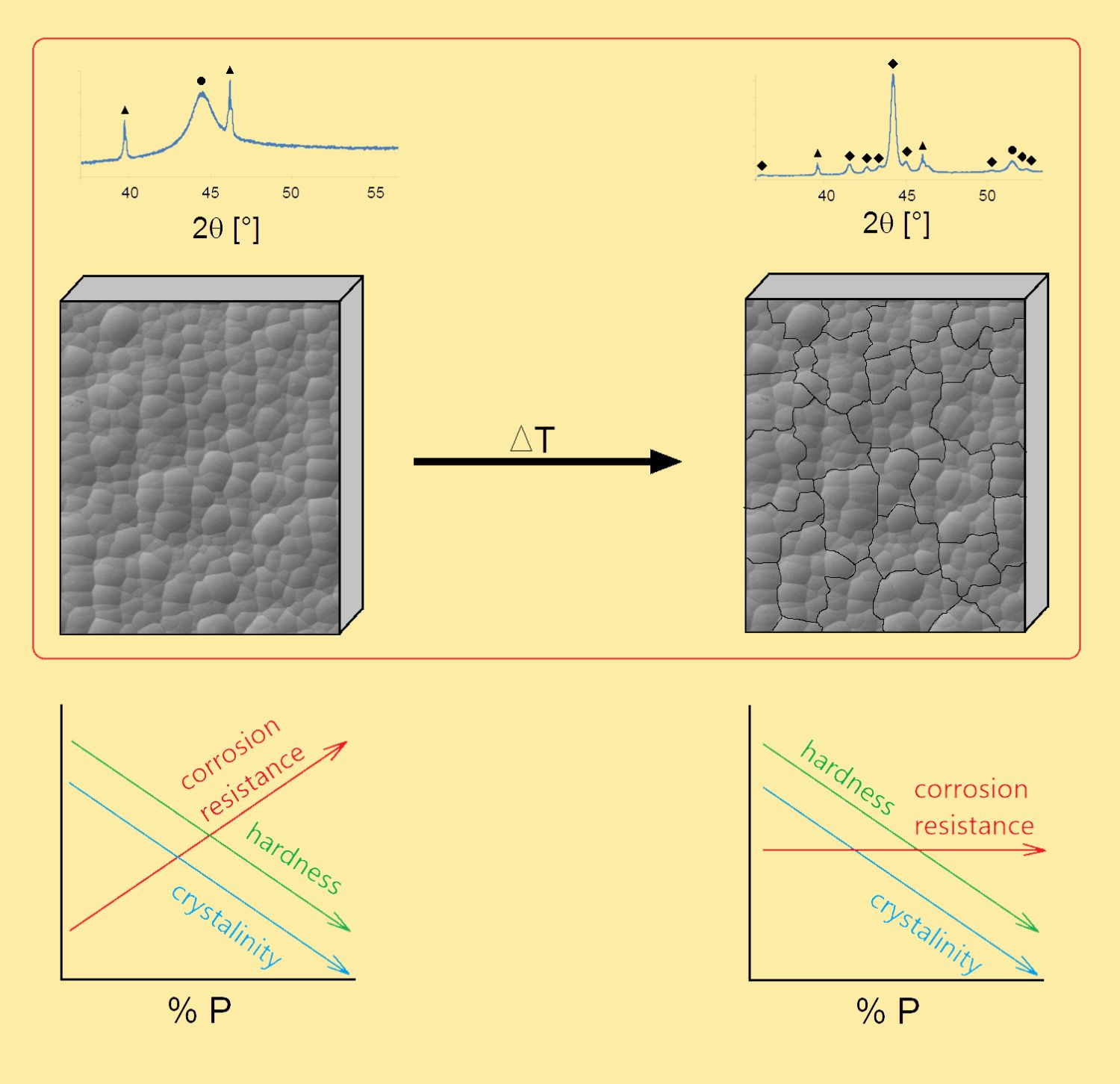
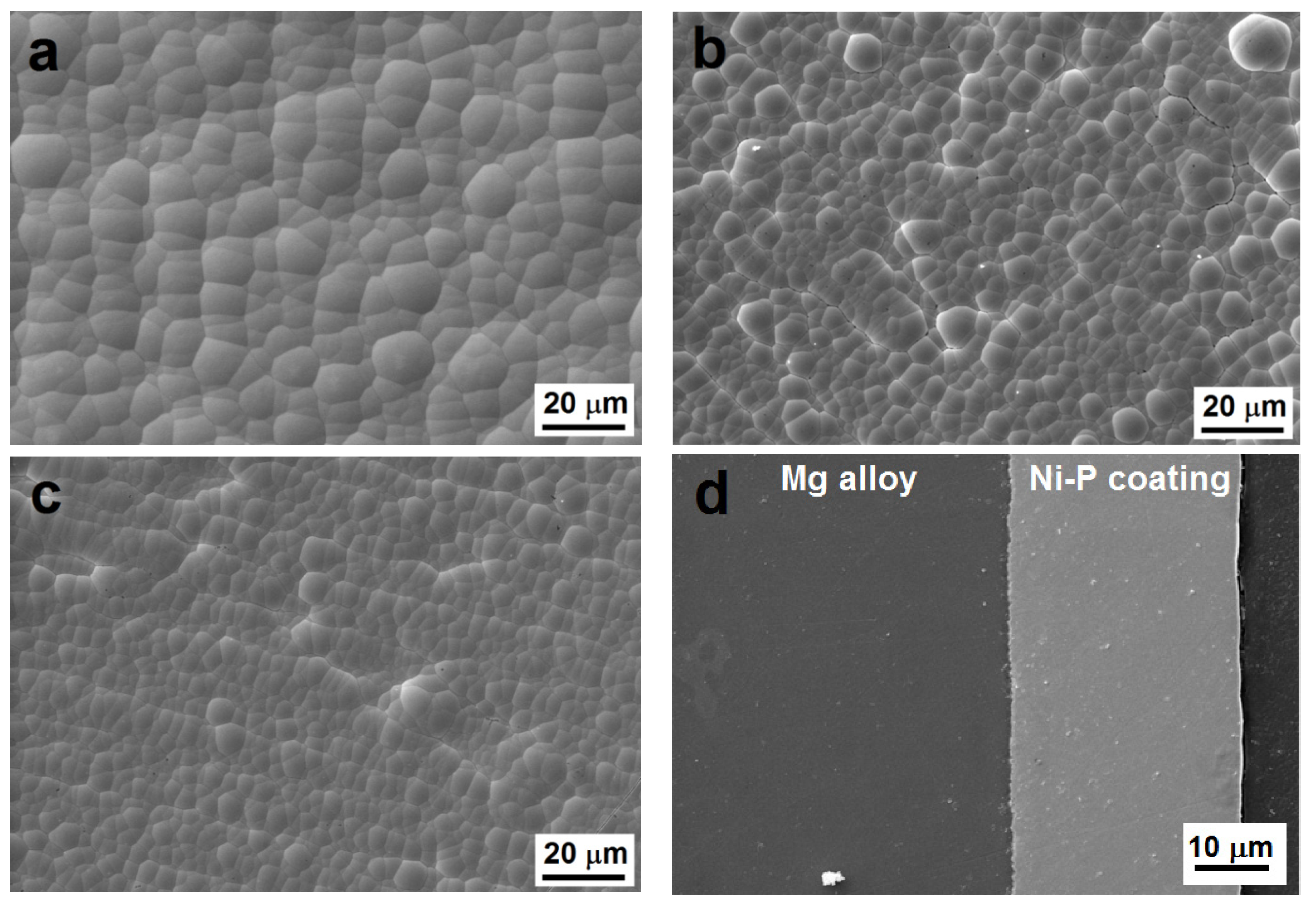
- Increasing P content led to morphological changes—specifically, a decrease in nodule size.
- -
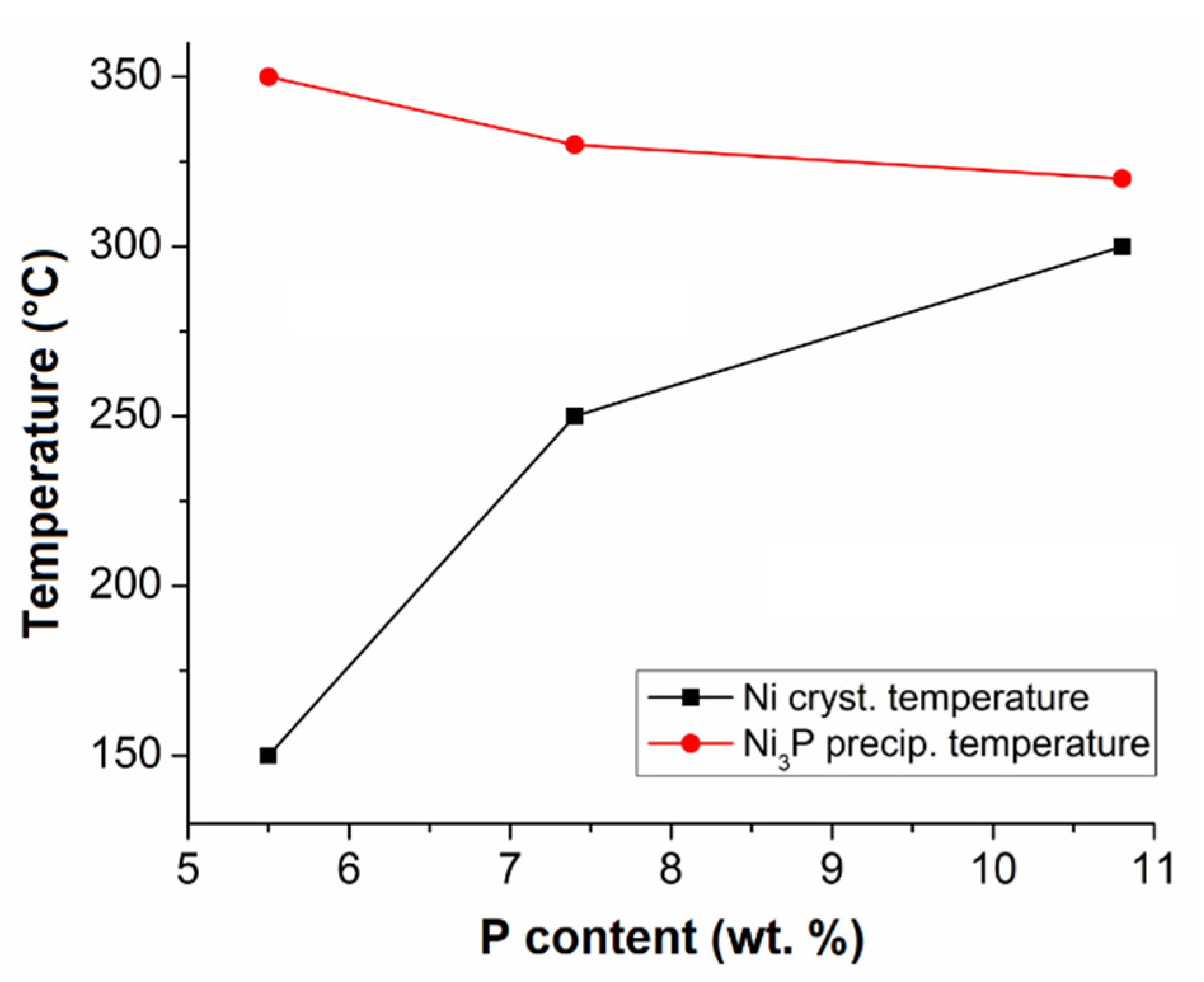
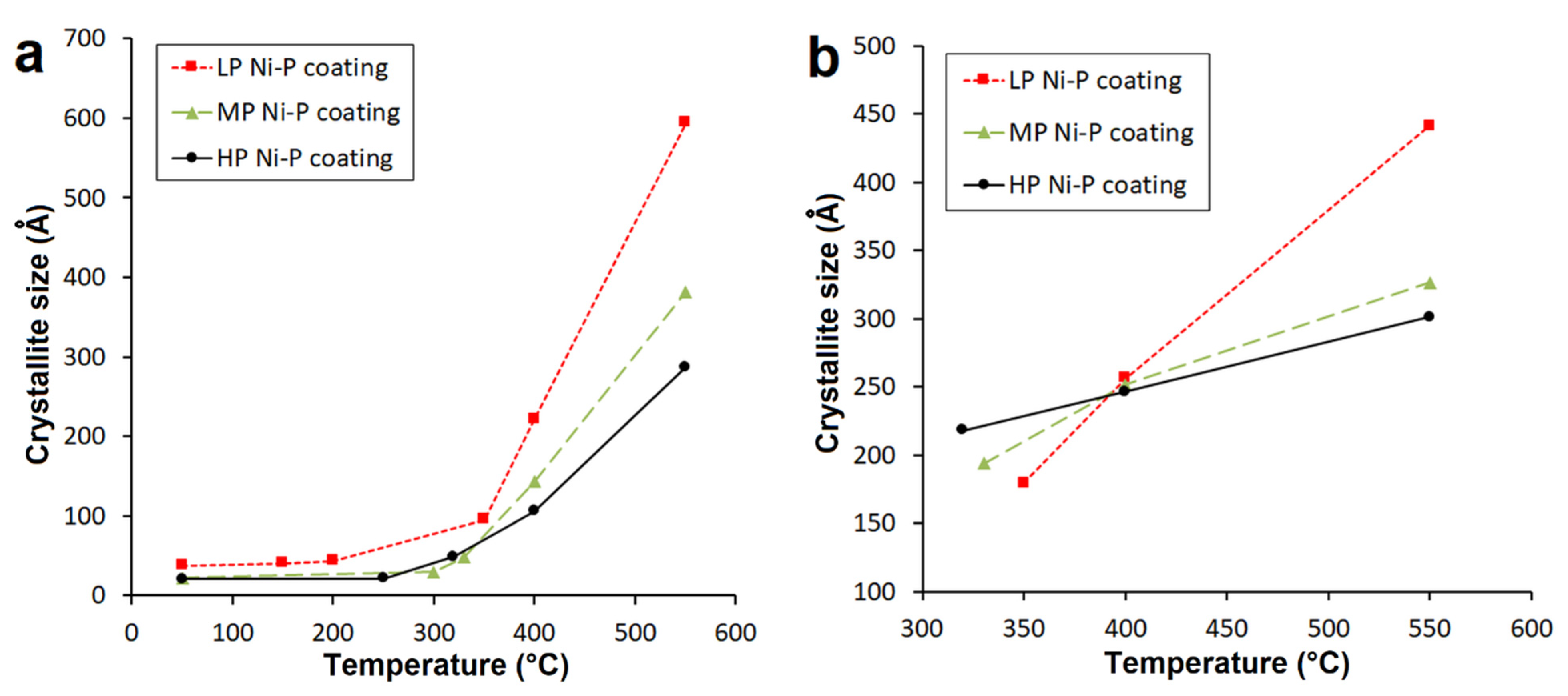
- Increasing P content in Ni-P coatings resulted in a decrease in Ni crystallite size at the same temperature.
- -
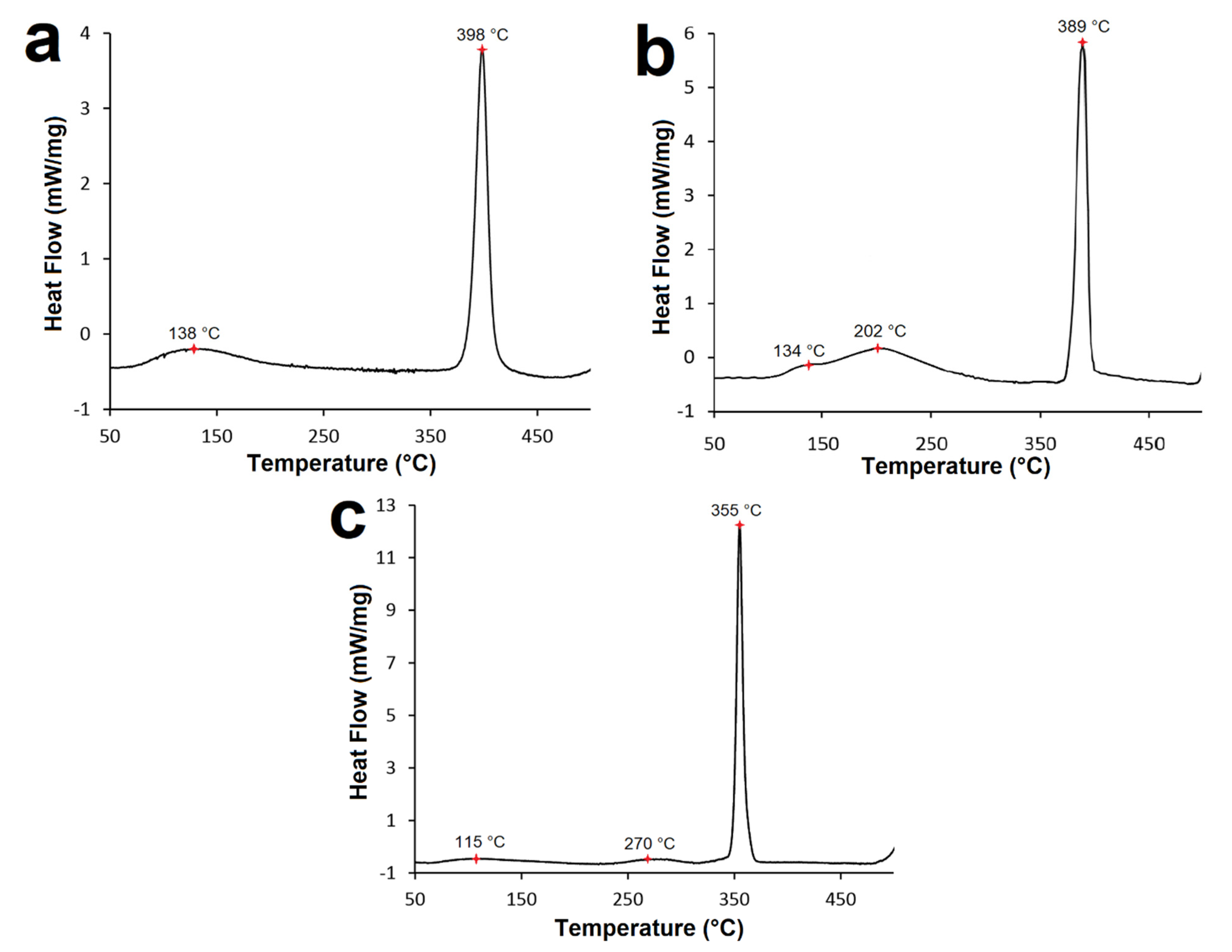
- The Ni3P precipitation temperature decreased with increasing P content in Ni-P coatings.
- -
- The growth rate of the Ni3P phase was the highest for LP Ni-P coatings, the growth rate decreasing with increasing P content. A comparable Ni3P crystallite size (~250 Å) occurred in the narrow temperature range of 390 to 400° C.
- -
- The evolved energy associated with Ni3P precipitation decreased with decreasing P content.
- -
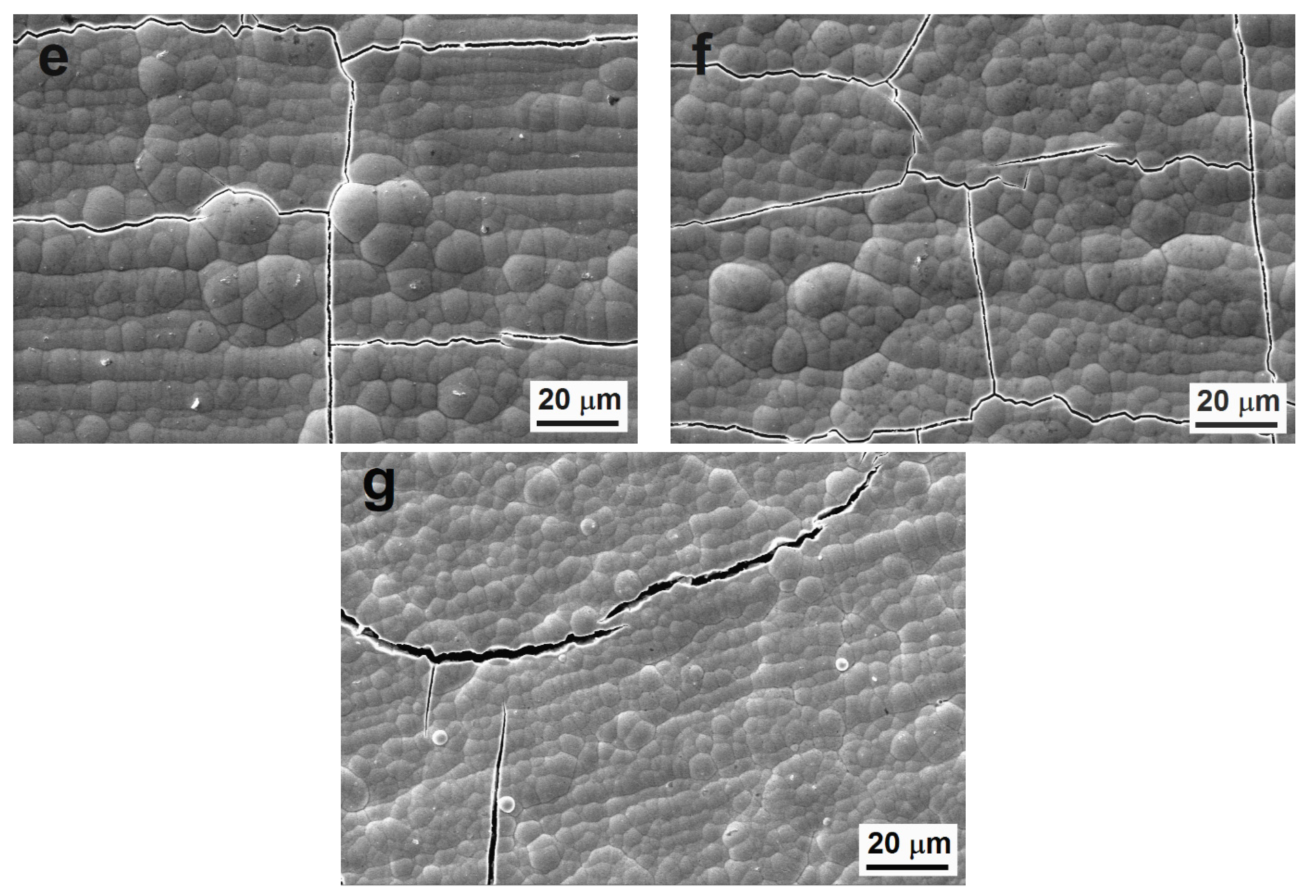
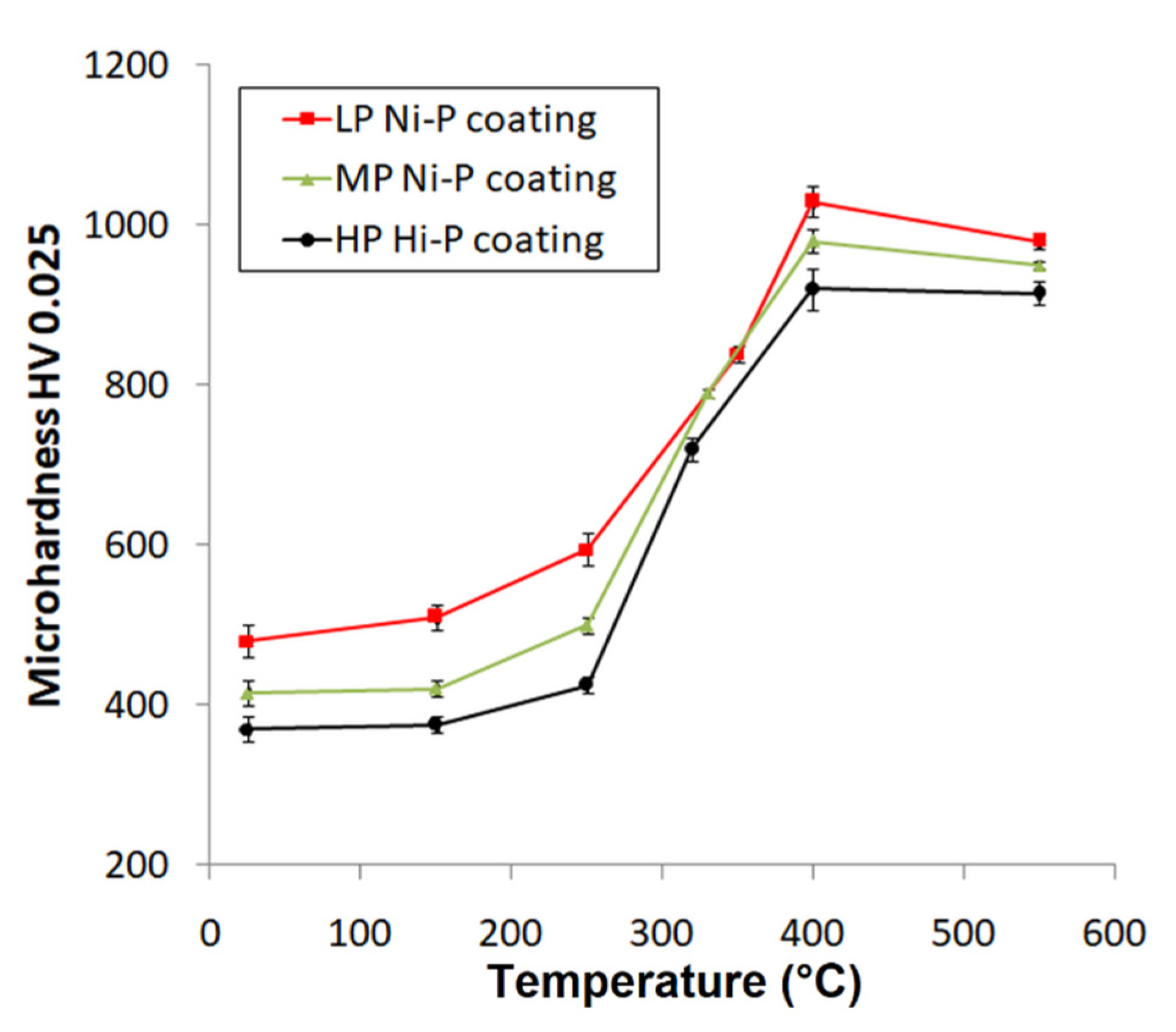
- The microhardness of all deposited Ni-P coatings increased with increasing temperature up to a maximum at 400 °C. A higher temperature of heat treatment led to a decrease in the microhardness due to the coarsening of Ni3P precipitate.
- -
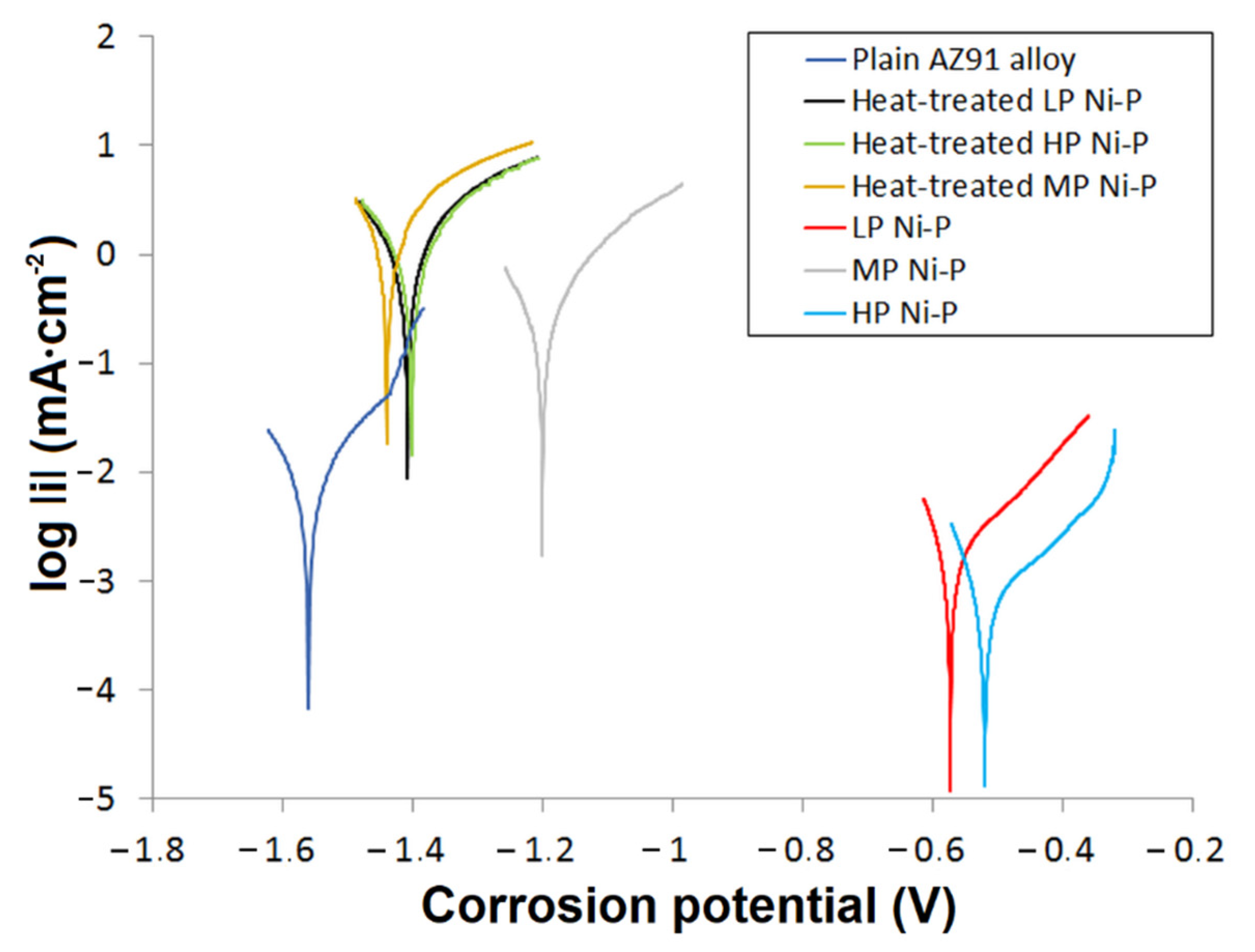
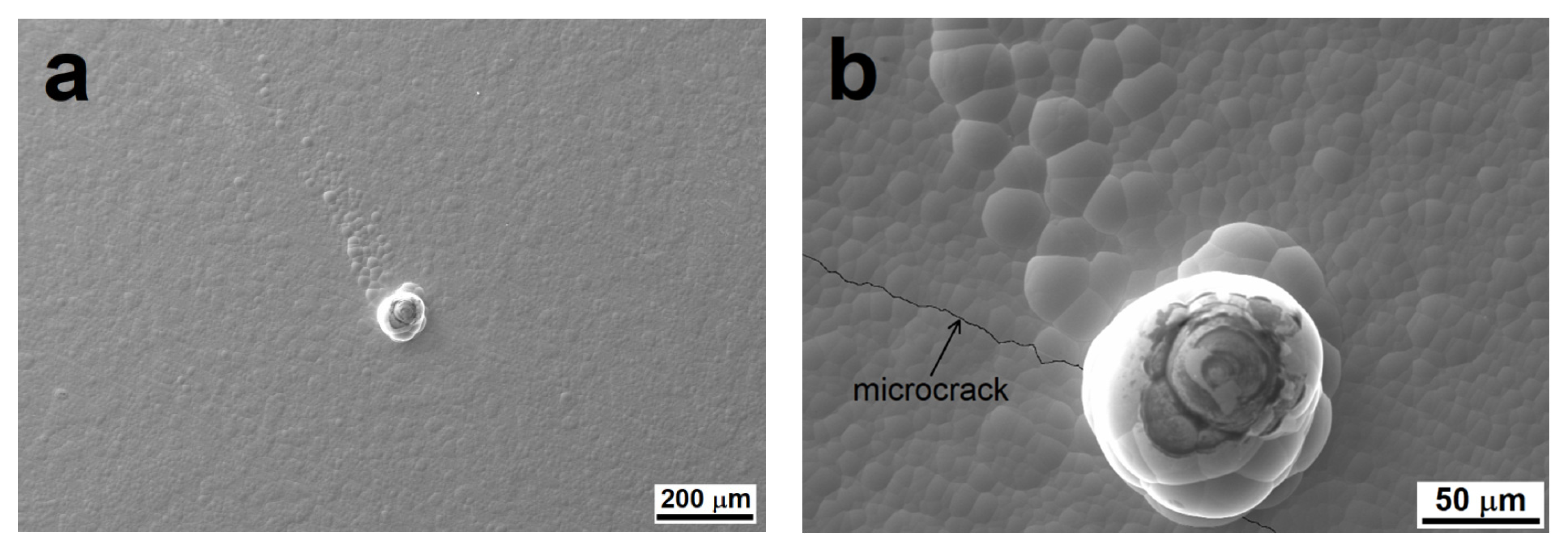
- Potentiodynamic measurements in 3.5% NaCl showed that as-deposited Ni-P coatings improved the corrosion properties, except for MP Ni-P coatings due to structural defects on the coating surface. The heat treatment of Ni-P coatings resulted in a significant decrease in electrochemical corrosion properties because of the formation of microcracks associated with shrinkage of the coatings.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Friedrich, H. Magnesium Technology Metallurgy, Design Data, Automotive Applications; Mordike, B.L., Ed.; Springer: Berlin, Germany, 2004; ISBN 978-3-540-20599-9. [Google Scholar]
- Czerwinski, F. Magnesium Alloys—Design, Processing and Properties; InTechOpen: London, UK, 2011. [Google Scholar]
- Braszczyńska-Malik, K. Discontinuous and continuous precipitation in magnesium–aluminium type alloys. J. Alloys Compd. 2009, 477, 870–876. [Google Scholar] [CrossRef]
- Song, G.-L. Corrosion of Magnesium Alloys; Elsevier: Amsterdam, The Netherlands, 2011; p. 656. [Google Scholar]
- Shao, Z.; Cai, Z.; Hu, R.; Wei, S. The study of electroless nickel plating directly on magnesium alloy. Surf. Coat. Technol. 2014, 249, 42–47. [Google Scholar] [CrossRef]
- Mallory, G.O.; Hajdu, J.B. Electroless Plating: Fundamentals and Applications; Knoyes Publications/William Andrew Publishing: Norwich, NY, USA, 2009; ISBN 978-081-5512-776. [Google Scholar]
- Liu, W.; Hsieh, S.; Tsai, T.; Chen, W.; Wu, S.S. Temperature and pH dependence of the electroless Ni–P deposition on silicon. Thin Solid Film. 2006, 510, 102–106. [Google Scholar] [CrossRef]
- Srinivasan, K.; John, S. Electroless nickel deposition from methane sulfonate bath. J. Alloys Compd. 2009, 486, 447–450. [Google Scholar] [CrossRef]
- Sudagar, J.; Lian, J.; Sha, W. Electroless nickel, alloy, composite and nano coatings—A critical review. J. Alloys Compd. 2013, 571, 183–204. [Google Scholar] [CrossRef]
- Ashtiani, A.A.; Faraji, S.; Iranagh, S.A.; Faraji, A.H. The study of electroless Ni–P alloys with different complexing agents on Ck45 steel substrate. Arab. J. Chem. 2017, 10, S1541–S1545. [Google Scholar] [CrossRef]
- Duncan, R.N. The metallurgical structure of electroless nickel deposits: Effect on coating properties. Plat. Surf. Finish. 1996, 83, 65–69. [Google Scholar]
- Riedel, W. Electroless nickel plating; Reprinted; ASM International: Metals Park, OH, USA, 1991. [Google Scholar]
- Mainier, F.B.; Fonseca, M.P.C.; Tavares, S.S.M.; Pardal, J.M. Quality of Electroless Ni-P (Nickel-Phosphorus) Coatings Applied in Oil Production Equipment with Salinity. J. Mater. Sci. Chem. Eng. 2013, 1, 1–8. [Google Scholar] [CrossRef]
- Agarwala, R.C.; Agarwala, V.; Sharma, R. Electroless Ni-P Based Nanocoating Technology—A Review. Synth. React. Inorg. Met. Chem. 2006, 36, 493–515. [Google Scholar] [CrossRef]
- SriBalaji, M.; Arunkumar, P.; Babu, K.S.; Keshri, A.K. Crystallization mechanism and corrosion property of electroless nickel phosphorus coating during intermediate temperature oxidation. Appl. Surf. Sci. 2015, 355, 112–120. [Google Scholar] [CrossRef]
- Agarwala, R.C.; Agarwala, V. Electroless alloy/composite coatings: A review. Sadhana 2003, 28, 475–493. [Google Scholar] [CrossRef]
- Masoumi, F.; Ghasemi, H.R.; Ziaei, A.A.; Shahriari, D. Tribological characterization of electroless Ni–10% P coatings at elevated test temperature under dry conditions. Int. J. Adv. Manuf. Technol. 2012, 62, 1063–1070. [Google Scholar] [CrossRef]
- Panagopoulos, C.N.; Papachristos, V.D.; Sigalas, C. Tensile behaviour of as deposited and heat-treated electroless Ni-P deposits. J. Mater. Sci. 1999, 34, 2587–2600. [Google Scholar] [CrossRef]
- Czagány, M.; Baumli, P.; Kaptay, G. The influence of the phosphorous content and heat treatment on the nano-micro-structure, thickness and micro-hardness of electroless Ni-P coatings on steel. Appl. Surf. Sci. 2017, 423, 160–169. [Google Scholar] [CrossRef]
- Martyak, N.M.; Drake, K. Peak-profile analysis of electroless nickel coatings. J. Alloys Compd. 2000, 312, 30–40. [Google Scholar] [CrossRef]
- Balaraju, J.; Narayanan, T.S.; Seshadri, S. Structure and phase transformation behaviour of electroless Ni–P composite coatings. Mater. Res. Bull. 2006, 41, 847–860. [Google Scholar] [CrossRef]
- Kumar, P.S.; Nair, P.K. Studies on crystallization of electroless Ni-P deposits. J. Mater. Process. Technol. 1996, 56, 511–520. [Google Scholar] [CrossRef]
- Apachitei, I.; Duszczyk, J.; Katgerman, L.; Overkamp, P. Electroless Ni–P Composite Coatings: The Effect of Heat Treatment on the Microhardness of Substrate and Coating. Scr. Mater. 1998, 38, 1347–1353. [Google Scholar] [CrossRef]
- Jiaqiang, G.; Yating, W.; Lei, L.; Bin, S.; Wenbin, H. Crystallization temperature of amorphous electroless nickel–phosphorus alloys. Mater. Lett. 2005, 59, 1665–1669. [Google Scholar] [CrossRef]
- Buchtík, M.; Krystýnová, M.; Másilko, J.; Wasserbauer, J. The Effect of Heat Treatment on Properties of Ni–P Coatings Deposited on a AZ91 Magnesium Alloy. Coatings 2019, 9, 461. [Google Scholar] [CrossRef]
- Shu, X.; Wang, Y.; Liu, C.; Aljaafari, A.; Gao, W. Double-layered Ni-P/Ni-P-ZrO 2 electroless coatings on AZ31 magnesium alloy with improved corrosion resistance. Surf. Coat. Technol. 2015, 261, 161–166. [Google Scholar] [CrossRef]
- Wasserbauer, J.; Buchtík, M.; Brescher, R. Investigation of Ni-P coatings on AZ91 cast magnesium alloy. In Proceedings of the 28th International Conference on Metallurgy and Materials, Brno, Czech Republic, 22–24 May 2019; pp. 1192–1196. [Google Scholar]
- Gu, C.; Lian, J.; Li, G.; Niu, L.; Jiang, Z. Electroless Ni–P plating on AZ91D magnesium alloy from a sulfate solution. J. Alloys Compd. 2005, 391, 104–109. [Google Scholar] [CrossRef]
- Hu, B.; Sun, R.; Yu, G.; Liu, L.; Xie, Z.-H.; He, X.; Zhang, X. Effect of bath pH and stabilizer on electroless nickel plating of magnesium alloys. Surf. Coat. Technol. 2013, 228, 84–91. [Google Scholar] [CrossRef]
- Keong, K.; Sha, W.; Malinov, S. Crystallisation kinetics and phase transformation behaviour of electroless nickel–phosphorus deposits with high phosphorus content. J. Alloys Compd. 2002, 334, 192–199. [Google Scholar] [CrossRef]
- Lu, K.; Wei, W.D.; Wang, J.T. Grain growth kinetics and interfacial energies in nanocrystalline Ni-P alloys. J. Appl. Phys. 1991, 69, 7345–7347. [Google Scholar] [CrossRef]
- Sha, W.; Wu, X.; Keong, K.G. Electroless Copper and Nickel-Phosphorus Plating, 1st ed.; Woodhead Publishing: Cambridge, UK, 2011. [Google Scholar]
- Vafaei-Makhsoos, E.; Thomas, E.L.; Toth, L.E. Electron microscopy of crystalline and amorphous Ni-P electrodeposited films: In-situ crystallization of an amorphous solid. Met. Mater. Trans. A 1978, 9, 1449–1460. [Google Scholar] [CrossRef]
- Hur, K.-H.; Jeong, J.-H.; Lee, D.N. Microstructures and crystallization of electroless Ni-P deposits. J. Mater. Sci. 1990, 25, 2573–2584. [Google Scholar] [CrossRef]
- Rabizadeh, T.; Allahkaram, S.R.; Zarebidaki, A. An investigation on effects of heat treatment on corrosion properties of Ni–P electroless nano-coatings. Mater. Des. 2010, 31, 3174–3179. [Google Scholar] [CrossRef]
- Rajam, K.; Rajagopal, I.; Rajagopalan, S.; Viswanathan, B. DSC, X-ray and magnetic studies on electroless Ni-P films grown in alkaline ethanolamine baths. Mater. Chem. Phys. 1993, 33, 289–297. [Google Scholar] [CrossRef]
- Wojewoda-Budka, J.; Wierzbicka-Miernik, A.; Litynska-Dobrzynska, L.; Szczerba, M.; Mordarski, G.; Mosiałek, M.; Huber, Z.; Zieba, P. Microstructure characteristics and phase transformations of the Ni-P and Ni-P-Re electroless deposited coatings after heat treatment. Electrochim. Acta 2016, 209, 183–191. [Google Scholar] [CrossRef]
- Kundu, S.; Das, S.K.; Sahoo, P. Properties of Electroless Nickel at Elevated Temperature—A Review. Procedia Eng. 2014, 97, 1698–1706. [Google Scholar] [CrossRef]
- Gu, C.; Lian, J.; Li, G.; Niu, L.; Jiang, Z. High corrosion-resistant Ni–P/Ni/Ni–P multilayer coatings on steel. Surf. Coat. Technol. 2005, 197, 61–67. [Google Scholar] [CrossRef]
- Lo, P.-H.; Tsai, W.-T.; Lee, J.-T.; Hung, M.-P. Role of phosphorus in the electrochemical behavior of electroless Ni-P alloys in 3.5 wt.% NaCl solutions. Surf. Coat. Technol. 1994, 67, 27–34. [Google Scholar] [CrossRef]
- Delaunois, F.; Vitry, V.; Bonin, L. Electroless Nickel Plating: Fundamentals to Applications, 1st ed.; CRC Press: Boca Raton, FL, USA, 2019. [Google Scholar]
- Mandich, N.V. Troubleshooting decorative electroplating installations—Part 3: Pores, spotting-out, pits, peeling & blistering. Plat. Surf. Finish 2000, 87, 74–79. [Google Scholar]
- Higgs, C. The effect of heat treatment on the structure and hardness of an electrolessly deposited nickel-phosphorus alloy. Electrodepos. Surf. Treat. 1974, 2, 315–326. [Google Scholar] [CrossRef]
- Buchtík, M.; Kosár, P.; Wasserbauer, J.; Tkacz, J.; Doležal, P. Characterization of Electroless Ni–P Coating Prepared on a Wrought ZE10 Magnesium Alloy. Coatings 2018, 8, 96. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Zn | Mn | Si | Fe | Zr |
|---|---|---|---|---|---|---|
| Content (wt. %) | 8.80 | 0.81 | 0.32 | 0.01 | 0.004 | 0.01 |
| Sample | Ecorr (V) | icorr (µA·cm−2) |
|---|---|---|
| Plain AZ91 | −1.560 | 32.7 |
| LP Ni-P | −0.585 | 1.4 |
| MP Ni-P | −1.202 | 161.0 |
| HP Ni-P | −0.525 | 0.5 |
| Heat-treated LP Ni-P | −1.410 | 579.0 |
| Heat-treated MP Ni-P | −1.406 | 639.5 |
| Heat-treated HP Ni-P | −1.440 | 583.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Buchtík, M.; Doskočil, L.; Brescher, R.; Doležal, P.; Másilko, J.; Wasserbauer, J. The Effect of Crystallization and Phase Transformation on the Mechanical and Electrochemical Corrosion Properties of Ni-P Coatings. Coatings 2021, 11, 447. https://doi.org/10.3390/coatings11040447
Buchtík M, Doskočil L, Brescher R, Doležal P, Másilko J, Wasserbauer J. The Effect of Crystallization and Phase Transformation on the Mechanical and Electrochemical Corrosion Properties of Ni-P Coatings. Coatings. 2021; 11(4):447. https://doi.org/10.3390/coatings11040447
Chicago/Turabian StyleBuchtík, Martin, Leoš Doskočil, Roman Brescher, Pavel Doležal, Jiří Másilko, and Jaromír Wasserbauer. 2021. "The Effect of Crystallization and Phase Transformation on the Mechanical and Electrochemical Corrosion Properties of Ni-P Coatings" Coatings 11, no. 4: 447. https://doi.org/10.3390/coatings11040447
APA StyleBuchtík, M., Doskočil, L., Brescher, R., Doležal, P., Másilko, J., & Wasserbauer, J. (2021). The Effect of Crystallization and Phase Transformation on the Mechanical and Electrochemical Corrosion Properties of Ni-P Coatings. Coatings, 11(4), 447. https://doi.org/10.3390/coatings11040447