Influence of Pore-Size Distribution on the Resistance of Clay Brick to Freeze–Thaw Cycles




Abstract
1. Introduction
2. Materials and Methods
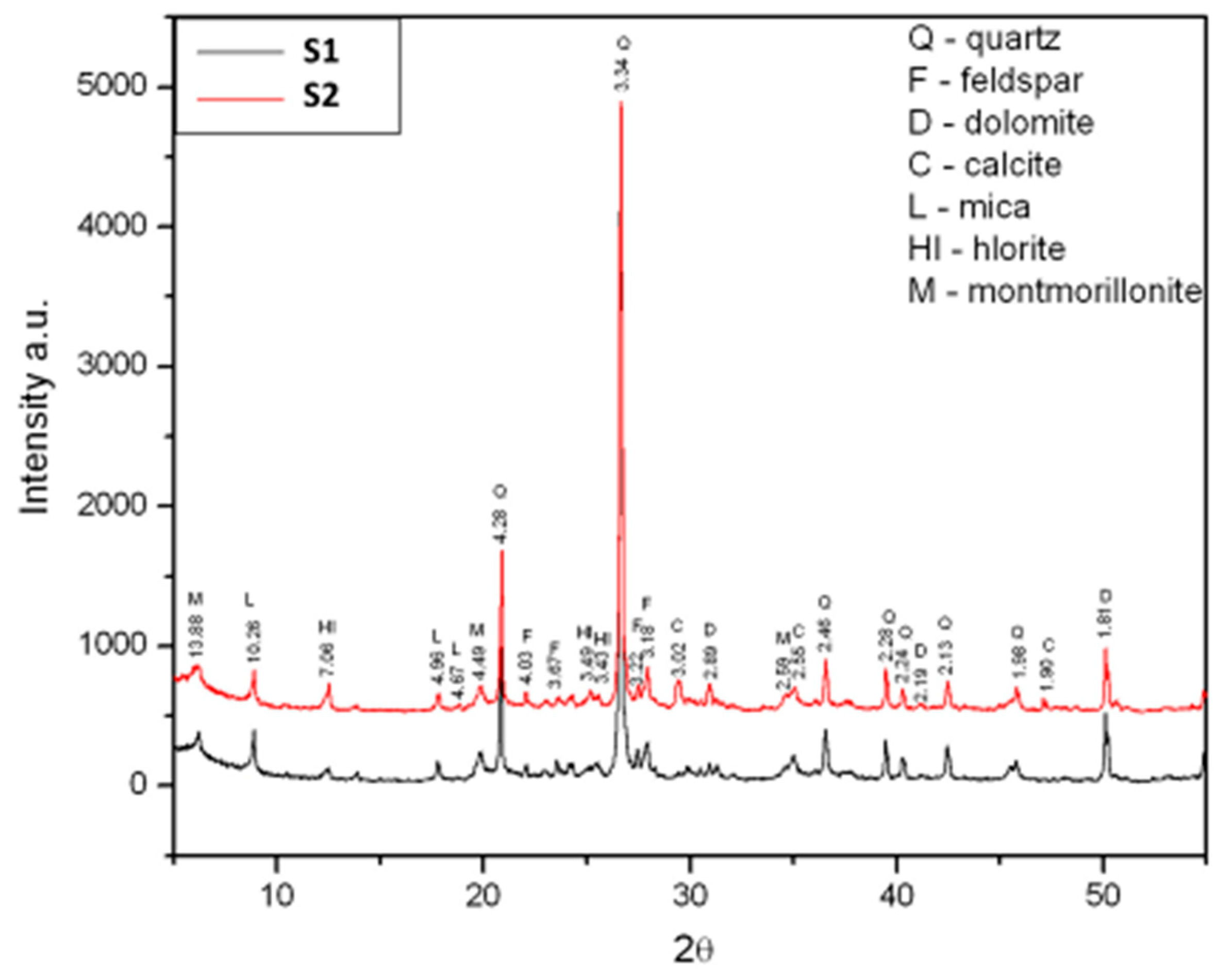
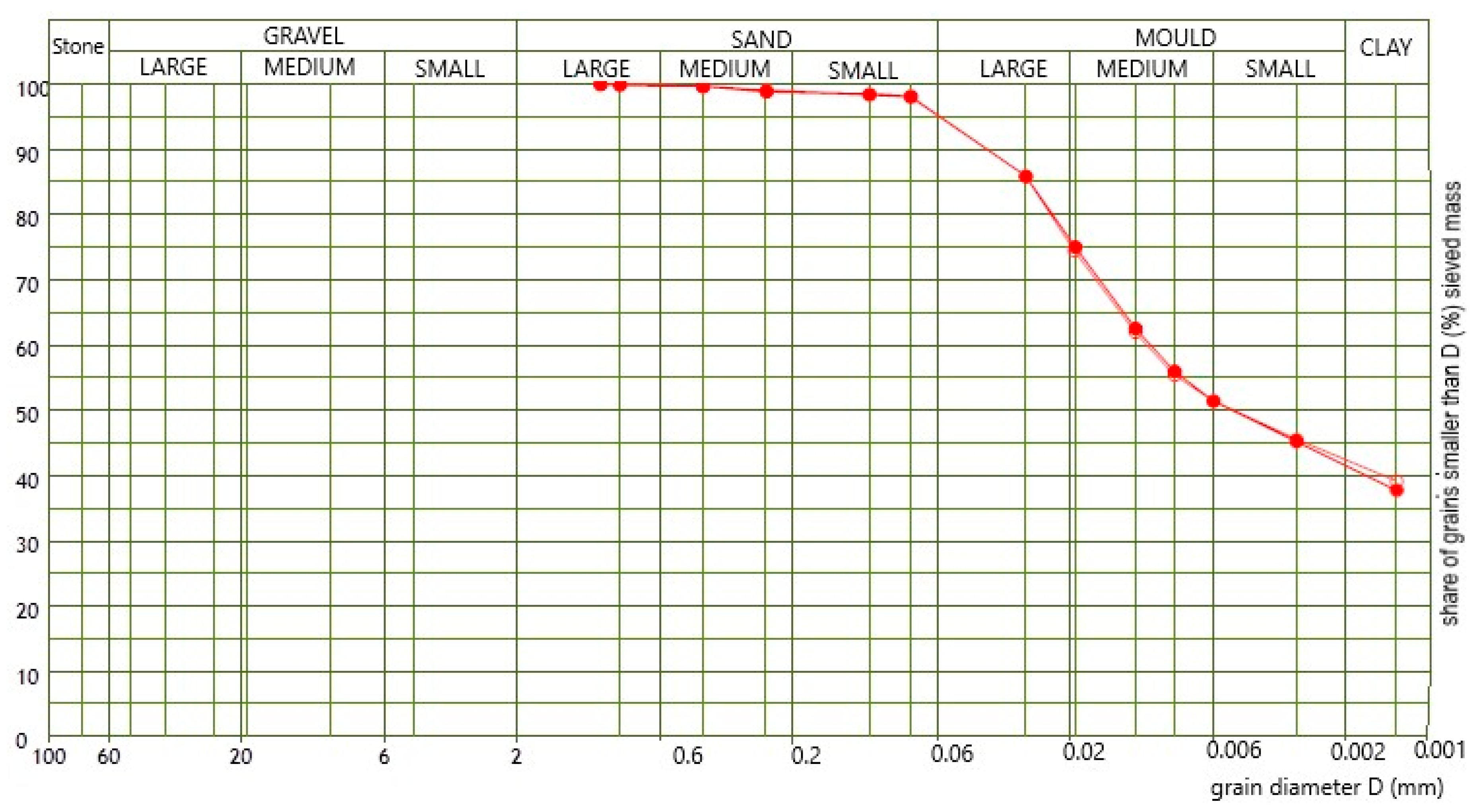
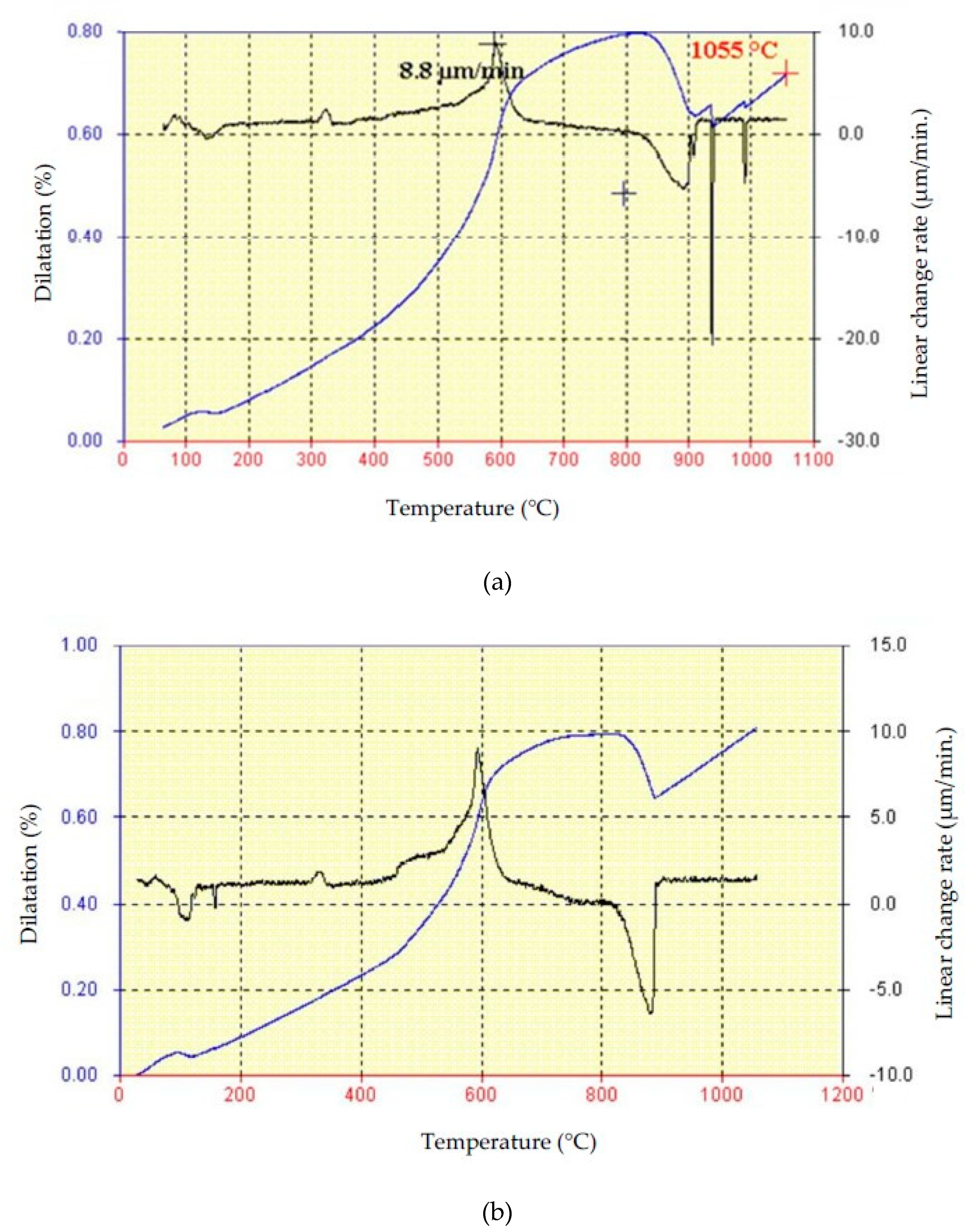
2.1. Characterization of Raw Materials
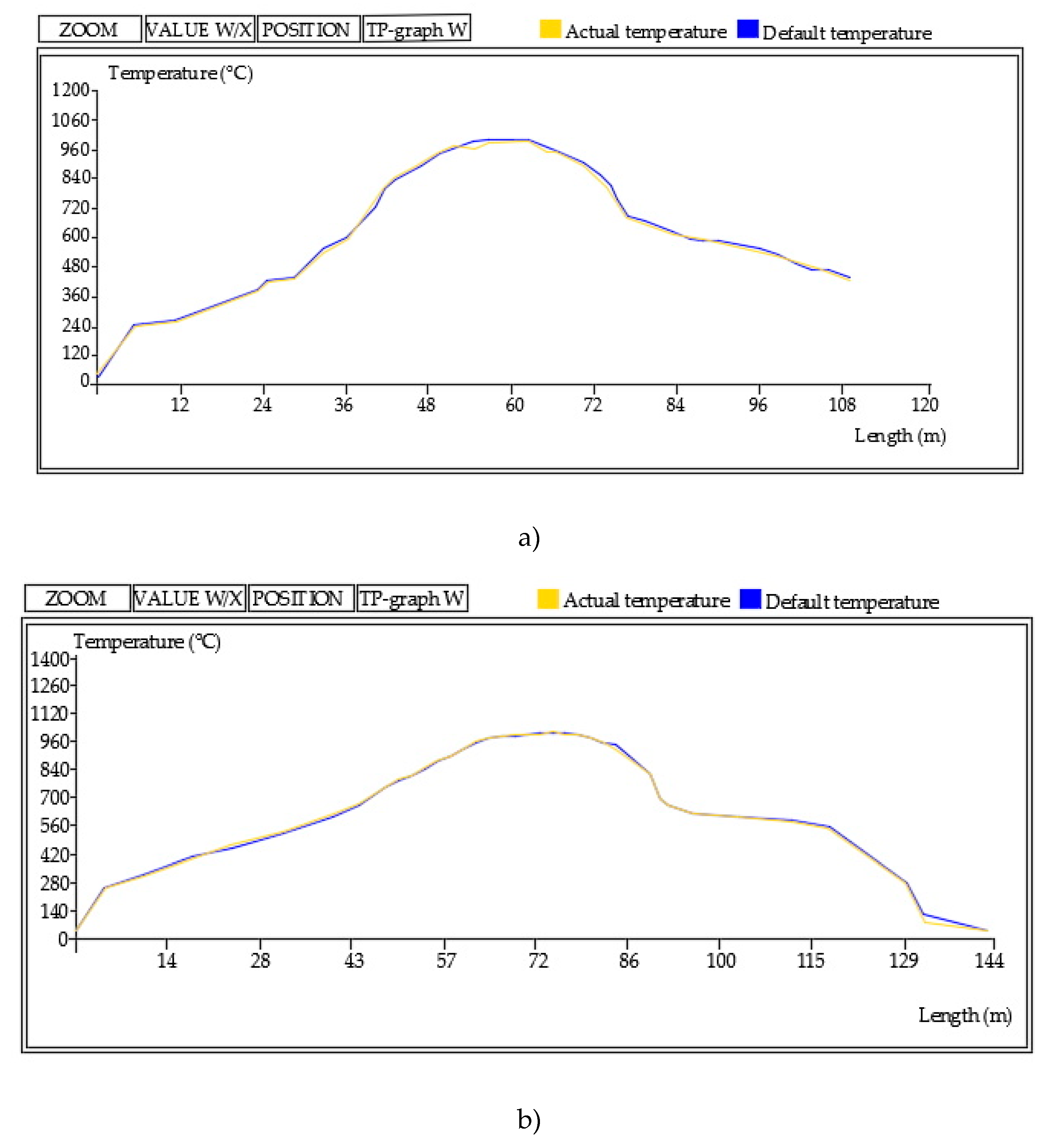
2.2. Brick Manufacturing
2.3. Brick Testing
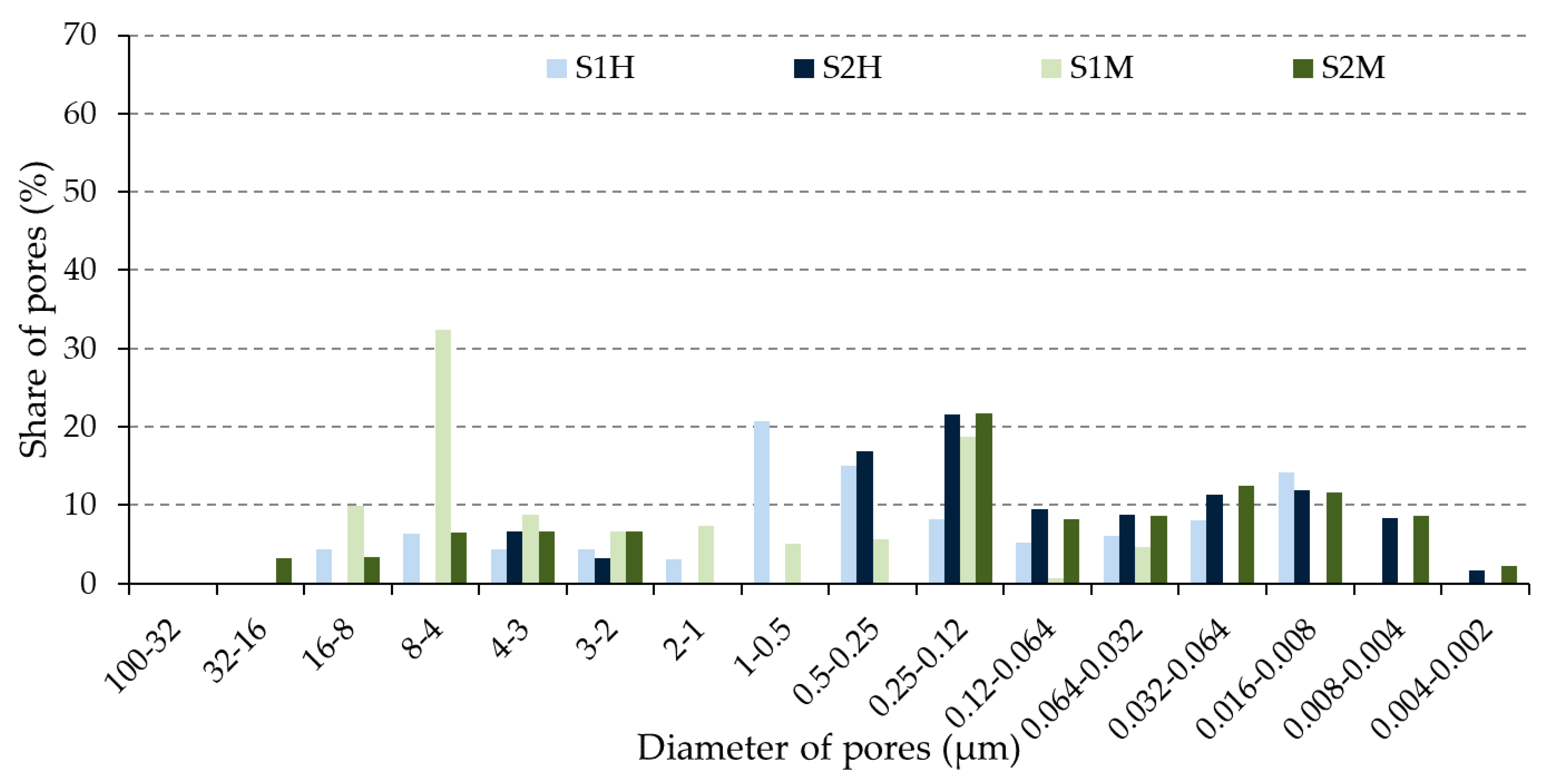
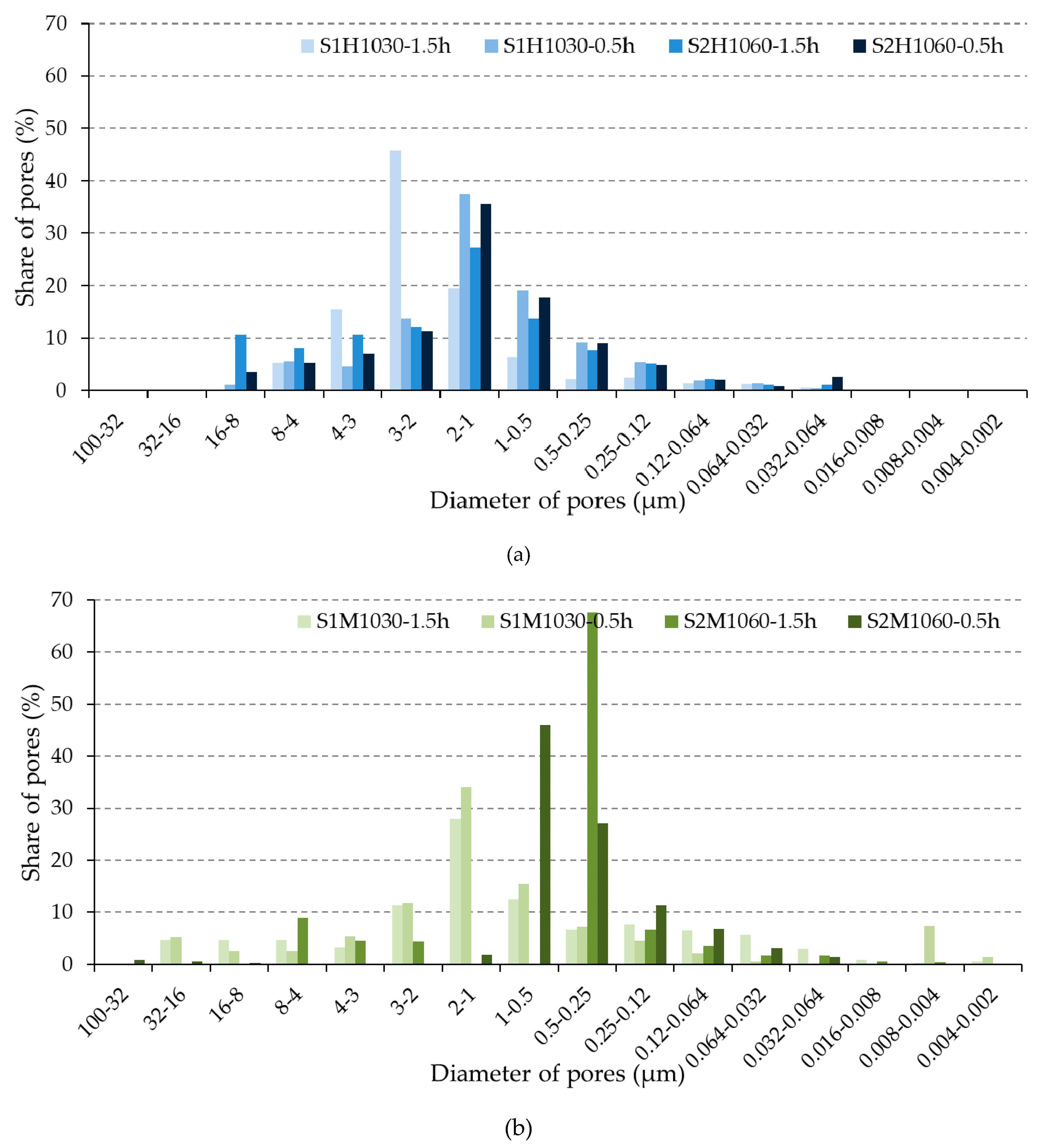
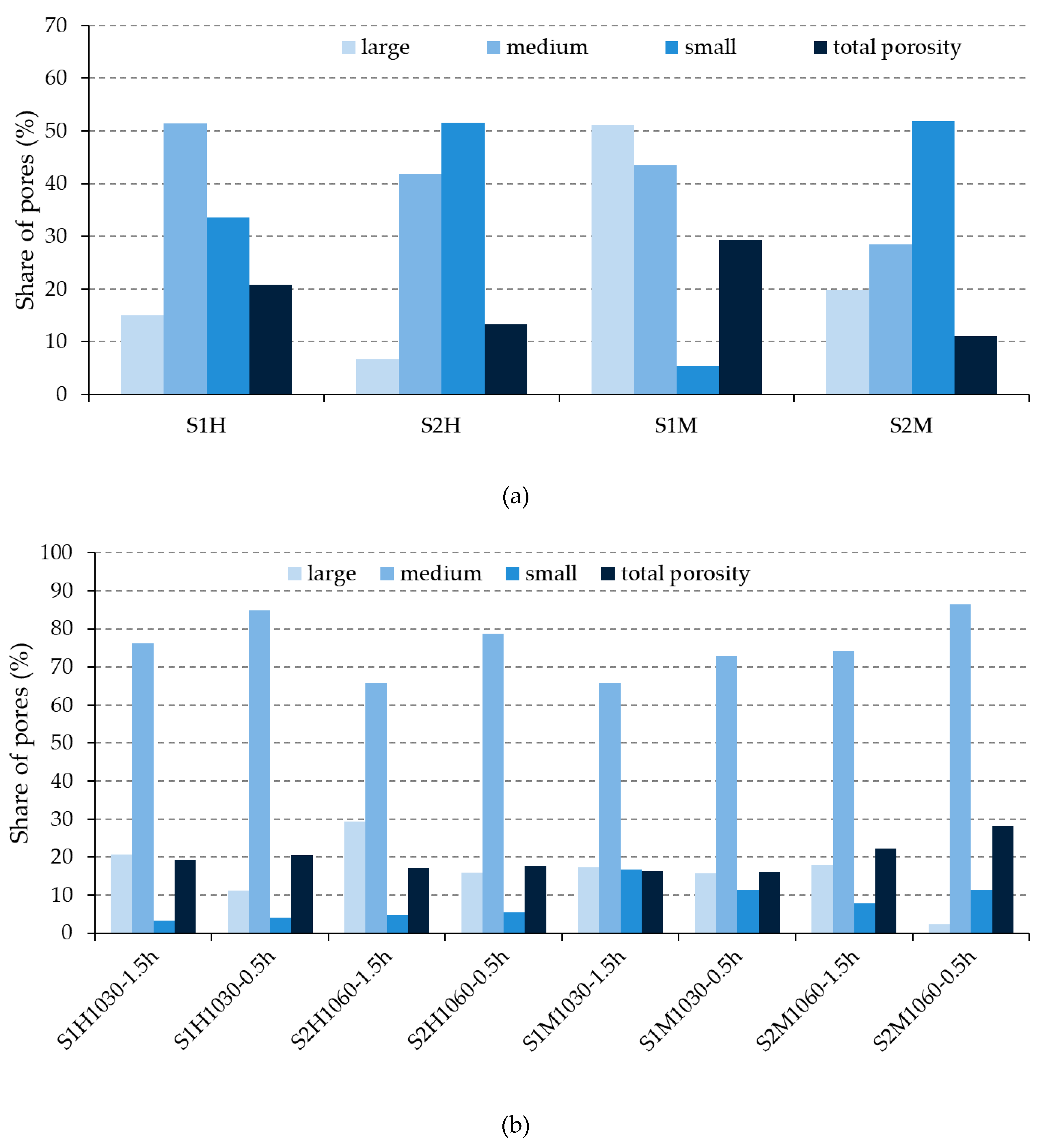
2.3.1. Pore-Size Distribution
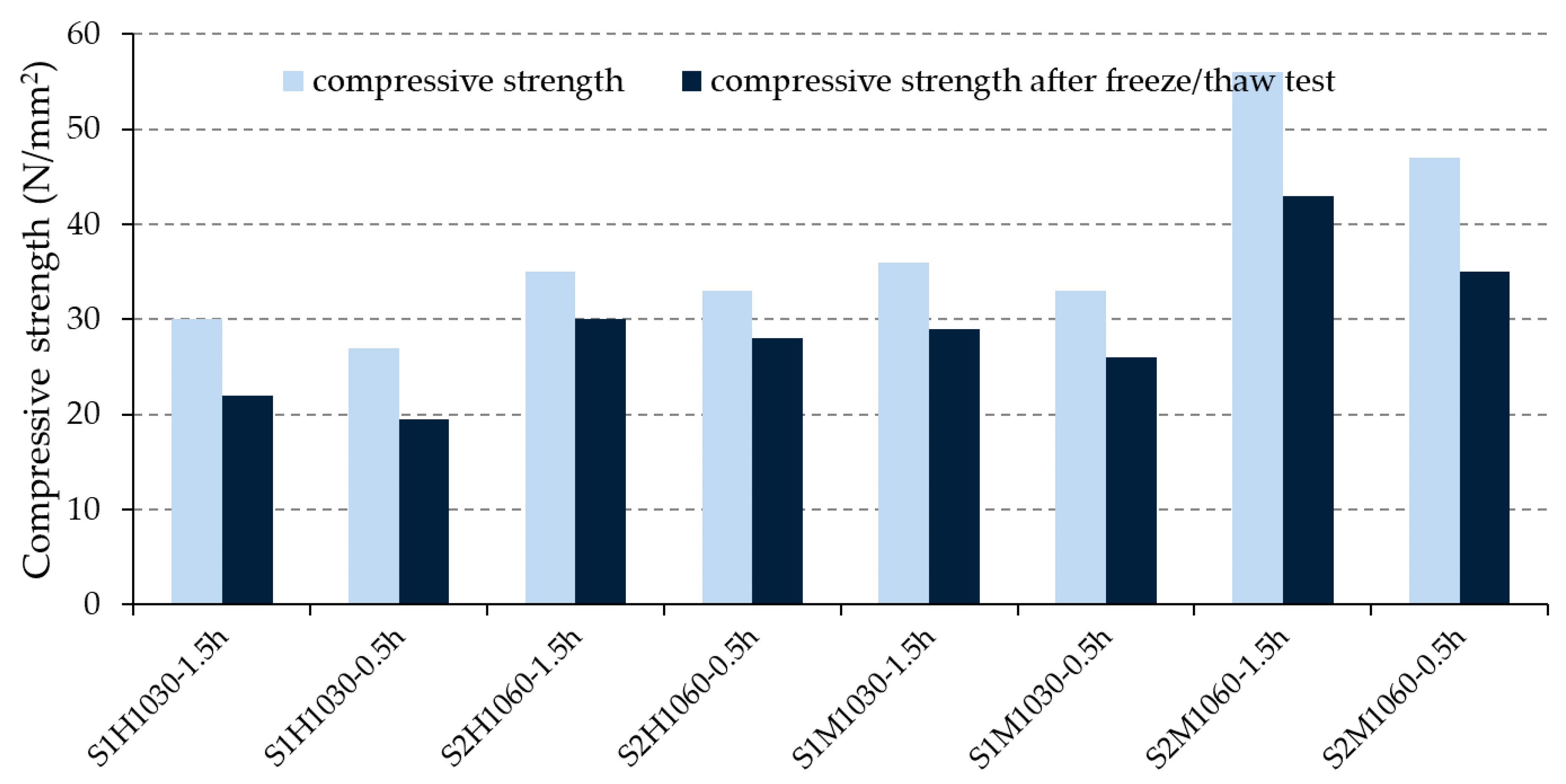
2.3.2. Testing the Resistance of Fired Bricks to Freeze–Thaw Cycles
3. Results
4. Discussion
5. Conclusions
- Minor differences between the characteristics of raw materials had an important effect on the total share of pores in the case of the unfired brick specimens. It is not possible to conclude whether the raw material characteristics had an unambiguous influence on the compressive strength value after freeze–thaw cycles of the clay bricks;
- The mmethod of brick shaping influences the structure of pores of the unfired bricks; the machine-made bricks develop a greater share of large and a smaller share of medium pores than the hand-made ones. However, due to the transformation of the pore structure during the firing process, it is not possible to claim that the method of brick forming directly influenced their resistance to freeze–thaw cycles;
- A more extended period of brick retention at the highest achieved temperature results in a better resistance of the bricks to freeze–thaw cycles;
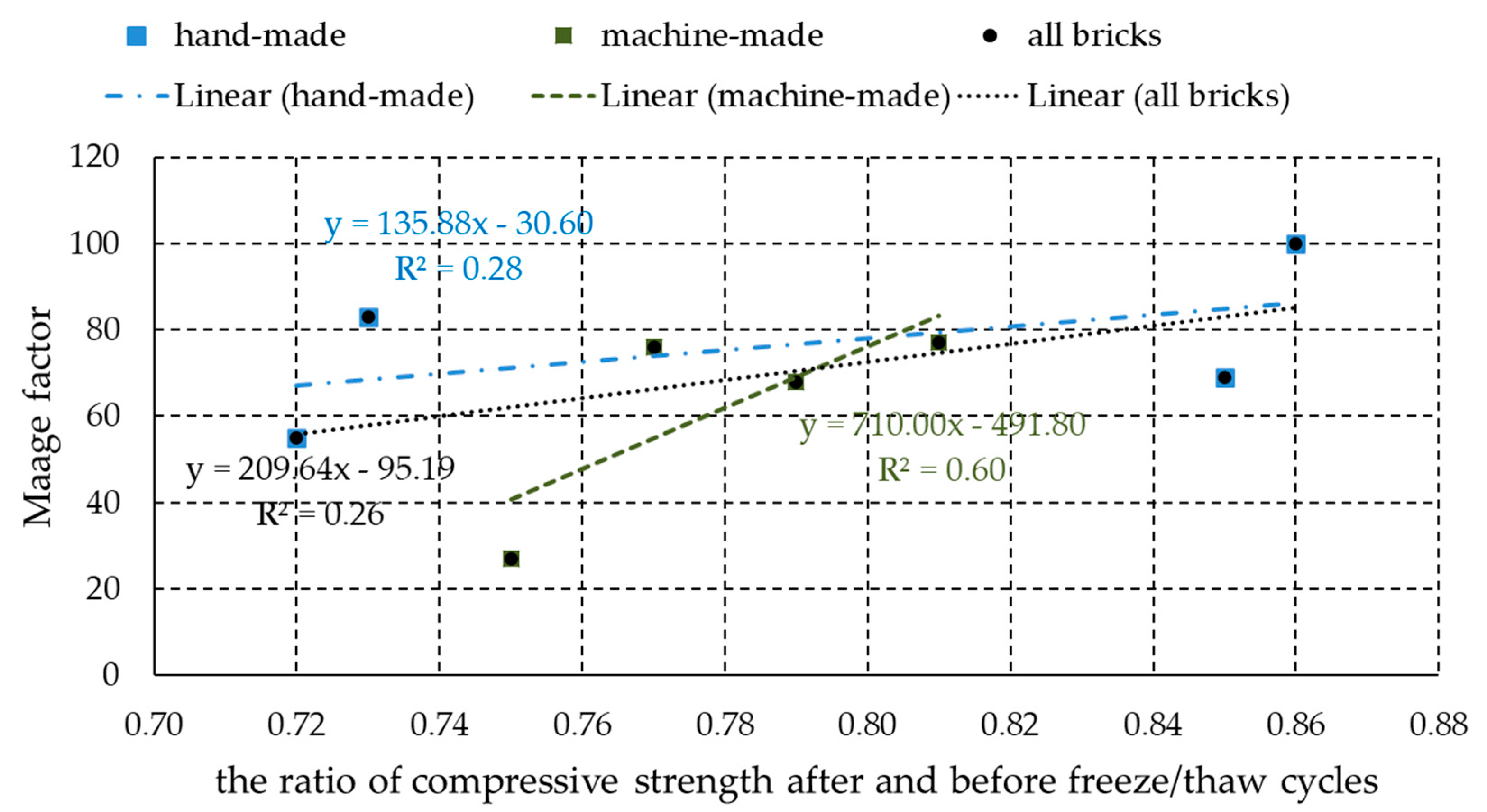
- All bricks proved to be resistant to freeze–thaw cycles according to the HRN B.D8.011 standard. The ratio of their compressive strengths before and after the exposure to freeze–thaw cycles was introduced as a quantitative parameter. For all the tested bricks, it was higher than 0.72 while the Maage factor of these bricks was in the range 27 to 100;
- A good relation between the Maage factor and the ratio of compressive strength before and after freeze–thaw cycles was observed in the case of the machine-made bricks. If such a correlation is confirmed on a larger number of testing bricks, the ratio of compressive strength before and after freeze–thaw cycles could be used as a new additional method for assessing brick resistance to freezing and thawing cycles.
Author Contributions
Funding
Conflicts of Interest
References
- Koroth, S.R. Evaluation and Improvement of Frost Durability of Clay Bricks. Ph.D. Thesis, Concordia University, Montreal, QC, Canada, 1997. [Google Scholar]
- Abu Bakar, B.H.; Wan Ibrahim, M.H.; Megat Johari, M.A. A review: Durability of fired clay brick masonry wall due to salt attack. Int. J. Integr. Eng. 2011, 1, 111–127. [Google Scholar]
- Mensinga, P. Determining the Critical Degree of Saturation of Brick Using Frost Dilatometry. Master’s Thesis, University of Waterloo, Waterloo, ON, Canada, 2009. [Google Scholar]
- EN 772-22:2018. Methods of Test for Masonry Units. Determination of Freeze/Thaw Resistance of Clay Masonry Units; European Committee for Standardization (CEN, French: Comité Européen de Normalisation): Brussels, Belgium, 2018. [Google Scholar]
- Vračević, M. A Contribution to Durability of Masonry Structures. Ph.D. Thesis, University J. J. Strossmayer in Osijek, Faculty of Civil engineering and Architecture Osijek, Osijek, Croatia, 2019. (In Croatian). [Google Scholar]
- Dondi, M.; Marsigli, M.; Ventui, I. Microstructure and mechanical properties of clay bricks: Comparison between fast firing and traditional firing. Br. Ceram. Trans. 1999, 98, 12–18. [Google Scholar] [CrossRef]
- Bracka, A.; Rusin, Z. Comparison of pore characteristics and water absorption in ceramics materials with frost resistance factor Fc. Struct. Environ. 2012, 4, 15–19. [Google Scholar]
- Korenska, M.; Chobola, Z.; Sokolar, R.; Mikulkova, P.; Martinek, J.A.N. Frequency inspection as an assesment tool for the frost resistance of fired roof tiles. Ceram. Silik. 2006, 50, 185–192. [Google Scholar]
- Sveda, M. The effect of firing temperature and dwell time on the frost resistance of a clay roofing tile. Ziegelind. Int. 2004, 5, 36–40. [Google Scholar]
- Brosnan, A. Testing and Freeze-Thaw Durability Prediction for Clay Bricks. Int. J. Adv. Res. Technol. 2014, 3, 1270–1275. [Google Scholar]
- Elert, K.; Culturone, G.; Rodriguez-Navarro, C.; Pardo, E.S. Durability of bricks used in the conservation of historic buildings – influence of composition and microstructure. J. Cult. Herit. 2003, 4, 91–99. [Google Scholar] [CrossRef]
- Cultrone, G.; Sebastian, E.; Elert, K.; De la Torre, M.J.; Cazalla, O.; Rodriguez-Navarro, C. Influence of mineralogy and firing temperature on the porosity of bricks. J. Eur. Ceram. Soc. 2004, 24, 547–564. [Google Scholar] [CrossRef]
- Hansen, W.; Kung, J.H. Pore structure and frost durability of clay bricks. Mater. Struct. 1988, 21, 443–447. [Google Scholar] [CrossRef]
- Stryszewska, T.; Kanka, S. Forms of Damage of Bricks Subjected to Cyclic Freezing and Thawing in Actual Conditions. Materials 2019, 12, 1165. [Google Scholar] [CrossRef]
- Ravaglioli, A. Evaluation of frost resistance of pressed ceramic products based on the dimensional distribution pores. Trans. Br. Ceram. Soc. 1976, 76, 92–95. [Google Scholar]
- Kung, J.H. Frost durability of Canadian clay bricks. In Proceedings of the 7th International Brick Masonry Conference, Melbourne, Australia, 17–20 February 1985; Brick Development Research Institute, University of Melbourne, Department of Architecture and Building: Melbourne, Australia, 1985; pp. 245–251. [Google Scholar]
- Bauluz, B.; Mayayo, M.J.; Fennandez–Nieto, C.; Cultrone, G.; Gonzalez Lopez, J.M. Assessment of technological properties of calcerous and non-calcerous clays used for the brick-making industry of Zaragoza (Spain). Appl. Clay Sci. 2003, 24, 121–126. [Google Scholar] [CrossRef]
- Raimondo, M.; Dondi, M.; Gardini, D.; Guarini, G.; Mazzanti, F. Predicting the initial rate of water absorption in clay bricks. Constr. Build Mater. 2009, 23, 2623–2630. [Google Scholar] [CrossRef]
- Fernandes, F.M.; Lourenço, P.B.; Castro, F. Ancient Clay Bricks: Manufacture and Properties. In Materials, Technologies and Practice in Historic Heritage Structures; Dan Bostenaru, M., Ed.; Springer: Berlin, Germany, 2010; pp. 29–48. [Google Scholar]
- Robinson, G.C. The relationship between pore structure and durability of brick. Am. Ceram. Soc. Bull. 1984, 63, 295–300. [Google Scholar]
- Bajare, D.; Svinka, V. Restoration of the historical brick masonry. In Proceedings of the 9th International Congress on Deterioration and Conservation of Stone, Venice, Italy, 19–24 June 2000; Fassina, V., Ed.; Elsevier Science: Amsterdam, The Netherlands, 2011; pp. 3–11. [Google Scholar]
- Matysek, P.; Stryszewska, T.; Kańka, S.; Witkowski, M. The influence of water saturation on mechanical properties of ceramic bricks–tests on 19th-century and contemporary bricks. Mater. Constr. 2016, 66, 323. [Google Scholar]
- Netinger, I.; Vračević, M.; Ranogajec, J.; Vučetić, S. Evaluation of brick resistance to freeze/thaw cycles according to indirect procedures. Gradevinar 2014, 66, 197–209. [Google Scholar]
- Ducman, V.; Sever Škarpin, A.; Radeka, M.; Ranogajec, J. Frost resistance of clay roofing tiles: Case study. Ceram. Int. 2011, 37, 85–91. [Google Scholar] [CrossRef]
- Ali Lakho, N.; Auchar Zardari, M. Structural Properties of Baked Clay Bricks Fired with Alternate Fuels. Engineering 2016, 8, 676–683. [Google Scholar] [CrossRef]
- Oti, J.E.; Kinuthia, J.M.; Bai, J. Freeze–thaw of stabilised clay brick. Waste Res. Manag. 2010, 163, 129–135. [Google Scholar] [CrossRef]
- Al-Jaberi, Z.; Gheni, A.; Myers, J.J.; ElGawady, M. Ability to resist different weathering actions of eco-friendly wood fiber masonry blocks. In Proceedings of the 16th International Brick and Block Masonry Conference, Padova, Italy, 26–30 June 2016; CRC Press: London, UK, 2016; pp. 883–888. [Google Scholar]
- Coletti, C.; Culturone, G.; Maritan, L.; Mazzoli, C. Howto face the newindustrial challenge of compatible, sustainable brick production: Study of various types of commercially available bricks. Appl. Clay Sci. 2016, 124–125, 219–226. [Google Scholar] [CrossRef]
- HRN U.B1.024:1968. Određivanje Sadržaja Sagorljivih i Organskih Materija Tla; Croatian Standard Institute: Zagreb, Croatia, 1968. (In Croatian) [Google Scholar]
- HRN U.B1.026:1968. Određivanje Granica Konzistencije Tla; Croatian Standard Institute: Zagreb, Croatia, 1968. (In Croatian) [Google Scholar]
- ASTM D 422-63:2007. Standard Test Method for Particle-Size Analysis of Soils; ASTM: West Conshohocken, PA, USA, 2007. [Google Scholar]
- Maniatis, Y. The Emergence of Ceramic Technology and its Evolution as Revealed with the use of Scientific Techniques. In From Mine to Microscope: Advances in the Study of Ancient Technology; Shortland, A.S., Ed.; Oxbow Books: Oxford, UK, 2009; pp. 11–28. [Google Scholar]
- ASTM C824-91:2015. Standard Practice for Specimen Preparation for Determination of Linear Thermal Expansion of Vitreous Glass Enamels and Glass Enamel Frits by the Dilatometer Method; ASTM: West Conshohocken, PA, USA, 2015. [Google Scholar]
- Arsenović, M. Optimization and Prediction of the Quality of Materials, Process and Final Properties of Heavy Clay Products by Mathematical Modeling of the Characteristic Parameters. Ph.D. Thesis, University in Belgrade, Faculty of Technology and Metallurgy, Belgrade, Serbia, 2018. (In Serbian). [Google Scholar]
- Coletti, C.; Culturone, G.; Maritan, L.; Mazzoli, C. Combined multi-analytical approach for study of pore system in bricks: How much porosity is there? Mater. Charact. 2016, 121, 82–92. [Google Scholar] [CrossRef]
- HRN B.D8.011:1987. Pune Glinene Opeke. Tehnički Uvjeti; Croatian Standard Institute: Zagreb, Croatia, 1987. (In Croatian) [Google Scholar]
- SFS 2803 RIL 85. Standard: Masonry Structures of Clay and Sand-Lime Bricks; Finnish Association of Civil Engineers: Helsinki, Finland, 1972. (In Finnish) [Google Scholar]
- Weck, T.U. Frost Resistance of Masonry Bricks. Available online: http://www.hms.civil.uminho.pt/ibmac/1988/110.pdf (accessed on 28 April 2020).
- Smits, A.; Mertens, S.; Gregoire, Y. Frost resistance of clay masonry units: Experimental parametric study of CEN/TS 772-22 and proposal for its optimization. In Proceedings of the 14th International Conference on Durability of Building Materials and Components, Ghent, Belgium, 29–31 May 2017; Shutter, D., Ed.; Rilem Publications: Ghent, Belgium, 2017; pp. 281–282. [Google Scholar]
- EN 772-1:2011+A1:2015. Methods of Test for Masonry Units-Part 1: Determination of Compressive Strength; European Committee for Standardization (CEN, French: Comité Européen de Normalisation): Brussels, Belgium, 2015. [Google Scholar]
- Karaman, S. Firing temperature and time influence on mechanical and physical properties of clay bricks. J. Sci. Ind. Res. 2006, 65, 153–159. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Element | Sample Label | |||
|---|---|---|---|---|
| S1 | S2 | |||
| Net | Conc. (%) | Net | Conc. (%) | |
| Mg | 67 | 1.696 | 139 | 3.530 |
| Al | 2410 | 9.118 | 2512 | 9.506 |
| Si | 14,490 | 32.030 | 14,968 | 33.086 |
| P | – | – | 52 | 0.047 |
| K | 4898 | 1.966 | 4385 | 1.760 |
| Ca | 2331 | 0.604 | 9404 | 2.438 |
| Ti | 3995 | 0.505 | 3886 | 0.491 |
| Cr | 194 | 0.011 | 195 | 0.011 |
| Mn | 1219 | 0.024 | 1613 | 0.032 |
| Fe | 109,117 | 5.569 | 105,983 | 5.409 |
| Ni | – | – | 195 | 0.005 |
| Zn | 656 | 0.016 | 647 | 0.015 |
| Rb | 557 | – | 739 | – |
| Sr | 514 | 0.015 | 693 | 0.021 |
| Zr | 1094 | – | 986 | – |
| Chemical Compound | Sample Label | |
|---|---|---|
| S1, mass (%) | S2, mass (%) | |
| SiO2 | 58.72 | 48.46 |
| CO2 | 5.39 | 18.90 |
| Al2O3 | 21.00 | 17.59 |
| FeO | 6.38 | 5.52 |
| CaO | 1.56 | 3.24 |
| K2O | 3.08 | 2.50 |
| MgO | 2.56 | 2.47 |
| TiO2 | 0.75 | 0.72 |
| Na2O | 0.55 | 0.60 |
| Sample Label | Combustible Substances (%) | Organic Substances (%) | Carbonates (%) |
|---|---|---|---|
| S1 | 4.3 | 2.2 | 1.3 |
| S2 | 6.8 | 2.4 | 5.8 |
| Sample Label | Particle Description (Shape, Hard.) | Grain (mm) | G (%) | S (%) | M (%) | C (%) |
|---|---|---|---|---|---|---|
| •S1 | round, hard and solid | 1 | 000 | 4.77 | 52.74 | 42.49 |
| °S2 | round, hard and solid | 1 | 0.00 | 4.66 | 53.67 | 41.67 |
| Way of Shaping | Hand-Made (H) | Machine-Made (M) | |||
|---|---|---|---|---|---|
| Raw material | S1 | S2 | S1 | S2 | |
| Unfired specimens | S1H | S2H | S1 M | S2 M | |
| Fired specimens | Thermal treatment | max T. 1030 °C | max T. 1060 °C | max T. 1030 °C | max T. 1060 °C |
| Retention time 0.5 h | S1H1030-0.5h | S2H1060-0.5h | S1M1030-0.5h | S2M1060-0.5h | |
| Retention time 1.5 h | S1H1030-1.5h | S2H1060-1.5h | S1M1030-1.5h | S2M1060-1.5h | |
| Specimen Label/ Tested Property | S1H1030-1.5h | S1H1030-0.5h | S2H1060-1.5h | S2H1060-0.5h | S1M1030-1.5h | S1M1030-0.5h | S2M1060-1.5h | S2M1060-0.5h |
|---|---|---|---|---|---|---|---|---|
| Resistance according to HRN B.D8.011 | resistant | resistant | resistant | resistant | resistant | resistant | resistant | resistant |
| The ratio of compressive strengths | 0.73 | 0.72 | 0.86 | 0.85 | 0.81 | 0.79 | 0.77 | 0.75 |
| Total volume of pores, PV (cm3/g) | 0.0961 | 0.1131 | 0.1051 | 0.1093 | 0.0891 | 0.1075 | 0.0964 | 0.1371 |
| Maage factor (FC) | 83 | 55 | 100 | 69 | 77 | 68 | 76 | 27 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Netinger Grubeša, I.; Vračević, M.; Ranogajec, J.; Vučetić, S. Influence of Pore-Size Distribution on the Resistance of Clay Brick to Freeze–Thaw Cycles. Materials 2020, 13, 2364. https://doi.org/10.3390/ma13102364
Netinger Grubeša I, Vračević M, Ranogajec J, Vučetić S. Influence of Pore-Size Distribution on the Resistance of Clay Brick to Freeze–Thaw Cycles. Materials. 2020; 13(10):2364. https://doi.org/10.3390/ma13102364
Chicago/Turabian StyleNetinger Grubeša, Ivanka, Martina Vračević, Jonjaua Ranogajec, and Snežana Vučetić. 2020. "Influence of Pore-Size Distribution on the Resistance of Clay Brick to Freeze–Thaw Cycles" Materials 13, no. 10: 2364. https://doi.org/10.3390/ma13102364
APA StyleNetinger Grubeša, I., Vračević, M., Ranogajec, J., & Vučetić, S. (2020). Influence of Pore-Size Distribution on the Resistance of Clay Brick to Freeze–Thaw Cycles. Materials, 13(10), 2364. https://doi.org/10.3390/ma13102364